柴油机输油泵壳体工序卡片15
总泵缸体机械加工工艺过程卡片

麻花钻、扩孔钻、卡尺、塞规 1360
3.4
0.15
0.25
1
铰孔φ21
铰刀、卡尺、塞规
1360
0.85
0.15
0.1
1
锪圆锥孔
锪钻
272
10.7
0.2
1
1
孔口倒角 C1
铰刀、卡尺、塞规
1360
0.58
0.15
1
1
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)
标记 处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日 期
毛坯种类
铸件
铸造 时效 刷底漆
半精铣φ20 端面
毛坯外型尺寸 工序内容
138*85*50
每毛坯可制作件数 车间 工段 铸 热
金工
钻孔φ12.5、钻孔φ12
金工
铣φ32 底端面,铣底盘端面,铣φ32 侧圆柱面
金工
粗扩、精扩、铰孔φ21,粗扩、精扩孔φ18,锪圆锥孔,
金工
孔口倒角 C1
钻孔φ9.5 和φ10.5
丝锥、板牙、卡尺、塞规 高速钢套式面铣刀、游标
卡尺 平锉
104s 34.7s 14.1s
57.7s 97.2s 14.1s 72.4s 20.0s 14.1s 10.4s
审核(日期) 标准化(日期) 会签(日期)
标记
处数
更改文件号
日 签字
期
标记
处数
更改文件号
签字
日期 2012 年 2月
描图
描校
底图号
Z525 立式钻床 Z525 立式钻床 Z525 立式钻床 X51 立式铣床
钳工台 清洗机
发动机总装工艺过程卡片
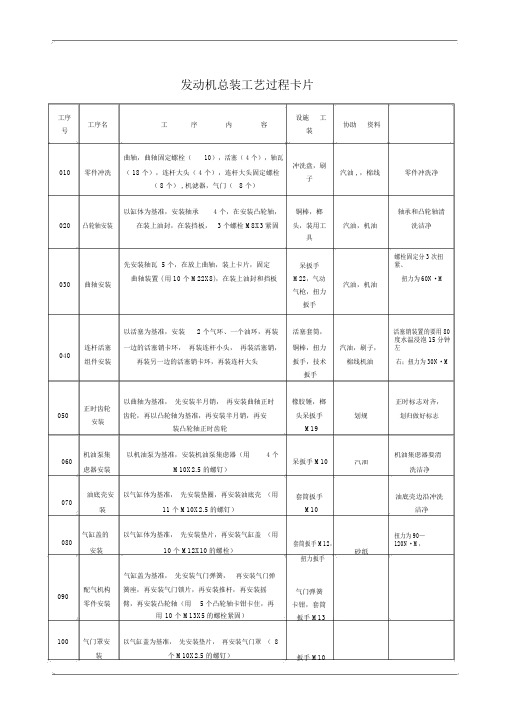
发动机总装工艺过程卡片工序工序名工序内容设施工协助资料号装曲轴,曲轴固定螺栓(10),活塞( 4 个),轴瓦冲洗盘,刷010 零件冲洗( 18 个),连杆大头( 4 个),连杆大头固定螺栓汽油 , ,棉线零件冲洗净子( 8 个) , 机滤器,气门(8 个)以缸体为基准,安装轴承 4 个,在安装凸轮轴,铜棒,榔轴承和凸轮轴清020 凸轮轴安装在装上油封,在装挡板, 3 个螺栓 M8X3紧固头,装用工汽油,机油洗洁净具先安装轴瓦 5 个,在放上曲轴,装上卡片,固定呆扳手螺栓固定分3 次扭紧、030 曲轴安装曲轴装置 ( 用 10 个 M22X8),在装上油封和挡板M22,气动汽油,机油扭力为60N·M气枪,扭力扳手以活塞为基准,安装 2 个气环、一个油环,再装活塞套筒,活塞销装置的要用 80040 连杆活塞一边的活塞销卡环,再装连杆小头,再装活塞销,铜棒,扭力汽油,刷子,度水温浸泡15分钟左组件安装再装另一边的活塞销卡环,再装连杆大头扳手,技术棉线机油右;扭力为30N·M扳手以曲轴为基准,先安装半月销,再安装曲轴正时正时齿轮050齿轮,再以凸轮轴为基准,再安装半月销,再安安装装凸轮轴正时齿轮机油泵集以机油泵为基准,安装机油泵集虑器(用 4 个060M10X2.5 的螺钉)虑器安装油底壳安以气缸体为基准,先安装垫圈,再安装油底壳(用07011 个 M10X2.5 的螺钉)装气缸盖的以气缸体为基准,先安装垫片,再安装气缸盖(用08010 个 M12X10的螺栓)安装气缸盖为基准,先安装气门弹簧,再安装气门弹配气机构簧座,再安装气门锁片,再安装推杆,再安装摇090零件安装臂,再安装凸轮轴(用 5 个凸轮轴卡钳卡住,再用10 个 M13X5的螺栓紧固)100气门罩安以气缸盖为基准,先安装垫片,再安装气门罩(8 装个 M10X2.5 的螺钉)橡胶锤,榔正时标志对齐,头呆扳手划规划归做好标志M19呆扳手 M10机油集虑器要清汽油洗洁净套筒扳手油底壳边沿冲洗M10洁净套筒扳手M12,扭力为90—120N·M,扭力扳手砂纸气门弹簧卡钳,套筒扳手 M13扳手 M10排气支,10 个的套以气缸体为基准,先安装垫片,再安装排气支管110管的安筒扳手(用 4 个 M10X5和 4 个 M10X8的螺栓)装进气支10 个的套以气缸体为基准,先安装垫片,再安装进气支管120管的安(用 8 个 M10X5的螺栓)筒扳手装- 带轮发动机皮带安装附件部安装发电机——水泵——油泵控制器——扳手130 要调理,张紧轮件安装——张紧轮——皮带——电扇——发动机支架M14,M17需要调整产品名称产品代号零件名称零件代号工艺过程编号装置工序卡片设施和工艺装置名称型号编号装置件明细表工工步内容工作业标准工具辅料序名称数步时1 缸体 12 活塞 13 气环 1 14 气环 2 15 活塞销 16 连杆 17 连杆固定螺 2栓8 连杆大头 19 轴瓦 1 110 曲轴 111 轴盖 112 轴瓦 2 113 螺母 2产品名称产品代号零件名称零件代号工艺过程编号装置工序卡片设施和工艺装置名称型号编号装置件明细表工步工步内容工作业标准工具辅料号时序代数目号号(个)123456789101112131415。
机油泵传动轴支架工序卡.

229
15.3
0.25
54
1
1
1
扩孔:φ31.7mm
φ31.7mm专用扩孔钻
68
7.9
0.57
54
1
1
1
铰孔: mm
铰孔钻
68
8.26
0.72
54
11Leabharlann 1锪孔1.5×45°
90°锪钻
68
8.26
0.72
1.5
1
1
1
机械加工工序卡片
机械加工工序卡片
产品型号
零(部)件图号
54.05.416
产品名称
背吃刀量
/mm
进给次数
工步工时
机动
辅助
6
铣C面
专用夹具
38
26.5
1.6
2
1
1
1
φ225端面铣刀
机械加工工序卡片
机械加工工序卡片
产品型号
零(部)件图号
54.05.416
产品名称
机油泵
零(部)件名称
机油泵传动轴支架
共12页
第7页
车间
工序号
工序名称
材料牌号
7
铣
HT15-33
毛坯种类
毛坯外形尺寸
每毛坯可制件数
产品名称
机油泵
零(部)件名称
机油泵传动轴支架
共12页
第2页
车间
工序号
工序名称
材料牌号
2
铣
HT15-33
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
250*98.83*59
1
机械加工工艺过程卡片及工序卡
切削液
工位器具编号
工位器具名称
工序工时 (分)
准终
单件
工步号
工 步 内 容
工 艺 装 备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
基本
辅助
设 计(日 期)
校 对(日期)
审 核(日期)
标准化(日期)
会 签(日期)
标记
处数
更改
文件号
签字
日期
标记
更改
文件号
签字
日期
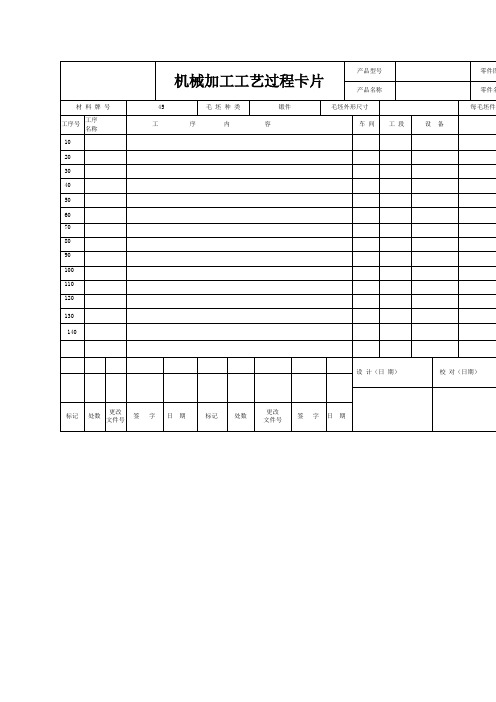
机械加工工艺过程卡片
产品型号
零件图号
产品名称
零件名称
共
1
页
第
1
页
材 料 牌 号
45
毛 坯 种 类
锻件
毛坯外形尺寸
每毛坯件数
1
每 台 件 数
1
备 注
年产1万
工序号
工序
名称
工 序 内 容
车 间
工 段
设 备
工 艺 装 备
工 时
准终
单件
10
20
30
40
50
60
70
80
90
100
110
120
130
140
设 计(日 期)
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
共
2
页
第
2
页
车间
工序号
工序名称
材 料 牌 号
毛 坯 种 类
毛坯外形ห้องสมุดไป่ตู้寸
壳体机械加工工艺卡片

检验铸件是否合格和有关尺寸是否正确,不加工处涂上放透漆,放置时效处理一个月
4
铣端面B
以上端面A面和尺寸ø62H7做基准定位,加工下端面B面
铣床
铣削夹具
5
钻ø8孔
打样冲,钻孔ø6(大端ø8孔)
钻床
钻孔夹具
6
金工
扩镗孔为ø7.8mm
钻床
钻孔夹具
7
金工
铰孔为ø8,粗造度为1.6
钻床
钻孔夹具
8
钻孔ø30
机械加工工艺过程卡片
机械加工工艺过程卡片
产品型号
零件图号
共1页
产品名称
零件名称
壳体
第1页
材料牌号
HT200
毛坯外形尺寸
Ø150*110mm
每件毛坯可制件数
每台件数
备注
工序号
工序名称
工序内容
设备
工艺装备
1
制造金属模
做木模,加工外表面放加工余量1.5mm
2
铸造
铸造壳体,铸件表面应清除毛刺、披缝及粘砂等
3
会签(日期)
标记
处数
更改文件号
签字
日期
பைடு நூலகம்标记
处数
更改文件号
签字
日期
以上端面A面,尺寸ø62H7和下端面B面做基准定位,钻孔ø28
钻床
钻孔夹具
9
金工
扩镗孔为ø29.8mm
钻床
钻孔夹具
10
金工
铰孔为ø30,粗造度为1.6
钻床
钻孔夹具
11
终检
按照图纸严格检验零件尺寸
卡尺
12
13
14
15
发动机装配工艺卡
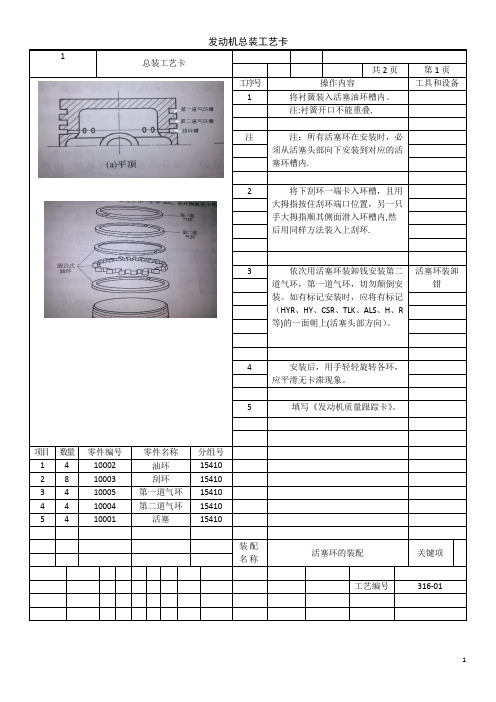
1总装工艺卡共2页第1页工序号操作内容工具和设备1 将衬簧装入活塞油环槽内。
注:衬簧开口不能重叠.注注:所有活塞环在安装时,必须从活塞头部向下安装到对应的活塞环槽内.2 将下刮环一端卡入环槽,且用大拇指按住刮环端口位置,另一只手大拇指顺其侧面滑入环槽内,然后用同样方法装入上刮环.3 依次用活塞环装卸钱安装第二道气环,第一道气环,切勿颠倒安装。
如有标记安装时,应将有标记(HYR、HY、CSR、TLK、ALS、H、R等)的一面朝上(活塞头部方向)。
活塞环装卸钳4 安装后,用手轻轻旋转各环,应平滑无卡滞现象。
5 填写《发动机质量跟踪卡》。
项目数量零件编号零件名称分组号1 4 10002 油环154102 8 10003 刮环154103 4 10005 第一道气环154104 4 10004 第二道气环154105 4 10001 活塞15410装配名称活塞环的装配关键项工艺编号316-01总装工艺卡共2页第2页1 将衬套压入连杆小头。
压力机2 将活塞置于红外加热器中加热至60℃~80℃.红外恒温加热器3 取出活塞并迅速擦净座孔,将活塞销推入一个座孔.清洁布4 在连杆小头衬套内涂上一层润滑油并把小头伸入活塞内,迅速使活塞销通过连杆小头直至活塞另一端销孔边缘。
注:安装时,活塞朝向标记应与连杆的朝向标记,方向一致。
5 装入挡圈。
挡圈钳7 安装连杆上瓦片,并将上瓦片标识与连杆凹槽对应。
6 填写《发动机质量跟踪卡》。
项目数量零件编号零件名称分组号1 1 10001 活塞154102 1 10006 活塞销154103 1 10007 连杆154104 2 10008 挡圈154105 1 10009 连杆上瓦片15410装配名称组装活塞与连杆关键项工艺编号316-01总装工艺卡共1页第1页工序号操作内容工具和设备1 安装机油滤清器接头并用扭力扳手拧紧,扭力扳手注:拧紧扭矩30.8~57.2N2 在机油滤清器支架上分装机油滤清器支架锥形螺栓并拧紧。
发动机缸体工序卡

材料
HT250
产品型号
零件名称
零件号
发动机缸体
工序名称
粗镗四个气缸孔
工序号
35
材料名称
材料牌号
机械性能
机床
夹具
名称
型号
编号
名称
代号
组合镗床
同时加工件数
工人等级
准备/终结时间
单件时间
工步号
工步内容
走刀次数
切削用量
机动时间
辅助时间
工具名称
工具代号
切削深度
进给量
每分转数或双行程数
切削速度
1
粗镗四个孔
铣
组合铣床
55
拉主轴承做分开面
拉
CS-9007型汽缸体拉床
60
钻上平面和右平面上的孔
钻
组合钻床
65
钻油路上的孔
钻
组合钻床
70
扩上平面上的孔
扩
组合钻床
75
对右平面和上平面上的孔进行攻丝
钻
组合钻床
80
铣轴承座分开面的端面
铣
组合铣床
85
钻顶面上的孔并扩孔
钻
组合钻床
90
铰底面上的孔
铰
组合钻床
95
分平面底面攻丝
分厂或车间
发动机厂
第2页
产品名称
发动机
产品型号
零件名称
发动机缸体
零件号
材料
HT250
产品型号
零件名称
零件号
发动机缸体
工序名称
粗铣顶面、底面和右侧放置水阀平面
工序号
10
材料名称
材料牌号
机械性能
柴油机连杆零件机械加工工序卡片(第二部分)
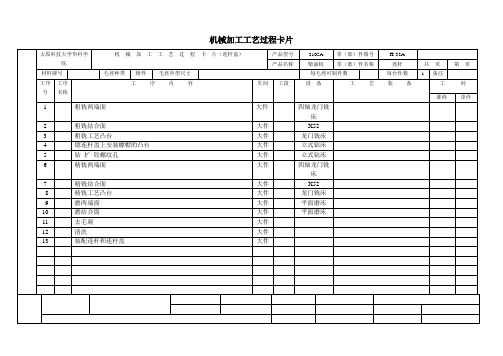
机械加工工艺过程卡片太原科技大学华科学院机械加工工艺过程卡片(连杆盖)产品型号2105A 零(部)件图号H-32A产品名称柴油机零(部)件名称连杆共页第页材料牌号毛坯种类铸件毛坯外型尺寸每毛坯可制件数每台件数 1 备注工序号工序名称工序内容车间工段设备工艺装备工时准终单件1 粗铣两端面大件四轴龙门铣床2 粗铣结合面大件X523 粗铣工艺凸台大件龙门铣床4 锪连杆盖上安装螺帽的凸台大件立式钻床5 钻扩铰螺纹孔大件立式钻床6 精铣两端面大件四轴龙门铣床7 精铣结合面大件X528 精铣工艺凸台大件龙门铣床9 磨两端面大件平面磨床10 磨结合面大件平面磨床11 去毛刺大件12 清洗大件13 装配连杆和连杆盖大件设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号2105A 零(部)件图号产品名称柴油机零(部)件名称共()页第(12)页车间工序号工序名称材料牌号160 精洗止口45毛坯种类毛坯外型尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数X52K 1 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 精铣止口至尺寸400 163.36 0.08 0.5 1描图描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号2105A 零(部)件图号产品名称柴油机零(部)件名称共()页第(13)页车间工序号工序名称材料牌号170 钻孔冷挤内螺纹45毛坯种类毛坯外型尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数X52K 5 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 钻2~12.8至尺寸描图 2 扩2~13.2至尺寸3 孔口倒角至尺寸描校 4 吹净两孔中铁屑5 冷挤压内螺纹至尺寸底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号2105A 零(部)件图号产品名称柴油机零(部)件名称共()页第(14)页车间工序号工序名称材料牌号180 去毛刺45毛坯种类毛坯外型尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数X52K 1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 去剖分面毛刺2 去止口毛刺3 去螺纹孔道孔底外部毛刺4 倒角至尺寸设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号2105A 零(部)件图号H-32A H-323A产品名称零(部)件名称连杆盖共()页第(16)页车间工序号工序名称材料牌号大件老连杆2000 合装打连杆配对号45毛坯种类毛坯外型尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 检查不通孔螺纹底部是否有铁屑2 将连杆和连杆盖合装,注意对称3 用固定扳手初紧两连杆螺栓4 用扭力扳手复紧两连杆螺栓扭紧力140N5 打连杆配对号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部)件图号H-32A H-323A产品名称连杆零(部)件名称连杆盖共()页第(17)页车间工序号工序名称材料牌号粗镗大头孔45毛坯种类毛坯外型尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数粗镗大头孔专机1夹具编号夹具名称切削液H-32-734-06 连杆大头孔粗镗夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 粗镗大头孔至尺寸270 62.77 0.25 2.71机械加工工序卡片产品型号 零(部)件图号产品名称连杆零(部)件名称共( )页 第(19)页 车间工序号工序名称材料牌号描 图描 校 底图号机械加工工序卡片产品型号 零(部)件图号 H-32A H-323A产品名称连杆零(部)件名称共( )页 第(18)页车间 工序号 工序名称 材料牌号大头孔倒角毛坯种类毛坯外型尺寸每毛坯可制件数每台件数设备名称 设备型号 设备编号同时加工件数立钻Z5351 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工 步 内 容工 艺 装 备主轴转速r/min切削速度m/min 进给量mm/r 切削深度mm 进给 次数工步工时 机动辅助1大头孔倒角至尺寸60 14.95 0.20 0.51 描 图描 校 底图号钻定位销孔45毛坯种类毛坯外型尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数立钻Z535 1 夹具编号夹具名称切削液H-32-731-09工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 钻定位孔至尺寸1100 12.1 0.08 10 3描图描校底图号机械加工工序卡片产品型号零(部)件图号H-32A产品名称连杆零(部)件名称共()页第(20)页车间工序号工序名称材料牌号扩定位销孔毛坯种类毛坯外型尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数立钻 1夹具编号夹具名称切削液H-32-731-09工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 扩定位销孔至尺寸1100 13.48 0.08 8 2描图描校底图号机械加工工序卡片产品型号2105A 零(部)件图号H-32A产品名称柴油机零(部)件名称连杆共()页第(21 )页车间工序号工序名称材料牌号大件老连杆250 钻油孔45毛坯种类毛坯外型尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数立钻Z535 021-35 1夹具编号夹具名称切削液H-32-731-10 连杆油孔钻夹具工位器具编号工位器具名称工序工时准终单件φ6 GB1436-85 直柄麻花钻工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 钻油孔至尺寸530 10 0.25 8.5 1 描图2 钻另一油孔至尺寸530 10 0.25 8.5 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号2105A 零(部)件图号H-32A产品名称柴油机零(部)件名称连杆共(43 )页第(22 )页车间工序号工序名称材料牌号大件老连杆260 油孔口倒角45毛坯种类毛坯外型尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数立钻Z535 021-35 1夹具编号夹具名称切削液H-32-731-10 连杆油孔钻夹具工位器具编号工位器具名称工序工时准终单件φ6 GB1436-85 直柄麻花钻工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 油孔口倒角至尺寸530 19.98 0.252 1 描图 2 另一油孔口倒角至尺寸530 19.98 0.25 2 1描校设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号2105A 零(部)件图号H-32A H-323A产品名称柴油机零(部)件名称连杆盖共(43 )页第(23)页车间工序号工序名称材料牌号大件老连杆270 拆装连杆盖45毛坯种类毛坯外型尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件φ12.4 GB1436-85 直柄麻花钻工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 铰连杆定位销孔至尺寸描图 2 拆连杆螺钉连杆定位销孔倒角05×45°描校去剖分面止口毛刺,污垢装定位销底图号装连杆盖扭紧工艺螺钉,扭紧力矩140N/M装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。