电焊工操作技能考核评分记录表
评分记录表

评分人:
年月日
核分人:
年月日
10GS10000000-60402050030001
第1页 共2页
职业技能鉴定国家题库试卷
焊工中级操作技能考核评分记录表
考件编号:
姓名:
准考证号:
单位:
试题 2、CO2 焊低碳钢板对接立位或横位焊单面焊双面成型
序号 考核内 容
考 核 要 点 配分
职业技能鉴定国家题库试卷
焊工中级操作技能考核评分记录表
考件编号:
姓名:
准考证号:
单位:
试题 1、CO2 焊低碳钢板对接平位焊单面焊双面成型
序号 考核内 容
考 核 要 点 配分
评分标准
扣分 得分
1
焊前准 备
①工件清理(焊前、
焊后) ②定位焊
---
③焊接参数调整
在总分中扣除:10 分 ①工件清理不干净 ②定位焊定位不正确 ③焊接参数调整不正确
孔、夹渣、未焊透、未熔合等任何缺陷存在;
评分人:
年月日
核分人:
年月日
10GS10000000-60402050030001
第2页 共2页
扣4分 扣4分 扣4分 扣完为 止
①焊缝余高
①焊缝余高>3mm;
扣 10 分
②焊缝余高差
②焊缝余高差>2mm; 扣 10 分
③焊缝宽度差
③焊缝宽度差>3mm; 扣 10 分
④背面余高
④背面余高>3mm;
扣 10 分
⑤焊缝直线度
⑤焊缝直线度>2mm; 扣 10 分
⑥角变形
⑥角变形>3;
扣 10 分
2
焊缝外 ⑦错边 观质量 ⑧背面凹坑
专项焊工评分表
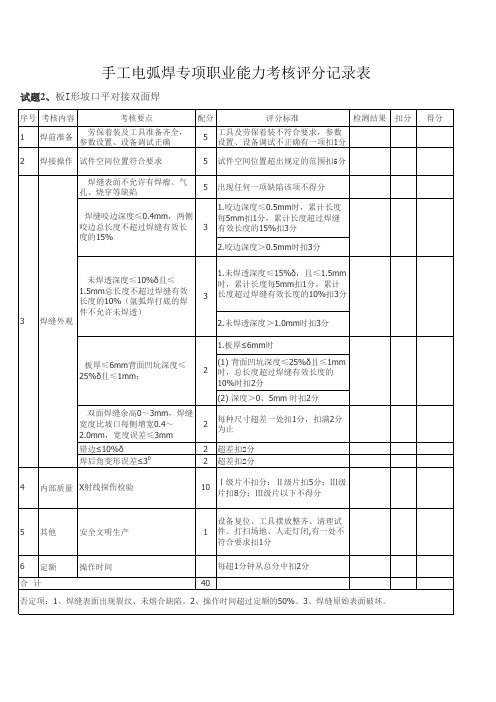
试题2、板I形坡口平对接双面焊
序号 考核内容 1 2 焊前准备 考核要点 劳保着装及工具准备齐全, 参数设置、设备调试正确 配分 5 5 5 评分标准 工具及劳保着装不符合要求,参数 设置、设备调试不正确有一项扣1 试件空间位置超出规定的范围扣5分 出现任何一项缺陷该项不得分 1.咬边深度≤0.5mm时,累计长度 每5mm扣1分,累计长度超过焊缝 有效长度的15%扣3分 2.咬边深度>0.5mm时扣3分 1.未焊透深度≤15%δ,且≤ 1.5mm时,累计长度每5mm扣1 分,累计长度超过焊缝有效长度的 1ቤተ መጻሕፍቲ ባይዱ%扣3分 2.未焊透深度>1.0mm时扣3分 1.板厚≤6mm时 板厚≤6mm背面凹坑深度≤ 25%δ且≤1mm; 2 (1) 背面凹坑深度≤25%δ且≤1mm 时,总长度超过焊缝有效长度的 10%时扣2分 (2) 深度>0、5mm 时扣2分 双面焊缝余高0~3mm,焊 缝宽度比坡口每侧增宽0.4~ 2.0mm,宽度误差≤3mm 错边≤10%δ 焊后角变形误差≤3 4 内部质量 X射线探伤检验
5
其他
安全文明生产
1
6
定额
操作时间 40
合 计
否定项:1、焊缝表面出现裂纹、未熔合缺陷。2、操作时间超过定额的50%。3、焊缝原始表面破坏。
评分人:
年 月 日
核分人:
年 月 日
年
月
日
0
检测结果 扣分
得分
焊接操作 试件空间位置符合要求 焊缝表面不允许有焊瘤、气 孔、烧穿等缺陷 焊缝咬边深度≤0.4mm,两 侧咬边总长度不超过焊缝有效 长度的15%
3
3
焊缝外观
未焊透深度≤10%δ且≤ 1.5mm总长度不超过焊缝有效 长度的10%(氩弧焊打底的焊 件不允许未焊透)
焊工(初级工)技能鉴定考核评分表

4.超出时限10分钟按不及格论
2.焊接过程中违反安全操作规程,视情节扣1-3分
3.焊接过程中违反焊接技术要求的,每项次扣2分
4.焊接过程中,乱扔焊条头扣2分
2
1.安全规范操作 安全文明 2.现场文明施工
5.节约材料,有浪费材料现象的扣1分
施工 4.遵守考场纪律,尊重 6.焊接结束后,工具、材料未收回的,每项扣1分,收
评委,服从管理。
焊工(初级工)技能鉴定考核评分表
题目:V形坡口板对接平焊 第一部分:操作评分(24分)
序号 主要内容
考核技能要求
评分标准 1.不穿工作衣扣4分,工作服穿着不规范,每处扣1分 (领口、袖口未扣好、裤腿卷起等) 2.不戴电焊手套扣4分,电焊手套不完好扣1分
3.不按规定穿防护鞋扣2分
配分
扣分原因
1. 不 穿 工 作 衣 扣 4 分 , 工 作 服 穿 着 不规范,每处扣1分(领口、袖口 未2.扣不好戴、电裤焊腿手卷套起扣等4)分 , 电 焊 手 套 不完好扣1分 3.不按规定穿防护鞋扣2分
回未按规定摆放整齐的,每项扣0.5分
7.未清扫场地卫生的扣2分,清扫不干净扣1分
8.不尊重监考老师、不服从管理,按不及格论
1.在考核时限内完成不加分
3
时限
焊件必须在规定考核时 2.超出考核时限≤5min,扣2分 限内完成(30分钟) 3.超出考核时限≤10min,扣5分
4.超出时限10分钟按不及格论
4.不按规定戴防护脚盖扣1分 1.进入考场必须按规定
ቤተ መጻሕፍቲ ባይዱ
穿戴好劳动保护用品 2.清理试件,坡口两侧
5.试件未清理扣3分
10-20mm内的油污锈垢 清理干净。
焊工操作评分表奥

80分及格方可上岗 单位 姓名 项目要求
工作服、衣服、 袖口(1分) 劳保鞋:必须 戴好,鞋带必须 系好(1分)
考试日期: 种类 成绩 扣分标准 不合格要求扣(1分) 得分 得分 得分 得分 平焊 立焊 横焊 仰焊
不合格要求扣(1分)
劳保穿 戴齐全 (4分) 焊前准 备 (9分)
安全布帽:必须 带好(1分) 手套:必须带 (1分) 口罩:必须带好 (1分) 对现场进行检 查:易燃易爆物 品进行清理
未遮挡扣5分 每超出30秒扣(5分)
轻度扣(3分),中度扣(6分 ),重度不得分。
超出1MM扣(3分),2MM扣(6分),3MM不得分。 低于12次扣5分 未执行扣(3分) 未执行扣(3分) 车间主任签字:
不合格要求扣(1分) 不合格要求扣(1分) 不合格要求扣(1分) 不进行检查扣(2分)
焊接前 准备
合上电闸前对焊 机及接地线、一 次进线、二次进 线进行水管及气 管检查
缺一项检查扣(1分)
遮挡防风 焊接时 间 除锈 裂纹 未熔 焊接 (70 分 气孔 咬边 焊瘤子 凹陷 超高 柔韧性次数 焊接完 毕 (6分) 清理现场,打扫场地 把焊枪及工具放到指定位置 监考人签字: 规定时间为:3分钟
焊工技能测评标准及评分表
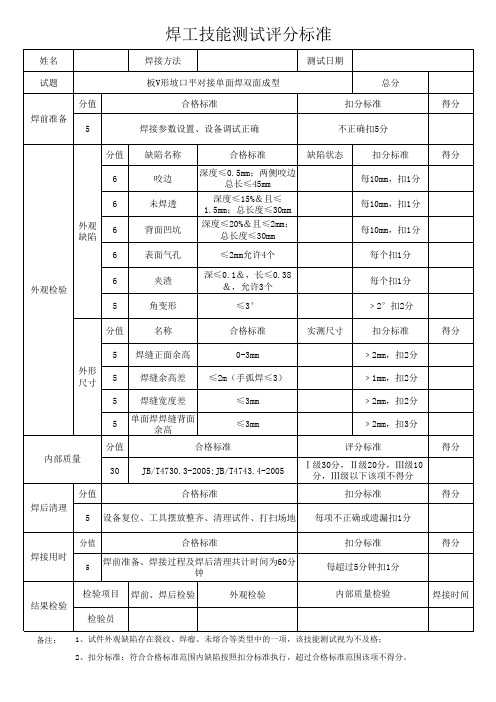
焊缝正面余高 焊缝余高差
0-3mm ≤2m(手弧焊≤3)
﹥2mm,扣2分 ﹥1mm,扣2分
5 焊缝宽度差
≤3mm
﹥2mm,扣2分
内部质量
5
单面焊焊缝背面 余高
≤3mm
分值
合格标准
30 JB/T4730.3-2005;JB/T4743.4-2005
﹥2mm,扣3分
评分标准 Ⅰ级30分,Ⅱ级20分,Ⅲ级10
分,Ⅲ级以下该项不得分
分值
合格标准
焊后清理 5 设备复位、工具摆放整齐、清理试件、打扫场地
扣分标准 每项不正确或遗漏扣1分
得分
得分 得分
焊接用时
分值பைடு நூலகம்
合格标准
5
焊前准备、焊接过程及焊后清理共计时间为60分 钟
扣分标准 每超过5分钟扣1分
结果检验
检验项目 焊前、焊后检验 检验员
外观检验
内部质量检验
备注:
1、试件外观缺陷存在裂纹、焊瘤、未熔合等类型中的一项,该技能测试视为不及格; 2、扣分标准:符合合格标准范围内缺陷按照扣分标准执行,超过合格标准范围该项不得分。
得分 焊接时间
深度≤15%&且≤ 1.5mm;总长度≤30mm
深度≤20%&且≤2mm; 总长度≤30mm
≤2mm允许4个
深≤0.1&,长≤0.38 &,允许3个
≤3°
扣分标准 每10mm,扣1分 每10mm,扣1分 每10mm,扣1分
每个扣1分 每个扣1分 ﹥2°扣2分
得分
分值
名称
合格标准
实测尺寸
扣分标准
5 外形 尺寸 5
焊工技能测试评分标准
姓名
试题
焊前准备
(电焊工)实践操作技能考核评分表

煤矿(电焊工)操作作业实操考核评分细则(专业部分)姓名单位准考证号考核成绩考核项目考核时间标准分考核内容及要求得分扣分口头问答题30分钟10分1、气瓶的安全使用规则。
答:1)禁止撞击、敲击。
2)不得靠近热源,离明火不得小于10m。
3)气瓶不得“吃光用尽”,应留有余气。
4)氧气瓶使用时禁止接触油脂。
5)气瓶应直立使用,(乙炔瓶禁止平卧移动和使用)。
6)开启瓶阀应缓慢,头部不得面对减压阀。
7)夏季使用防止日光爆晒。
10分2、氧气减压器的正确使用。
答:严禁与油脂接触,防止震动,碰撞和高温。
检查漏气时应用肥皂水或清水。
不得任意分解减压器。
压力表应定期校验。
10分3、减压器冻结应如何处理。
答:禁止用明火烘烤,氧气减压器可以用热水或蒸汽,乙炔减压器必须用40℃以下温水解冻。
10分4、气割时,割缝面后拖量与什么有关系。
答:切割速度越大,后拖量越大;被割件越厚,后拖量越大;氧气纯度越低,后拖量越大。
10分5、作为焊工,操作过程中发生焊机故障应如何处理。
答:切断电源,通知维修工作人员。
10分6、焊接残余变形的矫正方法。
答:机械矫正法:利用机械力的作用来矫正变形。
对于低碳钢可直接矫正;对于一般合金结构钢的焊接结构应先消除应力然后再进行矫正。
火焰加热矫正法:加热温度及加热方式(点状加热和线状加热)。
10分7、焊接缺陷有那些。
答:焊缝表面尺寸不符合要求,裂纹,气孔,咬边,未焊透,未熔合,夹渣,烧穿,凹坑,焊瘤等。
10分8、什么是无损检测,为什么要进行无损检测。
答:方法有渗透检测,磁粉检测,莹光检测,射线检测,超声检测。
焊缝是容器或结构的薄弱环节,有缺陷组织变化应力集中等。
10分9、焊剂在焊接过程中的作用。
答:(1)焊剂熔化后浮在熔化金属表面,保护熔池,防止空气中有害气体的侵蚀。
(2)焊剂具有脱氧与渗合金作用,与焊丝配合作用,使焊缝金属获得所需的化学成分和机械性能。
(3)使焊缝成型良好。
(4)减缓熔化金属的冷却速度,减少气孔、夹渣等缺陷。
焊工评分标准
焊缝咬边深度≤
1、 咬边深度≤0.5mm
0.5mm,两侧咬边总
7
①累计长度每 7mm 扣2分 ②累计长度超过 28mm 得 0 分。
长度不超过 28mm
2、咬边深度>0.5mm 得 0 分
1、 未焊透深度≤1mm,累计长度
未焊透深度≤1mm, 总长度不超过 24mm 5
每 6mm 扣 1 分,累计长度超过 24mm 得 0 分。
现场
清扫现场
3
整理
关闭电源
3
未做扣 3 分 未做扣 3 分
评委签字:
2013年兰州市中 职技能大赛
焊工操作技能比赛评分表 CO2气体保护焊评分表
试件明码:
配 考核
考核
配
分 内容
要求
分
本项得分: 评分 标准
检测 得 结果 分
操作 准备
设备调试
3 未作扣 3,损欠
评委签字:
>3mm 得 0 分
正面焊缝
宽度 12~14mm
5
12~13mm 得 3 分; >13~14mm 得 2 分 >14mm 或<12mm 得 0 分
0~1mm 得 3 分;
正面焊缝
宽度差≤3mm
5
>1~2mm 得 2 分; >2~3mm 得 1 分;
>3mm 得 0 分
施焊后尺寸不符合
技术要求
9
每件工件扣 3 分
5
每出现 1 处(个) 缺欠扣 5 分扣完为止
焊缝咬边深度≤0.
咬边深度≤0.3mm
3mm,两侧咬边总长 5 ①累计长度每 7mm 扣2分
度不超过 28mm
②累计长度超过 28mm 得 0 分。
焊工技能测评标准及评分表
分值
合格标准
焊后清理 5 设备复位、工具摆放整齐、清理试件、打扫场地
扣分标准 每项不正确或遗漏扣1分
得分 得分
焊接用时
分值
合格标准
5
焊前准备、焊接过程及焊后清理共计时间为60分 钟
扣分标准 每超过5分钟扣1分
结果检验
检验项目 焊前、焊后检验 检验员
外观检验
内部质量检验
备注:
1、试件外观缺陷存在裂纹、焊瘤、未熔合等类型中的一项,该技能测试视为不及格; 2、扣分标准:符合合格标准范围内缺陷按照扣分标准执行,超过合格标准范围该项不得分。
焊缝正面余高 焊缝余高差
0-3mm ≤2m(手弧焊≤3)
﹥2mm,扣2分 ﹥1mm,扣2分
5 焊缝宽度差
≤3mm
﹥2mm,扣2分
内部质量
5
单面焊焊缝背面 余高
≤3mm
分值
合格标准
30 JB/T4730.3-2005;JB/T4743.4-2005
﹥2mm,扣3分
评分标准 Ⅰ级30分,Ⅱ级20分,Ⅲ级10
深度≤15%&且≤ 1.5mm;总长度≤30mm
深度≤20%&且≤2mm; 总长度≤30mm
≤2mm允许4个
深≤0.1&,长≤0.38 &,允许3个
≤3°
扣分标准 每10mm,扣1分 每10mm,扣1分 每10mm,扣1分
每个扣1分 每个扣1分 ﹥2°扣2分
得分
分值
名称
合格标准
实测尺寸
扣分标准
得分
5 外形 尺寸 5
焊工技能测试评分标准
部门
工段
姓名
测试日期:
总分ห้องสมุดไป่ตู้
焊工实操考试评分表
项目:板状仰焊(焊条电弧焊)δ=12mm
注:1.焊缝未完成、焊缝表面及根部经过修补或是件作弊标记则该单项作0处理。
2.表面有裂纹、夹渣、未熔合、气孔、焊溜等缺陷之一的,该试件外观为0分。
3.焊溜系指流淌到焊缝以外未熔合母材上形成的¢>2mm的满溢金属。
项目:管状45°上斜固定焊(CO2气体保护半自动焊)φ75×6mm
注:1.焊缝未完成、焊缝表面及根部经过修补或是件作弊标记则该单项作0处理。
2.表面有裂纹、夹渣、未熔合、气孔、焊溜等缺陷之一的,该试件外观为0分。
3.焊溜系指流淌到焊缝以外未熔合母材上形成的¢>2mm的满溢金属。
无损检验项目及评分标准
注:试件的X射线检验按JB/T 4730-2005 标准评定;评定区域:10×10mm。
电焊工实操评分表
3
求
陷,每个缺陷扣3分,以上
(20分) 任何一项超双面累计3处视
为缝的外 格,超过者累计2公分扣2 形尺寸要 分,4公分扣5分。 4 求(mm) ②焊接错边量每超过0.5mm (20分) 扣5分。
③焊面盖层高度差不超过 2mm,否则扣2分
文明作业 ①操作结束后清理现场得5 5 (10分) 分,否则扣5分
姓名: 序号 考核内容
电焊工实操评分表 评分标准
扣分
焊接电流 ①能正确选择焊接电流得 选择和开 10分 1 启电焊机 ②能正确开启电焊机得10
(20分) 分
引弧 引弧正确得10分,若焊条 2 (10分) 粘在钢板上扣3分
焊缝表面无焊接缺陷得20
焊缝的外 分,若有气孔、夹渣、未焊
观质量要 透、咬边、弧坑等焊接缺
①操作前穿戴好劳保用品
(电焊手套、焊接面罩
安全防护 等)得5分
6
正确 ②工作前,检查工作台及周
(10分) 围安全环境,如有隐患应及
时清理后,得5分方可工
得分
作,未清理扣2分
操作时间15分钟,按时完 时间 成为10分,10分以下每分 7 (10分) 钟加1分,超时按每1分钟
扣1分。 考评员: 督导员: 安全监护员:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
10
每种尺寸超差一处扣2分,扣满10分为止
错边≤10%δ
5
超差不得分
焊后角角变形误差≤3°
5
超差不得分
4
焊接质量
强度拉伸试验
30
断裂在母材、塑性断裂及大于母材1.15倍得满分
5
其他
安全文明生产
5
设备、工具复位,试件摆放整齐、场地清理干净,有一处不符合要求扣1分
合计
100
否定项:1、焊缝表面存在裂纹、未熔合缺陷。2、焊接操作时任意更改试件焊接位置。3、焊缝原始表面破坏。
10
有任何一项缺陷不得分
焊缝咬边深度≤0.5mm,两侧咬边总长度不超过焊缝有效长度的15%
8
1.咬边深度≤0.5mm
⑴累计长度每5mm扣1分
⑵累计长度超过焊缝有效长度的15%不得分
2.咬边深度>0.5mm不得分
未焊透深度≤15%δ且≤1.5mm
总长度不超过焊缝有效长度的10%(氩弧焊打底的试件不允许未焊透)
评分人: 年 月 日 核分人: 年 月 日
感谢您的支持与配合,我们会努力把内容做得更好!
.序号
考核内容
测评要点
配分
评分标准
检测结果
扣分
得分1Leabharlann 焊前准备劳保着装及工具准备齐全,参数设置、设备调试正确并符合要求
5
工具及劳保着装不符合要求,参数设置及工具每缺一项或不符合标准一项扣1分
2
焊接操作
试件固定的空间位置符合要求
10
试件固定的空间位置超出规定范围不得分
3
焊缝外观
两面焊缝表面不允许有焊瘤、气孔、烧穿等缺陷
8
1.未焊透深度≤15%δ,且≤1.5mm
累计长度超过焊缝有效长度的10%不得分
2.未焊透深度超标不得分
背面凹坑深度≤25%δ且≤1mm
4
1.背面凹坑深度≤25%δ,且≤1mm时背面凹坑长度每5mm扣1分,扣满4分为止
2.背面凹坑深度>1mm时不得分
1.双面焊缝余高0~3mm
2.焊缝宽度比坡口每侧增宽0.5~2.5mm