灰铸铁250的化学成分
灰铸铁及球墨铸铁技术标准
600
370
3
QT-H200
170~230
铁素体+珠光体
500
320
7
QT-H185
160~210
铁素体
450
310
10
QT-HБайду номын сангаас55
130~180
铁素体
400
250
15
QT-H150
130~180
铁素体
400
250
15
3、球墨铸铁的化学成分及基体组织
牌号
化学成分(质量分数)(%)
基体组织
a.球墨铸铁单铸试块的力学性能及组织
牌号
抗拉强度
σb/MPa
屈服强度
σb/Mpa
伸长率
δ5(%)
硬度
(HBS)
主要
金相组织
QT400-15
400
250
15
130~180
铁素体
QT450-10
450
310
10
160~210
铁素体
b.球墨铸铁附铸试块的力学性能及组织
牌号
铸件壁厚
/mm
抗拉强度
σb/MPa
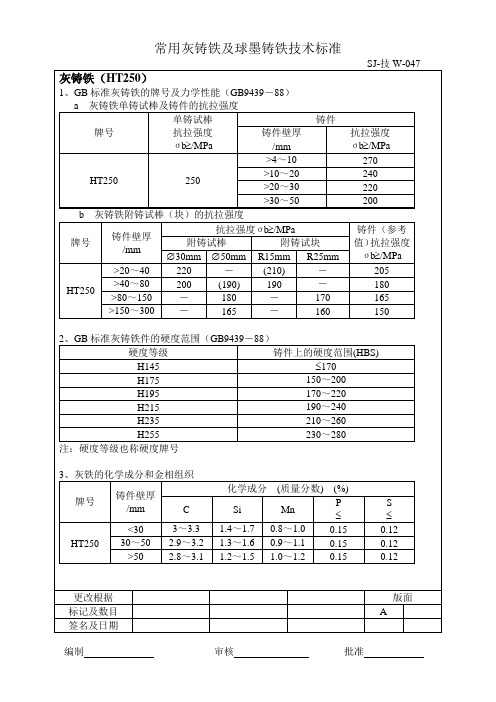
常用灰铸铁及球墨铸铁技术标准
SJ-技W-047
灰铸铁(HT250)
1、GB标准灰铸铁的牌号及力学性能(GB9439-88)
a灰铸铁单铸试棒及铸件的抗拉强度
牌号
单铸试棒
抗拉强度
σb/MPa
铸件
铸件壁厚
/mm
抗拉强度
σb/MPa
HT250
250
>4~10
270
>10~20
各种牌号灰铸铁化学成分及金相组织参考表

<1.0
<1.0
≤0.10
≤0.10
≤0.10
75~90%片状石墨,10~25%过冷石墨,
长度30~120μm,含量2~4%
珠光体>98%细片状,二元磷共晶<1%
珠光体>95%中片状,铁素体<5%,
二元磷共晶<4%
HT250
<30
30~50
>50
3.0~3.3
2.9~3.2
2.8~3.1
1.4~1.7
1.3~1.6
1.2~1.5
0.8~1.0
0.9~1.1
1.0~1.2
<0.15
<0.15
<0.15
≤0.12
≤0.12
≤0.12
85~90%片状石墨,5~15%过冷石墨,
≤0.12
≤0.12
≤0.12
85~95%片状石墨,5~20%过冷石墨,
长度30~120μm,含量3~6%
珠光体>98%中细片状,二元磷共晶<2%
HT350
<30
30~50
>50
2.8~3.1
2.8~3.1
2.7~3.0
1.3~1.6
1.2~1.5
1.1~1.4
1.0~1.3
1.0~1.3
1.1~1.4
二元磷共晶<7%
HT200
<30
30~50
>50
3.2~3.5
3.1~3.4
3.0~3.3
1.6~2.0
1.5~1.5
1.4~1.6
0.7~0.9
0.8~1.0
中频炉灰铸铁HT250金属材料配比
中频炉配料的原则和方案及其质量控制注意事项(供技术部学习参考)热炉每次加料前,要了解炉内所剩铁水多少,原则上所剩铁水不得超过1000㎏,否则,有可能造成炉子铁水过满,这一点很重要.若剩铁水太多,应调整炉料配料的总重量.在铁水材质变更交替时,要把炉子倒空,特别是由灰铸铁转为生产球铁时要尽可能把铁水倒尽.工艺员在配料之前,要根据产品品种和质量要求,设计好铁水的化学成分的控制范围.工艺员每次下达配料工艺配方之前,要对炉料的各个来源和化学成分等要了解清楚.对于代用材料要按有关制度下达临时工艺.一,灰铸铁(HT250)的配料的原则:1,要将灰铸铁的回炉料全部用完,(含加工铁屑)2,要把球铁配料用剩下的球铁回炉料和加工铁屑用完;3,要用Cr钢来调整铁水的Cr,.基本上要做到灰铸铁铁水中少加和不加铬铁合金,要注意废钢的Cr的变化. 4,生铁要用Z18生铁(或Z22生铁)(含S稍高些为好),选用荷泽生产的Z18,Z22生铁.不选用Q12.Q10生铁.但要注意铁水P的变化.5,增碳剂要用含S 0.5%的,不用含S 0.05%的.增碳剂.(增碳剂要用经过高温石墨化处理的增碳剂.)增碳剂一般加在炉子的中下部.用在调整铁水成分时,搅拌时间不要过长.6,每次配料一般按6吨炉料配料,(若炉内铁水过多时,应将总配料量控制在5~5.5吨).加上炉内所剩铁水不应超过6.5吨铁水(在炉子运行的后期,炉膛尺寸大时,也可由炉工根据炉子的具体情况自行决定)7,炉膛尺寸大时,炉子装铁水过多时,最简单的办法是加清洁的灰铸铁回炉铁来增加铁水量.8,在同时需要调整成分C和Si时,而炉子也还需要增加铁水量时,也可用球铁废件来调整.二,球铁QT450-10的配料原则:1,以球铁生铁(Q12或Q!0)为主进行配料.少用废钢加增碳剂的生产工艺.若用增碳剂,增碳剂应为含S<0.05%,在使用废钢时,要用普通碳素钢,不得使用合金钢等.在铁素体球铁生产中,要求原材料应遵循一高(高C)三低(低S,P,低Mn,低合金)的原则.2,在配料时,要把C往上限配料.3,球铁配料时,要计算好Si量,(Si应严格控制在工艺的中限为好),用球铁回炉料来调整Si,不要用硅铁来调Si.(因75%Si-Fe的价格要贵.)4,在球化后的铁水(包括球化不良)返回中频炉中后,要注意炉内铁水成分的变化(特别是Si)5,炉膛尺寸大时,炉子装铁水过多时,不能用加球铁回炉铁来增加铁水量.而要按工艺配方来增加总的配料量.三,中频炉灰铸铁HT250金属材料配比灰铸铁HT250配料按:废钢15%,生铁50%,废铸件回炉料(含铁屑)35%,进行配比.以上比例只供工艺员配料时参考.具体配方由工艺员根据具体情况自行设计和调整配料方案HT250铁水工艺配方:(每炉按6吨计算)四,中频炉球铁QT450-10金属材料配比方案一,球铁QT450-10金属材料配比按生铁65%,回炉料15%,废钢20%.在配料时一定要注意不要把Si 配得太高.否则很难调整成分.QT450-10铁水工艺配方:(每炉按6吨计算)(方案一)方案二,球铁QT450-10金属材料配比按生铁70%,回炉料15%,废钢15%.在配料时一定要注意不要把Si 配得太高.否则很难调整成分.方案二的配方更经济些.QT450-10铁水工艺配方:(每炉按6吨计算)(方案二)五, 使用废钢代生铁的成本计算,普通碳钢与生铁的比较:生铁Q12,Z18的C为4.15% 废钢的含C为0.2%以下,相差4%的C, 增碳剂按2900元/T,在C元素上,用废钢要多花,2900×4%-2350×4%=22元(若增碳剂按4000元/T,在C元素上,用废钢要多花,4000×4%-2350×4%=66元)生铁Q12含Si 1.2% 而废钢含Si 0.2% 相差1%的Si 75%Si-Fe的价格为5300元/T1%的Si要75% Si-Fe 1.3% 5300×1.3%-2350×1.3%=38.35元生铁Z18含Si 1.8% , 而废钢含Si 0.2 %, 相差1.6%的Si 1.6%的Si要75% Si-Fe 2.13% 75%Si-Fe 的价格为5300元/T, 5300×2.13%-2350×2.13%=62.84元 .Mn不进行计算.废钢要比生铁多花:与Q12生铁比::22+38.35=60.35元(用于球铁)与Z18生铁比: 22+62.84=84.84元(用于灰铁)用废钢要多花电20Kwh/T 0.55×20=11元以上三项:普通废钢代Q12生产球铁在价格相同时要多花: 22+39.82+11=71.35元普通废钢代Z18生产灰铁在价格相同时要多花: 22+62.84+11=95.84元但是,生产中又必须加一定的废钢,其目的有两点:1,调整成分用.(主要是调整铁水中C量符合工艺要求.)2,保证产品质量的要求,通过加一定的废钢可以改善铁水的材质性能,减少生铁的遗传有害作用等所以,加入一定的废钢是必须的.加入合金废钢即可以起到加废钢降C的作用,又可以利用废钢中的合金来补充铁水中合金量,这样一来,不用加合金或少加合金.下面将介绍Cr钢和Mn钢的价值.Cr钢的价值:与生铁Q12相比:Cr钢含Cr 1.1% 含Mn 0.88%Q12 生铁含Cr 0.014% 含Mn 0.065%两项相比:Cr 1.086% Mn 0.815%每吨铬钢含Cr相当于要加铬铁(含Cr 80%) 1吨× 1.086%-80%x=0x=1吨×1.086%/80%=0.0136吨8800元×0.0136=119.68元每吨Cr钢含Mn相当于要加锰铁(含Mn 65%) 1吨× 0.815%-65%x=0x=1吨×0.815%/65%=0.0125吨5300元×0.0125=66.25元两项相加: 119.68+66.25=185.93元减去2%的铁,按每吨铸铁为2350元/T2350×2%=47元185.93-47=138.93元Mn钢的价值与生铁Q12相比Mn钢含Mn: 1.369 Cr 0.028Q12 生铁含Cr 0.014% 含Mn 0.065%每吨锰钢含Mn相当于要加锰铁(含Mn 65%) 1吨× (1.369%-0.065%)-65%x=0x=1吨×1.304%/65%=0.02吨5300元×0.02=106元每吨锰钢含Cr相当于要加铬铁(含Cr 80%) 1吨× (0.028%-0.014%)-80%x=0x=1吨×0.014%/80%=0.000175吨8800×0.000175=1.54元减去1.3%的铁按每吨铸铁为2350元/T2350×1.3%=30.55元106+1.54-30.55=76.99元若考虑完全增碳到4.15%则:Cr钢的价值:138.93-95.84=43.09元Mn钢的价值:76.99-95.84=-18.85元从以上分析,用Cr钢的价值:43.09元;Mn钢的价值:-18.85元 Cr钢的价值要高于Mn钢.但实际上是用废钢来降碳,也是用废钢来降Si,(才能使用球铁的回炉料),因此也可不考虑Si元素,不用考虑C元素,这样一来,其经济价值要更大些.以上分析均建立在生铁和废钢价格相同的基础上进行计算的而实际上生铁与废钢的价格差:生铁Q12(含税,含运费) (山西) 2350元/T (不含17%税的价为1950元)生铁Q12(含税,含运费) (林州)) 2450元/T (不含17%税的价为2033元)生铁Z18(含税,含运费) (山西) 2400元/T (不含17%税的价为1992元)生铁Z18(含税,含运费) (荷泽) 1995元/T (返税10%后的价为1799元)废钢(不含税含运费) 2150元/T (返税10%后的价为1935元)生产球铁时,用普通碳钢(废钢)代Q12生铁,按废钢可返税10%计算,72.82-(1950-1935)=57.82元用普通碳钢(废钢)代Q12生铁生产球铁成本要增加成本57.82元.生产灰铁时,用废钢(Cr钢)代Z18生产灰铁,按废钢可返税10%计算,138.93-95.84-(1935-1992)=100.09元用废钢(Cr钢)代Z18(山西)生产灰铁可降低成本100元138.93-95.84-(1935-1799)=-92.91元用废钢(Cr钢)代Z18(荷泽)生产灰铁提高成本92..91元生产灰铁时,用废钢(Mn钢)代Z18生产灰铁,按废钢可返税10%计算,76.99-95.84-(1935-1992)=38.15元用废钢(Mn钢)代Z18(山西)生产灰铁可降低成本38.15元76.99-95.84-(1935-1799)=154.85元用废钢(Mn钢)代Z18(荷泽)生产灰铁提高成本154.85元生产灰铁时,用普通废钢(普通碳钢)代Z18(山西)生产灰铁,按废钢可返税10%计算,95.84-(1935-1950)=80.84元用普通废钢(普通碳钢)代Z18生产灰铁将提高成本80.84元生产灰铁时,用普通废钢(普通碳钢)代Z18(荷泽)生产灰铁,按废钢可返税10%计算,95.84-(1935-1799)=231.84元用普通废钢(普通碳钢)代Z18(荷泽)生产灰铁将提高成本231.84元废钢和生铁Q12(山西)的采购价相当. 废钢比生铁Z18(山西)的采购价便宜.比Z18(荷泽)要贵.结论:从计算看:1,生产球铁用废钢代生铁加增碳剂的工艺从经济上算是是不合算的3,生产灰铁用废钢降C,采用Cr钢代替普通C钢生产灰铸铁是合算的(但加入的比例受Cr,Mn的上限限制). 4,以上计算是按废钢返税10%来计算的. Z18(荷泽) 生铁也是按废钢返税10%来计算的,其它生铁是按不含17%税的价计算的.六,实际生产中一些应注意的工艺质量问题:1,灰铸铁重型车制动鼓在生产中C元素不能太低,一般应在3.4%以上.这是产品在使用中要散热的要求,因为,片状石墨是良好的导热材料.2,在熔化过程中,由于加入大量的生铁,熔化温度应达到1500℃±10℃,这有利于生铁中的石墨重溶和消除杂质的有害影响. 当出炉温度要求低时,可加入废铸件来降低温度满足出炉要求.3, 灰铸铁出炉温度按1420℃±20℃控制;球铁(由于要球化处理和倒包)出炉温度应控制在1500±10℃. 4,球化剂的加入要严格按工艺要求操作,当铁水含S量<0.02%以下时,加入量按1.3~1.35%严格控制,铁水加入量严格按吊秤称量.5,球铁生产采用三次孕育,一次是作为球化剂的覆盖剂压在球化剂上,二次是铁水倒包时加在浇注包中, (二次倒包用孕育剂为Si-Ba-Ca孕育剂),三次是在浇注时随流孕育..6,球铁浇注时每包最后一箱取快速金相试样,若球化不良,应立即通知落砂时分件.7,铸件的附体试块应按工艺要求进行金相检验并做好记录.8,在铸件清理中,若发现铸件的敲击声音异常,应立即通知技术部和质控部处理.2006-10-29附:金属原材料的化学成分参考值。
铸铁化学成分标准
铸铁是一种常用的工程材料,具有良好的耐磨、抗压和耐腐蚀等性能。
然而,不同类型的铸铁其化学成分也会有所差异。
下面我们将介绍常见的铸铁化学成分标准。
一、灰口铸铁灰口铸铁是最常见的铸铁材料之一,其主要化学成分包括碳(C)、硅(Si)、锰(Mn)、硫(S)、磷(P)等元素。
其中,碳的含量一般在 2.5%~3.8%之间,硅的含量在 1.0%~3.0%之间,锰的含量在0.2%~0.8%之间,硫的含量在0.02%~0.15%之间,磷的含量在0.1%~0.4%之间。
二、球墨铸铁球墨铸铁是一种高强度、高韧性的铸铁材料,其主要化学成分除了碳(C)、硅(Si)、锰(Mn)、硫(S)、磷(P)等元素外,还含有镍(Ni)、钼(Mo)等合金元素。
其中,碳的含量一般在2.7%~3.6%之间,硅的含量在1.0%~3.0%之间,锰的含量在0.2%~0.8%之间,硫的含量在0.02%~0.06%之间,磷的含量在0.05%~0.2%之间,镍的含量在0.5%~1.0%之间,钼的含量在0.05%~0.2%之间。
三、白口铸铁白口铸铁是一种碳化铸铁材料,其主要化学成分包括碳(C)、硅(Si)、锰(Mn)、磷(P)等元素。
其中,碳的含量一般在1.8%~3.6%之间,硅的含量在0.5%~2.5%之间,锰的含量在0.2%~1.0%之间,磷的含量在0.1%~0.6%之间。
四、合金铸铁合金铸铁是一种经过特殊处理的铸铁材料,其主要化学成分除了碳(C)、硅(Si)、锰(Mn)、硫(S)、磷(P)等元素外,还含有铬(Cr)、镍(Ni)、钼(Mo)、铜(Cu)等合金元素。
其中,碳的含量一般在2.7%~3.6%之间,硅的含量在1.0%~2.8%之间,锰的含量在0.2%~0.8%之间,硫的含量在0.02%~0.06%之间,磷的含量在0.05%~0.2%之间,铬的含量在0.5%~2.5%之间,镍的含量在0.5%~1.5%之间,钼的含量在0.05%~0.5%之间,铜的含量在0.5%~1.5%之间。
灰铁牌号化学成分
灰铁牌号化学成分
灰铁是一种重要的铸造材料,其牌号和化学成分对其性质和用途有着很大的影响。
一般来说,灰铁可以分为无定形碳灰铁、球墨铸铁和白口铸铁三种类型,它们的化学成分也有所不同。
无定形碳灰铁的化学成分一般为:碳(C)2.5%~3.6%、硅(Si)1.0%~3.0%、锰(Mn)0.3%~1.0%、磷(P)不超过0.15%、硫(S)不超过0.05%。
无定形碳灰铁的特点是硬度高、强度低、脆性大、韧性差,通常用于制造薄壁和大型铸件。
球墨铸铁的化学成分一般为:碳(C)3.0%~3.6%、硅(Si)2.0%~3.2%、锰(Mn)0.1%~0.6%、磷(P)不超过0.1%、硫(S)不超过0.05%、
镁(Mg)0.03%~0.05%。
球墨铸铁的特点是硬度适中、强度高、韧性好、耐腐蚀性强,通常用于制造机械零部件和汽车零部件等。
白口铸铁的化学成分一般为:碳(C)1.8%~3.6%、硅(Si)不超过1.5%、锰(Mn)不超过1.0%、磷(P)不超过0.2%、硫(S)不超过0.05%。
白口铸铁的特点是硬度高、强度大、韧性差、易于加工,通常用于制造高负荷和高磨损条件下的零部件。
总之,灰铁的牌号和化学成分对其性能和用途有着很大的影响,需要根据具体的需求进行选择。
- 1 -。
中频炉灰铸铁HT250金属材料配比
中频炉配料的原则和方案及其质量控制注意事项(供技术部学习参考)热炉每次加料前,要了解炉内所剩铁水多少,原则上所剩铁水不得超过1000㎏,否则,有可能造成炉子铁水过满,这一点很重要.若剩铁水太多,应调整炉料配料的总重量.在铁水材质变更交替时,要把炉子倒空,特别是由灰铸铁转为生产球铁时要尽可能把铁水倒尽.工艺员在配料之前,要根据产品品种和质量要求,设计好铁水的化学成分的控制范围.工艺员每次下达配料工艺配方之前,要对炉料的各个来源和化学成分等要了解清楚.对于代用材料要按有关制度下达临时工艺.一,灰铸铁(HT250)的配料的原则:1,要将灰铸铁的回炉料全部用完,(含加工铁屑)2,要把球铁配料用剩下的球铁回炉料和加工铁屑用完;3,要用Cr钢来调整铁水的Cr,.基本上要做到灰铸铁铁水中少加和不加铬铁合金,要注意废钢的Cr的变化. 4,生铁要用Z18生铁(或Z22生铁)(含S稍高些为好),选用荷泽生产的Z18,Z22生铁.不选用Q12.Q10生铁.但要注意铁水P的变化.5,增碳剂要用含S 0.5%的,不用含S 0.05%的.增碳剂.(增碳剂要用经过高温石墨化处理的增碳剂.)增碳剂一般加在炉子的中下部.用在调整铁水成分时,搅拌时间不要过长.6,每次配料一般按6吨炉料配料,(若炉内铁水过多时,应将总配料量控制在5~5.5吨).加上炉内所剩铁水不应超过6.5吨铁水(在炉子运行的后期,炉膛尺寸大时,也可由炉工根据炉子的具体情况自行决定)7,炉膛尺寸大时,炉子装铁水过多时,最简单的办法是加清洁的灰铸铁回炉铁来增加铁水量.8,在同时需要调整成分C和Si时,而炉子也还需要增加铁水量时,也可用球铁废件来调整.二,球铁QT450-10的配料原则:1,以球铁生铁(Q12或Q!0)为主进行配料.少用废钢加增碳剂的生产工艺.若用增碳剂,增碳剂应为含S<0.05%,在使用废钢时,要用普通碳素钢,不得使用合金钢等.在铁素体球铁生产中,要求原材料应遵循一高(高C)三低(低S,P,低Mn,低合金)的原则.2,在配料时,要把C往上限配料.3,球铁配料时,要计算好Si量,(Si应严格控制在工艺的中限为好),用球铁回炉料来调整Si,不要用硅铁来调Si.(因75%Si-Fe的价格要贵.)4,在球化后的铁水(包括球化不良)返回中频炉中后,要注意炉内铁水成分的变化(特别是Si)5,炉膛尺寸大时,炉子装铁水过多时,不能用加球铁回炉铁来增加铁水量.而要按工艺配方来增加总的配料量.三,中频炉灰铸铁HT250金属材料配比灰铸铁HT250配料按:废钢15%,生铁50%,废铸件回炉料(含铁屑)35%,进行配比.以上比例只供工艺员配料时参考.具体配方由工艺员根据具体情况自行设计和调整配料方案HT250铁水工艺配方:(每炉按6吨计算)四,中频炉球铁QT450-10金属材料配比方案一,球铁QT450-10金属材料配比按生铁65%,回炉料15%,废钢20%.在配料时一定要注意不要把Si 配得太高.否则很难调整成分.QT450-10铁水工艺配方:(每炉按6吨计算)(方案一)方案二,球铁QT450-10金属材料配比按生铁70%,回炉料15%,废钢15%.在配料时一定要注意不要把Si 配得太高.否则很难调整成分.方案二的配方更经济些.QT450-10铁水工艺配方:(每炉按6吨计算)(方案二)五, 使用废钢代生铁的成本计算,普通碳钢与生铁的比较:生铁Q12,Z18的C为4.15% 废钢的含C为0.2%以下,相差4%的C, 增碳剂按2900元/T,在C元素上,用废钢要多花,2900×4%-2350×4%=22元(若增碳剂按4000元/T,在C元素上,用废钢要多花,4000×4%-2350×4%=66元)生铁Q12含Si 1.2% 而废钢含Si 0.2% 相差1%的Si 75%Si-Fe的价格为5300元/T1%的Si要75% Si-Fe 1.3% 5300×1.3%-2350×1.3%=38.35元生铁Z18含Si 1.8% , 而废钢含Si 0.2 %, 相差1.6%的Si 1.6%的Si要75% Si-Fe 2.13% 75%Si-Fe 的价格为5300元/T, 5300×2.13%-2350×2.13%=62.84元 .Mn不进行计算.废钢要比生铁多花:与Q12生铁比::22+38.35=60.35元(用于球铁)与Z18生铁比: 22+62.84=84.84元(用于灰铁)用废钢要多花电20Kwh/T 0.55×20=11元以上三项:普通废钢代Q12生产球铁在价格相同时要多花: 22+39.82+11=71.35元普通废钢代Z18生产灰铁在价格相同时要多花: 22+62.84+11=95.84元但是,生产中又必须加一定的废钢,其目的有两点:1,调整成分用.(主要是调整铁水中C量符合工艺要求.)2,保证产品质量的要求,通过加一定的废钢可以改善铁水的材质性能,减少生铁的遗传有害作用等所以,加入一定的废钢是必须的.加入合金废钢即可以起到加废钢降C的作用,又可以利用废钢中的合金来补充铁水中合金量,这样一来,不用加合金或少加合金.下面将介绍Cr钢和Mn钢的价值.Cr钢的价值:与生铁Q12相比:Cr钢含Cr 1.1% 含Mn 0.88%Q12 生铁含Cr 0.014% 含Mn 0.065%两项相比:Cr 1.086% Mn 0.815%每吨铬钢含Cr相当于要加铬铁(含Cr 80%) 1吨× 1.086%-80%x=0x=1吨×1.086%/80%=0.0136吨8800元×0.0136=119.68元每吨Cr钢含Mn相当于要加锰铁(含Mn 65%) 1吨× 0.815%-65%x=0x=1吨×0.815%/65%=0.0125吨5300元×0.0125=66.25元两项相加: 119.68+66.25=185.93元减去2%的铁,按每吨铸铁为2350元/T2350×2%=47元185.93-47=138.93元Mn钢的价值与生铁Q12相比Mn钢含Mn: 1.369 Cr 0.028Q12 生铁含Cr 0.014% 含Mn 0.065%每吨锰钢含Mn相当于要加锰铁(含Mn 65%) 1吨× (1.369%-0.065%)-65%x=0x=1吨×1.304%/65%=0.02吨5300元×0.02=106元每吨锰钢含Cr相当于要加铬铁(含Cr 80%) 1吨× (0.028%-0.014%)-80%x=0x=1吨×0.014%/80%=0.000175吨8800×0.000175=1.54元减去1.3%的铁按每吨铸铁为2350元/T2350×1.3%=30.55元106+1.54-30.55=76.99元若考虑完全增碳到4.15%则:Cr钢的价值:138.93-95.84=43.09元Mn钢的价值:76.99-95.84=-18.85元从以上分析,用Cr钢的价值:43.09元;Mn钢的价值:-18.85元 Cr钢的价值要高于Mn钢.但实际上是用废钢来降碳,也是用废钢来降Si,(才能使用球铁的回炉料),因此也可不考虑Si元素,不用考虑C元素,这样一来,其经济价值要更大些.以上分析均建立在生铁和废钢价格相同的基础上进行计算的而实际上生铁与废钢的价格差:生铁Q12(含税,含运费) (山西) 2350元/T (不含17%税的价为1950元)生铁Q12(含税,含运费) (林州)) 2450元/T (不含17%税的价为2033元)生铁Z18(含税,含运费) (山西) 2400元/T (不含17%税的价为1992元)生铁Z18(含税,含运费) (荷泽) 1995元/T (返税10%后的价为1799元)废钢(不含税含运费) 2150元/T (返税10%后的价为1935元)生产球铁时,用普通碳钢(废钢)代Q12生铁,按废钢可返税10%计算,72.82-(1950-1935)=57.82元用普通碳钢(废钢)代Q12生铁生产球铁成本要增加成本57.82元.生产灰铁时,用废钢(Cr钢)代Z18生产灰铁,按废钢可返税10%计算,138.93-95.84-(1935-1992)=100.09元用废钢(Cr钢)代Z18(山西)生产灰铁可降低成本100元138.93-95.84-(1935-1799)=-92.91元用废钢(Cr钢)代Z18(荷泽)生产灰铁提高成本92..91元生产灰铁时,用废钢(Mn钢)代Z18生产灰铁,按废钢可返税10%计算,76.99-95.84-(1935-1992)=38.15元用废钢(Mn钢)代Z18(山西)生产灰铁可降低成本38.15元76.99-95.84-(1935-1799)=154.85元用废钢(Mn钢)代Z18(荷泽)生产灰铁提高成本154.85元生产灰铁时,用普通废钢(普通碳钢)代Z18(山西)生产灰铁,按废钢可返税10%计算,95.84-(1935-1950)=80.84元用普通废钢(普通碳钢)代Z18生产灰铁将提高成本80.84元生产灰铁时,用普通废钢(普通碳钢)代Z18(荷泽)生产灰铁,按废钢可返税10%计算,95.84-(1935-1799)=231.84元用普通废钢(普通碳钢)代Z18(荷泽)生产灰铁将提高成本231.84元废钢和生铁Q12(山西)的采购价相当. 废钢比生铁Z18(山西)的采购价便宜.比Z18(荷泽)要贵.结论:从计算看:1,生产球铁用废钢代生铁加增碳剂的工艺从经济上算是是不合算的3,生产灰铁用废钢降C,采用Cr钢代替普通C钢生产灰铸铁是合算的(但加入的比例受Cr,Mn的上限限制). 4,以上计算是按废钢返税10%来计算的. Z18(荷泽) 生铁也是按废钢返税10%来计算的,其它生铁是按不含17%税的价计算的.六,实际生产中一些应注意的工艺质量问题:1,灰铸铁重型车制动鼓在生产中C元素不能太低,一般应在3.4%以上.这是产品在使用中要散热的要求,因为,片状石墨是良好的导热材料.2,在熔化过程中,由于加入大量的生铁,熔化温度应达到1500℃±10℃,这有利于生铁中的石墨重溶和消除杂质的有害影响. 当出炉温度要求低时,可加入废铸件来降低温度满足出炉要求.3, 灰铸铁出炉温度按1420℃±20℃控制;球铁(由于要球化处理和倒包)出炉温度应控制在1500±10℃. 4,球化剂的加入要严格按工艺要求操作,当铁水含S量<0.02%以下时,加入量按1.3~1.35%严格控制,铁水加入量严格按吊秤称量.5,球铁生产采用三次孕育,一次是作为球化剂的覆盖剂压在球化剂上,二次是铁水倒包时加在浇注包中, (二次倒包用孕育剂为Si-Ba-Ca孕育剂),三次是在浇注时随流孕育..6,球铁浇注时每包最后一箱取快速金相试样,若球化不良,应立即通知落砂时分件.7,铸件的附体试块应按工艺要求进行金相检验并做好记录.8,在铸件清理中,若发现铸件的敲击声音异常,应立即通知技术部和质控部处理.2006-10-29附:金属原材料的化学成分参考值。
铸铁件配料方法

铸铁件配料方法,及锰铁铬铁加入量配比HT250是珠光体灰铸铁。
化学成分:碳C :3.16~3.30硅Si:1.79~1.93锰Mn:0.89~1.04硫S :0.094~0.125磷P :0.120~0.170根据化学成分考虑原料的成分及烧损就可以知道配料了影响铸铁、铸钢件组织和性能的因素,有化学成分、孕育(变质)处理、冷却速度、炉料的“遗传性”、铁水过热温度等,在这几个因素中,化学成分含量的高低对铸件物理性能的影响相对更大些,而且是第一因素。
所以在生产过程中,根据铸件物理性能的要求,正确的配料或调料,严格控制材质的各化学成分含量尤为重要。
在生产实践中,作为冶炼技术人员和炉工来说,配料和调料应该是熟练掌握的一般性技术问题。
但是对予刚毕业的学生和大多数炉工来说,欲能系统、灵活的掌握,也确非易事。
要想控制铸件的化学成分与配料,必须事先了解以下几下问题:1、铸件的目标化学成分。
2、库存各种金属炉料的化学成分。
3、各种炉料在冶炼过程中化学成分的增减变化率。
4、配料方法。
一、目标化学成分现在大部分铸件,根据其牌号要求的不同,国标中已做出了相应的要求,从铸造手册中即可查到。
但是随着科技的进步,根据铸件的服役状况,市场需要更多物理性能各不相同的铸件,并对铸件的综合性能质量提出了更高的要求,科研单位也不断研究出新材质而取代旧材质,例如某水泥研究设计院研究的“中碳多元合金钢”,成功的代替了原需进口的球磨机衬板,代替了高锰钢,用该材质生产直径φ2.4甚至直径φ4.2的中大型球磨机衬板上,降低了生产成本,取得了良好的经济效益。
另外,如某厂生产出口国外石油钻井用的泥浆泵高铬双金属缸套及采石场600×900破碎机用的锤头,都是超高铬铸铁,这些材质的详细化学成分要求,在铸造手册中是查不到的。
在接受生产绪如上述产品时,如果自己没有完全掌握铸件化学成分要求,以及没有详细了解铸件的服役状况时,应让用户提供尽可能详细的化学成分要求范围及热处理工艺。
各种牌号灰铸铁化学成分及金相组织参考表

HT200
<30
30~50
>50
~
~
~
~
~
~
~
~
~
<
<
<
≤
≤
≤
80~90%片状石墨,10~20%过冷石墨,长度60~250μm,无定向分布,含量6~9%
珠光体>95%中片状,铁素体<5%,二元磷共晶<4%
HT250
<30
30~50
>50
~
~
~
~
~
~
~
~
~
<
<
<
≤
≤
≤
85~90%片状石墨,5~15%过冷石墨,长度60~250片状石墨,长度120~150μm,无定向分布,含量4~7%
珠光体>98%中细片0~50
>50
~
~
~
~
~
~
~
~
~
<
<
<
≤
≤
≤
85~95%片状石墨,5~20%过冷石墨,长度30~120μm,含量3~6%
各种牌号灰铸铁化学成分及金相组织参考表
牌号
主要壁厚
mm
化学成分
金相组织
C
Si
Mn
P
S
石墨
基体
HT100
—
~
~
~
<
<
初晶石墨,长度250~1000μm,无定向分布,含量12~15%
珠光体30~70%粗片状,铁素体30~70,二元磷共晶<%
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
灰铸铁250的化学成分
灰铸铁250是一种常用的工程材料,具有良好的机械性能和耐磨性。
其化学成分主要包括碳、硅、锰、磷和硫等元素。
碳是灰铸铁250的主要合金元素,其含量一般在2.7%~3.6%之间。
碳的存在使灰铸铁250具有较高的硬度和耐磨性,因此在一些需要耐磨性能的零件上得到广泛应用。
硅是灰铸铁250的另一个重要元素,其含量一般在0.6%~1.0%之间。
硅的加入可以提高灰铸铁250的润滑性和耐磨性,同时还可以改善其流动性和铸造性能。
除了碳和硅,灰铸铁250中还含有少量的锰、磷和硫等元素。
锰的含量一般在0.2%~0.4%之间,其存在可以提高灰铸铁250的强度和韧性。
磷的含量一般控制在0.1%以下,其主要作用是提高灰铸铁250的流动性和铸造性能。
硫的含量一般也控制在0.1%以下,其存在可以改善灰铸铁250的切削性能。
灰铸铁250还可能含有一些微量的合金元素,如铬、钼和镍等。
这些合金元素的加入可以进一步提高灰铸铁250的机械性能和耐磨性。
灰铸铁250的化学成分包括碳、硅、锰、磷和硫等元素。
这些元素的含量和比例的不同,可以使灰铸铁250具有不同的性能和用途。
因此,在使用灰铸铁250材料时,需要根据具体要求选择合适的化
学成分。