上公差和下公差的标注
上下公差的写法
上下公差的写法
上下公差的写法有多种方式,以下是一些常见的表示方法:
1. 使用上下标的形式表示,上标表示上公差,下标表示下公差。
例如,公差为±的线性尺寸可以表示为±。
2. 圆度公差,使用直径符号表示,后跟公差值。
例如,直径为Φ30的圆度公差为可以表示为Φ30H7。
3. 如果上、下偏差煤数值绝对值相同,则在基本尺寸后加注“±”号,只填写一个偏差数值,其数字大小与基本尺寸数字大小相同。
4. 同时标注公差带代号和偏差数值,偏差数值应该用圆括号括起来。
这种标注形式集中了前两种标注形式的优点,常用于产品转产较频繁的生产中。
以上信息仅供参考,如有需要,建议咨询专业技术人员。
常用公差标注及形位公差讲解

3.輪廓公差 輪廓公差是控制線、弧、不規則表面或其他形狀輪廓的有效方法。輪廓公差有同線輪廓公 差與曲面輪廓公差兩種。 輪廓公差,無論單向或雙向所指的公差區, 下時和測量時都是正對著基本輪廓的(所畫 視圖輪廓阯任何點)。指定的表面或線的輪廓都一定在此區內。 1.曲線輪廓度(Profile of a line) 符號: 沿一形體的曲線單元,允許作單向的或雙向的輪廓均勻變移的情形.
2.形狀公差
用以控制一個形體相對於圖面上表示的理想形狀能偏移多遠.
1.直度,真直度(Straightness) 符號:──
直度又稱真直度。表面上的線單元,或軸線成一直線的狀況。
直度公差用以管制一表面上之直線或一旋轉中心軸線之直度,當容許差為零時表示最佳之
直度。
工件或機器每軸均可能有二個方向的直度誤差,如下表所示,(a)為一平面方向的直度誤
且公差域在兩平面間為 0.08mm.
右方箭頭所指的平面需介於與基準面(A)垂 直且公差域在兩平面間為 0.08mm.
垂
直柱之軸線需與基準面垂直且公差域在
直
0.1mm╳0.2mm 的長方體內.
於
基
準
面
者
圓柱之軸線需與基準面(A)垂直地徑公差域 為ψ0.01mm.
18/54
圖例(一):一個面對基準平面的垂直度。 圖例(二):中心平面對基準平面的垂直度。 圖例(三):中心平面對基準平面的垂直度(形體在最多留料情況時)。 圖例(四):中心平面對基準平面的垂直度(垂直度可以用比例儀圖來檢驗)。
公差標註
曲面輪廓度公差
說
明
實際輪廓曲面需介於兩個曲面之間,此兩曲面 是以真確輪廓曲面上的各點為球心,以公差數 值 0.02mm 為直徑,所作許多小球的兩個包絡 面。
上下偏差标注方法

1.没有正负公差之说,公差永远是正数。
2.没有上下公差之说,是上下偏差。
3.公差等于上偏差减下偏差。
4.尺寸上下偏差不可以随便标,上偏差数值“大”、下偏差数值“小”。
例如,30(-0.025,-0.05),公差 = -0.025 - (-0.05)= 0.025 。
30±0.025 ,公差 = 0.025 - (-0.025)= 0.05 。
正负公差之间的区别就在于,正公差是允许当前对象尺寸可以超当前尺寸的范围,而负公差则相反,是允许当前尺寸小于当前尺寸的范围。
如模具中的套筒中的轴芯,只能是负公差而不能是正公差,要不然轴芯就套不进去了,相互之就进行了干涉。
公差的数值一般是根据当前模具材料的收缩率来决定的,而建筑中的公差范围会适当大一些。
公差与配合在图样上的标注

9)根据被测零件的中心高要求,判断其合格性,
ppt课件
31
此课件下载可自行编辑修改,此课件供参考! 部分内容来源于网络,如有侵权请与我联系删除!感谢你的观看!
1、确定方法
1)类比法 2)计算法 3)实验法
ppt课件
8
2、公差等级的选择
原则:满足使用要求的前提下,选择低等级公差级别。
1、一般采用类比法 2、特别重要的配合,采用计算法
Tf= TD+ Td (极值法计算)
Tf= TD2 Td2(概率法计算)
ppt课件
9
Tf= TD+ Td (极值法计算) 基本尺寸≤500mm,一般按Tf ≤2IT8,孔比轴低一个等级
例:D=60mm 一间隙配合 Xmax=80 μm ,Xmin=25 μm, 如何选择公差等级?
解: Tf =Xmax —Xmin=80—25 = 55 μm
ITD+ITd = 55 有否?
IT7+IT8=30+46=79
IT6+IT7=19+30=49
所以选择轴6级,孔p选pt课择件 7级
10
3、配合制的选择
1)首先选择基孔制 ①、因孔比轴难加工
②、加工孔的刀具有一定的规格系列。基孔制 后刀具可形成系列化、标准化
2)何时选择基轴制? ①、和冷拔圆钢配合 ②、和标准件配合。如轴承与轴颈和箱体孔的配合等。
③、一根轴和多个孔的配合
3)非基准制:
ppt课件
11
ppt课件
12
按基孔制
ppt课件
13
基轴制
ppt课件
可用游标测量测头1、2间的大致距离
3)按图11.2将百分表装入量杆,并使百分表预压0.2—0.5mm, 即指针偏转20—50小格,拧紧百分表的紧定螺母
机械零件标注与公差标准规定

机械零件标注与公差标准规定1.轴套类零件这类零件一般有轴、衬套等零件,在视图表达时,只要画出一个基本视图再加上适当的断面图和尺寸标注,就可以把它的主要形状特征以及局部结构表达出来了。
为了便于加工时看图,轴线一般按水平放置进行投影,最好选择轴线为侧垂线的位置。
在标注轴套类零件的尺寸时,常以它的轴线作为径向尺寸基准。
由此注出图中所示的Ф14 、Ф11(见A-A断面)等。
这样就把设计上的要求和加工时的工艺基准(轴类零件在车床上加工时,两端用顶针顶住轴的中心孔)统一起来了。
而长度方向的基准常选用重要的端面、接触面(轴肩)或加工面等。
如图中所示的表面粗糙度为Ra6.3的右轴肩,被选为长度方向的主要尺寸基准,由此注出13、28、1.5和26.5等尺寸;再以右轴端为长度方向的辅助基,从而标注出轴的总长96。
2.盘盖类零件这类零件的基本形状是扁平的盘状,一般有端盖、阀盖、齿轮等零件,它们的主要结构大体上有回转体,通常还带有各种形状的凸缘、均布的圆孔和肋等局部结构。
在视图选择时,一般选择过对称面或回转轴线的剖视图作主视图,同时还需增加适当的其它视图(如左视图、右视图或俯视图)把零件的外形和均布结构表达出来。
如图中所示就增加了一个左视图,以表达带圆角的方形凸缘和四个均布的通孔。
在标注盘盖类零件的尺寸时,通常选用通过轴孔的轴线作为径向尺寸基准,长度方向的主要尺寸基准常选用重要的端面。
3.叉架类零件这类零件一般有拨叉、连杆、支座等零件。
由于它们的加工位置多变,在选择主视图时,主要考虑工作位置和形状特征。
对其它视图的选择,常常需要两个或两个以上的基本视图,并且还要用适当的局部视图、断面图等表达方法来表达零件的局部结构。
踏脚座零件图中所示视图选择表达方案精练、清晰对于表达轴承和肋的宽度来说,右视图是没有必要的,而对于T字形肋,采用剖面比较合适。
在标注叉架类零件的尺寸时,通常选用安装基面或零件的对称面作为尺寸基准。
尺寸标注方法参见图。
机械加工公差表及公差的标注
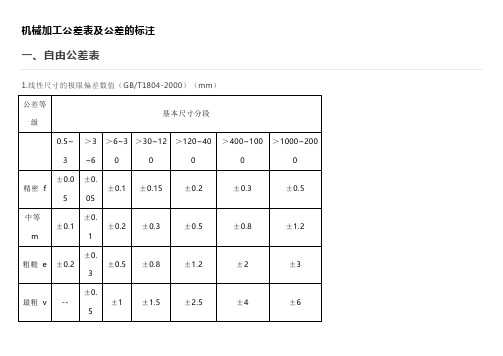
机械加工公差表及公差的标注一、自由公差表4.未注形位公差按GB/T1184-K4.1直线度和平面度未注公差值(GB/T1184-1996)(mm)2)轮廓算术平均偏差Ra的数值(GB/T1031-1995)(μm)第1系列0.012, 0.025, 0.050, 0.10, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100第2系列0.008, 0.010, 0.016, 0.020, 0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80注:尽量选择第1系列3)轮廓最大高度Rz的数值(GB/T1031-1995)(μm)第1系列0.025, 0.050, 0.100, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100,200,400,800,1600,第2系列0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80,125,160,250,320,500,630二、形位公差标注:三、公差标注详解:1.轴套类零件这类零件一般有轴、衬套等零件,在视图表达时,只要画出一个基本视图再加上适当的断面图和尺寸标注,就可以把它的主要形状特征以及局部结构表达出来了。
为了便于加工时看图,轴线一般按水平放置进行投影,最好选择轴线为侧垂线的位置。
在标注轴套类零件的尺寸时,常以它的轴线作为径向尺寸基准。
形位公差的标注
形位公差的标注在制造过程中,形位公差非常重要。
正确地标注形位公差可以确保各部件按预期方式进行组装。
在本文中,我们将详细介绍如何正确地标注形位公差。
第一步是标注位置公差(Positional Tolerance)。
Positional Tolerance是形位公差中最常用的一种类型。
它描述了一个孔或凸台与其他重要的元素(例如边缘,中心线或其他特征)的关系。
为了标注Positional Tolerance,需要遵循以下步骤:1. 在零件上选择位置的参考特征。
这个特征可以是一个边缘,一个中心线或者一个特定的凸台。
一旦选定,它将成为标注的起点。
2. 画出一个加工特征的位置公差框。
这需要一个符号,显示在位置公差要求的部位。
3. 在位置公差框的右侧,用文件夹符号标注一个公差值。
这个值告诉加工者可以在参考特征上向左或向右调整加工特征多少。
4. 最后,在位置公差框的下面,用双箭头符号标注一个公差值。
这说明加工特征可以在参考特征上向上或向下调整多少。
第二步是标注配合公差(Fit Tolerance)。
Fit Tolerance描述了两个部件之间的关系。
它们通常定义了一个零件的尺寸和另一个零件的配合间隙。
为了标注Fit Tolerance,需要遵循以下步骤:1. 定义要添加公差的零件的特征。
这可以是一个孔或凸台。
2. 决定配合公差所涉及的零件。
这通常是与要标注的零件配合的零件。
3. 在两个零件之间的联系处标注公差,这可以是配合公差框或加工图的特定位置。
4. 使用符号表示公差数值。
这个值告诉加工者可以调整配合间隙多少。
第三步是标注同轴公差(Concentricity Tolerance)。
同轴公差通常被用来描述轴向零件的关系。
它确保一个零件的中心点与另一个零件的中心点在同一轴线上。
为了标注同轴公差,需要遵循以下步骤:1. 为同轴公差输入要标注的零件和相关特征。
2. 确定一个参考轴。
这是一个与零件相关的中心轴线。
3. 定义一个公差框,并使用文件夹符号输入公差值。
常用公差标注及形位公差讲解
10/54
4.圓柱度(Cylindricity) 符號 :
圓柱度又稱圓筒度,即表示實際圓柱表面與理想圓柱之表面之差異,圓柱表面至其中心
軸距離均等者為理想圓柱。
圓柱度公差乃用以管制一個圓柱表面之真圓度、真直度與平行度等項目之綜合誤差。
公差標註
圓柱公差 說明
Geometric characteristic 幾何特性符號 Tolerance condition 公差狀態
Datum reference 參考基準
ψ. 010
DC
A
此形体將要定位 在一直徑為 0.010 英吋 公差帶內 此形體的最多留料情況 與第一個基準 D 有關 第二個基準 C 以它的最多留料情況 第三個基準 A 與他的尺寸無關(不考慮形體尺寸)
13/54
圖例(二):共面表面輪廓公差(共面度)。當面的輪廓公差用以控制共面表面,公差一般稱 作為共面度。
圖例(三):錐形體的輸廓公差。 a.使用輪廓公差沒有參考基準來控制圓錐面是類似於使用圓柱度公差來控制圓柱面。
b.使用輪廓公差相對於基準軸線對圓錐面的控制是類似於使用總偏轉。
14/54
4.方向公差 方向公差是一形體與另一形體的方向關係.方向公差提供了必要的方向控制,而不一定要緊 縮尺寸和位置的坐標公差.平行度、垂直度和傾斜度都是方向公差。
且公差域在兩平面間為 0.08mm.
右方箭頭所指的平面需介於與基準面(A)垂 直且公差域在兩平面間為 0.08mm.
垂
直柱之軸線需與基準面垂直且公差域在
直
0.1mm╳0.2mm 的長方體內.
於
基
準
面
者
圓柱之軸線需與基準面(A)垂直地徑公差域 為ψ0.01mm.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
上公差和下公差的标注
1. 介绍
在产品设计和生产过程中,公差是一个非常重要的概念。
上公差和下公差的标注是确定产品尺寸范围的一种方式。
本文将对上公差和下公差的概念、标注方法以及其在产品制造中的作用进行详细的探讨。
2. 上公差的概念和标注方法
2.1 上公差的概念
上公差是指产品尺寸的最大允许偏差,即产品尺寸允许在设计尺寸的基础上向上偏离的最大值。
上公差通常用加号(+)表示,后跟一个数值,表示偏差范围。
2.2 上公差的标注方法
上公差的标注方法是在产品图纸上使用符号和数值进行标注。
常用的标注方法有:1.在尺寸上方加上一个加号(+)和数值,表示上公差的大小。
例如:
ø10+0.05表示直径为10的孔的上公差为0.05。
2.在尺寸后面用”max”表示上公差。
例如:10mm max表示尺寸为10mm的上
公差。
3.在尺寸后面用”↑“表示上公差。
例如:10mm↑表示尺寸为10mm的上公差。
3. 下公差的概念和标注方法
3.1 下公差的概念
下公差是指产品尺寸的最小允许偏差,即产品尺寸允许在设计尺寸的基础上向下偏离的最大值。
下公差通常用减号(-)表示,后跟一个数值,表示偏差范围。
3.2 下公差的标注方法
下公差的标注方法和上公差类似,常用的标注方法有:
1.在尺寸上方加上一个减号(-)和数值,表示下公差的大小。
例如:ø10-
0.05表示直径为10的孔的下公差为0.05。
2.在尺寸后面用”min”表示下公差。
例如:10mm min表示尺寸为10mm的下
公差。
3.在尺寸后面用”↓“表示下公差。
例如:10mm↓表示尺寸为10mm的下公差。
4. 上公差和下公差在产品制造中的作用
上公差和下公差的标注在产品制造中起着至关重要的作用,具体包括以下几个方面:
4.1 控制产品尺寸范围
通过设定上公差和下公差的大小,可以控制产品尺寸的范围。
上公差和下公差的合理设置可以保证产品尺寸在一定的范围内,并避免尺寸过大或过小对产品功能和性能的影响。
4.2 保证产品的互换性
产品的互换性是指不同生产批次和不同制造厂家生产的产品能够互相替代和使用。
通过严格控制上公差和下公差的范围,可以保证产品在不同生产批次和生产厂家之间具有一定的互换性。
4.3 确保产品的装配性
产品的装配性是指产品在装配过程中的连接、配合和安装是否良好。
通过设置合理的上公差和下公差,可以确保产品在装配过程中的相互配合和连接符合设计要求,从而提高产品装配的质量和效率。
4.4 提高产品的质量稳定性
通过标注上公差和下公差,可以有效控制产品尺寸的偏差范围,并减小产品尺寸的不确定性。
这样可以提高产品的质量稳定性,减少不良品率,提高产品的一致性和可靠性。
结论
上公差和下公差的标注在产品设计和生产中起着重要的作用。
通过合理设置上公差和下公差的大小,可以控制产品尺寸范围,保证产品的互换性和装配性,并提高产品的质量稳定性。
因此,在产品设计和制造过程中,对上公差和下公差的标注需要特别注意,以确保产品达到设计要求并满足用户的需求。