SMT外观检验标准 (1)
smt外观检验标准
smt外观检验标准SMT外观检验标准。
一、引言。
SMT(Surface Mount Technology)是一种表面贴装技术,它已经成为电子制造业中最主要的生产工艺之一。
在SMT生产过程中,外观检验是非常重要的环节,它直接关系到产品质量和客户满意度。
因此,建立科学、严谨的SMT外观检验标准对于保证产品质量、提高生产效率具有重要意义。
二、外观检验标准的制定原则。
1. 合理性原则,外观检验标准必须符合实际生产情况,能够准确反映产品的外观质量特点。
2. 可操作性原则,外观检验标准必须具备一定的操作性,能够方便生产人员进行检验操作。
3. 公正性原则,外观检验标准必须客观、公正,能够避免主管人员的主观因素对检验结果的影响。
4. 统一性原则,外观检验标准必须统一于相关国家标准或行业标准,以确保产品质量符合法律法规的要求。
三、SMT外观检验标准的内容。
1. 焊接质量,检查焊点的焊接是否均匀、牢固,是否有焊接飞溅、焊接虚焊等现象。
2. 组件安装质量,检查元件的安装位置、方向是否正确,是否存在错装、漏装等问题。
3. 表面质量,检查PCB板表面是否有划痕、氧化、污渍等影响外观的缺陷。
4. 封装质量,检查封装件的外观是否完整,是否存在破损、变形等情况。
5. 标识质量,检查产品标识的清晰度、完整度,是否存在模糊、缺失等问题。
6. 清洁度,检查产品表面的清洁度,是否存在灰尘、油污等影响外观的因素。
四、SMT外观检验标准的执行流程。
1. 定期培训,定期对生产人员进行外观检验标准的培训,提高他们的外观质量判断能力。
2. 抽检制度,建立抽检制度,对生产线上的产品进行定期抽检,确保产品外观质量符合标准要求。
3. 记录管理,对外观检验结果进行详细记录,建立台账,以便追溯和分析问题原因。
4. 反馈改进,对发现的外观质量问题及时反馈给生产部门,并协助他们进行改进措施。
五、SMT外观检验标准的意义。
1. 保证产品质量,建立科学的外观检验标准,能够及时发现产品外观质量问题,保证产品质量符合客户要求。
SMT外观检验标准

深圳华盛昌机械实业有限公司SMT外观检验标准1、目的:明确SMT焊接外观检验标准,为品质判定提供接收和拒收依据。
2、范围:适用于本公司所有产品的SMT焊接外观检验.3、权责:3.1 工程部/品质部:3.1.1 IE/QE负责本标准的制定和修改,3.2 制造部:3.2.1检验人员负责参照本标准对产品SMT焊接的外观进行检验。
3.2.2生产和维修人员参照本标准对产品进行自检或互检。
3.3 客服返修组:参照本标准执行返修4.标准定义:4.1判定分为:合格、允收和拒收合格(Pass):外观完全满足理想状况,判定为合格。
(本标准中,不做图片详解)允收(Ac):外观缺陷不满足理想状况,但满足允收条件,且能维持组装可靠度,判定为允收。
拒收(Re):外观缺陷未能满足理想状况和允收条件,且影响产品功能和可靠度,判定为拒收。
4.2缺陷等级严重缺陷(CRITICAL DEFECT,简写 CRI):不良缺陷,使产品在生产、运输或使用过程中可能出现危及人身财产安全之缺点,称为严重缺点.主要缺陷(MAJOR DEFECT,简写 MAJ):不良缺陷,使产品失去全部或部分主要功能,或者相对严重影响的结构装配的不良,从而显着降低产品使用性的缺点,称为主要缺点.次要缺陷(MINOR DEFECT,简写 MIN):不良缺陷,可以造成产品部分性能偏差或一般外观缺陷,虽不影响产品性能,但会使产品价值降低的缺点,称为次要缺点.5.检验条件5.1在正常室内日光灯灯管的照明条件(灯光强度为 1支40W或2支20W日光灯),被检测的PCB与光源之距离为:100CM以内.5.2将待测PCB置于执行检测者面前,目距 20CM内(约手臂长).6.检验工具:AOI光学检测仪、放大镜、显微镜、拨针、平台、静电手套7.名词术语7.1 立碑:元器件的一端离开焊盘而向上斜立或直立现象。
7.2 连锡或短路:两个或两个以上不应相连的焊点之间的焊锡相连,或焊点的焊料与相邻的导线相连的不良现象。
SMT外观检验标准

.)以下为最大允收限度,如果超过25%则拒收。
名文件编号称发行版次1、电阻水平方向偏移,其基板焊点一端的空余长度1. L2≧L*1/3,OK ; 大于或等于另一端空余长度的1/3,为最大允收限度;2. L2<L*1/3,NG .如果小于另一端空余长度的1/3则拒收。
L2L1、两元件之间最小间隔在0.5mm 以上为最大允收; 1. W ≧0.5mm,OK;2、两元件之间最小间隔小于0.5mm 拒收。
2. W<0.5mm,NG .零件直立拒收!文字面帖反拒收。
1、按正面贴装,元件的两端置于基板焊点的中央位置。
1、元件偏移突出基板焊点的部份是元件宽度的25% 以下为最大允收限度,如果超出25%则拒收。
1、元件水平方向偏移,其基板焊点一端的空余长度 1. L2≧L*1/3,OK ; 大于或等于另一端空余长度的1/3,为最大允收限度; 2. L2<L*1/3,NG .如果小于另一端空余长度的1/3则拒收。
L2L1、两元件之间最小间隔在0.5mm 以上为最大允收; 1. W ≧0.5mm,OK;2、两元件之间最小间隔小于0.5mm 拒收。
2. W<0.5mm,NG .(垂直方向)(水平方向)电阻偏移(水平方向)零件间隔电容、电感类实装生效日期A01页码3/9判 定 說 明图 示 说 明作 业 指 导 书SMT 通用检验标准WI-Q-001电容、电感偏移标准模式电容、电感偏移零件间隔零件直立电阻帖反电阻偏移(垂直方向)项 目WW1≧W*25%,NGW零件直立拒收文字面(翻白)R757文字面电阻不可帖反(文字面OKWW1W1≧W*25%,NGW零件直立拒收!名文件编号称发行版次1、元件倾斜突出焊点的部份须小于元件宽度的25%, 反之则拒收。
(NG)1、三极管的三个引脚处于焊点的中心位置。
1、三极管的引脚超出焊点的部份须小于或等于引脚 1. w1≦W*1/2, OK ; 宽度的1/2;若大于1/2则不良。
SMT外观检验标准

SIM 卡座
屏蔽盖
特殊器件 判断标准
H 接口及 FPC 接口
侧键
按键 薄膜按键
更多免费资料下载请进:
德信诚培训网 1) 麦克风引脚断裂、虚焊,拒收; 2) 麦克风引脚由于弯折出现折痕,拒收; 3) 麦克风偏位以及浮高按照以下“ QFP 焊脚器件标准”检验; 4) 麦克风焊点整体高度影响装配、功能拒收; 5) 麦克风表面氧化,拒收; 6) 麦克风防尘罩破损、脱落,拒收。 理想状况 元器件直接焊接在焊盘表面。 检验标准描述 允收状况 立方体器件浮高允收状况:最大浮起高度小 于或等于 0.5mm。 于 0.5mm。
﹥0.5mm (20mil)
麦克风
描述
项目
拒收状况 立方体器件浮高允收状况:最大浮起高度大
浮高
立方体 器件判 断标准
立方体器件恰能座落在焊盘的中央且未发生 1)器件纵向偏移,但器件与焊盘接触宽度在 偏出, 所有各金属焊脚都能完全与焊盘接触。 器件宽度的 20%以上; 2)金属焊脚纵向滑出焊盘,但仍盖住焊盘 0.13mm 以上。 对准度(器 件 Y 方向)
德信诚培训网
SMT 外观检验标准
1.范围
本标准适用于 SMT 主板的外观检验。
2.职责
生产线人员和检测人员要依照本标准来保证产品的外观和整体的性能。
3.说明
立方体元器件:凡呈规则的立方体形状,且金属焊盘分布在器件下部的两端的器件,如常规的电阻、电容、电感、保险丝等; QFP 焊脚器件:凡具有内(外)引脚的电子元器件,如常规的二极管、三极管、多 PIN 管脚的芯片等。
1)器件纵向偏移,但器件与焊盘接触宽度在 器件宽度的 20%以下 2)金属焊脚纵向滑出焊盘,盖住焊盘少于 0.13mm。
SMT外观检验标准(彩图版)

允
可被剥除者D>0.13mm
正确配戴静电手环
允 收:焊锡面不易剥除者,直径小于等于0.25mm的锡珠与锡渣;零件面锡珠与 锡渣可被剥除者,直径D 或长度L 小于等于0.13mm。 拒收标准:不易被剥除且直径大于0.25mm,可被剥除者直径或长度大于0.13mm
元件引脚占 到焊盘的1/2
元件偏离焊盘 但引脚必需在焊盘内
图
解
理想标准:印制
电路组件上没有
SMT 外观检验标准
一、编制目的:
规范产品检验工作,完善标准,防止不合格品流入下一道工序,更好的培训和指导员工作业
双手握板边或板角处
不易被剥除者 L>0.25 mm
图2
图1
可见的锡球。
双手戴手套
二、检验标准要求:
1、PCB板半成品的握法:配带静电手套、静电手环,握持板边或板角来检验(如右图1所示)。 2、常用名词:
零件纵向偏移,但焊盘尚保有其零件宽度的1/5以上,金属封头纵向滑出焊盘,但仍盖住焊盘0.13mm以上。
拒收标准:超出以上允收标准外的全部拒收。
2.10 缺件(Missing Component):应该装的元件而未装上。 2.11 多件(Extra Component):电路板上出现不该有的元件。 2.12 损件 (Damage):元件产生龟裂或有明显的残缺。 2.13 错件(Wrong Component):装错非BOM 表里的元件。 2.14 极性反(Inverse):有极性之元件放置颠倒。 2.15 方向反(Reverse):元件放置方向不正确(针对没有极性元件)。 2.16 锡尖( Icicle ):焊点凝固时融锡受热应力影响形成尖角、拉丝、披峰状的尖锐突起。 2.17 锡多(Excess Solder):焊锡不良造成上锡过量。 2.18 少锡(Insufficient Solder):被焊元件或元件脚锡过少,未达到标准焊锡量。 2.19 锡珠(Solder Ball):在PCB、元件或元件脚上残留有锡球状物体(如右图2所示)。
SMT外观检验标准

最小焊点高度F 最小焊点高度F
可接受——正常湿润。
焊锡厚度G 焊锡厚度
可接受——正常湿润。
J
末端重叠J 末端重叠
可接受——元件可焊端与焊盘之间的末端重叠J最小为元件可焊端 长度T的50%。
城堡形可焊端, 城堡形可焊端,无引脚芯片载体
桥接
缺陷——焊锡在导体间的非正常连接。
焊锡珠/ 焊锡珠/焊锡残渣
焊锡珠是在焊接后形成的呈球状的焊锡,焊锡残渣是在回流中形成的 小的球状或不规则状的焊锡球。 制程警示——固定的焊锡球距离焊盘或导线0.13毫米内, 或直径大于0.13毫米。 在600平方毫米或更小范围内有多于5个焊锡球/泼溅。
注:固定的/附着的或类似的表达,可理解为在通常使用环境下不会导致松动。
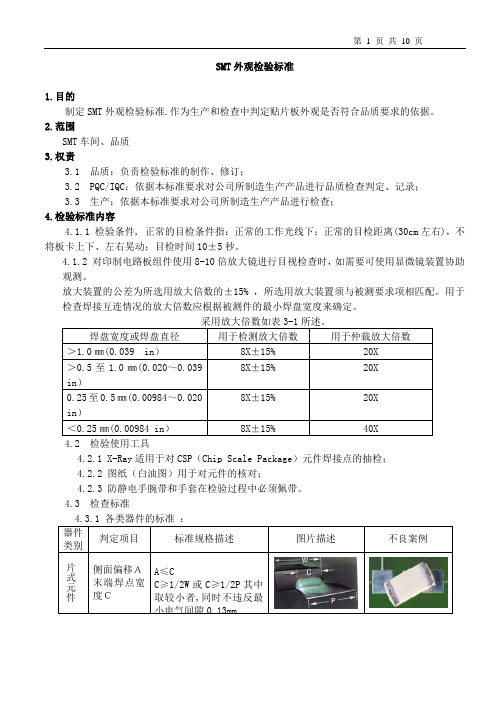
检验使用工具 X-Ray适用于对CSP(Chip Scale Package)/BGA元件焊接点的抽检; 图纸用于对元件的核对
片式元件
侧面偏移A: 侧面偏移A:
在满足末端焊点宽度C的情况下不作要求。
末端焊点宽度C: 末端焊点宽度C:
可接受——最小末端焊点宽度C为元件可焊端宽度W的50% , 或焊盘宽度P的50% ,取其中较小者,同时不违反最小电气间隙0.13mm。 超过50%或者违反最电气间隙者为NG.
偏移
焊球桥接
焊接破裂
空洞
常见的不良现象
• 片式元件 • SMT焊接异常Байду номын сангаас• 元件损坏
片式元件
侧面可焊端 — 侧面贴装 可接受——矩形片式元件满足下列条件: 最大片式元件面积:长度≤3毫米 宽度≤1.5毫米 片式元件被较高元件包围。 在每个组件上不超过五个片式元件侧面贴装。 焊盘或金属帽端完全浸润
SMT贴片外观工艺检验标准
编号:WI-A-001 A1.0版SMT加工品质检验标准一、目的:规范SMT加工的工艺质量要求,以确保产品品质符合要求。
二、范围:适用于公司所有SMT加工生产过程中的工艺品质管控。
三、定义:1、一般作业工艺:指产品加工过程中质量常规管控的作业如:焊膏储存、印刷效果、贴片状况、回流焊,QC检验等。
2、A类(主要不良):工艺执行漏作业、错作业、作业不到位,功能不能实现。
(例:焊锡短路,错件等)3、B类(次要不良):工艺执行作业不到位,影响PCB板的安装使用与功能实现;影响产品的外观等不良。
(例:P板表面松香液体过多)4、不良项目的定义(详情请见附件)四、相关标准IPC-A-610D-2005《电子组件的接受条件》SJ/T 10666 - 1995《表面组装组件的焊点质量评定》SJ/T 10670 - 1995《表面组装工艺通用技术要求》五、标准组成:1、印刷工艺品质要求(P-01)2、元器件贴装工艺品质要求(P-02)3、元器件焊锡工艺要求(P-03)4、元器件外观工艺要求(P-04)六、检验方式:检验依据: GB/T2828.1-2003 -----II类水准AQL接收质量限:(A类)主要不良:0.65 (B类)次要不良:1.0七、检验原则一般情况下采用目检,当目检发生争议时,可采用10倍放大镜。
本标准参照相关标准由品质部制定,标准的发行与修订、废止需经品质部的允许。
拟定:审核:批准:序号工艺类别工艺内容品质标准要求图示不良判定工艺性质P01印刷工艺锡浆印刷1、锡浆的位置居中,无明显的偏移,不可影响粘贴与焊锡。
2、印刷锡浆适中,能良好的粘贴,无少锡、锡浆过多。
3、锡浆点成形良好,应无连锡、凹凸不平状。
A、IC等有引脚的焊盘,锡浆移位超焊盘1/3。
A、CHIP料锡浆移位超焊盘1/3。
A、锡浆丝印有连锡现象A、锡浆呈凹凸不平状A、焊盘间有杂物(灰尘,残锡等)一般工艺序号工艺类别工艺内容品质标准要求合格图示不良判定工艺性质P02贴装工艺位置型号规格正确1、贴装位置的元器件型号规格应正确;元器件应无漏贴、错贴A、贴装元器件型号错误A、元器件漏贴特殊工艺P02贴装工艺极性方向1、贴片元器件不允许有反贴2、有极性要求的贴片器件安装需按正确的极性标示安装+(贴片钽质电容极性图示)A、元器件贴反(不允许元件有区别的相对称的两个面互换位置,如:有丝印标识的面与无丝印标识的面上下颠倒面),功能无法实现B、元器件贴反、影响外观A、器件极性贴反、错误(二极管、三极管、钽质电容)一般工艺P02贴装工艺位置偏移1、元器件贴装需整齐、正中,无偏移、歪斜A、元器件焊端偏出PCB焊盘1/2以上位置B、元件焊端偏出PCB焊盘1/4以上位置一般工艺V684102102102D≥1/2D≥1/4102102P03焊锡工艺元件浮起高度1、片状元件焊端焊盘平贴PCB基板B、片状元件焊端浮离焊盘的距离应小于0.5mmB、圆柱状元件接触点浮离焊盘的距离应小于0.5mmB、无脚元件浮离焊盘的最大高度为0.5mmB、“J”型引脚元件浮离焊盘的最大高度为0.5mmB、片状元件,二、三极管翘起的一端,其焊端的底边到焊盘的距离要小于0.5mm一般工艺〈0.5MM〈0.5MM序号工艺类别工艺内容品质标准要求图示不良判定工艺性质P01外观工艺PCB板外观1、板底、板面、铜箔、线路、通孔等,应无裂纹或切断,无因切割不良造成的短路现象2、PCB板平行于平面,板无凸起变形。
SMT外观检验基准
不良案例
片式元件
最小焊点高度F
焊锡厚度G
F≥G+1/4H
G:正常润湿
侧面贴装
矩形元件最大面积:长度≤3毫米[0.008英寸]宽度≤1.5毫米[0.059英寸]
片式元件被较高元件包围
在每个组件上不超过5个片式元件侧面贴装
焊盘或金属帽端完全浸润
对于高频组件此标准须另行确认
贴装颠倒
作制程警示
不润湿
SMT外观检验标准
1.目的
制定SMT外观检验标准.作为生产和检查中判定贴片板外观是否符合品质要求的依据。
2.范围
SMT车间、品质
3.权责
3.1品质:负责检验标准的制作、修订;
3.2 PQC/IQC:依据本标准要求对公司所制造生产产品进行品质检查判定、记录;
3.3生产:依据本标准要求对公司所制造生产产品进行检查;
G+25%H或G+0.5毫米,取其中较小者。
焊锡厚度
G
正常浸润
引脚高度
H
无要求
最小焊盘延伸
K
对于有双叉的引脚,两者都必须满足要求
引脚长度
L
无要求
焊盘宽度
P
无要求
焊盘长度
S
无要求
引脚宽度
W
正常润湿
4.3.7封胶元件封胶的目检
a)封胶必须固化;
b)封胶足以密封所封装的元件,封装明显;
c)胶不能淹没被封装元件周围的其他元件;
(面接触型器件)触片向上、下、左、右方向变形。如SIM卡座,电池触片等
1、变形若影响到性能,判定NG.
2、不影响性能时,其变形高度不应超过0.2mm。
3、
引脚变形
管脚向上、下、左、右方向变形如:I/O口引脚、耳机插座等
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3.佩戴静电 环
1.焊接连接的润湿角不应超过90º(A、B 图),例外的情况是当焊料轮廓延伸到可 焊端边缘或阻焊剂时润湿角可以超过90º (C、D图)
1.焊膏再流不完全
2.不润湿
焊 接 异 3.退润湿 常
5.短路
7.焊料破裂
图1
正确Right
不良Wrong
短路 Short
偏移 Pin bending
底部端 元件要求可参考IC类标
子元件
准,
OK
两个优先原则:1.SOP定义高于此标准; 2.判定时文字优先于图片;
1.锡膏成形不良且偏位, 连锡
NG
拒收
1.PAD与锡膏成形偏移超 过15%
NG
3.锡膏印刷不良与元件焊接造成不良现象
最大侧面偏移(A)不大于
引线宽度(W)的25%或
OK
侧面偏 0.5mm,两者取较小值
移 最大侧面偏移(A)大于引
线宽度(W)的25%或
NG
0.5mm,两者取较小值
1.焊料延伸到引线厚度以
一、编制目的:
规范产品检验工作,完善标准,防止不合格品流入下一道工序,更好的培训和指导员工作业。 二、检验标准要求: 1、PCB板的握法:佩戴静电手套、静电手套、握持板边或板角来检验,如下图1。 2、常用名词: 2.1 空焊(Missing Solder):零件脚或引线脚与锡垫间没有锡或其它因素造成没有接合。 2.2 假焊(False welding):假焊之现象与空焊类似,但其锡垫之锡量太少,低于接合面标准。 2.3 冷焊(Cold solder):锡膏在回流焊后,元件焊点表面未形成锡带,表面不平滑、粗糙有细微裂缝或裂痕。 2.4 短路(Short):有脚零件在脚与脚之间被多余之焊锡所联接短路。 2.5 错件(Wrong Component):零件放置之规格或种类与作业规定或BOM、ECN不符者,即为错件。 2.6 缺件(Missing Component):应放置零件之地址,因不正常之缘故而产生空缺。 2.7 极性反向(Reverse):极性方位正确性与加工工程样品装配不一样,即为极性错误。 2.8 翻白(Mounting Upside Down):SMT之零件不得倒置,另CR因底部全白无规格标示,虽无极性也不可倾倒放置。 2.9 偏移(Skewing):侧面偏移小于或等于元器件端子宽度的25%或焊盘宽度的25%,两者取小值。 2.10 锡球(Solder Ball):PCB板表面附着多余的焊锡球、锡渣,一律拒收。 2.11 刮伤(Scratch):注意PCB板堆积防护不当或重工防护不当产生刮伤问题。 2.12 片式元件最小填充高度(Electronic component minimum fill height):为焊料爬升元件高度的25%或0.5mm,两 者取小值。 2.13 片式元件最大填充高度(Electronic component maximum filling height):延伸至端帽金属镀层顶部,但不可进 一步延伸至元器件本体顶部。 2.14 立碑(Tombstone):因元件之相异焊点间产生不同应力,而使元件一端翘起。 2.15 少锡(Insufficient Solder):被焊元件或元件脚锡过少,未达到标准焊锡量。1.双手握板 2.16 锡尖(Icicle):焊点凝固时融锡受热应力影响形成尖角、拉丝、披峰状的尖锐突起。边
1.Chip 0402,0603,0805 ,1206元件炉后规格示范
项目
标准要求
判定
图解
项目
标准要求
判定
图解
项目
标准要求
判定
图解
1.锡膏并无偏移。 2.锡膏量,厚度均匀 标准 3.锡膏成型佳,无崩塌断 OK 裂 4.锡膏覆盖焊盘90%以上
1.钢板的开孔有缩孔但锡
膏仍有85%覆盖锡垫焊盘
允收 。
OK
盘和/或延伸至端帽金属镀 层顶部,但不可进一步延
OK
伸至元器件本体顶部。
2.IC类元件炉后规格示范
项目
标准要求
判定
图解
翻白 元件底面朝上贴装
NG
立碑 元件站立在一个端子上
NG
最大填 充高度
焊料延伸至元件本体顶部
NG
项目
标准要求
判定
图解
1.锡膏轻微偏移未超出 PAD 15% 允收 2.锡膏成型佳,无崩塌断 OK 裂 3.锡膏量,厚度均匀
内弯L型 带状引
线
元件要求可参考CHIP类标 准
OK
引脚起 元件起翘,妨碍可接受焊
翘
点形成
NG
散热面端子A的侧面偏移不
印刷偏移,过炉后30-50%会发生小 元件翘高,立碑
印刷连锡和厚锡
焊接后30-50%会 MOS管侧 大于端子宽度的25%;
发生连焊不良现 面偏移 末端端子与焊盘接触100%
象
润湿
OK
上未爬升至引线上方弯曲
OK
处;
最大填 2.焊料未接触元件本体
充高度
焊料接触到本体
NG
最小填 充高度
最小填充高度(F)等于焊 料厚度(G)加连接侧的引
线厚度(T)
OK
最小末端连接大于等于引 线宽度的75%
OK
末端连
接宽度
最小末端连接小于引线宽 度的75%
NG
整个引线长度润湿填充明 显
OK
侧面连
接长度
连接宽度(D)小于100%(L) NG
Insufficient Solder
短路 Short
错件 Wrong Componen
t
破损 Broken
少锡
Insufficient Solder
引脚弯曲 Pin
bending
极性反向 Reverse
锡膏印制检验标准
回流焊炉后焊点检验标准
1.Chip 0402,0603,0805 ,1206锡膏印刷规格示范
立碑 Tombston
e
正确Right
不良Wrong
锡尖 Icicle
极性反向 Reverse
漏锡 Tin leaking
正确Right
不良Wrong
翻白 Mounting
Upside Down
缺件 Missing Componen
t
错件 Wrong Componen
t
正确Right
不良Wrong
少锡
拒收 1.印刷偏移超过%焊盘
NG
2.IC类锡膏印刷规格示范
项目
标准要求
判定
1.各锡块印刷成形佳,无 崩塌及缺锡。 标准 2.锡膏100%覆盖于锡垫之 OK 上 3.锡膏厚度均匀
图解
最小填充高度(F)至少为 元件高度(H)的25%或者 OK 0.5mm,两者取较小值
填充高
度 最大填充高度可以超出焊
2.锡量均匀。
3.锡膏厚度于规格内一致
侧面偏移(A)小于或等于
元器件端子宽度(W)的 OK
侧面偏
25%
移
侧面偏移(A)大于元器件 端子宽度(W)的25%
NG
末端偏 不允许有末端偏移(B)出
移
焊盘
NG
要求元器件端子和焊盘之 间的重叠接触(D)明显
OK
末端重
叠
末端重叠不充分
NG
侧面贴 装
元件翻转放置
NG