切削参数计算
切削力计算公式
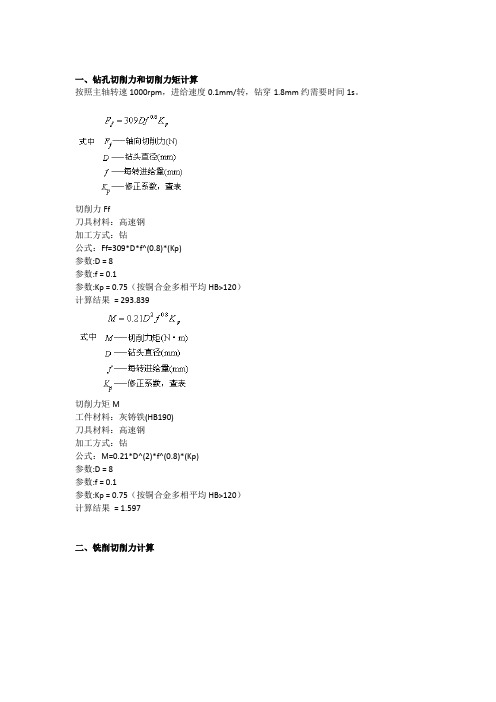
一、钻孔切削力和切削力矩计算
按照主轴转速1000rpm,进给速度0.1mm/转,钻穿1.8mm约需要时间1s。
切削力Ff
刀具材料:高速钢
加工方式:钻
公式:Ff=309*D*f^(0.8)*(Kp)
参数:D = 8
参数:f = 0.1
参数:Kp = 0.75(按铜合金多相平均HB>120)
计算结果= 293.839
切削力矩M
工件材料:灰铸铁(HB190)
刀具材料:高速钢
加工方式:钻
公式:M=0.21*D^(2)*f^(0.8)*(Kp)
参数:D = 8
参数:f = 0.1
参数:Kp = 0.75(按铜合金多相平均HB>120)
计算结果= 1.597
二、铣削切削力计算
铣削切削力计算类别:
工件材料:碳钢、青铜、铝合金、可锻铸铁等
刀具材料:高速钢
铣刀类型:端铣刀
公式:F=(Cp)*(ap)^(1.1)*(fz)^(0.80)*D^(-1.1)*B^(0.95)*z*(Kp) 参数:Cp = 294
参数:ap = 1.8
参数:fz = 0.5
参数:D = 8
参数:B = 8
参数:z = 4
参数:Kp = 0.75
计算结果= 707.914。
加工参数计算公式

加工参数计算公式
加工参数计算公式是指在机械加工中,根据工件的特性和加工要求,计算出加工参数的公式。
主要包括以下内容:
1. 切削速度计算公式:切削速度=π×直径×转速÷60,其中π取3.14。
2. 进给速度计算公式:进给速度=每齿进给×齿数×转速,其中每齿进给指每个齿槽切削时的进给量,齿数指刀具上的齿数。
3. 切削深度计算公式:切削深度=每齿进给×齿数,其中每齿进给和齿数同上。
4. 切削力计算公式:切削力=切削力系数×主轴转矩÷刀具半径,其中切削力系数是由材料、切削参数等因素确定的常数。
5. 主轴转矩计算公式:主轴转矩=刀具力×刀具半径,其中刀具力由切削力计算公式得出。
6. 切削功率计算公式:切削功率=切削力×切削速度,其中切削力由切削力计算公式得出,切削速度同上。
通过以上公式计算出加工参数,可以保证机械加工过程中的效率和质量,提高生产效益。
- 1 -。
数控加工切削参数计算公式

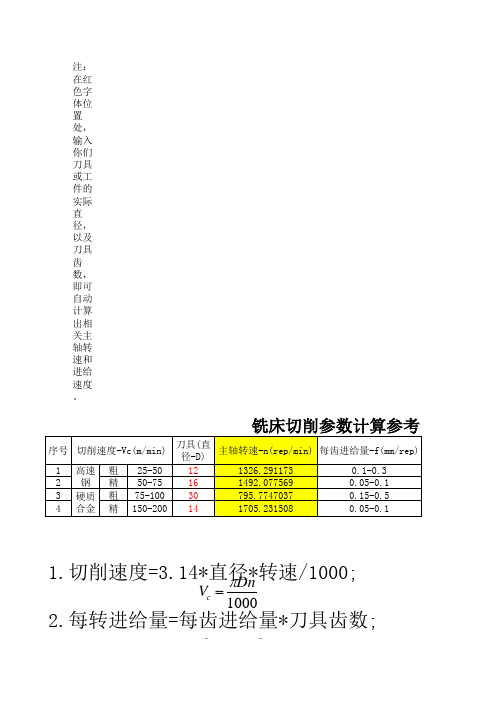
注:在红色字体位置处,输入你们刀具或工件的实际直径,以及刀具齿数,即可自动计算出相关主轴转速和进给速度。
1.切削速度=3.14*直径*转速/1000;
2.每转进给量=每齿进给量*刀具齿数;
3.每分钏进给量=主轴转速*每转进给量
1000
Dn
V c π=
f
Z f *=
切削速度背吃刀量
每转进
给量
主轴转速
((((
))))
外圆
粗加
工
4010.240318.4713376外圆
精加
工
200.150.0841155.351872切槽
加工
200.0830212.3142251外圆
粗加
工
100 1.50.235909.9181074外圆
精加
工
1300.40.0550828.0254777切槽
加工
1000.0845707.7140835
外圆
粗加
工
150 1.50.2351364.877161外圆
精加
工
1500.40.05401194.267516
切槽加工1000.0845707.7140835
2.每转进给量=每齿进给量*刀具齿数;
3.每分钏进给量=主轴转速*每转进给量
车床切削参数计算参考
刀具材料高速钢
硬质合金钢加工
类型
工件直径
z
f
Z
n
nf
F*
*
=
=
z
f
Z
f*
=
;量
;量。
加工中心常用计算公式
加工中心常用计算公式加工中心作为一种高精度、高效率的数控机床,广泛应用于航空、汽车、电子、模具、仪器仪表等领域,用于进行零件的精密加工。
在加工中心的加工过程中,有一些常用的计算公式,用于确定刀具的尺寸、工件的位置、加工速度等参数,下面介绍一些常见的加工公式。
一、刀具尺寸计算公式在加工中心的加工过程中,刀具的尺寸是非常关键的,直接影响到加工精度和表面质量。
以下是一些常见的刀具尺寸计算公式:1. 切削深度(a)的计算公式:a = (D1 - D2) × cosα其中,D1为刀具刃口直径,D2为末刃直径,α为刀具倾角。
2.刀具半径(R)的计算公式:R=(D1-D2)/23. 圆柱刀具的公法圆半径(Rc)的计算公式:Rc = R / cos(α/2)其中,α为圆柱刀具的圆锥度。
二、工件位置计算公式在加工中心的加工过程中,确定工件在机床坐标系中的位置是非常重要的。
以下是一些常见的工件位置计算公式:1. 相对初始位置(X,Y,Z)的计算公式:X = X0 + l × cosα × cosβ,Y = Y0 + l × sinα × cosβ,Z = Z0 + l × sinβ其中,(X0,Y0,Z0)为初始位置坐标,l为距离,α为水平方向角度,β为竖直方向角度。
2. 相对初始位置(X,Y)的计算公式(仅在水平加工中使用):X = X0 + l × cosα,Y = Y0 + l × sinα其中,(X0,Y0)为初始位置坐标,l为距离,α为方向角度。
三、进给速度计算公式进给速度是指刀具在加工过程中前进的速度,是保证加工精度和效率的重要参数。
以下是一些常见的进给速度计算公式:1.进给速度(V)的计算公式:V=N×f×z其中,N为主轴转速,f为切削速度,z为刀具刃口数量。
2.切削速度(f)的计算公式:f=π×D×N其中,D为刀具直径,N为主轴转速。
nc 常用计算公式

nc 常用计算公式NC常用计算公式。
在数控加工领域,常用的计算公式是非常重要的工具,它们可以帮助工程师和操作人员快速准确地进行计算,从而保证加工的精度和效率。
本文将介绍一些常用的NC计算公式,希望能对大家有所帮助。
1. 切削速度公式。
切削速度是指工件在切削过程中单位时间内被切削下来的长度,通常用m/min来表示。
切削速度公式为:Vc = π×D×n。
其中,Vc为切削速度,D为刀具直径,n为主轴转速。
通过这个公式,我们可以根据刀具直径和主轴转速来计算出切削速度,从而选择合适的切削参数。
2. 进给速度公式。
进给速度是指工件在切削过程中单位时间内沿着切削方向移动的距离,通常用mm/min来表示。
进给速度公式为:F = f×n×z。
其中,F为进给速度,f为每齿进给量,n为主轴转速,z为刀具齿数。
通过这个公式,我们可以根据每齿进给量、主轴转速和刀具齿数来计算出进给速度,从而确定合适的进给参数。
3. 主轴转速公式。
主轴转速是指主轴每分钟旋转的圈数,通常用r/min来表示。
主轴转速公式为:n = 1000×Vc/(π×D)。
其中,n为主轴转速,Vc为切削速度,D为刀具直径。
通过这个公式,我们可以根据切削速度和刀具直径来计算出主轴转速,从而确定合适的主轴转速参数。
4. 加工时间公式。
加工时间是指完成一道工序所需的时间,通常用分钟来表示。
加工时间公式为:T = L/F。
其中,T为加工时间,L为工件长度,F为进给速度。
通过这个公式,我们可以根据工件长度和进给速度来计算出加工时间,从而合理安排生产计划。
5. 切削力公式。
切削力是指刀具在切削过程中对工件所施加的力,通常用N来表示。
切削力公式为:Fc = k×ap×f。
其中,Fc为切削力,k为切削力系数,ap为切削深度,f为进给量。
通过这个公式,我们可以根据切削力系数、切削深度和进给量来计算出切削力,从而选择合适的刀具和加工参数。
数控加工切削参数计算公式
1061.032938 477.4648222 716.1972333
0.9
1534.708357
; 量
; 量
编程进给 量F
(mm/min )
63.694268 12.42815 16.985138 181.98362 41.401274 56.617127
272.97543 59.713376 56.617127
注: 在红 色字 体位 置 处, 输入 你们 刀具 或工 件的 实际 直 径, 以及 刀具 齿 数, 即可 自动 计算 出相 关主 轴转 速和 进给 速度 。
铣床切削参数计算参考
序号
切削速度-Vc(m/min)
刀具(直 径-D)
主轴转速-n(rep/min) 每齿进给量-f(mm/rep)
1 高速 粗 25-50
12
2 钢 精 50-75
16
3 硬质 粗 75-100 30
4 合金 精 150-200 14
1326.291173 1492.077569 795.7747037
1705.231508
0.1-0.3 0.05-0.1 0.15-0.5
0.05-0.1
1.切削速度=3.14*Vc直 1径0D0n*0转速/1000; 2.每转进给量=每齿进给量*刀具齿数;
f Z* fz
3.每分钏进给量=主轴转速*每转进给量
1.切削速度=3.14*直径*转速/1000;
2.每转进给量=每齿进给量*刀具齿数;
f Z* fz
3.每分钏进给量=主轴转速*每转进给量
F nf n* Z * fz
车床切削参数计算参考
刀具 材料
高速 钢
硬质 合金
钢
加工 类型
常用车削加工计算公式
常用车削加工计算公式车削加工是金属加工中最常见的一种加工方式,适用于各种金属材料的加工。
在车削加工过程中,计算公式是帮助确定切削速度、进给速度和主轴转速等参数的关键因素。
下面将介绍一些常用的车削加工计算公式。
1.切削速度公式:切削速度是指工件表面的切削线速度,通常用Vc表示,单位是m/min。
切削速度公式如下:Vc=π×D×n其中,D为工件直径,单位是mm;n为主轴转速,单位是转/分钟。
2.进给速度公式:进给速度是指刀具在工件上移动的速度,通常用Vf表示,单位是mm/min。
进给速度公式如下:Vf=n×f×z其中,n为主轴转速,单位是转/分钟;f为每转进给量,单位是mm/转;z为刀具刃数。
3.主轴转速公式:主轴转速是指主轴每分钟旋转的圈数,通常用n表示,单位是转/分钟。
主轴转速公式如下:n=1000×Vc/(π×D)其中,Vc为切削速度,单位是m/min;D为工件直径,单位是mm。
4.主轴转动时间公式:主轴转动时间是指主轴从零转速加速到设定转速所需的时间,通常用t表示,单位是秒。
主轴转动时间公式如下:t=(n2-n1)/a其中,n1为初始主轴转速,单位是转/分钟;n2为最终主轴转速,单位是转/分钟;a为主轴加速度,单位是转/分钟²。
5.简化车削时间公式:简化车削时间是指刀具从初始位置移动到终点位置所需的时间,通常用t表示,单位是分钟。
简化车削时间公式如下:t=(L/1000)/Vf其中,L为刀具的移动路径长度,单位是mm;Vf为进给速度,单位是mm/min。
6.车削力公式:车削力是指刀具对工件施加的力,通常用F表示,单位是N。
车削力公式如下:F = K × f × ap × cos(ψ) × c其中,K为切削力系数;f为进给量,单位是mm/转;ap为切削深度,单位是mm;ψ为刀具前角;c为刀具刃数。
切削参数计算工具

切削参数计算工具摘要:一、引言二、切削参数计算工具的定义和作用三、切削参数计算工具的应用领域四、切削参数计算工具的使用方法五、切削参数计算工具的优势和局限性六、结论正文:【引言】切削参数计算工具是金属加工行业中一种重要的辅助工具,它能够帮助工程师快速、准确地计算出切削过程中的各项参数,从而优化生产效率和加工质量。
随着计算机技术的快速发展,切削参数计算工具已经从传统的手工计算逐渐转向计算机辅助计算,这大大提高了计算效率和精度。
【切削参数计算工具的定义和作用】切削参数计算工具是一种根据切削条件、材料性能、刀具几何形状等因素,计算出切削速度、进给速度、刀具寿命等切削参数的工具。
它的主要作用是帮助工程师在金属加工过程中,选择合适的切削参数,从而达到提高生产效率、降低加工成本、延长刀具寿命等目的。
【切削参数计算工具的应用领域】切削参数计算工具广泛应用于机械制造、航空、航天、汽车制造、模具制造等行业,是金属加工领域中不可或缺的一种工具。
【切削参数计算工具的使用方法】切削参数计算工具的使用方法通常分为以下几个步骤:1.输入切削条件:包括切削深度、刀具直径、切削速度等;2.输入材料性能:包括材料的硬度、韧性等;3.输入刀具几何形状:包括刀尖角、刀背厚度等;4.计算切削参数:根据输入的条件,计算出切削速度、进给速度、刀具寿命等参数;5.输出结果:将计算出的切削参数以表格或图形的形式展示给用户。
【切削参数计算工具的优势和局限性】优势:1.提高计算效率:切削参数计算工具能够快速地计算出切削参数,相较于传统的手工计算,大大提高了工作效率;2.提高计算精度:切削参数计算工具能够考虑到多种切削条件,从而提高计算精度;3.便于优化切削参数:切削参数计算工具能够根据不同的切削条件,优化切削参数,提高生产效率和加工质量。
局限性:1.需要专业知识和技能:切削参数计算工具的使用需要一定的专业知识和技能,对于初学者来说,可能需要一定的学习成本;2.受限于计算模型:切削参数计算工具的计算结果受到所采用的计算模型的影响,不同的计算模型可能会得到不同的计算结果,因此在实际应用中需要选择合适的计算模型。