拉环瓶盖热流道注射模设计
瓶盖注射模具设计
毕业设计(论文)题目:瓶盖注射模具设计学生:指导老师:系别:专业:班级:学号:2009年6月本科毕业设计(论文)作者承诺保证书本人郑重承诺:本篇毕业设计(论文)的内容真实、可靠。
如果存在弄虚作假、抄袭的情况,本人愿承担全部责任。
学生签名:2009 年 6 月 1 日本科毕业设计(论文)指导教师承诺保证书本人郑重承诺:我已按有关规定对本篇毕业设计(论文)的选题与内容进行了指导和审核,该同学的毕业设计(论文)中未发现弄虚作假、抄袭的现象,本人愿承担指导教师的相关责任。
指导教师签名:年月日目录1概论 51.1课题的背景及意义 61.2 各种模具的分类和占有量错误!未定义书签。
1.3我国塑料模具技术的现状及发展趋势62注塑件的设计 82.1材料选择82.2结构设计92.2.1塑件结构分析92.2.2壁厚92.2.3脱模斜度92.2.4圆角92.3塑件的尺寸精度及表面质量102.3.1尺寸精度102.3.2塑件的表面质量103 注射成型的准备 103.1注射成型工艺简介103.2注射成型工艺条件113.3注射机的选择123.3.1注射机简介123.3.2注射机基本参数123.3.3选择注射机134 模具设计 144.1分型面的确定144.2型腔数目的确定及型腔的排列144.3浇口的确定154.4浇注系统的设计154.4.1主流道154.4.2分流道164.4.3冷料穴164.5型芯型腔结构的确定164.5.1螺纹型芯的结构设计164.6模架的确定164.6.1型腔壁厚和底板壁厚计算164.6.2模架的选用184.7注射机的校核194.7.1最大注射量的校核204.7.2锁模力的校核204.7.3喷嘴尺寸的校核204.7.4定位圈尺寸校核204.7.5模具外形尺寸校核204.7.6模具闭合高度校核204.8模具材料的选择214.9导向与定位机构214.10推出机构的设计224.11脱螺纹机构设计234.11.1链传动结构设计234.11.2齿轮的选用244.11.2按齿根强度校核254.12轴承的选用264.12.1轴承类型选择264.12.2滚动轴承的失效形式264.12.3滚动轴承的校核计算264.13成型零件工作尺寸的计算284.13.1型芯、型腔工作尺寸计算284.13.2螺纹型环工作尺寸的计算324.14排气设计334.15温度调节系统设计334.15.1模具温度对塑料制品质量的影响334.15.2对温度调节系统的要求334.15.3冷却系统设计345模具总装配图 35. 366 结果分析 366.1脱螺纹机构设计总结366.2洗洁精瓶盖塑料模具设计总结36致谢 37参考文献 38瓶盖注射模设计摘要:本次设计的零件为洗洁精瓶盖塑件属于小型塑件,其形状相对简单,生活中使用比较普遍,针对其成型特点设计了塑件结构及其注塑成型模具。
热流道模具设计
机械工程
任务一 热流道塑料注射模具
• 西安航空技术高等专科学校
机械工程
任务一 热流道塑料注射模具
B、机械闭合浇口
优点
充填型腔容易,特别对高黏度或剪切敏感 的塑料;
有维持较长保压时间的功能,使热流道系 统可用于厚壁塑件;
浇口闭合排除了浇口区域的热平衡影响, 可准确控制保压状态,提高参数控制精度;
(5)新西兰的麦斯帝普( MASTIP )技术公司是全球热流道系统产品的供应商,并 保持领先地位。在全球25个国家设有MASTIP分支机构或分销商,可面向市场提供设 计、生产和售后服务工作。
• 西安航空技术高等专科学校
机械工程
任务一 热流道塑料注射模具
(6)赫斯基(HUSKY)注塑系统有限公司是全球塑料行业最大的注塑设备和服务供 应商。
(7)韩国柳道(YUDO)建立于1980年,是国际知名的热流道系统生产厂家,主要产 品有:分流板、热嘴、温控器、时间控制器等。
(8)德国GUNTHER Heisskanaltechnik GmbH公司成立于1983年,它在全球已拥有27
个 销 售 代 理 机 构 或 分 公 司 。 1998 年 巴 顿 菲 尔 香 港 有 限 公 司 作 为 GUNTHER Heisskanaltechnik GmbH公司的代理商,开始向中国出售其热流道产品。
流道会完全凝固,下次开机前应清除凝料。
衬套加热,可
用于长周期件
空气绝热结构
• 西安航空技术高等专科学校
机械工程
任务一 热流道塑料注射模具
2.3、点浇口型绝热流道模具
拆开清理模具
锁紧分型面,便于 流道分型面打开
• 西安航空技术高等专科学校
毕业设计(论文)-热水瓶盖注射模设计[管理资料]
![毕业设计(论文)-热水瓶盖注射模设计[管理资料]](https://img.taocdn.com/s3/m/bd88ef2233d4b14e852468f5.png)
摘要塑料注射(塑)模具 : 它主要是热塑性塑料件产品生产中应用最为普遍的一种成型模具,塑料注射成型模具对应的加工设备是塑料注射成型机,塑料首先在注射机底加热料筒内受热熔融,然后在注射机的螺杆或柱塞推动下,经注射机喷嘴和模具的浇注系统进入模具型腔,塑料冷却硬化成型,脱模得到制品。
其结构通常由成型部件、浇注系统、导向部件、推出机构、调温系统、排气系统、支撑部件等部分组成。
制造材料通常采用塑料模具钢模块,常用的材质主要为碳素结构钢、碳素工具钢、合金工具钢、高速钢等。
注射成型加工方式通常只适用于热塑性塑料品种的制品生产,用注射成型工艺生产的塑料制品十分广泛,从生活日用品到各类复杂的机械、电器、交通工具零件等都是用注射模具成型的,它是塑料制品生产中应用最广的一种加工方法。
关键词:塑料;注塑;模具ABSTRACTPlastic injection (plastic) molds: it is thermoplastic plastic parts in the production of the most universal of a mold, plastic injection molding die corresponding plastics processing equipment is Injection Molding Machine, plastic injection machine in the first heat at the end of the heating Liaotong Melt, and then the injection of plunger with a screw or promotion, the injection nozzles and die-casting system into the mold cavity, plastic molding cooling sclerosis, Stripping get products. The structure is usually forming parts, casting, direction components, introduced institutions, regulated system, exhaust system, with support components such as components. The material commonly used plastic mold steel modules, the material used mainly carbon structural steel, carbon tool steel, alloy tool steel, high-speed steel. Injection Molding processing usually apply only to thermoplastics production of varieties of products, with product ion of injection molding of plastic products is very wide, from the daily necessities of life to all kinds of complicated machinery, electrical appliances, transport and other parts are used injection molding die, It is the production of plastic products the most widely applied a method of processing.Keywords: plastic; injection;mold目录1 前言 (5)模具工业在国民经济中的地位 (5)我国模具技术的现状及发展趋势 (6)2 塑件的分析 (7)注射成型原理 (7)塑件的使用要求 (8)塑件的材料选择及材料的介绍 (8)ABS的注射工艺参数 (9)塑件的形状尺寸 (9)3 型腔数目的确定及排布 (10)型腔数目的确定 (10)多型腔的排列 (12)4 分型面的选择 (13)分型面的选择 (13)5 浇注系统的设计 (15)必须遵循以下原则 (15)浇注系统的组成 (16)浇注系统设计 (16)6 注射机的型号和规格 (17)注射机的选择 (17)7 成型零部件的结构设计和工作尺寸计算 (18)产生偏差的原因 (18)成型零件的强度、刚度计算 (19)8 导柱导向机构的设计 (21)导柱导向机构的作用 (21)导柱导套的选择 (21)9 推出机构的设计 (22)推出机构的组成 (23)设计原则 (23)脱模力的计算 (23)10 温控系统设计 (24)11 注射机的校核 (25)塑件在分型面上的投影面积与锁模力校核 (26)模具厚度校核 (26)开模行程校核 (26)12 设计小结 (28)13 参考文献 (29)致谢 (29)1 前言1、1 模具工业在国民经济中的地位模具是制造业的一种基本工艺装备,它的作用是控制和限制材料(固态或液态)的流动,使之形成所需要的形体。
热流道模具设计范文

热流道模具设计范文一、引言热流道模具是一种用于塑料注射成型的模具,它通过加热系统来保持塑料在注射成型过程中的流动状态,以提高塑件品质和生产效率。
本文将介绍一个热流道模具的设计方案,包括模具结构设计、加热系统设计、温度控制系统设计等方面。
二、模具结构设计1.型腔设计根据产品的形状和尺寸要求,设计适当的型腔结构。
型腔设计应尽量避免死角和浇口积料处的堵塞,保证塑料在注射过程中的流动性。
2.浇口设计根据塑料的流动特性和产品的结构要求,设计合理的浇口位置和形状。
浇口应尽量靠近塑件的厚壁部位,以提高塑料充填的均匀性和成型品质。
3.冷却系统设计冷却系统的设计对于热流道模具成型质量和生产效率至关重要。
合理的冷却系统设计能够提高塑件的冷却速度,缩短生产周期。
应根据产品的结构和尺寸,合理布置冷却水管道,确保冷却水能够充分冷却型腔,并保持恒定的温度。
三、加热系统设计1.热流道板材料选择热流道板材料应选择导热性能好、耐热性好、耐腐蚀性好的材料。
一般常用的材料有铜、铝、不锈钢等。
2.加热器选择加热器的选择应根据模具的型号、尺寸和工作温度来确定。
加热器应能提供稳定、均匀的加热温度,以保证塑料在注射成型过程中的流动性和稳定性。
3.温度控制系统设计温度控制系统的设计要考虑到加热器和热流道之间的传热效率、温度的均匀性等因素。
一般采用PID控制器来实现温度的控制,通过传感器实时监测热流道的温度,通过控制器调节加热器的功率来控制温度。
四、模具流动分析在设计热流道模具之前,可以利用模流分析软件对模具的充填性能进行分析。
通过模流分析,可以优化模具的型腔结构、浇口位置和冷却系统设计,以提高塑件的成型品质。
五、结论热流道模具设计是一个复杂而关键的工作,需要综合考虑产品的结构和尺寸要求、塑料的流动特性、加热系统的设计等因素。
通过合理的模具结构设计、加热系统设计和温度控制系统设计,可以提高塑件的成型品质和生产效率,降低生产成本。
模流分析软件的使用可以更好地指导热流道模具的设计过程。
瓶盖热流道注射模设计
1 9 、 垫块 1 8 、 型腔板 l 5以及 热 流 道板 2 8和 尖 咀浇
口3 4 , 整个定模部分不 动, 模具从 推件板 l 4 和型腔 板 1 5之 间打 开 ; 开模时 , 流 道熔 胶 与 塑料 铸 件 在瓶
为 M2 6 — 1 8 为 双 螺旋 线螺 纹 , 螺距 1 8 mm, 在 浅 腔瓶
盖内螺旋旋转不到一周 ,塑料铸件侧壁螺纹推出要
求 旋转 脱 出 ,瓶 盖 内顶 部 的加强 筋脱 模却 要求 垂直
I
●
i i
I
j
i i
l n I
- ●
推 出, 因此推 出机构设计成型芯固定防转 , 螺纹推管 旋转 ,旋转推出时塑料铸件内部 的加强筋对塑料铸 件起防转止动作用 ,由于塑料铸件是双螺旋线螺纹 旋 转 圈少 , 且瓶 盖 深 度 不足 7 m i D _ , 螺 纹 推 管 的转 动 圈数随之也减少 , 因此采用注射机顶出力 , 迫使螺纹 推 管旋 转 自动卸 螺纹 的脱模 机构 ,最 后设计 模 具 的
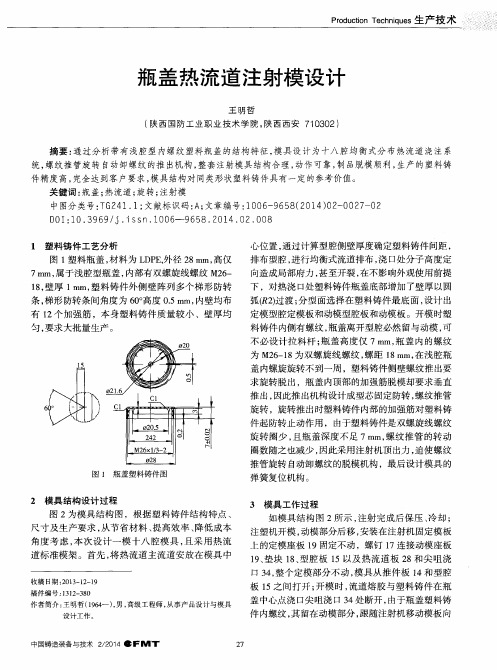
统, 螺纹推管旋转 自 动卸螺纹的推 出机构 , 整套注射模具结构合理, 动作可靠, 制 品脱模顺利 , 生产的塑料铸 件精度高 , 完全达到客户要求, 模具结构对 同类形状塑料铸件具有一定的参考价值。
关键 词 : 瓶盖 ; 热 流道 ; 旋转; 注射模
中 图分 类号 : T G 2 4 1. 1: 文 献标 识码 : A ; 文 章编 号 : 1 0 0 6 — 9 6 5 8 ( 2 0 1 4) 0 2 — 0 0 2 7 — 0 2
图 1 塑料 瓶盖 , 材料为 L D P E , 外径 2 8 mm, 高仅 7 mm, 属 于浅 腔型 瓶盖 , 内部有 双螺 旋线 螺 纹 M2 6 — 1 8 , 壁厚 1 i f l m, 塑 料 铸 件外 侧 壁 阵列 多 个 梯 形 防转
毕业设计 瓶盖的注射模设计
瓶盖的注射模设计摘要:介绍了瓶类在日常生活中的应用,重点介绍了瓶盖的模具设计过程.关键词:日常用品模具设计实用性模具cad1 引言日用品,有时采用精度和强度不太高的塑料传动,由于塑料具有可塑性强,密度小、比强度高、结缘性、化学稳定性高、外观多样的特点,因而受到越来越多的厂家及人民的喜爱。
塑料工业是新兴的工业,是随着石油工业的发展而应而生的,目前塑料制件几乎已经进入一切工业部门以及人民日常生活的各个领域。
随着机械工业电子工业,航空工业、仪器仪表工业和日常用品工业的发展,塑料成型制件的需求量越来越多,质量要求也越来越高,这就要求成型塑件的模具的开发,设计制造的水平也须越来越高。
2 塑件的分析2.1、塑料ABSABS中文名:丙烯腈-丁二烯-苯乙烯共聚物英文名:Acrylinitrile-Butadiene-Styrene。
基本特性:无毒无味,呈微黄色,成型的塑件有较好的光泽,密度在1.02~1.05g/cm3,其收缩率为0.3~0.8%。
ABS 吸湿性很强,成型前需要充分干燥,要求含水量小于0.3%。
流动性一般,溢料间隙约在0.04mm。
ABS有极好的抗冲击强度,且在低温下也不迅速下降。
有良好的机械强度和一定的耐磨性、耐寒性、耐油性、耐水性、化学稳定性和电气性能。
成型特点:ABS在升温时粘度增高,所以成型压力较高,塑料上的脱模斜度宜稍大;易产生熔接痕,模具设计时应注意尽量减小浇注系统对料流的阻力;在正常的成型条件下,壁厚、熔料温度及收缩率影响极小。
要求塑件精度高时,模具温度可控制在50~60o C,要求塑件光泽和耐热时,应控制在60~80 o C。
主要技术指标:比重:1.02~1.16g/cm3。
比容:0.86~0.98cm3/g。
吸水性:0.2~0.4% (24h)。
熔点:130~160o C。
热变形温度:4.6×105Pa---- 130~160o C。
18.5×105Pa---- 90~108o C。
塑料模具设计6.1热流道注射模具
流道部分加工成镶件,与周围隔热
无流道注射模特点
塑料材料要求
无流道注射模分类 绝热流道注射模 加热流道注射模 零部件设计 思考与练习
第四章 注射模设计及制造
热流道注射模
四、绝热流道注射模
3.点浇口绝热流道模
问题 目的与要求 重点和难点
防止流道内塑料冷却的方法
对浇口进行加热(加热圈或加热棒)
第四章 注射模设计及制造
目的与要求:
1.要求了解绝热流道、加热流道的基本结构特点。
问题 目的与要求 重点和难点
2.了解上述流道适用的塑料材料。 3.标准件的选用。 重点和难点: 热流道模具结构
无流道注射模特点
塑料材料要求
无流道注射模分类 绝热流道注射模 加热流道注射模 零部件设计 思考与练习
第四章 注射模设计及制造
无流道注射模特点
塑料材料要求
无流道注射模分类 绝热流道注射模 加热流道注射模 零部件设计 思考与练习
内加热式多腔热流道注射模
针阀式浇口热流道注射模
热管式热流道注射模
第四章 注射模设计及制造
热流道注射模
五、热流道注射模
1.延伸式喷嘴注射模
问题 目的与要求 重点和难点
将喷嘴延伸至浇口附近,只能用于单型腔注射模 喷嘴与型腔间采用塑料或空气绝热
热流道注射模
四、绝热流道注射模
1.井式喷嘴注射模
问题 目的与要求 重点和难点
又称绝热主流道注射模,在喷嘴与模具入口间 加有主流道杯(井坑),适用于单型腔模具。
无流道注射模特点
塑料材料要求
无流道注射模分类 绝热流道注射模 加热流道注射模 零部件设计 思考与练习
第四章 注射模设计及制造
热流道注射模具设计

浇注 系统 的设 计 和一种 二级 脱模 机 构 。
1 制 品分 析 与模具 结构 设计 图 1示 出 一 食 品 包 装 盒 , 料 为 聚 苯 乙 烯 材 ( S , 量 为 4 。 由于 该 包 装 盒 生 产 批 量 较 大 , P )质 7g
热 流道 二 级 脱 模 机 构
在设计 时应注意的一些 问题 , 并介绍 了一种二级脱模机 构。
关 键 词 注 射 模 具
缩 短成 型 周期 、 少 原 材 料 消 耗 可 有 效 降低 大 减 批 量 生产 的塑 料制 品 的成本 。热 流道 模具 在成 型过 程 中只脱 出制 品而 无 流 道 凝 料 , 因此 可 以 节 约原 材 料 , 短冷 却时 间 , 高 生产 效率 ; 缩 提 同时 , 流道 模具 热 流 道 内 的塑料 一直 处 于 熔 融 状 态 , 填 时 能 更好 地 充
如果 采用 普通 流道 多 型腔 模 具 注 射 成 型 , 必 产 生 势 大量 的浇 道废 料 , 因此 采 用 热 流 道模 具 。 由于 制 品 较深 , 脱模 阻 力较 大 , 单 独 采 用 推 杆 顶 出 机 构 , 如 则 容易 顶穿 制 品 ; 采用 推件 板顶 出机 构 , 如 由于 安装 边
1 9一起 移 动 , 即推件 板 1 6和 中心推 杆 1 4同时动 作
将制 品从 主 型芯 1 脱 下 , 成 一级 脱 模 动 作 , 3上 完 此
时制品仍卡在推件板 1 6上。当固定推板 2 3碰到动 模垫 板 1 7时 , 一级 推板 停止 运动 , 推件 板 1 6不再 移
动 , 级推 板 1 注 塑机 顶 杆作 用 下 使 滚珠 2 二 9在 1克 服 弹簧 2 0的作 用 力从拉 杆 2 2凹槽 内滑 出继 续 向前 移 动 , 动 中心 推杆 1 制 品从 推件 板 中顶 出 , 带 4将 完 成 二级 脱模 动作 , 实现 制 品的 自动脱模 。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
拉环瓶盖热流道注射模设计
热恒:热恒热流道
介绍拉环瓶盖热流道注射模的浇注系统,并采用针阀控制系统控制模具的注射过程的热流道结构形式,该模具采用热恒热流道公司设计的1模32腔。
热流道注射模在当今世界各工业发达国家和地区均已得到极为广泛的应用。
不仅是因为热流道注射模缩短了塑件的成型周期、节约了塑料原料、实现了自动化生产过程,更是因为在热流道模具的成型过程中,塑料熔体的温度在流道系统里能得到准确地控制,尤其在一模多腔的注射模中,流道内的熔体温度能基本保持与注塑机喷嘴的温度大致相同或相近,因而流道内的压力损耗小,熔融塑料以极其均匀的状态流入各个模腔,从而获得品质良好的塑件。
热流道注射成型的塑件浇口质量好、脱模后残余应力低、零件变形小。
因此,对质量要求高的、生产批量大的塑件均可采用热流道注射模生产。
2塑件结构工艺性塑件结构如图1所示,该塑件是装食用油的瓶子上的下盖,其材料为PE材料,塑件上的M37mm的尺寸与上盖螺纹连接,ϕ39mm尺寸及其倒扣与瓶口装配时,有紧箍环留在瓶颈上起有密封作用,ϕ35mm处有倒扣与上瓶盖实现密封配合。
对于这种拉环盖塑件结构采用注射成型工艺时,其分型面
必须选择塑件口部的最大投影面位置,即ϕ42mm处。
其浇口位置有两种选择,其一是从塑件顶部的中心进料;其二是从分型面上开设侧浇口进料。
对于前者,在注射成型的过程中,熔体能均匀地从塑件顶部中心沿径向和侧壁填充到型腔的其他地方,并将型腔中的气体从分型面上所开设的排气槽和型芯的配合间隙中排出,填充过程均匀一致,易保证塑料成型后的质量;而后者从塑件的一侧进料,填充过程中熔体的流动不均匀,还可能先将分型面上的排气槽堵塞,使塑件顶部产生困气,造成气泡、缺料等缺陷。
3模具结构设计及其工作过程
3.1模具结构
对于从塑件中心顶部进料的形式而言,如采用1模1腔,模具可用直接浇口进料,模架可选用大水口系列,模具结构将会非常简单。
但塑件成型后,浇口处需进行二次加工,并对外观质量造成一定的影响,降低生产效率。
从效率方面考虑模具采用点浇口结构,这种结构不仅使塑件浇口处的痕迹较小,而且还可实现自动化生产控制过程,再加上塑件批量的要求,模具采用1模32腔的结构形式。
模具结构如图2所示。
3.2模具工作过程动、定模合模,熔融塑料经塑化、计量后通过注塑机注入
模具密封的型腔内,经保压、冷却后,开模。
开模时,在弹簧及弹力橡胶30作用下,首先使型芯固定板12和型芯固定板11分开,使喷嘴和上型芯与塑脱开,行程有限位螺钉18控制;继续运动开模,由于锁扣组件(5、7、8)及拉杆26的作用下型芯固定板9与型芯固定板11分开,使上型芯与塑件脱开,行程有限位螺钉10控制;继续运动右锁扣组件的滑动块从推块中脱离,型芯固定板9与定模板6分开,行程有限位螺钉31控制;继续开模,左锁扣组件的滑动块从推块中脱离,中板20与定模板6分开,塑件留于动模部分;继续开模开模到一定距离时,注塑机顶出杆前进,推动顶出机构使回位销32带动中板20一起向上运动,使中板20与动模板4分开,塑件顶出。
动定模合模时,注塑机顶出杆回退,顶出机构在弹簧作用下自动复位。
这样就完成了一个注射周期。
4结束语本模具的浇注系统采用了热流道板后,不仅在很大程度上缩短了成型周期,节约了大量的塑料原料,减少了再生料,而且完全实现了自动化生产控制过程。
尽管模具的成本在一次性投资中较高,但随着塑件批量的增大,模具的综合效益越来越显示出明显的优势。
尤其对具有一定精度要求的塑件,在质量上有很大的提高。
该模具自投产以来,一直运行正常,为企业创造了可观的经济效率。