金属塑性变形的基本理论共31页文档
金属的塑性变形

金属的塑性变形
当温度升高到金属的绝对熔化温度的0.4 倍时,金属的原子以某些碎晶或者杂质为核心 会生成新的晶粒,最后全部消除加工硬化现象 。这个现象我们称为“再结晶”。 注意,不同的金属,其再结晶的温度是不 同的。 再结晶使金属获得良好的塑性,同时也由 于新的晶核的生长,使金属获得细小的均匀的 晶粒,进一步提高金属的机械性能。
金属的塑性变形
而纤维组织的明显程度与锻造时的锻造 比有关。金属具有一定的锻造比后,能改变 金属的铸造组织,使内部组织致密,改变晶 粒度,使其细小,金属内部偏析均匀。 所以,为了利用纤维组织的特点,在设 计和制造零件时,应该尽量使工作的最大正 应力方向与纤维方向重合,而最大切应力方 向应该与纤维方向垂直。 再就是在切削加工时尽量避免切断纤维组 织。
金属的塑性变形
② 金属的热变形 热变形:指在再结晶温度以上的 热变形 变形。 变形特点;变形后由于再结晶而形成细小 的晶粒,可使金属获得良好的塑性,获得高 的机械性能。 如,金属压力加工主要是利用热变形进行 的(特别是大中型零件或产品的加工)。而冷 加工主要用于板料冲压、冷挤压等。
金属的塑性变形
金属的塑性变形
一、金属的塑性变形 金属的塑性变形是金属在外力的作用下晶 体的一部分相对于另一部分通过滑移的方式产 生的一种永久的变形。
金属的塑性变形
1、滑移 滑移即是金属晶体在外力的作用下,当外 力增大至使晶体的歪扭程度超过其弹性变形的 允许值时,则晶体的一部分会相对于另一部分 产生滑动位移。 由于滑移引起晶体变形, 当外力去除后,晶体的变形 将不能全部回复原状,从而 使产生永久的变形(即塑性变形)。
金属的塑性变形
艺,对于一些不能用热处理方式来强化的金属,则 可以利用加工硬化来提高零件的强度。 如,采用冷挤压的方法,可用低碳钢来制造一 些表面耐磨的零件,而使简化工艺流程。 ⑵ 回复和再结晶 金属的加工硬化有一个特点,那就是将金属的 温度提高,可以使金属原子消除晶格扭曲,恢复正 常排列,从而消除部分加工硬化。这样的方法称为 “回复”,这时的温度称为“回复温度”。
金属的塑性变形

在某些特定条件下,金属晶体的一部分相对于另一部分沿一定轴进 行镜像对称的移动,形成孪晶。
扩散机制
金属在高温下,原子扩散能力增强,通过原子间的相互移动实现塑 性变形。
应力-应变关系与曲线分析
应力-应变关系
描述金属在塑性变形过程中所受应力 与产生的应变之间的关系。应力是单 位面积上的内力,应变是物体形状或 体积的改变程度。
热处理工艺改进
退火处理
通过退火处理可以消除金属材料内部的残余应力,改善其组织结 构和力学性能,从而提高其塑性变形能力。
正火处理
正火处理可以使金属材料获得细化的晶粒和均匀的组织,提高其 强度和塑性。
回火处理
回火处理可以消除淬火应力,稳定金属材料的组织和性能,进一 步提高其塑性变形能力。
微观组织调控手段
热处理工艺对塑性影响
01
退火处理
退火处理可以消除金属内部的残余应力,改善组织结构,提高其塑性。
例如,冷加工后的金属经过退火处理,可以恢复其塑性和韧性。
02
正火处理
正火处理可以使金属获得细化的晶粒和均匀的组织,从而提高其塑性和
韧性。正火处理常用于改善中碳钢的切削性能和力学性能。
03
淬火处理
淬火处理可以使金属获得马氏体组织,提高其硬度和强度,但会降低其
金属的塑性变形
目 录
• 塑性变形基本概念与原理 • 金属塑性变形过程中的组织结构演变 • 影响金属塑性变形能力因素探讨 • 金属塑性变形实验方法及技术应用 • 提高金属材料塑性变形能力策略探讨 • 总结:金属塑性变形研究意义与未来发展趋势
塑性变形基本概念与
01
原理
塑性变形定义及特点
塑性变形定义
利用电子显微镜的高分辨率和 高放大倍数,观察金属的微观 组织和结构缺陷,如位错、层 错、孪晶等。这些信息有助于 深入了解金属的塑性变形机制 和强化机制。
金属塑性变形原理
金属塑性变形原理1、变形和应力1.1塑性变形与弹性变形金属晶格在受力时发生歪扭或拉长,当外力未超过原子之间的结合力时,去掉外力之后晶格便会由变形的状态恢复到原始状态,也就是说,未超过金属本身弹性极限的变形叫金属的弹性变形。
多晶体发生弹性变形时,各个晶粒的受力状态是不均匀的。
当加在晶体上的外力超过其弹性极限时,去掉外力之后歪扭的晶格和破碎的晶体不能恢复到原始状态,这种永久变形叫金属的塑性变形。
金属发生塑性变形必然引起金属晶体组织结构的破坏,使晶格发生歪扭和紊乱,使晶粒破碎并且使晶粒形状发生变化,一般晶粒沿着受力方向被拉长或压缩。
1.2应力和应力集中塑性变形时,作用于金属上的外力有作用力和反作用力。
由于这两种外力的作用,在金属内部将产生与外力大小相平衡的内力。
单位面积上的这种内力称为应力,以σ表示。
σ=P/S式中σ——物体产生的应力,MPa:P——作用于物体的外力,N;S——承受外力作用的物体面积,mm2。
当金属内部存在应力,其表面又有尖角、尖缺口、结疤、折叠、划伤、裂纹等缺陷存在时,应力将在这些缺陷处集中分布,使这些缺陷部位的实际应力比正常应力高数倍。
这种现象叫做应力集中。
金属内部的气泡、缩孔、裂纹、夹杂物及残余应力等对应力的反应与物体的表面缺陷相同,在应力作用下,也会发生应力集中。
应力集中在很大程度上提高了金属的变形抗力,降低了金属的塑性,金属的破坏往往最先从应力集中的地方开始。
2、塑性变形基本定律2.1体积不变定律钢锭在头几道轧制中因其缩孔、疏松、气泡、裂纹等缺陷受压缩而致密,体积有所减少,此后各轧制道次的金属体积就不再发生变化。
这种轧制前后体积不变的客观事实叫做体积不变定律。
它是计算轧制变形前后的轧件尺寸的基本依据。
H、B、L——轧制前轧件的高、宽、长;h、b、l——轧制后轧件的高、宽、长。
根据体积不变定律,轧件轧制前后体积相等,即HBL=hbl2.2最小阻力定律钢在塑性变形时,金属沿着变形抵抗力最小的方向流动,这就叫做最小阻力定律。
金属及合金的塑性变形讲课文档
塑性加工举例
Rolling
模锻
Hot Rolling
Cold Drawing
纳米铜的室温超塑性
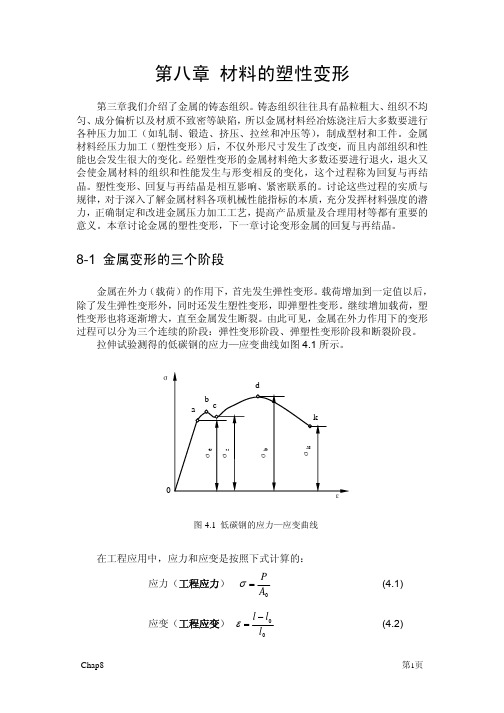
6.1 金属的变形特性 拉伸实验与拉伸曲线示意图
一、变形过程中的名词概念
1、应力:作用在材料任一截面单位面积上的力。
正应力: 同截面垂直的应力称为“正应力” 或“法向应力”。
的工程应力σb ,表示材料对最 大均匀塑性变形的抗力,称为抗
拉强度或强度极限。此后试样出
I II III
IV
现失稳,能承受的总应力下降,
其实颈缩处真实应力依然在上升。
断裂
1. 变形量大至K点,试样 发生断裂。
2. 断裂的实质是原子间承 受的应力超出最大吸引 力,原子间的结合受到 破坏而分离开来。
y e
不能恢复的永久性变形
当应力大于弹性极限时,材料不但发生弹 性变形,而且还发生塑性变形,即在外力 去除后,其变形不能得到完全的恢复,而 是残留有永久的变形。
塑性变形过程-屈服
1) 屈服:材料开始发生微量 塑性变形。
2) 屈服特点:即使外力不再 增加,试样继续变形,这 种变形属于塑性变形,在 拉伸曲线上会出现屈服平 台或屈服锯齿。只有部分 材料具有这样的特征。
• 当分切应力达到临界 值时,滑移才能开始。
滑移的临界切应力—施密特定律
推动滑移的是在滑移方向上的分 切应力。同一外加应力作用下, 不同滑移系因取向不同,对应的 分切应力也各不相同。
左图中单晶体受拉应力F作用,滑 移面法线方向N与F夹角为f,滑 移方向S和F夹角为 。 注意:滑移方向S、拉力轴F和滑 移面的法线N三者不一定在同一 平面内。
——刚性移动模型失败,应该有更省力的方式 ——位错学说的诞生
金属及合金的塑性变形

应力-应变曲线分析
弹性阶段
在应力作用下,金属首先发生 弹性变形,应力与应变成正比
关系,遵循胡克定律。
屈服阶段
当应力达到金属的屈服强度时, 金属开始发生塑性变形,应力-应 变曲线出现屈服平台或屈服点。
强化阶段
随着应变的增加,金属的加工 硬化效应逐渐显现,应力随之 上升,呈现强化现象。
断裂阶段
当应力达到金属的抗拉强度时 ,金属发生断裂。
03
形
多晶体结构特点及影响因素
结构特点
多晶体由许多取向不同的小晶体(晶粒)组成,晶粒之间存在晶界。
影响因素
晶粒大小、晶界结构、第二相粒子、温度、应变速率等。
晶界在塑性变形中作用
要点一
阻碍位错运动
晶界是位错运动的障碍,使位错在晶界处塞积,引起应力 集中。
要点二
协调变形
晶界能协调不同晶粒之间的变形,使多晶体能够保持连续 性变形。
新型塑性变形机制的探索
随着新材料和新技术的不断涌现,未来可能会出现新的塑性变形机制。探索这些新型塑性变形机 制将有助于拓展金属及合金的应用领域并提升其性能。
THANKS.
加工硬化现象及机制
加工硬化现象
金属在塑性变形过程中,随着变形量的增加,其强度和硬度逐渐提高,而塑性 和韧性逐渐降低的现象。
机制
加工硬化的机制主要包括位错增殖、晶粒细化和相变等。其中,位错增殖是金 属塑性变形过程中加工硬化的主要原因,位错密度增加导致金属强化。
金属单晶体的塑性变
02
形
单晶体滑移与孪生过程
金属及合金的塑性变形
目录
• 塑性变形基本概念与原理 • 金属单晶体的塑性变形 • 金属多晶体的塑性变形 • 合金的塑性变形行为及特点 • 塑性变形对金属及合金性能影响 • 总结与展望
金属塑性变形理论
加的现象称为加工硬化(work hardening)或应变硬化(strain hardening)。当 应力达到 σb 时,试样的均匀变形阶段即告中止,这个最大的应力值 σb 称为材料 的拉伸强度(tensile strength)或极限拉伸强度(ultimate tensile strength),简 写为 UTS,它表示材料发生最大均匀塑性变形的抗力,是材料受拉时所能承受 的最大载荷的应力,也是机件设计和选材的主要依据。
滑移带 滑移线
o
~2000A
o
~200A
图 4.4 铜变形后出现的滑移带
二、孪生
4’
3’
4 3
2’
2 1’
1
图 4.5 滑移带和滑移线的示意图
孪晶带
孪晶面
孪晶面
图 4.6 孪生示意图
孪生是晶体的一部分沿一定晶面(孪晶面(twin plain))和晶向发生切变,
Chap8
第4页
如图 4.6 所示,产生孪生变形部分的晶体位向发生了改变,它是以孪晶面为对称 面与未变形部分相互对称,这种对称的两部分晶体称为孪晶;发生变形的那部分 晶体称为孪晶带(twin band)。
一、多晶体塑性变形的特点
1.变形不均匀 1)各晶粒的变形先后不一。因为各晶粒位向不同,施加同一外力时,那些 受最大或接近最大分解切应力位向的晶粒处于“软位向”状态,而受最小或接近 最小分解切应力位向的晶粒处于“硬位向”状态。所以多晶体金属的塑性变形是 逐批发生的,软位向的晶粒先变形,硬位向的后变形; 2)各晶粒的变形量有大有小; 3)即使在同一晶粒中,变形量亦不相同,晶粒中心变形量小,靠近晶界处 的变形量大。 2.各晶粒间变形协调 多晶体中每个晶粒都处于其他晶粒包围之中,它的变形必然与其邻近的晶粒 相互协调配合,不然就难以进行变形,甚至ห้องสมุดไป่ตู้能保持晶粒之间的连续性,会造成 空隙而导致材料的破裂。 3.晶界对形变过程的阻碍作用 多晶体中,晶界抵抗塑性变形的能力较晶粒本身要大。这是由于晶界附近晶 格畸变程度大,加之常常聚集有杂质原子,处于高能量状态,对滑移变形时位错 的移动起阻碍作用所致。晶界原子排列越紊乱,滑移抗力就越大。
金属塑性成型一理论基础PPT资料(正式版)

*热再变 结形晶时温,度变:形T再抗力= 小0. ,塑性好,但工件表面氧化现象严重,因此,工件表面质量比较差。 外向,比基 垂体直金于属纤的维晶方粒向形的状强和度沿、晶塑界性分和布韧的性杂要质高形。 *金冷属变 的形塑时性因成存型在工加艺工基硬础化,因此,变形程度不宜过大,以免工件开裂。 反之,拉应力容易使晶体的滑移面分离,容易导致缺陷处应力集中,因此,拉应力的数目越多,金属的塑性越差。 金属塑性成型一理论基础
形抗力低。此时的变形称为热变形。 多晶体塑性变形的特征:
同金一属种 在金加属热,时其,内其部组组织织和结性构能不的同变,化塑分性为也就不同,如:单相固溶体的塑性比多相固溶体好。 反*之回, 复拉温应度力:容T回易=使( 晶0.体的滑移面分离,容易导致缺陷处应力集中,因此,拉应力的数目越多,金属的塑性越差。
3.应力状态
金属采用
情况不同,所呈现的塑性和变形抗
力也不同。 压应力不容易使晶体的滑移面分离,且气孔、 缩孔、缩松等缺陷的影响也会减小,因此,压 应力的数目越多,金属的塑性越好。反之,拉 应力容易使晶体的滑移面分离,容易导致缺陷 处应力集中,因此,拉应力的数目越多,金属 的塑性越差。
1.细化晶体组织
在金属塑性变形的过程中,坯料内部(坯 料为钢锭)的气孔、缩孔、缩松等缺陷得到焊 合,金属的致密性提高,粗大的铸态组织转变 为细化的再结晶组织,力学性能得以提高。
钢锭变形前后 组织的示意图
2.形成纤维组织
在金属塑性变形的过程中,晶粒除了被细化 外,基体金属的晶粒形状和沿晶界分布的杂质形 状都将沿着变形方向被拉长,呈纤维形状分布。 使金属材料的机械性能出现各向异性:沿纤维方 向比垂直于纤维方向的强度、塑性和韧性要高。
第三章 金属的塑性变形

细晶强化:通过细化晶粒来同时提高强度, 细晶强化:通过细化晶粒来同时提高强度, 塑性,韧性的方法 塑性, 原理:金属的晶粒越细小,①晶界越多, 原理:金属的晶粒越细小, 晶界越多, 其变形抗力越高;②晶粒数目较多,每个晶 其变形抗力越高; 晶粒数目较多, 粒所分担的外力较小; 粒所分担的外力较小;③晶界总量较长且曲 折,裂纹扩展困难. 裂纹扩展困难.
性能变化— 性能变化—产生各向异性
由于纤维组织和形变织构的形成, 由于纤维组织和形变织构的形成, 使金属 的性能产生各向异性. 的性能产生各向异性.
无
有
制耳" 各向异性导致的铜板 "制耳"
残余内应力的形成
储存能:外力去除后,仍残存在材料内部的 储存能:外力去除后, 畸变能. 畸变能. 储存能的具体表现方式为:宏观残余应力, 储存能的具体表现方式为:宏观残余应力, 微观残余应力及点阵畸变. 微观残余应力及点阵畸变. 按照残余应力平衡范围的不同,通常可将其 按照残余应力平衡范围的不同, 分为三种: 分为三种:
组织变化— 组织变化—亚结构的形成
金属经大的塑性变形时, 金属经大的塑性变形时, 由于位错的密度增大和 发生交互作用, 大量位错堆积在局部地区, 并相互缠结, 发生交互作用, 大量位错堆积在局部地区, 并相互缠结, 形成不均匀的分布, 形成不均匀的分布, 使晶粒分化成许多位向略有不同 的小晶块, 而在晶粒内产生亚结构. 的小晶块, 而在晶粒内产生亚结构.
应力形式
任何外力都可以分解为: 任何外力都可以分解为:
一个正应力( 一个正应力(σ) 一个切应力( 一个切应力(τ)
外 力 在 晶 面 上 的 分 解 切 应 力 作 用 下 的 变 形 锌 单 晶 的 拉 伸 照 片
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
27.04.2020
3.1 金属塑性变形的基本理论
16
化学成分对可锻性影响
❖ 金属的化学成分不同,可锻性也不同
一般纯金属的可锻性比合金好,而且合金元素 的种类、含量越多,可锻性越差。
27.04.2020
3.1 金属塑性变形的基本理论
17
组织结构对可锻性影响
❖ 成分相同而金属组织结构不同,则可锻 性差别很大:
27.04.2020
3.1 金属塑性变形的基本理论
14
冷变形和热变形
❖ 冷变形——再结晶温度以下的变形
由于有加工硬化的存在,故冷变形可提高工件的强度 和硬度,但冷变形不能太大,否则易开裂;
由于没有氧化及温差小,故可获得较高的精度和表面 质量;
❖ 热变形——再结晶温度以上的变形
热变形能以较小的功达到较大的变形,故省力;
❖ 包括锻造和冲压;
❖ 只适合塑性好的金属材料如中、低碳钢; 大多数有色金属及其合金。
27.04.2020
3.1 金属塑性变形的基本理论
2
压力加工分类
❖ 锻压 锻造 模锻
自由锻 手工自由锻(打铁)
机器自由锻(锤类、
压力机)
冲压
❖ 挤压
❖ 拉拔
❖ 轧制。
27.04.2020
3.1 金属塑性变形的基本理论
❖ 当最大正应力与纤维方向重合,或最大切应力与 纤维方向垂直时,受力状况最好,因此,在设计 和制造零件时,应使零件工作时的最大正应力与 纤维方向重合,最大切应力与纤维方向垂直,并 使纤维分布与零件的轮廓相符合而不被切断;
❖ 纤维组织稳定性很高,不能用热处理和其它方法 消除它,只有通过金属的塑性变形,方能改变其 方向和形状。
3.1 金属塑性变形的基本理论
10
晶粒间的滑移
❖ 多晶体的塑性变形
大多数金属都属于多晶体,其塑性变形是所有 单晶粒变形的综合作用,即晶内滑移和晶间的 转动;
每个单晶粒内部的塑性变形仍主要是滑移; 但在多晶体变形中同时伴随有晶粒间的滑移和
转动 。
27.04.2020
3.1 金属塑性变形的基本理论
11
27.04.2020
3.1 金属塑性变形的基本理论
7
影响金属可锻性的因素
❖ 金属的本质(物理特性) 化学成分的影响 组织结构的影响
❖ 加工条件 变形温度 变形速度 应力状态 。
27.04.2020
3.1 金属塑性变形的基本理论
8
27.04.2020
晶粒内部的滑移
❖ 单晶体的塑性变形的过程
未变形
27.04.2020
3.1 金属塑性变形的基本理论
13
金属的再结晶 图3-5
❖ 当温度升高到T再时,金属原子动能增加,原子扩
散能力更高,能以某些碎晶或杂质为核心,重新 生核和成长为新的晶粒,从而完全消除了加工硬 化现象。该过程称为再结晶,此温度称为再结晶 温度,即:
T再 = 0.4 T熔
例 如 : 钢 的 熔 点 t 熔 为 1535℃ , 则 t 再 = 0.4 (1535+273)K = 723 K,即钢的再结晶温度t再 = (723-273) ℃ = 450 ℃。
❖ 当温度适当提高时,由于原子动能的增加,原子 扩散能力提高,使晶格畸变程度减轻,内应力明 显减小。使加工硬化部分消除的现象。这一过程 称回复,此温度称回复温度,即
T回=(0.25--0.30)T熔
❖ 生产中对塑性变形后的工件进行低温退火,就是 利用回复的原理。
如碳钢弹簧在冷卷后加热到250~300℃,再缓慢冷却以 消除力应力。
3.1 金属塑性变形的基本理论
5
塑性变形后金属的组织及性能
❖加工硬化 ❖回复 ❖再结晶 ❖冷变形和热变形 ❖纤维组织 。
27.04.2020
3.1 金属塑性变形的基本理论
6
金属的可锻性
❖ 金属的可锻性是指进行加工时的难 易程度,(是衡量材料经受压力加 工难易程度的工艺性能);
❖ 与塑性及变形抗力有关(综合在一 起来衡量)塑性高、变形抗力小, 则可锻性好;反之,则差。
❖ 弹性变形的本质(物理解释);图3-1
外力应力原子离开平衡位置变形原子位
能增加返回趋势外力消失变形消失弹性
变形
图3-1
图3-3
❖ 金属塑性变形的实质——晶粒内部或晶粒
之间产生的滑移及转动; 图3-2
❖ 由于晶体内部存在大量的缺陷,故实际变形
的应力要比理论小得多,多为位错运动,即
缺陷的转移。
27.04.2020
概论
❖ 3.1 金属塑性变形的基本理论; ❖ 3.2 自由锻; ❖ 3.3 模锻; ❖ 3.4 板料冲压。
27.04.2020
3.1 金属塑性变形的基本理论
1
金属压力加工概论
❖ 压力加工是使金属材料在外力作用下产 生塑性变形,(永久变形)以获得所需 形状、尺寸及机械性能的毛坯或零件的 一种热加工工艺;
❖ 无外力、正常晶格
弹性变形
❖ 外力小于屈服极限,弹性变形
弹-塑性变形
❖ 若外力继续增加,超过其屈服强度时,原子间距进一步增加, 原子沿着一定的晶面产生相对滑移(该面称滑移面)
塑性变形
❖ 外力去除后,原子在新的平衡位置上稳定下来,即弹性变形恢 复,但滑移变形保留下来,即塑性变形。
27.04.2020
金属的加工硬化
图3-4,5
❖ 随着变化程度地增加,这种由于塑性变形 在滑移面附近引起晶格的严重畸变,甚至 产生碎晶而引起的强度和硬度的提高,塑 性和韧性下降,这种现象称为加工硬化;
❖ 多数冲压件要利用加工硬化提高零件的强 度。
27.04.2020
3.1 金属塑性变形的基本理论
12
金属的回复
图3-5
3
金属在塑性Leabharlann 形中的特点❖ 坯料体积不变,只是坯料形状和尺寸的重 新分配的结果(变形工艺);
❖ 与切削加工比较,压力加工的生产效率高, 且能节约大量金属;
❖ 机械性能高; ❖ 由于坯料在固态下成形,受成形工具的限
制,故产品的截面形状不能太复杂。
27.04.2020
3.1 金属塑性变形的基本理论
4
金属塑性变形的基本理论
无加工硬化存在;
晶粒细化,故能获得较高机械性能的再结晶组织;
应用广泛;常用于重要的零件。
27.04.2020
3.1 金属塑性变形的基本理论
15
纤维组织
图3-6
❖ 纤维组织——热变形时,晶粒和晶界上的杂质 都被压扁、且沿变形方向拉长,并被保留下来, 这种性能各向异性的组织,称为纤维组织; 图3-7
纯金属及固溶体(如奥氏体)具有较好的可 锻性,而化合物(如渗碳体)则可锻性很差;
金属在单相状态下的可锻性比多相状态时好; 细晶组织可锻性较粗晶组织的可锻性好。