螺纹车削传动比计算
车削螺纹时基本传动比和倍增传动比的另一种确定方法——以CA6140车床为例
3妞、轴的DP)的螺纹,则必须确定蛛、轴的值。又从运动平衡式来 看,4种运动平衡式中只含有独、轴和伊2种因子。因此, 要确定独、“借的值,只需要将8种曲动比与4种《»传动比 按呛、罰詈2种组合形式的结果讨算出来,然后根据车
螺纹给定的参数计算的结果去找对应的廨、轴的值。廨、轴
1.14
1.14
28
36
•.16
10. 29
•32
5.14
•.64
2.57
1.29
1.29
28
19
10. 86
•J4
5.43
•.68
2.71
1J6
1.36
14
20
*48
11.43
14
5.71
♦.71
2.86
1.43
1.43
33
•JO
12.57
21
6. 29
■79
3.14
1.57
1.57
36
•JI
13.71
7
衡式;(1庠米制螺纹运动平衡式:ux "倍;(2)議
k
妬雄动平衡式:
"基鉉倍;(3)车英制螺纹运动
4k
平衡式严乎冷⑷车径节螺纹运动平衡式:
Dp=7kwso
"倍
P—米制赠导慈 mm) ;
; a-
英制螺纹扣数(扣/in); DP—径节螺纹扣数(扣/in) ; k-W
纹线数。
魅是由啮合齿轮组成的基本变速机构可变传动比,共
召昭算得《at«fif=0.64,贝!j在上表找到“讷》=0.64对应的
叱嚼■,删墙 x嚨二寺o同理可得,车英制螺纹a=3寺
时,話毛,其对应的黔 综■'呛疇^鎳=寺。
自动车床螺纹计算公式
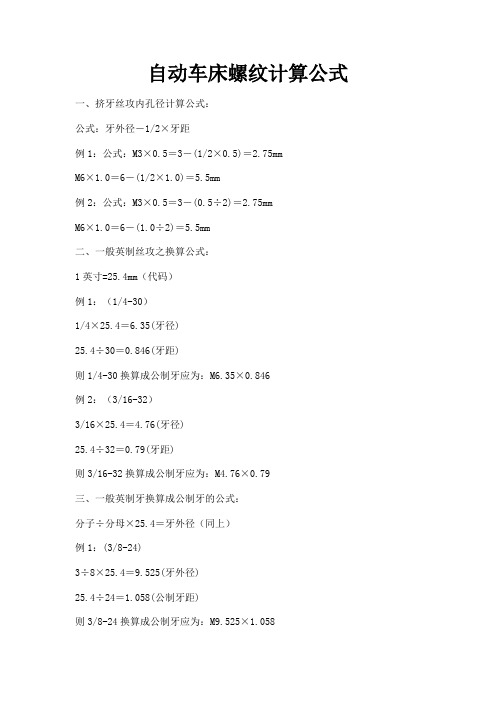
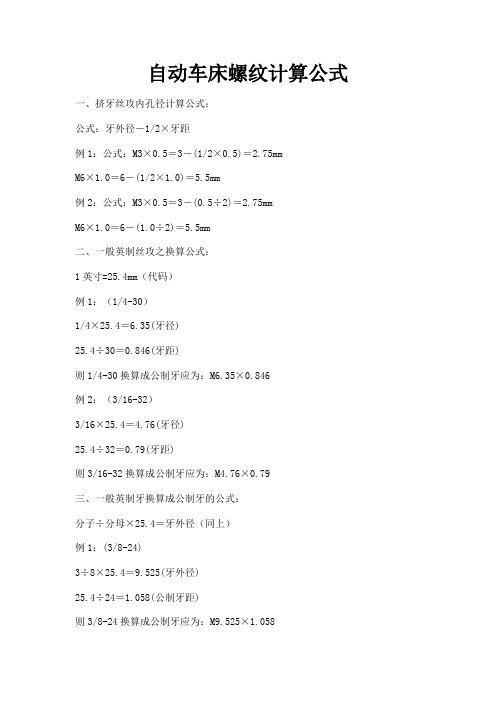
自动车床螺纹计算公式一、挤牙丝攻内孔径计算公式:公式:牙外径-1/2×牙距例1:公式:M3×0.5=3-(1/2×0.5)=2.75mmM6×1.0=6-(1/2×1.0)=5.5mm例2:公式:M3×0.5=3-(0.5÷2)=2.75mmM6×1.0=6-(1.0÷2)=5.5mm二、一般英制丝攻之换算公式:1英寸=25.4mm(代码)例1:(1/4-30)1/4×25.4=6.35(牙径)25.4÷30=0.846(牙距)则1/4-30换算成公制牙应为:M6.35×0.846例2:(3/16-32)3/16×25.4=4.76(牙径)25.4÷32=0.79(牙距)则3/16-32换算成公制牙应为:M4.76×0.79三、一般英制牙换算成公制牙的公式:分子÷分母×25.4=牙外径(同上)例1:(3/8-24)3÷8×25.4=9.525(牙外径)25.4÷24=1.058(公制牙距)则3/8-24换算成公制牙应为:M9.525×1.058四、美制牙换算公制牙公式:例:6-326-32 (0.06+0.013)/代码×6=0.1380.138×25.4=3.505(牙外径)25.4÷32=0.635(牙距)那么6-32换算成公制牙应为:M3.505×0.6351、孔内径计算公式:牙外径-1/2×牙距则应为:M3.505-1/2×0.635=3.19那么6-32他内孔径应为3.192、挤压丝攻内孔算法:下孔径简易计算公式1:牙外径-(牙距×0.4250.475)/代码=下孔径例1:M6×1.0M6-(1.0×0.425)=5.575(最大下孔径)M6-(1.0×0.475)=5.525(最小)例2:切削丝攻下孔内径简易计算公式:M6-(1.0×0.85)=5.15(最大)M6-(1.0×0.95)=5.05(最小)M6-(牙距×0.860.96)/代码=下孔径例3:M6×1.0=6-1.0=5.0+0.05=5.05五、压牙外径计算简易公式:1.直径-0.01×0.645×牙距(需通规通止规止)例1:M3×0.5=3-0.01×0.645×0.5=2.58(外径)例2:M6×1.0=6-0.1×0.645×1.0=5.25(外径)六、公制牙滚造径计算公式:(饱牙计算)例1:M3×0.5=3-0.6495×0.5=2.68(车削前外径)例2:M6×1.0=6-0.6495×1.0=5.35(车削前外径)七、压花外径深度(外径)外径÷25.4×花齿距=压花前外径例:4.1÷25.4×0.8(花距)=0.13 压花深度应为0.13八、多边形材料之对角换算公式:1.四角形:对边径×1.414=对角径2.五角形:对边径×1.2361=对角径3.六角形:对边直径×1.1547=对角直径公式2: 1.四角:对边径÷0.71=对角径2.六角:对边径÷0.866=对角径九、刀具厚度(切刀):材料外径÷10+0.7参考值十、锥度的计算公式:公式1:(大头直径-小头直径)÷(2×锥度的总长)=度数等于查三角函数值公式2:简易(大头直径-小头直径)÷28.7÷总长=度数。
自动车床螺纹计算公式
自动车床螺纹计算公式一、挤牙丝攻内孔径计算公式:公式:牙外径-1/2×牙距例1:公式:M3×0.5=3-(1/2×0.5)=2.75mmM6×1.0=6-(1/2×1.0)=5.5mm例2:公式:M3×0.5=3-(0.5÷2)=2.75mmM6×1.0=6-(1.0÷2)=5.5mm二、一般英制丝攻之换算公式:1英寸=25.4mm(代码)例1:(1/4-30)1/4×25.4=6.35(牙径)25.4÷30=0.846(牙距)则1/4-30换算成公制牙应为:M6.35×0.846例2:(3/16-32)3/16×25.4=4.76(牙径)25.4÷32=0.79(牙距)则3/16-32换算成公制牙应为:M4.76×0.79三、一般英制牙换算成公制牙的公式:分子÷分母×25.4=牙外径(同上)例1:(3/8-24)3÷8×25.4=9.525(牙外径)25.4÷24=1.058(公制牙距)则3/8-24换算成公制牙应为:M9.525×1.058四、美制牙换算公制牙公式:例:6-326-32 (0.06+0.013)/代码×6=0.1380.138×25.4=3.505(牙外径)25.4÷32=0.635(牙距)那么6-32换算成公制牙应为:M3.505×0.6351、孔内径计算公式:牙外径-1/2×牙距则应为:M3.505-1/2×0.635=3.19那么6-32他内孔径应为3.192、挤压丝攻内孔算法:下孔径简易计算公式1:牙外径-(牙距×0.4250.475)/代码=下孔径例1:M6×1.0M6-(1.0×0.425)=5.575(最大下孔径)M6-(1.0×0.475)=5.525(最小)例2:切削丝攻下孔内径简易计算公式:M6-(1.0×0.85)=5.15(最大)M6-(1.0×0.95)=5.05(最小)M6-(牙距×0.860.96)/代码=下孔径例3:M6×1.0=6-1.0=5.0+0.05=5.05五、压牙外径计算简易公式:1.直径-0.01×0.645×牙距(需通规通止规止)例1:M3×0.5=3-0.1×(0.645×0.5)=2.58(外径)例2:M6×1.0=6-0.1×(0.645×1.0)=5.25(外径)六、公制牙滚造径计算公式:(饱牙计算)例1:M3×0.5=3-0.6495×0.5=2.68(车削前外径)例2:M6×1.0=6-0.6495×1.0=5.35(车削前外径)七、压花外径深度(外径)外径÷25.4×花齿距=压花前外径例:4.1÷25.4×0.8(花距)=0.13 压花深度应为0.13八、多边形材料之对角换算公式:1.四角形:对边径×1.414=对角径2.五角形:对边径×1.2361=对角径3.六角形:对边直径×1.1547=对角直径公式2: 1.四角:对边径÷0.71=对角径2.六角:对边径÷0.866=对角径九、刀具厚度(切刀):材料外径÷10+0.7参考值十、锥度的计算公式:公式1:(大头直径-小头直径)÷(2×锥度的总长)=度数等于查三角函数值公式2:简易(大头直径-小头直径)÷28.7÷总长=度数。
金属切削机床---螺纹加工的传动路线

象和理解能力.
三、教学目标
知识目标 能力目标 情感目标
1.读懂车普通螺纹的传动系统图,明确其传动 路线,并列出运动平衡式; 2.了解车削不同标准螺纹的传动路线 ;
三、教学目标
知识目标 能力目标 情感目标
1.从根本上去了解车削螺纹的传动路线,进而懂得为什 么要使传动比根据各种螺纹的标准数列作相应改变。 2.准确地区分不同标准和不同导程的螺纹加工时的传 动链,为后续学习打基础。 3.培养学生通过观察、对比、分析、归纳、形成自我 解决问题的能力。
对照车普通螺纹的相关知识,学习车模数螺纹、 英制螺纹、径节螺纹和大导程螺纹的相关内容
二、学情分析
学生认识螺纹,对传动系统图也有所了解,但对车螺纹的
传动路线还不清楚.
没有养成良好的自主学习的习惯和学习方法. 对学习《金属切削机床》的重要性认识不够. 有部分同学学习兴趣
浓厚,喜欢动脑思考,具备一定的想
64 100 削模数螺纹时所用的挂轮为 100 97
。
运动平衡式为: 进 给 运 动 传 , 动 链 ( 螺 纹 加 工 )
Lm 1(主轴)
式中
58 33 64 100 25 25 36 u 基 u倍 12 58 33 100 97 36 36 25
u扩2
58 80 80 44 26 16 26 20 20 44 58
ⅱ) 车削英制螺纹 英制螺纹以每英寸长度上的螺纹扣数α(扣/in)表示,其
进 标准值也按分段等差数列的规律排列。 给 运 英制螺纹的导程 :Lα=1/α(in) 动 传 由于CA6140型车床的丝杠是米制螺纹,被加工的英制螺也 动 链 ( 应换算成以毫米为单位的相应导程值,即 : 螺 纹 加 1 25.4 工 L (in) (mm) )
螺纹类各种计算
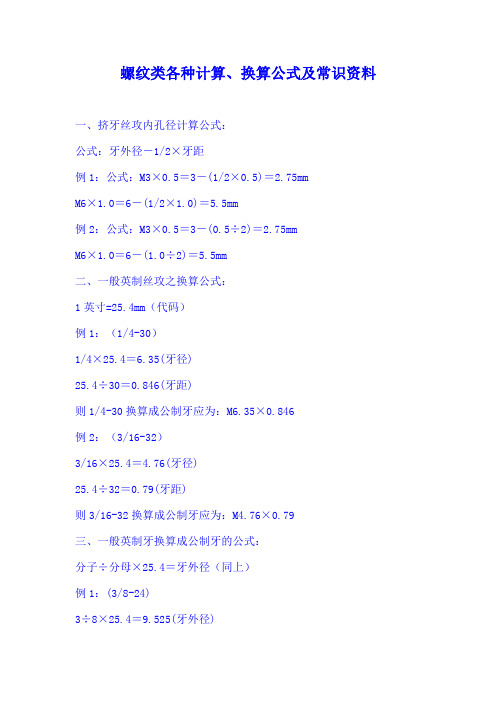
螺纹类各种计算、换算公式及常识资料一、挤牙丝攻内孔径计算公式:公式:牙外径-1/2×牙距例1:公式:M3×0.5=3-(1/2×0.5)=2.75mmM6×1.0=6-(1/2×1.0)=5.5mm例2:公式:M3×0.5=3-(0.5÷2)=2.75mmM6×1.0=6-(1.0÷2)=5.5mm二、一般英制丝攻之换算公式:1英寸=25.4mm(代码)例1:(1/4-30)1/4×25.4=6.35(牙径)25.4÷30=0.846(牙距)则1/4-30换算成公制牙应为:M6.35×0.846例2:(3/16-32)3/16×25.4=4.76(牙径)25.4÷32=0.79(牙距)则3/16-32换算成公制牙应为:M4.76×0.79三、一般英制牙换算成公制牙的公式:分子÷分母×25.4=牙外径(同上)例1:(3/8-24)3÷8×25.4=9.525(牙外径)25.4÷24=1.058(公制牙距)则3/8-24换算成公制牙应为:M9.525×1.058四、美制牙换算公制牙公式:例:6-326-32 (0.06+0.013)/代码×6=0.1380.138×25.4=3.505(牙外径)25.4÷32=0.635(牙距)那么6-32换算成公制牙应为:M3.505×0.635 1、孔内径计算公式:牙外径-1/2×牙距则应为:M3.505-1/2×0.635=3.19那么6-32他内孔径应为3.192、挤压丝攻内孔算法:下孔径简易计算公式1:牙外径-(牙距×0.4250.475)/代码=下孔径例1:M6×1.0M6-(1.0×0.425)=5.575(最大下孔径)M6-(1.0×0.475)=5.525(最小)例2:切削丝攻下孔内径简易计算公式:M6-(1.0×0.85)=5.15(最大)M6-(1.0×0.95)=5.05(最小)M6-(牙距×0.860.96)/代码=下孔径例3:M6×1.0=6-1.0=5.0+0.05=5.05五、压牙外径计算简易公式:1.直径-0.01×0.645×牙距(需通规通止规止)例1:M3×0.5=3-0.01×0.645×0.5=2.58(外径)例2:M6×1.0=6-0.1×0.645×1.0=5.25(外径)六、公制牙滚造径计算公式:(饱牙计算)例1:M3×0.5=3-0.6495×0.5=2.68(车削前外径)例2:M6×1.0=6-0.6495×1.0=5.35(车削前外径)七、压花外径深度(外径)外径÷25.4×花齿距=压花前外径例:4.1÷25.4×0.8(花距)=0.13 压花深度应为0.13八、多边形材料之对角换算公式:1.四角形:对边径×1.414=对角径2.五角形:对边径×1.2361=对角径3.六角形:对边直径×1.1547=对角直径公式2: 1.四角:对边径÷0.71=对角径2.六角:对边径÷0.866=对角径九、刀具厚度(切刀):材料外径÷10+0.7参考值十、锥度的计算公式:公式1:(大头直径-小头直径)÷(2×锥度的总长)=度数等于查三角函数值公式2:简易(大头直径-小头直径)÷28.7÷总长=度数滚牙径计算公式一、60°牙型的外螺纹中径计算及公差(国标GB 197/196)a. 中径基本尺寸计算:螺纹中径的基本尺寸=螺纹大径-螺距×系数值公式表示:d/D-P×0.6495例:外螺纹M8螺纹中径的计算8-1.25×0.6495=8-0.8119≈7.188b.常用的6h外螺纹中径公差(以螺距为基准)上限值为”0”下限值为P0.8-0.095 P1.00-0.112 P1.25-0.118P1.5-0.132 P1.75-0.150 P2.0-0.16P2.5-0.17上限计算公式即基本尺寸,下限值计算公式d2-hes-Td2即中径基本尺寸-偏差-公差M8的6h级中径公差值:上限值7.188 下限值:7.188-0.118=7.07C常用的6g级外螺纹中径基本偏差: (以螺距为基准)P 0.80-0.024 P 1.00-0.026 P1.25-0.028 P1.5-0.032P1.75-0.034 P2-0.038 P2.5-0.042上限值计算公式d2-ges即基本尺寸-偏差下限值计算公式d2-ges-Td2即基本尺寸-偏差-公差例M8的6g级中径公差值:上限值7.188-0.028=7.16 下限值:7.188-0.028-0.118=7.042注:①以上的螺纹公差是以粗牙为准,对细牙的螺纹公差相应有些变化,但均只是公差变大,所以按此控制不会越出规范界限,故在上述中未一一标出.②螺纹的光杆坯径尺寸在生产实际中根据设计要求的精度和螺纹加工设备的挤压力的不同而相应比设计螺纹中径尺寸加大0.04—0.08之间,为螺纹光杆坯径值,例我们公司的M8外螺纹6g级的螺纹光杆坯径实在7.08—7.13即在此范围.③考虑到生产过程的需要外螺纹在实际生产的未进行热处理和表面处理的中径控制下限应尽量保持在6h级为准二、60°内螺纹中径计算及公差(GB 197 /196)a. 6H级螺纹中径公差(以螺距为基准)上限值:P0.8+0.125 P1.00+0.150 P1.25+0.16 P1.5+0.180P1.25+0.00 P2.0+0.212 P2.5+0.224下限值为”0”,上限值计算公式2+TD2即基本尺寸+公差例M8-6H内螺纹中径为:7.188+0.160=7.348 上限值:7.188为下限值b. 内螺纹的中径基本尺寸计算公式与外螺纹相同即D2=D-P×0.6495即内螺纹中径螺纹大径-螺距×系数值c. 6G级螺纹中径基本偏差E1(以螺距为基准)P0.8+0.024 P1.00+0.026 P1.25+0.028 P1.5+0.032P1.75+0.034 P1.00+0.026 P2.5+0.042例:M8 6G级内螺纹中径上限值:7.188+0.026+0.16=7.374下限值:7.188+0.026=7.214上限值公式2+GE1+TD2即中径基本尺寸+偏差+公差下限值公式2+GE1即中径尺寸+偏差三、外螺纹大径的计算及公差(GB 197/196)a. 外螺纹的6h大径上限值即螺纹直径值例M8为φ8.00上限值公差为”0”b. 外螺纹的6h级大径下限值公差(以螺距为基准)P0.8-0.15 P1.00-0.18 P1.25-0.212 P1.5-0.236 P1.75-0.265P2.0-0.28 P2.5-0.335大径下限计算公式:d-Td 即螺纹大径基本尺寸-公差例:M8外螺纹6h大径尺寸:上限为φ8,下限为φ8-0.212=φ7.788c. 外螺纹6g级大径的计算与公差6g级外螺纹的基准偏差(以螺距为基准)P0.8-0.024 P1.00-0.026 P1.25-0.028 P1.5-0.032 P1.25-0.024 P1.75 –0.034P2.0-0.038 P2.5-0.042上限计算公式 d-ges 即螺纹大径基本尺寸-基准偏差下限计算公式 d-ges-Td 即螺纹大径基本尺寸-基准偏差-公差例: M8 外螺纹6g级大径上限值φ8-0.028=φ7.972下限值φ8-0.028-0.212=φ7.76注:①螺纹的大径是由螺纹光杆坯径及搓丝板/滚丝轮的牙型磨损程度来决定的,而且其数值在同样毛坯及螺纹加工工具的基础上与螺纹中径成反比出现即中径小则大径大,反之中径大则大径小.②对需进行热处理和表面处理等加工的零件,考虑到加工过程的关系实际生产时应将螺纹大径控制在6h级的下限值加0.04mm以上,如M8的外螺纹在搓(滚)丝的大径应保证在φ7.83以上和7.95以下为宜.四、内螺纹小径的计算与公差a. 内螺纹小径的基本尺寸计算(D1)螺纹小径基本尺寸=内螺纹基本尺寸-螺距×系数例:内螺纹M8的小径基本尺寸 8-1.25×1.0825=6.646875≈6.647b. 内螺纹6H级的小径公差(以螺距为基准)及小径值计算P0.8 +0. 2 P1.0 +0. 236 P1.25 +0.265 P1.5 +0.3 P1.75 +0.335P2.0 +0.375 P2.5 +0.48内螺纹6H级的下限偏差公式D1+HE1即内螺纹小径基本尺寸+偏差注:6H级的下偏值为“0”内螺纹6H级的上限值计算公式=D1+HE1+TD1即内螺纹小径基本尺寸+偏差+公差例:6H级M8内螺纹小径的上限值 6.647+0=6.6476H级M8内螺纹小径的下限值 6.647+0+0.265=6.912c. 内螺纹6G级的小径基本偏差(以螺距为基准)及小径值计算P0.8 +0.024 P1.0 +0.026 P1.25 +0.028 P1.5 +0.032 P1.75 +0.034P2.0 +0.038 P2.5 +0.042内螺纹6G级的小径下限值公式=D1+GE1即内螺纹基本尺寸+偏差例: 6G级M8内螺纹小径的下限值 6.647+0.028=6.6756G级M8内螺纹小径的上限值公式D1+GE1+TD1即内螺纹基本尺寸+偏差+公差例: 6G级M8内螺纹小径的上限值是6.647+0.028+0.265=6.94注:①内螺纹的牙高直接关系到内螺纹的承载力矩的大小,故在毛坯生产中应尽量在其6H级上限值以内②在内螺纹的加工过程中,内螺纹小径越小会给加工具——丝锥的使用效益有所影响.从使用的角度讲是小径越小越好,但综合考虑时一般采用小径的在中限至上限值之间,如果是铸铁或铝件时应采用小径的下限值至中限值之间③内螺纹6G级的小径在毛坯生产中可按6H级执行,其精度等级主要考虑螺纹中径的镀层,故只在螺纹加工时考虑丝锥的中径尺寸而不必考虑光孔的小径。
自动车床螺纹计算公式[1]
![自动车床螺纹计算公式[1]](https://img.taocdn.com/s3/m/6bd80396284ac850ad024253.png)
自动车床螺纹计算公式一、挤牙丝攻内孔径计算公式:公式:牙外径-1/2×牙距例1:公式:M3×0.5=3-(1/2×0.5)=2.75mmM6×1.0=6-(1/2×1.0)=5.5mm例2:公式:M3×0.5=3-(0.5÷2)=2.75mmM6×1.0=6-(1.0÷2)=5.5mm二、一般英制丝攻之换算公式:1英寸=25.4mm(代码)例1:(1/4-30)1/4×25.4=6.35(牙径)25.4÷30=0.846(牙距)则1/4-30换算成公制牙应为:M6.35×0.846例2:(3/16-32)3/16×25.4=4.76(牙径)25.4÷32=0.79(牙距)则3/16-32换算成公制牙应为:M4.76×0.79三、一般英制牙换算成公制牙的公式:分子÷分母×25.4=牙外径(同上)例1:(3/8-24)3÷8×25.4=9.525(牙外径)25.4÷24=1.058(公制牙距)则3/8-24换算成公制牙应为:M9.525×1.058四、美制牙换算公制牙公式:例:6-326-32 (0.06+0.013)/代码×6=0.1380.138×25.4=3.505(牙外径)25.4÷32=0.635(牙距)那么6-32换算成公制牙应为:M3.505×0.6351、 孔内径计算公式:牙外径-1/2×牙距则应为:M3.505-1/2×0.635=3.19那么6-32他内孔径应为3.192、挤压丝攻内孔算法:下孔径简易计算公式1:牙外径-(牙距×0.4250.475)/代码=下孔径例1:M6×1.0M6-(1.0×0.425)=5.575(最大下孔径)M6-(1.0×0.475)=5.525(最小)例2:切削丝攻下孔内径简易计算公式:M6-(1.0×0.85)=5.15(最大)M6-(1.0×0.95)=5.05(最小)M6-(牙距×0.860.96)/代码=下孔径例3:M6×1.0=6-1.0=5.0+0.05=5.05五、压牙外径计算简易公式:1.直径-0.01×0.645×牙距(需通规通止规止)例1:M3×0.5=3-0.01×0.645×0.5=2.58(外径)例2:M6×1.0=6-0.1×0.645×1.0=5.25(外径)六、公制牙滚造径计算公式:(饱牙计算)例1:M3×0.5=3-0.6495×0.5=2.68(车削前外径)例2:M6×1.0=6-0.6495×1.0=5.35(车削前外径)七、压花外径深度(外径)外径÷25.4×花齿距=压花前外径例:4.1÷25.4×0.8(花距)=0.13 压花深度应为0.13八、多边形材料之对角换算公式:1.四角形:对边径×1.414=对角径2.五角形:对边径×1.2361=对角径3.六角形:对边直径×1.1547=对角直径公式2: 1.四角:对边径÷0.71=对角径2.六角:对边径÷0.866=对角径九、刀具厚度(切刀):材料外径÷10+0.7参考值十、锥度的计算公式:公式1:(大头直径-小头直径)÷(2×锥度的总长)=度数等于查三角函数值公式2:简易(大头直径-小头直径)÷28.7÷总长=度数。
数控加工常用(螺纹)计算公式,简单易懂
数控加工常用(螺纹)计算公式,简单易懂数控加工常用(螺纹)计算公式,简单易懂奇趣科技国际标准一、挤牙丝攻内孔径计算公式:公式:牙外径-1/2×牙距例1:公式:M3×0.5=3-(1/2×0.5)=2.75mmM6×1.0=6-(1/2×1.0)=5.5mm例2:公式:M3×0.5=3-(0.5÷2)=2.75mmM6×1.0=6-(1.0÷2)=5.5mm二、一般英制丝攻之换算公式:1英寸=25.4mm(代码)例1:(1/4-30)1/4×25.4=6.35(牙径)25.4÷30=0.846(牙距)则1/4-30换算成公制牙应为:M6.35×0.846例2:(3/16-32)3/16×25.4=4.76(牙径)25.4÷32=0.79(牙距)则3/16-32换算成公制牙应为:M4.76×0.79三、一般英制牙换算成公制牙的公式:分子÷分母×25.4=牙外径(同上)例1:(3/8-24)3÷8×25.4=9.525(牙外径)25.4÷24=1.058(公制牙距)则3/8-24换算成公制牙应为:M9.525×1.058四、美制牙换算公制牙公式:例:6-326-32 (0.06+0.013)/代码×6=0.1380.138×25.4=3.505(牙外径)25.4÷32=0.635(牙距)那么6-32换算成公制牙应为:M3.505×0.635 1、孔内径计算公式:牙外径-1/2×牙距则应为:M3.505-1/2×0.635=3.19那么6-32他内孔径应为3.192、挤压丝攻内孔算法:下孔径简易计算公式1:牙外径-(牙距×0.4250.475)/代码=下孔径例1:M6×1.0M6-(1.0×0.425)=5.575(最大下孔径)M6-(1.0×0.475)=5.525(最小)例2:切削丝攻下孔内径简易计算公式:M6-(1.0×0.85)=5.15(最大)M6-(1.0×0.95)=5.05(最小)M6-(牙距×0.860.96)/代码=下孔径例3:M6×1.0=6-1.0=5.0+0.05=5.05五、压牙外径计算简易公式:1.直径-0.01×0.645×牙距(需通规通止规止)例1:M3×0.5=3-0.01×0.645×0.5=2.58(外径) 例2:M6×1.0=6-0.1×0.645×1.0=5.25(外径) 六、公制牙滚造径计算公式:(饱牙计算)例1:M3×0.5=3-0.6495×0.5=2.68(车削前外径) 例2:M6×1.0=6-0.6495×1.0=5.35(车削前外径) 七、压花外径深度(外径)外径÷25.4×花齿距=压花前外径例:4.1÷25.4×0.8(花距)=0.13 压花深度应为0.13 八、多边形材料之对角换算公式:1.四角形:对边径×1.414=对角径2.五角形:对边径×1.2361=对角径3.六角形:对边直径×1.1547=对角直径公式2: 1.四角:对边径÷0.71=对角径2.六角:对边径÷0.866=对角径九、刀具厚度(切刀):材料外径÷10+0.7参考值十、锥度的计算公式:公式1:(大头直径-小头直径)÷(2×锥度的总长)=度数等于查三角函数值公式2:简易(大头直径-小头直径)÷28.7÷总长=度数。
传动比公式范文

传动比公式范文传动比是指输入轴和输出轴之间转速的比值。
传动比的计算是在机械传动系统中十分重要的一项工作,可以帮助工程师确定适当的传动装置和设计正确的齿轮、皮带或链条配置。
常见的传动装置包括齿轮传动、皮带传动和链条传动等。
在这些传动装置中,齿轮传动是应用最广泛的一种。
因此,我们将主要介绍齿轮传动中的传动比计算方法。
在齿轮传动中,传动比可以通过两个齿轮的齿数来计算。
如果我们用N1表示输入轴齿轮的齿数,N2表示输出轴齿轮的齿数,传动比可以用以下的公式来表示:传动比=N2/N1例如,如果输入轴齿轮有20个齿,输出轴齿轮有60个齿,那么传动比就是60/20=3、这意味着输出轴的转速是输入轴转速的3倍。
在实际应用中,我们可能会遇到一些特殊情况。
例如,当两个齿轮不直接相连,而是通过其他的齿轮来连接时,我们可以通过将各个齿轮的齿数相乘来计算总的传动比。
另外,如果齿轮传动还包含了多个齿轮,我们可以通过将各个传动段的传动比相乘来计算整个系统的传动比。
例如,如果一个传动系统有三个齿轮,分别是A、B和C,它们的齿数比分别是N2/N1、N3/N2和N4/N3,那么总的传动比就是(N2/N1)*(N3/N2)*(N4/N3)=N4/N1除了齿轮传动之外,皮带传动和链条传动的传动比计算也有相应的公式。
在皮带传动中,我们可以通过测量输入和输出轴之间的线速度比来计算传动比。
在链条传动中,我们可以通过链条的齿数和链轮的齿数来计算传动比。
总结起来,传动比的计算是通过齿轮、皮带或链条的参数来确定的。
无论是齿轮传动、皮带传动还是链条传动,我们都可以通过不同的公式来计算传动比,从而帮助我们设计和选择合适的传动装置。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CA6140型车床米制螺纹表
Uk
主轴Ⅵ
—
58 26
—Ⅴ—
80 20
58(正常螺纹导程1:1) 58 (扩大螺纹导程4 :1)
50
—
Ⅳ
—
8500
—
Ⅲ
—
44 44
—
Ⅷ
—
26 58
—
Ⅸ
—
20
(扩大螺纹导程16 :1)
导程扩大传动路线Ⅵ→Ⅸ轴的传动比:
只有主轴上的M2合上,即主轴处于低速状 态时用螺纹导程扩大机构才能车削大导 程螺纹。
12——车床丝杠(轴ⅩⅧ)的导程。
2-23
螺距大于12mm,采用扩大螺距组。 L=7ujubuk
根据题意: 16=7×8/7(uj3)×1/2(ub3)×4(uk1)
1
58 58
33 33
63 100
100 75
25 36
u
j
25 36
36 25
ub
uk
12
L
KP
32 8 u基3 28 7
u倍3
-
32/2 8
1
36/2 8
-
19/1 4
-
20/1 4
1.25
23/2 1
-
36/2 1
1.5
28 15 1
35 48 4 - 1.75 2 2.25 - 2.5 - 3
18 35 1 45 28 2
- 3.5 4 4.5 -
5 5.5 6
28 35 1 35 28
-
789
- 10 11 12
9.5, 7
基 本
u基2
28 28
7, 7
u基6
20 2 28
8, 7
u基4
36 28
9, 7
u基7
33 21
11, 7
u基8
36 21
12 7
速 机 构 的 传
基本组传动比的分母都是7,分子则除 动
6.5和9.5用于车削其他种类的螺纹外, 其余按等差数列规律排列。
比
增倍组的变速机构的传动比
u扩1
58 26
80 20
50 50
44 44
26 58
4
u扩2
58 26
80 20
80 20
44 44
26 58
16
车削米制右旋螺纹时的运动平衡式为:
1
58 58
33 33
63 100
100 75
25 36
u
j
25 36
36 25
ub
12
L
KP
化简后得
L=7ujub
式中:K——螺纹头数;
P——螺距;
u倍1
18 45
15 48
1 8
,
u倍2
28 15 35 48
1, 4
u倍3
18 45
35 28
1 2
,
u倍4
28 35
35 28
1
以上变速机构可实现螺纹导程标准中的倍 数关系,称为增倍机构或增倍组
CA6140型车床米制螺纹表
S U基 U
倍
18 15 1 45 48 8
26/2 8
-
28/2 8
18 45
35 28
1 2
u扩1
58 26
80 20
50 50
44 44
26 58
4
螺纹车削
图2-56 CA6140型卧式车床的传动系统图
进给运动传动链
(2)车螺纹进给传动链 CA6140型车床可以车削米制、模数制、英
制和径节制四种标准的常用螺纹 。 车削米制螺纹时,进给箱中的离合器M3和
M4脱开,M5接合,挂轮用 63 100
100 75
Uk
Ⅵ
ⅩⅣ
ⅩⅦ
Ⅻ
ⅩⅧ
ⅩⅢ
Uj
ⅩⅥ
ⅩⅤ
ⅩⅨ
Ub
车削米制螺纹传动路线表达式
主轴Ⅵ
—
58 58
—
Ⅸ
—
33
—
Ⅺ3333—右2螺5(纹左螺纹) —
25
33
—Ⅹ—
63 100
100 75
—
Ⅻ
—
25 36
—ⅩⅢ
—
u
j
—ⅩⅣ —
—
25 36
36 25
—ⅩⅤ—
ub
—ⅩⅦ
—
M5
—ⅩⅧ— (丝杠)
刀架
u基1
26 28
6.5 , 7
u基5
19 14