焊工考试记录(最新)
焊工技师操作技能考核评分记录3

考件编号: 姓名: 准考证号:单位:
评分说明
1、考核采用百分制,单项考核结束后按《评分记录表》进行评分。
2、评分方法:评分应由至少3名考评员独立评分,最后取所有考评员的评
分的算术平均值。
总成绩表
统分人:年月日
考件编号: 姓名: 准考证号:单位:
评分人:核分人:年月日
考件编号: 姓名: 准考证号:单位:
职业技能鉴定论文(技术总结)答辩
配分与评分标准
按照国家职业标准要求,在对技师、高级技师进行职业技能鉴定时,还需进行综合评审,其中考生需总结自已工作和研究成果,撰写论文(或技术总结)并进行答辩。
职业技能鉴定论文(技术总结)答辩是指:由考生本人撰写能够反映本人能力水平的论文(技术总结),主要内容可选择下列内容之一:相关职业技能的研究或实践,技术创新与技术成果等方面。
并能以科学准确的语言就该论文(技术总结)为主的内容进行答辩。
考核要求:
一、论文(技术总结)写作
(1)选题具有科学性、先进性和推广应用价值。
(2)结构合理、层次清楚,文字(含图样等)表述准确通顺,字数不少于两千字。
(3)内容充实不空洞,论点正确,论据充分有效。
二、论文(技术总结)答辩
(1)答辩内容正确,叙述充分合理。
(2)表达准确,语言简洁流畅。
(3)答辩总时间:30分钟
考件编号: 姓名: 准考证号:单位:
职业技能鉴定论文(技术总结)初评表。
电焊工证-上岗证考试题库及答案(最新版)
电焊工证-上岗证考试题库及答案(最新版)一.单选题1.电焊机的一次电源线的长度,一般不超过()。
A.23mB.56mC.10m正确答案:A2.在混合作业的现场,车间内无法保证10m的气瓶安全距离时,可用()法将气瓶妥善放置于车间外A.穿墙B.搬离C.通道D.车运正确答案:A3.对钎焊的主要防护措施是通风和对()的防护。
A.毒物B.触电C.高频电磁场D.射线正确答案:A4.水下焊割时,供气泵应置于()处A.上风B.下风C.远处D.近处正确答案:A5.可燃物质(气体、蒸汽、粉尘)与空气混合而发生爆炸的最低浓度称为()。
A.爆炸上限B.爆炸下限C.爆炸极限正确答案:B6.影响爆炸极限的因素很多,可燃物质与空气的混合气体或蒸汽的含氧量越高,则爆炸极限()危险性越大。
A.越宽B.越窄C.不变正确答案:A7.发生燃烧必须具备的条件是()A.可燃物质B.助燃物质,可燃物质C.可燃物质,助燃物质和导火源正确答案:C8.焊接电源电缆长度一般为(23)米A.23B.25C.13D.24正确答案:A9.通风可分为全面通风和()两种方式。
A.分散通风B.局部通风C.局部降温D.专门送风正确答案:B10.当乙炔发生火灾时,不应采用()灭火器。
A.四氯化碳B.泡沫C.干粉正确答案:A11.氧气用压缩机充进瓶内,氧气瓶的工作压力是()Mpa。
A.1.5B.7.8C.15正确答案:C12.焊接作业时,应满足防火要求,可燃、易燃易爆物料与焊接作业点火源距离不应小于()米。
A.2B.5C.10正确答案:C13.乙炔瓶在使用过程中,不能倾倒放置,是为防止瓶内()流出,造成燃烧爆炸事故A.乙炔气B.液态乙炔C.水D.丙酮正确答案:D14.置换焊补防爆的关键是()。
A.用惰性介质彻底置换B.安全隔离C.严格控制可燃物质的焊量D.空气分析和监视正确答案:C15.焊机与焊钳、焊件连接导线的长度应控制在()为宜。
A.510mB.2030mC.4050m正确答案:B16.为了使氧气切割过程能顺利地进行下去,被割金属材料的燃点应()熔点。
焊工考试试卷(实操)
焊工技能操作试题一、钢管 V 形坡口对接水平固定焊1、考试要求(1)必须穿戴劳动保护用品。
(2)必备的工具、用具准备齐全。
(3)焊前将试件坡口处的油污、氧化膜清理干净,露出金属光泽。
(4)单面焊双面成形。
(5)严格按规定位置进行焊接,不得变更。
(6)焊接结束后,焊缝表面清理干净,并保持焊缝原始状态,不允许补焊、返修及修磨。
(7)符合安全、文明生产。
2、准备要求1)准备材料序号名称规格备注1钢管φ 426× 102ER50-6 氩弧焊焊丝φ2.53药芯焊丝φ2.0试件形式及尺寸:2)设备准备序号名称数量备注1氩弧焊焊机12半自动焊机13焊条保温筒13)工具、量具准备序号名称数量备注1焊接检验尺22钢板尺23电焊面罩14电焊手套15敲渣锤16钢丝刷17角向磨光机13、操作考试规定及说明1)操作程序说明①准备工作。
②检查焊机运行情况。
③试件组对及定位焊。
④正式施焊。
⑤做到工完料净场地清。
2)考试规定及说明①如操作违章,将停止考试。
②试题采用100分制,按鉴定比重进行折算。
③考试为实际操作,考试过程按评分标准及操作过程进行评分。
4、考试时限(1)准备时间: 5min(不计入考试时间)。
(2)操作时间: 60min(不包括组对时间)(3)从正式操作开始计时。
(4)考试时,提前完成操作不加分,超过规定操作时间按规定标准评分。
5、评分记录表考试序号测评要点内容准备1工具、量具准备齐全工作焊缝表面不允许有焊瘤、气孔、烧穿、夹渣等缺陷焊缝咬边深度≤ 0.5mm ,两侧咬边总长度不超过焊缝有效长度的 10%背面凹坑深度≤ 20%δ,且≤ 2mm 总长度不超过 2焊缝焊缝有效长度的 10%外观配 检测 扣 得 评分标准结果分备注分分10自备工具少一件扣 5 分10出现任何一项缺陷,本项不得分(1)咬边深度≤ 0.5mm ,每 5mm 扣 2 分;10累计长度超过焊缝有效长度的 10%本项不得分( 2)咬边深度> 0.5mm ,本项不得分( 1)背面凹坑深度≤ 20%δ,且≤ 2mm时,每 10mm 扣 1 分;累计长度超过焊10缝有效长度的 10%,本项不得分分。
焊工项目考试交底记录

五.外观要求1.试件的外观检验:手工焊的板材试件两端20mm内的缺陷不计,焊缝的余高和宽度可用焊缝检验尺测量最大值和最小值,但不取平均值,单面焊的背面焊缝宽度可不测定。
2.试件焊缝的外观检验应符合下列要求:2.1焊缝表面应是焊后原始状态,不允许加工修磨或返修。
2.2焊缝外形尺寸应符合表1的规定以及下列要求:1)焊缝边缘直线度:手工焊≤2mm。
2)不带衬垫的板材试件、外径不小于76mm的管材试件背面焊缝的余高应不大于3mm。
3)管材对接焊缝试件当管外径小于32mm时需进行通球检查,通球直径为管内径的75%。
表1 试件焊缝外形尺寸(mm)焊缝余高焊缝余高差焊缝宽度焊接方法平焊位置其他位置平焊位置其他位置比坡口每侧增宽宽度差手工焊 0-3 0-4 ≤2 ≤3 0.5-2.5 ≤34)各种焊缝表面不得有裂纹、未熔合、夹渣、气孔、焊瘤和未焊透。
机械化焊的焊缝表面不得有咬边和凹坑。
手工焊焊缝表面的咬边和背面凹坑不得超过表2的规定。
表2手工焊焊缝表面咬边和背面凹坑缺陷名称允许的最大尺寸咬边深度≤0.5mm;焊缝两侧咬边总长度不得超过焊缝长度的10%。
背面凹坑当T≤6mm时,深度≤15% T,且≤0.5mm;当T>6mm时,深度≤10% T,且≤1.5mm。
除仰焊位置的板材试件不作规定外,总长度不超过焊缝长度的10%。
5)板状试件焊后变形角度θ≤3°;试件的错边量不得大于10%T,且≤2mm。
7)试件表面最后一层不允许修磨和返修。
8)焊工、焊接操作工操作技能考试试件的数量应当符合要求,不允许多焊试件从中挑选。
9)考试期间,每个工位只许一人操作,不允许他人替代或者帮助考试。
如发现立即取消考试资格。
四.注意事项1)自觉遵守考试纪律,服从监考人安排,严禁违章操作,违者取消考试资格。
2)在考试中,随时检查设备、工机具是否安全,小心爱护如发现有不安全的现象,及时报告,处理好方可工作;考试过程中不要把焊条夹钳乱放,以防短路。
电焊工考试记录
检查
焊缝尺寸检查
其它检查
备注
试件编号母材钢号源自焊条直径考试日期焊接方式
焊条牌号
焊缝检查
外观
检查
焊缝尺寸检查
其它检查
备注
焊工考试记录表
编号
性别
考前工种
备注
姓名
年龄
焊工等级
出生年月
籍贯
文化程度
考试记录
基
本
知
识
考试日期
考试成绩
主考人
操
作
技
能
考试日期
考试结果
考试日期
考试结果
考试情况记录
试件编号
母材钢号
焊条直径
考试日期
焊接方式
焊条牌号
焊缝检查
外观
检查
焊缝尺寸检查
其它检查
备注
试件编号
母材钢号
焊条直径
考试日期
焊接方式
焊条牌号
焊缝检查
焊工考试题及答案
焊工考试题及答案一、单选题1. 焊工在进行焊接作业时,必须穿戴的个人防护用品是()。
A. 工作服B. 绝缘手套C. 安全帽D. 护目镜答案:B2. 焊接过程中,焊工应避免长时间直视电弧,以防止()。
A. 电击B. 电弧光眼C. 金属飞溅D. 烟雾吸入答案:B3. 焊接作业中,焊条电弧焊的电弧电压一般控制在()伏特。
A. 10-20B. 20-30C. 30-40D. 40-50答案:C4. 焊工在焊接作业中,应保持电焊机与焊接工件之间的距离在()米以内。
A. 1B. 2C. 3D. 4答案:B5. 焊工在进行焊接作业时,应遵守的“三不伤害”原则是()。
A. 不伤害自己、不伤害他人、不被他人伤害B. 不伤害自己、不伤害设备、不被设备伤害C. 不伤害自己、不伤害他人、不伤害环境D. 不伤害自己、不伤害他人、不伤害设备答案:A二、多选题6. 焊工在进行焊接作业时,必须遵守的安全操作规程包括()。
A. 穿戴好个人防护用品B. 检查焊接设备是否完好C. 确保焊接区域通风良好D. 焊接结束后立即关闭电源答案:ABCD7. 焊工在焊接作业中,可能面临的职业健康危害包括()。
A. 电弧光眼B. 金属烟尘吸入C. 噪音污染D. 辐射伤害答案:ABC8. 焊工在焊接作业中,应采取的防火措施包括()。
A. 清除焊接区域的易燃物品B. 使用防火毯覆盖焊接区域C. 配备消防器材D. 焊接结束后及时清理焊接区域答案:ABCD9. 焊工在焊接作业中,应避免的不良操作习惯包括()。
A. 长时间不更换焊条B. 焊接时不戴防护眼镜C. 焊接时不戴手套D. 焊接时不戴耳塞答案:ABCD10. 焊工在焊接作业中,应定期进行的检查包括()。
A. 焊接设备的电气检查B. 焊接设备的机械检查C. 焊接区域的通风系统检查D. 个人防护用品的检查答案:ABCD三、判断题11. 焊工在焊接作业中,可以不穿戴绝缘手套。
()答案:错误12. 焊工在焊接作业中,可以不戴护目镜。
焊工考试焊条电弧焊评分标准
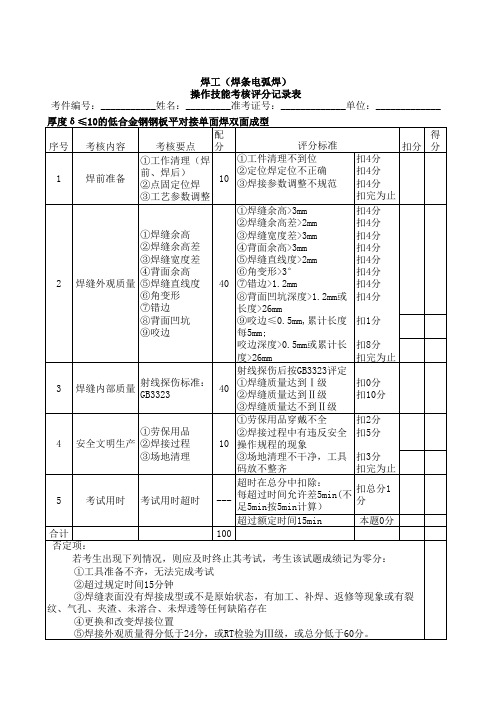
②定位焊定位不正确 10 ③焊接参数调整不规范
③工艺参数调整
得 扣分 分 扣4分 扣4分 扣4分 扣完为止
①焊缝余高>3mm
扣4分
②焊缝余高差>2mm
扣4分
①焊缝余高
③焊缝宽度差>3mm
扣4分
②焊缝余高差 ③焊缝宽度差
④背面余高>3mm ⑤焊缝直线度>2mm
扣4分 扣4分
④背面余高
⑥角变形>3°
2 焊缝外观质量 ⑤焊缝直线度 40 ⑦错边>1.2mm
扣总分1 分
超过额定时间15min
本题0分
合计
100
否定项:
若考生出现下列情况,则应及时终止其考试,考生该试题成绩记为零分:
①工具准备不齐,无法完成考试
②超过规定时间15分钟
③焊缝表面没有焊接成型或不是原始状态,有加工、补焊、返修等现象或有裂
纹、气孔、夹渣、未溶合、未焊透等任何缺陷存在
④更换和改变焊接位置
扣4分 扣4分
⑥角变形
⑧背面凹坑深度>1.2mm或 扣4分
⑦错边 ⑧背面凹坑
长度>26mm ⑨咬边≤0.5mm,累计长度 扣1分
⑨咬边
每5mm;
咬边深度>0.5mm或累计长 扣8分
度>26mm
扣完为止
射线探伤后按GB3323评定
3
焊缝内部质量
射线探伤标准: GB3323
40
①焊缝质量达到Ⅰ级 ②焊缝质量达到Ⅱ级
⑤焊接外观质量得分低于24分,或RT检验为Ⅲ级,或总分低于60分。
评分人:
年月日
核分人:
年月日
焊工(焊条电弧焊) 操作技能考核评分记录表 考件编号:___________姓名:_________准考证号:_____________单位:_____________
焊工考试操作记录

焊缝余高
余高差
比坡口每侧增宽
宽度差
焊缝边缘直线度
合格
2
1.2
1.5
0.8
1
背面焊缝余高
裂纹
未熔合
夹渣
咬边
未焊透
/
无
无
无
无
无
背面凹坑
气孔
焊瘤
变形角度
错边量
通球检验
/
无
无
/
/
/
角焊缝凸凹度
焊脚
堆焊焊道接头平面度
堆焊焊道高度差
堆焊凹下量
/
/
/
/
/
外观检查结果(合格、不合格)
合格
检验员
无损检验
射线透照质量等级
裂纹
未熔合
夹渣
咬边
未焊透
背面凹坑
气孔
焊瘤
变形角度
错边量
通球检验
角焊缝凸凹度
焊脚
堆焊焊道接头平面度
堆焊焊道高度差
堆焊凹下量
外观检查结果(合格、不合格)
检验员
无损检验
射线透照质量等级
焊缝缺陷等级
报告编号及日期
结果
渗透检测方法
渗透检测结果
报告编号及日期
结果
无损检测人员
无损检测人员证书号
弯曲试验
面 弯
背 弯
/
宏观金相检验
检验结果
检验编号及日期
结果
试件1
试件2
试件3
/
/
/
/
/
检验员:
/
螺柱折弯试验
弯折方法
检验结果
报告编号及日期
结果
/
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
面弯
宏观金 相检验
背弯
侧弯
检验结果
检验报告编号 验报告编号
年月日 检验日期 年月日 检验日期 年月日 检验日期 年月日 检验日期 年月日
试件编号 母材牌号 板材厚度 管材外径和壁厚 焊接方法 试件形式
检查结果:
焊工考试记录
焊工姓名
试件位置
焊条牌号及直径
焊丝牌号及直径
焊剂牌号
钨极牌号及直径
保护气体
表B.0.1
外观 检查
外观检查质量评定
检查人
射线照 相检验
照相质量等级
检查日期
焊缝质量等级
检验报告编号
断口检验
检验结果
检验报告编号
弯曲性 能检验