伴生气轻烃回收液化气工艺设计
油田伴生气的回收工艺方案
油田伴生气的回收工艺方案概述从油田伴生气中回收轻烃的工艺通常都是将伴生气经净化、压缩、冷凝、分馏等工艺过程来实现的;从制冷深度上划分,气体处理可以分为浅冷和深冷工艺,从制冷设备上划分,又有节流制冷、外加冷源制冷、膨胀机制冷和气波制冷等工艺。
天然气处理工艺的选择,应视原料气规模、组成、产品构成和价格、进出装置的温压条件等来确定。
轻烃回收操作条件的确定(1)主要工艺方案的确定天然气的冷凝分离需要冷量,工业上获得冷量的方法有许多,但从原理上讲基本可以分为冷剂制冷和气体膨胀制冷两大类。
膨胀制冷需要消耗原料气的压力能;辅助冷剂制冷是利用冷剂气化吸热制冷,要消耗冷剂压缩能量。
膨胀制冷可采用J-T阀,也可采用膨胀机,两种方法的主要区别是,节流膨胀是等焓过程,能量都消耗在节流阀(J-T阀)上,不能回收功;膨胀机膨胀是等熵过程,可以通过匹配同轴增压机回收一部分功,相同条件下的制冷效率高,但投资比节流膨胀要高,操作维护也比节流膨胀复杂。
无论什么方案,都希望在天然气中回收尽可能多的产品,这就需要在制冷工艺部分具有足够大的冷凝压力和足够低的冷凝温度,以便产生尽可能多的凝液。
但这并不说明,压力越高、温度越低、产生的凝液越多就越好,它必要在经济合理的前提条件下,因此,为升高压力或降低温度所付出的能耗要与所得的凝液量成比例,并且凝液的增加要与产品产量的增加相一致,因为通常在一定的冷凝温度和冷凝压力范围内,凝液的产量与产品的产量是一致的,但当凝液中乙烷量增多而丙丁烷冷凝量增加很少时,将会使得分馏部分的脱乙烷塔负荷增加,而塔顶气相中与乙烷平衡带走的丙、丁烷数量也会上升,这时的产品产量不会随凝液量增加而增加。
因此,气体处理装置都有最佳的冷凝压力和冷凝温度。
应从获得的伴生气组分数据进行分析,采用PROII软件分别对膨胀制冷工艺和外加辅助冷源膨胀制冷工艺进行了计算。
对于较富的伴生气而言,单纯采用膨胀制冷工艺,采取提高天然气压力,利用膨胀机膨胀制冷、分离。
小气量低压气轻烃回收工艺方案

低压伴生气轻烃回收工艺方案在油田开发过程中, 油田伴生气和油罐挥发气都是关键资源, 因气量小, 地点分散, 气体集输困难, 没有得到合理利用。
小流量、低压伴生气中回收轻烃,对于降低油气损耗, 取得较高经济效益和良好社会效益, 都含相关键现实意义。
从轻烃回收工艺来看, 关键有油吸收法、低温分离法、压缩法、吸附法、复合回收法等。
在气量较大, 含烃量高时低温分离法与其它轻烃回收方法相比, 含有投资少、操作费用低、效率高等优点。
现在广泛采取回收方法是低温分离法或低温分离法与其它方法组合——复合回收法。
天然气(含伴生气) 经过以上某一个或多个方法, 把其中丙烷以上重组分从气体中分离出来而得到混合液烃。
对于少许低压气回收, 我企业依据多年实践, 采取我企业专利技术, 提出了合理工艺回收方案。
1 基础数据气体处理量:原料气压力:气体温度:原料气组成:工艺要求技术指标: 从原油伴生气回收混合轻烃。
产品收率≥90%2 轻烃回收方案因为原料气气压低, 无压力能可利用, 所以, 对原料气实施增压。
对于小流量、低压气轻烃回收工艺技术路线可概括为:原料气增压→脱水→节流, 膨胀, 冷凝→产品(混烃, 干气)。
实践证实混烃液化率伴随压力升高、温度降低而增加。
一样若压力太低, 要想使丙烷达成较高液化率, 需要很低冷凝温度(- 50℃以下) ,将使步骤复杂化, 增加投资。
对于小流量、低压气轻烃回收路径, 通常单纯采取节流膨胀制冷法, 液烃回收率很低, 达不到工艺要求。
我企业消化吸收中国外优异技术和设备, 推出涡流管节流膨胀制冷工艺, 使得工艺简化, 投资节省, 混烃回收率高。
产品收率≥90%。
3 轻烃回收工艺标准步骤经过工艺方案和操作参数优选后, 确定轻烃回收工艺标准步骤图: 原料气经二级压缩(25-30MPa)→脱水→涡流管膨胀制冷→节流膨胀制冷(0℃)→混烃分离,该工艺步骤含有以下特点:(1) 采取涡流管膨胀制冷+ 节流膨胀复合制冷方案, 提升了轻烃回收率。
某油田伴生气轻烃回收工艺流程优化的探讨
某油田伴生气轻烃回收工艺流程优化的探讨发布时间:2021-07-27T14:58:21.290Z 来源:《基层建设》2021年第13期作者:刘大才[导读] 摘要:在油田原油从地下油藏开采出来后,溶解在原油中的轻烃不断逸出,逐渐产生大量的伴生气。
四川亚汉能源科技有限公司四川成都 610011摘要:在油田原油从地下油藏开采出来后,溶解在原油中的轻烃不断逸出,逐渐产生大量的伴生气。
本文针对某油田伴生气轻烃回收工艺流程,分析其存在不合理的流程,研究其存在的危险性因素并提出优化思路。
关键字:伴生气;轻烃回收;工艺流程;危险性;油田践行持续保护和改善环境、防治污染、推进生态文明建设,不断改进当地环境,努力实现绿色、可持续发展之路,将之前直接排放燃烧的伴生气回收利用,提高综合开发效益,实现生态与生产并进,环保与经济双赢,推动油田高质量发展。
轻烃回收是将天然气中的C1-C4组份分离并进行回收的工艺过程。
轻烃回收工艺方法主要分为吸附法、油吸收法和冷凝分离法[1]。
本文涉及的回收工艺采用的是增压、脱水、外部制冷的冷凝分离法。
陕甘宁盆地某油田边缘零散油井的伴生气气量比较大,但地势起伏比较大、地形条件比较复杂。
其伴生气综合利用早期由民营资本进入投资建设,为压缩投资成本,简化工艺设备等。
本文主要研究该地区伴生气轻烃回收系统工艺流程存在的安全隐患及不合理的工艺,并对其提出优化的思路。
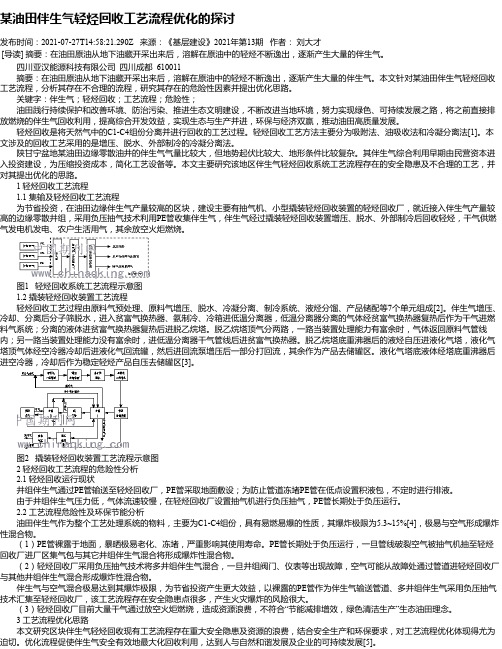
1 轻烃回收工艺流程1.1 集输及轻烃回收工艺流程为节省投资,在油田边缘伴生气产量较高的区块,建设主要有抽气机、小型撬装轻烃回收装置的轻烃回收厂,就近接入伴生气产量较高的边缘零散井组,采用负压抽气技术利用PE管收集伴生气,伴生气经过撬装轻烃回收装置增压、脱水、外部制冷后回收轻烃,干气供燃气发电机发电、农户生活用气,其余放空火炬燃烧。
图1 轻烃回收系统工艺流程示意图1.2 撬装轻烃回收装置工艺流程轻烃回收工艺过程由原料气预处理、原料气增压、脱水、冷凝分离、制冷系统、液烃分馏、产品储配等7个单元组成[2]。
油田伴生气轻烃的回收工艺技术
一、引言随着可持续发展成为全球性意识,循环经济使人类实现可持续发展的梦想成为可能。
循环经济倡导的是一种与环境和谐的经济发展理念和模式,以实现资源使用的减量化、产品的反复使用和废物的资源化为目标。
由于减量化旨在减少进入生产和消费过程的物质量,从源头节约资源使用和减少污染物的排放,提高了资源生产率和能源利用效率。
二、油田伴生气概念油田伴生气俗称瓦斯气,是一种伴随石油从油井中出来的气体,主要成分是甲烷、乙烷,也含有相当数量的丙烷、丁烷、戊烷等。
用作燃料和化工原料。
也叫油田气、油气。
面对环境保护政策的日趋严格,以及能源日益紧张的情况,油田伴生气的回收利用越来越受到人们重视。
三、轻烃的基本概念轻烃也称为天然气凝液,由C2以上的烃类组份组成的混合物,主要包括C2~C6的烃类组分,常用的产品有液化石油气(LPG)、稳定轻烃(轻油)、轻石脑油等。
四、轻烃回收的基本概念轻烃回收就是指将天然气中的凝液通过一定的技术进行收集并得到相应的产品的过程称。
该过程所生产的产品包括液化石油气和稳定轻油及其它馏分。
是优质的燃料和宝贵的化工资源。
近年来油气田轻烃回收作为各油田绿色发展的重要支撑,越来越受到重视,在回收技术水平上都取得了长足的进步。
五、伴生气的回收工艺与技术伴生气中轻烃回收的工艺过程实质上是多组分气液两相平衡体系。
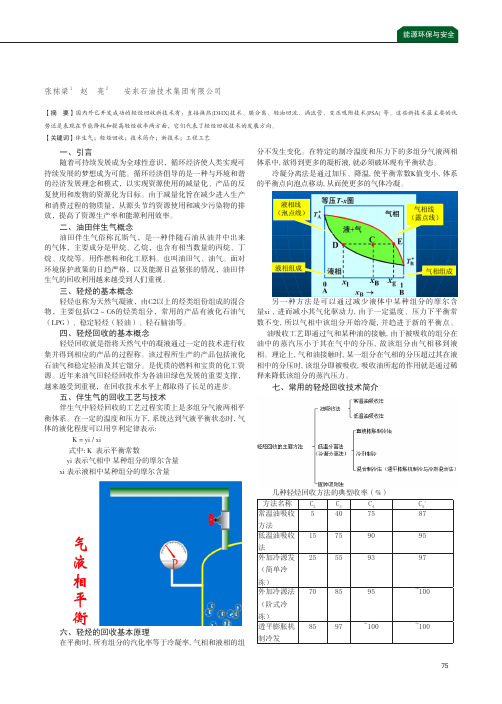
在一定的温度和压力下, 系统达到气液平衡状态时, 气体的液化程度可以用亨利定律表示:K = yi / xi式中: K 表示平衡常数yi 表示气相中 某种组分的摩尔含量xi 表示液相中某种组分的摩尔含量六、轻烃的回收基本原理在平衡时, 所有组分的汽化率等于冷凝率, 气相和液相的组分不发生变化。
在特定的制冷温度和压力下的多组分气液两相体系中, 欲得到更多的凝析液, 就必须破坏现有平衡状态。
冷凝分离法是通过加压、降温, 使平衡常数K值变小, 体系的平衡点向泡点移动, 从而使更多的气体冷凝。
另一种方法是可以通过减少液体中某种组分的摩尔含量xi , 进而减小其气化驱动力, 由于一定温度、压力下平衡常数不变, 所以气相中该组分开始冷凝, 并趋进于新的平衡点。
伴生气轻烃回收的工艺分析
伴生气轻烃回收的工艺分析【摘要】油田伴生气中轻烃回收能使得天然气资源的利用率更高,能获得更好的经济效果。
本文主要针对伴生气轻烃回收的工艺特点进行分析,讨论相关优化措施以及设备选型和设计的原则。
【关键词】伴生气轻烃设备工艺油田开发中有着很丰富的伴生气,通过轻烃回收装置的使用能很好的利用这部分天然气资源而获得一定的经济效益。
现今国产化装置中存在工艺方案不合理、能耗高以及产品收率低等不足,本文主要是从工艺流程出发,针对伴生气轻烃回收工艺,讨论设备选型和设计以及控制系统等,提出工艺设计的相关思路和原则。
1 回收工艺特点分析目前对轻烃的回收普遍采用冷凝分离法,制冷工艺主要有冷凝制冷法、膨胀制冷法以及混合制冷法,在工艺上都是通过气体冷凝获得液烃,液烃经蒸馏分离后得到合格产品。
其流程组织是由七个单元组成:原料气预处理、增压、脱水、冷凝分离、制冷系统、液烃分流以及产品储配。
一般的伴生气压力低其气质富,由于冷凝分离的工艺要求,需要增加压缩机来对伴生气进行增压,增压值的大小与干起外输压力、分馏塔塔压、制冷温度、产品收率等因素相关。
2 工艺流程优化工艺流程的优化主要包含了制冷工艺的选择、工艺流程的设计以及工艺参数的优化。
2.1 制冷工艺的选择制冷工艺的选择主要是在分析原料气的压力、组成以及液烃回收率等基础上进行的,如果伴生气的处理量较小、组成较富,可通过浅冷回收工艺来对C3+烃类进行回收,制冷工艺一般为冷寂制冷或者为冷寂制冷与节流膨胀制冷相结合。
如果伴生气的处理量较大且组成贫,对乙烷的回收就采用深冷回收工艺,制冷工艺多为混合冷剂制冷、复叠式制冷、膨胀机制冷或是冷剂制冷与膨胀机制冷结合的方式。
国内冷剂制冷工艺主要采用丙烷压缩循环制冷,制冷系数较大,所采用的装置所需要的冷量是由外部制冷系统提供,运行过程中可通过调节制冷量来适应原料气的变化。
膨胀机制冷的三种方式为透平膨胀机、热分离机和气波机制冷。
透平膨胀机因为其质量保证,操作维修方便等优点而被优先选用,而对于无供电条件的地区则有限采用热分离机或气波机制冷。
油田伴生气的回收工艺方案
油田伴生气的回收工艺方案概述从油田伴生气中回收轻烃的工艺通常都是将伴生气经净化、压缩、冷凝、分馏等工艺过程来实现的;从制冷深度上划分,气体处理可以分为浅冷和深冷工艺,从制冷设备上划分,又有节流制冷、外加冷源制冷、膨胀机制冷和气波制冷等工艺。
天然气处理工艺的选择,应视原料气规模、组成、产品构成和价格、进出装置的温压条件等来确定。
轻烃回收操作条件的确定(1)主要工艺方案的确定天然气的冷凝分离需要冷量,工业上获得冷量的方法有许多,但从原理上讲基本可以分为冷剂制冷和气体膨胀制冷两大类。
膨胀制冷需要消耗原料气的压力能;辅助冷剂制冷是利用冷剂气化吸热制冷,要消耗冷剂压缩能量。
膨胀制冷可采用J-T阀,也可采用膨胀机,两种方法的主要区别是,节流膨胀是等焓过程,能量都消耗在节流阀(J-T阀)上,不能回收功;膨胀机膨胀是等熵过程,可以通过匹配同轴增压机回收一部分功,相同条件下的制冷效率高,但投资比节流膨胀要高,操作维护也比节流膨胀复杂。
无论什么方案,都希望在天然气中回收尽可能多的产品,这就需要在制冷工艺部分具有足够大的冷凝压力和足够低的冷凝温度,以便产生尽可能多的凝液。
但这并不说明,压力越高、温度越低、产生的凝液越多就越好,它必要在经济合理的前提条件下,因此,为升高压力或降低温度所付出的能耗要与所得的凝液量成比例,并且凝液的增加要与产品产量的增加相一致,因为通常在一定的冷凝温度和冷凝压力范围内,凝液的产量与产品的产量是一致的,但当凝液中乙烷量增多而丙丁烷冷凝量增加很少时,将会使得分馏部分的脱乙烷塔负荷增加,而塔顶气相中与乙烷平衡带走的丙、丁烷数量也会上升,这时的产品产量不会随凝液量增加而增加。
因此,气体处理装置都有最佳的冷凝压力和冷凝温度。
应从获得的伴生气组分数据进行分析,采用PROII软件分别对膨胀制冷工艺和外加辅助冷源膨胀制冷工艺进行了计算。
对于较富的伴生气而言,单纯采用膨胀制冷工艺,采取提高天然气压力,利用膨胀机膨胀制冷、分离。
海上自升式平台伴生气液化回收方案

是
4. 養作简单,占地面积较小
5. 再生气气量较大,压力较低
5. 无严重腐蚀问题
6. 不能脱出伴生气中的重桂
采用活性炭吸附法、降温冷凝分离法、填料塔洗涤 法。
活性炭吸附法一般针对重怪含量低的原料 气,重桂含量高的原料气使得吸附负载太大,导致 需要体积过大的吸附塔,且吸附再生周期短,因而 不适合用此法。
氮气膨胀液化流程。 根据表4分析,依据同规模在陆地上使用的
装置,选择C3/MRC混合冷剂液化流程。 2.5配电系统配置
经计算,液化工况,新增电力负荷613.2 kW, 在应急工况,应急新增负荷192.25 kW,原平台的 主发电机组合应急发电机组的预留功率无发满足 新增电力负荷需求。综合考虑平台改造成本,电 网稳定性,新增双燃料主发电机1台,为液化工况 工艺设备提供电力,新增应急发电机1台,为液化 工况应急设备供电。 2.5.1主发电机组
1 工程方案
实际情况,对渤海某自升式平台的钻杆堆场 进行清理和改造,将试采期间的伴生气由取气点 取出,经过净化工艺及液化工艺流程后,将产生的 LNG及NGL放入储罐中存储,方案的工艺流程见 图lo同时新增1台双燃料主发电机为液化工况 工艺设备提供电力,布置应急发电机单独为新增 水雾喷淋泵等消防设备提供应急供电。
降温冷凝分离法原理是将原料气降温至 -60尤左右,重炷成为液态从伴生气中分离出 来。该方法比较适合原料气中重姪含量低的情 况,另外,降温分离法不能将重姪脱得很干净 ,对 于重桂含量高的原料气,重姪会在深冷换热器内 积累而导致冻堵。
填料塔洗涤法脱重姪原理是将原料气降温至 -20 V以下,所分离出来的液体被用作洗涤液, 返回填料塔的顶部向下流动,原料气从塔底部进 入向上流动,通过逆流接触,原料气中的重桂在填 料塔内被脱出,从塔底排出。洗涤法能高效、彻底 地脱除重姪,且得到的重姪产品重组分含量高。
浅谈轻烃回收工艺优化
2012年3月(上)科技创新科技创新与应用浅谈轻烃回收工艺优化崔向阳(辽河油田石化轻烃厂,辽宁盘锦124010)天然气的组成因所处油、气田不同,或者油、气田层系不同,差异很大。
油田气、部分气田的气井气含有较多的乙烷、丙烷、丁烷、戊烷及戊烷以上的烃类,这些天然气称为“富气”(或“湿气”)。
富气中的这些烃类可以以液体产品的形式从天然气中加以回收。
所谓轻烃回收,主要是指将天然气中C2以上的烃类分离出来,制成各种液态烃产品,统称天然气液化。
轻烃是很有价值的工业原料,轻烃也是重要的液体燃料,我们常用的液化石油气就是C3和C4的混合物。
C5+,即轻油(或称为天然汽油),根据其组成的不同可送入炼油厂炼制,或直接作为汽油的调和组分,或作为生产溶剂油的原料。
1原料气预处理轻烃回收装置的原料气通常需先脱硫、脱水,必要时还需脱除二氧化碳。
1.1脱硫为了保证回收的轻烃产品含硫量达到有关的产品标准,同时也为防止装置的腐蚀,原料气需先进行脱硫,脱除其中的硫化氢、二氧化硫和有机硫。
1.2脱水通常,轻烃回收装置的操作温度较低,因此需脱除原料气中的水分,防止在装置中的某些部位发生水的结冰堵塞现象。
符合管输标准的天然气的水露点,不能满足轻烃回收装置对原料气水露点的要求,因此需进一步进行深度脱水。
轻烃回收装置采用的脱水方法主要是分子筛法。
在一些天然气的浅冷装置中,由于浅冷的温度较低,脱水也有采用三甘醇法或喷注防冻剂法的。
1.3脱二氧化碳天然气中含有较多的二氧化碳,系统温度低于-56℃时就可能出现固体二氧化碳,固体二氧化碳的积聚将造成设备、管线和阀门的冰堵。
是否会出现二氧化碳冰堵,与原料气中二氧化碳含量、装置的操作压力和温度有关。
2轻烃回收方法轻烃回收,不但可回收很有价值的轻烃,同时也可以控制管输天然气的烃露点,防止液态烃在输气管线中凝析出来,影响正常输气。
轻烃回收基本属于物理过程,包括吸附、吸收、冷凝等多种方法。
分离方法的选择根据天然气的组成、压力、所需液烃组分吸收率,以及很多技术因素来决定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
伴生气轻烃回收液化气工艺设计
引言
伴生气轻烃回收液化气工艺设计是一种对伴生气中的轻烃进行回收利用的技术。
伴生气是指在石油、化工等生产过程中产生的含有各种轻烃物质的气体。
传统上,伴生气中的轻烃往往被视为废气,大量的轻烃被直接排放到大气中,不仅造成了能源的浪费,还对环境造成了污染。
通过伴生气轻烃回收液化气工艺设计,可以将这些轻烃回收利用,并转化为液化气,实现能源的有效利用和环境的净化。
工艺步骤
伴生气轻烃回收液化气工艺设计包括以下几个步骤:
1. 原料准备
在进行伴生气轻烃回收液化气工艺设计之前,需要先准备好所需的原料。
原料
主要包括伴生气和液化气。
伴生气是从生产过程中获取的含有轻烃物质的气体,而液化气则可以通过石油气或天然气等途径获得。
2. 气体分离
在伴生气中,常见的轻烃有丙烷、丁烷等。
在进行气体分离时,可以利用不同
轻烃的沸点差异实现。
一种常见的气体分离方法是通过冷却和压缩来将伴生气中的轻烃物质分离出来。
这一步骤可以使用分离塔等设备来完成。
3. 液化处理
在分离出轻烃物质后,需要将其进行液化处理。
液化处理是将轻烃物质转化为
液体状态的过程。
这可以通过降低温度或增加压力来实现。
常见的液化处理方法包括冷凝和压缩。
4. 气体再生
在液化处理后,得到的液化气可以作为能源使用。
但是,为了实现循环利用,
还需要对剩余的气体进行再生。
再生是指将剩余的气体经过各种化学反应或物理处理后,使其重新变为伴生气中的轻烃物质。
这一步骤可以采用吸附、脱附等方法。
5. 产品分离
在再生后,可以得到纯度较高的轻烃物质。
这些物质可以经过进一步处理和分离,得到所需的液化气产品。
这一步骤可以使用分离设备来实现。
设计要点
在进行伴生气轻烃回收液化气工艺设计时,需要考虑以下几个要点:
1. 能源消耗
在工艺设计中,需要考虑能源的消耗情况。
为了减少能源的浪费,可以通过优
化设备结构、改进工艺流程等方式来实现。
2. 环境影响
伴生气轻烃回收液化气工艺设计涉及到大量的气体处理和转化过程。
为了减少
对环境的影响,需要注意废气的排放和废水的处理等问题。
3. 设备选型
在进行工艺设计时,需要选择合适的设备用于气体的分离、液化和再生等过程。
适当的设备选型可以提高工艺的效率和产品的质量。
4. 安全性考虑
伴生气轻烃回收液化气工艺设计中,需要考虑设备的安全性。
在选择设备和设
计工艺时,需要确保其符合相关的安全标准和规定。
结论
伴生气轻烃回收液化气工艺设计是一种有效利用能源和净化环境的技术。
通过
对伴生气中的轻烃进行回收利用,可以将其转化为液化气,实现能源的有效利用和环境的净化。
在进行工艺设计时,需要考虑能源消耗、环境影响、设备选型和安全性等要点。
通过合理的设计和优化工艺,可以提高工艺效率和产品质量。
伴生气轻烃回收液化气工艺设计具有广阔的应用前景,对于推动环境保护和可持续发展具有重要意义。