筒形件拉深工艺计算
圆筒形件拉深尺寸计算和成形过程模拟

圆筒形件拉深尺寸计算和成形过程模拟摘要:在冲压生产中,拉深是广泛使用的工序。
通过拉深可获得筒形、阶梯形、锥形、球形等零件。
平板毛坯拉深成筒状开口零件时口部出现飞边卷口现象,对此进行切边设计。
关键词:筒形件;模具结构;拉深间隙Dynaform作为近年来板料成形数值模拟技术中常用的软件,可以预测成形过程中板料的破裂、起皱、回弹等,从而帮助设计人员显著减少模具开发设计时间及试模周期。
在利用该软件进行模拟分析时,应该采用理论计算和软件模拟共用,以找出合适的成形工艺。
带凸缘的圆筒形件是日常生活中常用的零件,如不锈钢的面盆、压力锅的锅盖等物品,均属于带凸缘的圆筒形件。
本文利用所给的拉深件,首先计算了拉深过程中的部分尺寸,而后在理论计算的基础上,结合Dynaform软件对零件的拉伸过程进行模拟,找出了较为合适的压边力,从而为后续拉深模具设计提供依据。
1、带凸缘圆筒形件拉深尺寸计算图1是带凸缘圆筒形件的零件图,其壁厚为2mm,材料为304不锈钢,精度为IT14级。
本文计算的拉深尺寸包括拉深毛坯的尺寸、拉深次数的计算、压边装置的使用与否以及压边力的计算。
1.1带凸缘圆筒形件毛坯尺寸的计算由图1,零件的厚度t=2mm,因此在计算毛坯尺寸时应采用中线尺寸计算。
该零件的相对直径dt/d=380/320=1.18,其中dt为凸缘直径,d为圆筒件底部直径,取修边余量δ=6mm。
由拉深毛坯尺寸的计算公式可知:根据图1,d4=380+2δ=392mm,r=6mm,d2=d+2r=332mm,H=98mm由此计算出防尘盖毛坯尺寸:1.2是否需要压边装置和拉深次数的计算本零件采用普通平面凹模拉深,毛坯不起皱条件为:t/D≥(0.09~0.17)(1-m)由图1和D可计算出:t/D=2/527=0.38%,总拉深系数m=d2/D=332/527=0.63。
因此(0.09~0.17)(1-m)=0.0333~0.0629,则t/D<(0.09~0.17)(1-m),因此该零件拉深时需使用压边圈。
圆筒形拉深件工序件尺寸计算
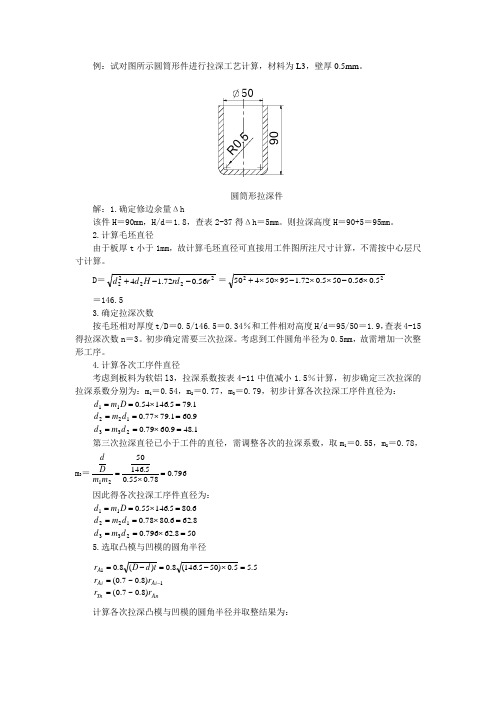
例:试对图所示圆筒形件进行拉深工艺计算,材料为L3,壁厚0.5mm 。
圆筒形拉深件解:1.确定修边余量Δh该件H =90mm ,H/d =1.8,查表2-37得Δh =5mm 。
则拉深高度H =90+5=95mm 。
2.计算毛坯直径由于板厚t 小于1mm ,故计算毛坯直径可直接用工件图所注尺寸计算,不需按中心层尺寸计算。
D =2222256.072.14r rd H d d --+=225.056.0505.072.19550450⨯-⨯⨯-⨯⨯+=146.53.确定拉深次数按毛坯相对厚度t/D =0.5/146.5=0.34%和工件相对高度H/d =95/50=1.9,查表4-15得拉深次数n =3。
初步确定需要三次拉深。
考虑到工件圆角半径为0.5mm ,故需增加一次整形工序。
4.计算各次工序件直径考虑到板料为软铝l3,拉深系数按表4-11中值减小1.5%计算,初步确定三次拉深的拉深系数分别为:m 1=0.54,m 2=0.77,m 3=0.79,初步计算各次拉深工序件直径为:1.489.6079.09.601.7977.01.795.14654.023312211=⨯===⨯===⨯==d m d d m d D m d第三次拉深直径已小于工件的直径,需调整各次的拉深系数,取m 1=0.55,m 2=0.78,m 3=796.078.055.05.1465021=⨯=m m D d因此得各次拉深工序件直径为:508.62796.08.626.8078.06.805.14655.023312211=⨯===⨯===⨯==d m d d m d D m d5.选取凸模与凹模的圆角半径An Tn Ai Ai A r r r r t d D r )8.0~7.0()8.0~7.0(5.55.0)505.146(8.0)(8.011===⨯-=-=-计算各次拉深凸模与凹模的圆角半径并取整结果为:mm r mmr mmr mmr mmr mmr T T T A A A 345456321321======6.计算各次工序件的高度将D =146.5;d 1=80.6、r 1=5;d 2=62.8、r 2=4;d 3=50、r 3=3分别代入如下公式:)56.072.1(4122nn n n n n d r r d d D H ++-= 可计算出:H 1=48.6mmH 2=71.5mmH 3=96.1mm计算拉深工序件的高度是为了设计再拉深模时确定压边圈的高度,再拉深模压边圈的高度应大于前道工序件的高度。
圆筒形件的拉深

1.1 拉深系数
1) 材料的力学性能
3) 材料的表面质量
5) 润滑条件
圆筒形件的拉深
2) 材料的相对厚度 t/D
及压边圈的使用 4)
拉深次数
6) 拉深速度
1.2 拉深次数的确定
圆筒形件的拉深
拉深件一般经过几次拉深才能达到最终 尺寸形状。如果拉深件总的拉深系数 m总 大 于第一次允许的极限拉深系数 m1,即: m总> m1。
冲压工艺与模具设计
1.1 拉深系数
圆筒形件的拉深
拉深系数表示拉深后圆筒形件的直 径 d 与拉深前毛坯(或半成品)的直径 D 之比。拉深系数表示拉深时板料的变 形程度,用符号 m 表示。M 是小于1的 系数,m 值越小,说明拉深时变形程度
越大。
1.1 拉深系数
圆筒形件的拉深工件总的Fra bibliotek形系数:圆 筒 形 件 的 多 次 拉 深
说明拉深该工件的实际变形程度比第一
次容许的极限变形程度要小,工件可以一次
拉成。否则需要多次拉深才能成形。
圆筒形件的拉深
1.3 各次拉深工序尺寸的确定
圆筒形件的拉深
1.3 各次拉深工序尺寸的确定
冲压工艺与模具设计
第一节 圆筒形零件拉深讲解
筒壁传力区拉裂: 由于拉应力超过抗拉强度引起板料断裂。
一、无凸缘圆筒形零件拉深 4、圆筒形零件拉深成形的缺陷及防止措施
1)凸缘变形区的起皱 主要决定于:
切向压应力σ3的大小,越大越容易失稳起皱; 凸缘区板料本身的抵抗失稳的能力。
凸缘宽度越大,厚度越薄,材料弹性模量和硬化模量越小, 抵抗失稳能力越差。
第n次拉深系数: mn=dn/dn-1
6、拉深系数的确定 1)拉深系数的概念
拉深系数m 表示拉深前后坯料(工序件)直径的变化率.
m 愈小,说明拉深变形程度愈大,相反变形程度愈小. 拉深件的总拉深系数等于各次拉深系数的乘积,即
若m 取得过小,会使拉深件起皱、断裂或严重变薄超差。 极限拉深系数: 工件在危险断面不至拉破时,所能达到的最小拉深系数mmin。
压料装置产生的压料力Fy大小应适当;
在保证变形区不起皱的前提下,尽量选用小的压料力。 理想的压料力是随起皱可能性变化而变。
9、圆筒形零件拉深的压料力和拉深力
2)拉深力与压力机的公称压力 ①拉深力F
按经验公式可计算出圆筒形件带压料装置和不带压料装置的 首次拉深和以后各次拉深的拉深力。 ②压力机的公称压力
②金属的流动过程 工艺网格实验 材料转移:高度、厚度发生变化。
③拉深变形过程
外力
凸缘产生内应力: 径向拉应力σ1;切向压应力σ3
凸缘塑性变形: 径向伸长,切向压缩,形成筒壁
直径为d高度为H的圆筒形件(H>(D-d)/2)
拉深单元变形动画
一、无凸缘圆筒形零件拉深
2、圆筒形零件拉深过程中坯料内的应力与应变状态 拉深过程中某一瞬间坯料所处的状态
当筒壁拉应力超过筒壁材料的抗拉强度时,拉深件就会在 底部圆角与筒壁相切处——“危险断面”产生破裂。
圆筒件的拉深系数

若某相邻两阶梯直径比值dn/dn-1小于相应圆筒 形件的极限拉深系数时,则由直径dn-1到dn按 凸缘件的拉深办法,其拉深顺序由小阶梯到大 阶梯依次拉深。
若mΣ>m(极限拉深系数),则该零件只 需拉深一次,否则必须多次拉深。
多次拉深时,拉深次数的确定:
取首次拉深系数为m1,则m1=d1/D,故d1=m1D 取第二次拉深系数为m2,则m2=d2/d1
故d2=m2d1=m1m2D … 第n次拉深时,工作直径则为:dn=m1m2m3……mnD 因而mΣ=m1m2m3…mn
工序图:
二、有凸有凸缘圆筒形件的拉深将毛坯拉深至某一时刻 达到零件所要求的凸缘直径dt时不再拉深。
毛坯直径为 :D d2t1 4d1h1 3.44d1r
当圆角半径rd=rp=r时,第一次拉深 系数为 :
m1
d1 D
1
d t1 d1
2
h1 4
d1
3.44 r d1
对于中小型零件(d t<200mm), 采用减小圆筒形部分直径、增加 高度来达到,而圆角半径rp和rd 在整个变形过程中基本保持不变。
用此方法制成的零件,表面质量较差, 容易在筒壁部分和凸缘上残留有中间工 序中形成的圆角部分弯曲和厚度的局部 变化的痕迹,所以最后要加一道整形工 序。
2.改变圆角半径并减小圆筒形直径
当工件的相对拉深高度h/d>h1/d1时,则该 工件就不能用一道工序拉深出来,而需 要两次或多次才能拉出。
以后各次拉深的拉深系数为mn=dn/dn-1。
(二)窄凸缘圆筒形件拉深
对 dt / d 1.11.4 之间的凸缘件称为窄凸缘件。
这类零件因凸缘很小,可以当作一般圆筒形件 进行拉深,只在倒数第二道工序时才拉出凸缘 或拉成具有锥形的凸缘,而最后通过校正工序 压成水平凸缘。
拉深毛坯工序尺寸计算实例

圆筒形件的拉深次数及工序尺寸确定
实例: 试确定如图所示零件(材料08钢,板厚 t =2mm)的 拉深次数和各拉深工序尺寸。
1. 确定切边余量δ:根据 h=200,h/d=200/88=2.28,查表并取δ=7mm。 2. 查询公式计算毛坯直径(也可以采用计算法):
第二次
h2
(D2
d
2 20
2r2 d 20
8r22 )
4d2
第三次
h3
(D2
d
2 30
2r3 d 30
8r32 )
4d3
式中:d1,d2,d3 为各次拉深的直径(中线值); r1,r2,r3 为各次半成品底部的圆角半径(中线值); d10,d20,d30 为各次半成品底部平板部分的直径; h1,h2,h3 为各次半成品底部圆角半径圆心以上的筒壁高度; D 为毛坯直径。
圆筒形件的拉深次数及工序尺寸确定
(2)半成品高度 hn :
各次拉深直径确定后,紧接着计算各次拉深后零件的高度。计算高度 前,应先定出各次半成品底部的圆角半径,取 r1=12,r2=8,r3=5(方法见 第10节)。计算各次半成品的高度可由求毛坯直径的公式推出。
第一次 h1 (D2 d120 2r1d10 8r12 ) 4d1
可知该零件需拉深 4 次才能成形。计算结果是否正确可用表 5-4 校核。零 件相对高度 h/d = 207/88 = 2.36 ,相对厚度为 0.7,从表中可知拉深次数在 3~4 之间,和推算法所得结果相符,零件的拉深次数确定为 4 次。
4. 半成品尺寸确定:半成品直径 dn、筒底圆角半径 rn 及筒壁高度 hn (1)半成品直径 dn :拉深次数确定后,再根据计算直径 dn 应等于工件 直径 d 的原则对各次拉深系数进行调整,使实际采用的拉深系数大于估算 拉深次数时所用的极限拉深系数。
课程设计带凸缘筒形件首次拉深的拉深模设计
课程设计带凸缘筒形件首次拉深的拉深模设计一、工艺分析1,冲压工艺方案的设定:考虑到零件的生产批量,经过分析得采用反拉深复合膜生产。
2,先剪切条料→落料→第一次拉深→……第四次拉深→修边。
二、工艺参数的计算 。
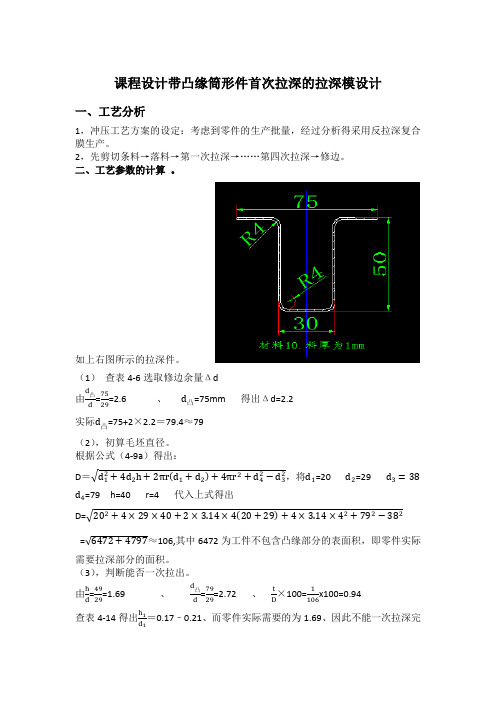
如上右图所示的拉深件。
(1) 查表4-6选取修边余量Δd 由d 凸d=7529=2.6 、 d 凸=75mm 得出Δd=2.2实际d 凸=75+2×2.2=79.4≈79 (2),初算毛坯直径。
根据公式(4-9a )得出:D =√d 12+4d 2h +2πr (d 1+d 2)+4πr 2+d 42−d 32,将d 1=20 d 2=29 d 3=38d 4=79 h=40 r=4 代入上式得出D=√202+4×29×40+2×3.14×4(20+29)+4×3.14×42+792−382 =√6472+4797≈106,其中6472为工件不包含凸缘部分的表面积,即零件实际需要拉深部分的面积。
(3),判断能否一次拉出。
由h d =4929=1.69 、d 凸d=7929=2.72 、 t D ×100=1106x100=0.94查表4-14得出h1d 1=0.17﹣0.21、而零件实际需要的为1.69、因此不能一次拉深完成。
(4),计算拉深次数及各工序的拉深直径。
,因此需要用试凑法计算利用表4-14来进行计算,但由于有两个未知数m和d td1拉深直径。
下面用逼近法来确定第一的拉深直径。
的值为由于实际拉深系数应该比极限拉伸系数稍大,才符合要求,所以上表中d td11.5、1.6、1.7的不合适。
因为当d t的值取1.4的时候,实际拉深系数与极限拉深系数接近。
故初定第一次d1拉深直径d1=56.因以后各次拉深,按表4-8选取。
故查表4-8选取以后各次的拉深系数为当m2=0.77时d2=d1×m2=56×0.77=43mm当m2=0.79时d3=d2×m3=43×0.79=34mm当m3=0.81时d4=d3×m4=34×0.81=27mm<29mm因此以上各次拉程度分配不合理,需要进行如下调整。
圆筒形件拉深工艺计算

拉深工艺与拉深模设计
圆筒形件拉深工艺计算
三、圆筒形件拉深的压料力与拉深力
2.拉深力与压力机公称压力 (2)压力机公称压力
单动压力机,其公称压力应大于工艺总压力Fz。 工艺总压力为 Fz F FY
注意: 当拉深工作行程较大,尤其落料拉深复合时,应使工艺
力曲线位于压力机滑块的许用压力曲线之下。
在实际生产中,可以按下式来确定压力机的公称压力 Fg : 浅拉深 Fg (1.6 ~ 1.8)Fz 深拉深 Fg (1.8 ~ 2.0)Fz
(1)工序件直径的确定
确定拉深次数以后,由表查得各次拉深的极限拉深系
数,适当放大,并加以调整,其原则是:
1)保证m1m2…mn= 2)使m1<m2<…mn
d D
最后按调整后的拉深系数计算各次工序件直径:
d1=m1D d2=m2d1
…
dn=mndn-1
拉深工艺与拉深模设计
圆筒形件拉深工艺计算
二、拉深次数与工序件尺寸
极限拉深系数[m]
从工艺的角度来看,[m]越小越有利于减少工序数。
拉深工艺与拉深模设计
圆筒形件拉深工艺计算
一、拉深系数与极限拉深系数
2.影响极限拉深系数的因素
(1)材料的组织与力学性能 (2)板料的相对厚度t / D
t/D
[m]
(3)拉深工作条件
1)模具的几何参数 2)摩擦润滑 3)压料圈的压料力
拉深工艺与拉深模设计
圆筒形件拉深工艺计算
二、拉深次数与工序件尺寸
1.拉深次数的确定 (2)推算方法
1)由表4.4.1或表4.4.2中查得各次的极限拉深系数; 2)依次计算出各次拉深直径,即
d1=m1D;d2=m2d1;…;dn=mndn-1; 3)当dn≤d时,计算的次数即为拉深次数。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
题目:如图,求图示的筒形件的毛坯展开尺寸,
拉深次数,各次成品尺寸。
材料:10号钢。
料厚:2mm 。
附表:采用或不采用压边圈条件
解:由题意及图可知,此工件料厚21m m m m δ=>,因此零件按中线尺寸计算。
即 圆筒直径D=28mm ,圆角半径r=4mm ,h=75mm 。
1、 在实际计算中,要增加修边余量h ∆,
由
75 2.728
h D ==,查表8-15得
当H=50~100mm 时,2~6h m m ∆=取6h m m ∆=。
2、 计算毛坯展开尺寸
如图,d=28mm ,h=75mm ,81H h h m m =+∆=,r=4mm 。
由公式8-54得
D =
814
=
- 98.26m
m =
3、 确定是否采用压力圈
2
1001002.035
98.26
t D
⨯=
⨯=
略大于2,为保证拉深件质量,根据上面附表,第一次拉深时,采用压边圈。
查表8-14得,第一次许用极限拉深系数[]10.5m =,
由[]11d m D
=得,[]110.598.2649.13d m D mm ==⨯=
1
2
1001004.071.5
49.13
t d ⨯=
⨯=
>,由上面附表知,不需要压边。
随着D 减小,100t D
⨯增大,以后各次都不需要压边。
4、 确定拉深次数
由
2100100 2.03598.26
t D ⨯=
⨯=,查表8-14得
首次拉深的极限拉深系数 []10.5m =。
工件总的拉深系数 280.28598.26
d m D =
=
=
因[]1m m <,故工件不能一次拉深成形。
由表8-14得,第二、三、四、五……次的极限拉深系数
[]20.75m =,[]30.78m =,[]40.82m =,[]50.85m =…… [][][]1230.50.750.780.2925m m m m =⨯⨯=> [][][][]12340.50.750.780.820.24m m m m m =⨯⨯⨯=<
需要进行四次拉深。
5、 确定各次拉深系数
由各次的拉深极限系数,算出各次拉深系数
[]11d m D
=
,[]221
d m d =
,[]332
d m d =
,[]443
d m d =
,
[][][][]412340.2498.2623.57d m m m m D mm ==⨯=,
显然423.5728d mm mm =<,说明允许的变形未用足。
为保证428d d m m ==,应对各次的拉深系数做适当调整,使其均大于相应的极限拉深系数。
经计算调整后,各次实际拉深系数为
10.56m =,20.78m =,30.80m =,40.82m =,
则调整后各次拉深直径为
110.5698.2655d m D m m ==⨯= ()155257d m m '=+=
2210.785542.9d m d mm ==⨯= ()242.9244.9d m m '=+= 3320.8042.934.3d m d mm ==⨯= ()334.3236.3d m m '=+
=
428d mm = ()428230d m m '=+=
6、 各次拉深半成品的制件高度
根据拉深件圆角半径计算公式
1
d r = 及()1
0.6~0.8n
n d
d
r r -=,
得各次半成品底部半径圆角为
1
7.50.8d m m r ==⨯
2
7.560.8d mm r ==⨯
3
650.8d mm r ==⨯
4
540.8d mm r ==⨯
根据多次拉深后工件的高度计算公式 ()
2
0.250.430.32n n d n n
n d n
n D d d r d r h d ⎛⎫
=⨯-+⨯+ ⎪⎝⎭
计算各次拉深后筒形件的高度
()2198.30.25550.43550.327.534.8557.5
55mm h ⎛⎫=⨯-+⨯+⨯= ⎪⎝⎭
()2298.30.2542.90.4342.90.32648.342.96
42.9mm h ⎛⎫=⨯-+⨯+⨯= ⎪⎝⎭
()2398.30.2534.30.4334.30.32564.134.35
34.3mm h ⎛⎫=⨯-+⨯+⨯= ⎪⎝⎭
481H m m h == 135.8m m h =',2
49.3m m h =',365.1m m h =', 482m m h ='
7、 第一、二、三、四次拉深工序成形件尺寸如下。