SMT(SOP) 通用检验标准
SMT通用功能检验标准

检验标准PCBA通用功能检验标准1. 目的:为公司加工之手机PCBA产品性能均符合客户要求,以确保证产品之功能检测提供依据.2. 范围:本检验标准适用于公司要求手机PCBA在SMT生产阶段性能测试之检验通用标准。
3. 职责权限:IPQC:负责对产线在制品的状态进行判定、抽查、记录.确保各工位操作落实到位,及时防止不良品的产生.QA:负责依据检验标准进行检验、抽查、判定、记录. 确保产线QC人员操作落实到位,防止不良品的流出..IPQC组长:负责监督并指导QA、IPQC作业及异常的统计反馈、跟踪确认.QE:负责制定检验标准、SOP作业指导、异常确认.4.相关参考文件:PCBA通用检验标准.MIL-STD-105E出货抽样计划表SMT外观检验目视通用检验标准5.缺陷定义5.1致命缺陷(CR ):危及制品使用者人身安全之潜在危险的缺陷项目.5.2严重缺陷( MA ):制品的使用性能不能达到所期望的目的或降低其电气性能、机械功能及可靠性的缺陷.5.3轻微缺陷( MI ):实际上不影响制品的使用目的,三个轻微缺陷等于一个严重缺陷. 如外观不良之缺陷.6. 抽样标准定义:6.1抽样依据:按照MIL-STD-105E进行随批检验抽样计划.6.2检验水平:一般检验水平Ⅱ6.3抽样方案:一次抽样方案(各时间段)6.4抽样标准: 致命缺陷(CR):AQL=0严重缺陷(MA):AQL=0.4轻微缺陷(MI):AQL=1.07.检验状态的转换过程7.1正常→加严:在正常检验状态下,如果连续5批有2批被拒收,则由正常检验转换为加严检验;7.2加严→正常:在加严检验状态下,如果连续5批被允收,则由加严检验转为正常检验;7.3加严检验→暂停检验:加严检验累计2批不合格时,将暂停检验.通知生产部将所有不良品重工OK后再检验。
8. 检验对象:外观、功能、包装等9. 检验条件及方法:9.1 观察距离:检查物距眼睛30-35cm;9.2 观察角度:水平方位45±15°;9.3 观察时间:按正常规定要求的距离和角度要求扫描整个检测面(TOP/BOT)15秒钟为准;9.4 检查方法:对比法,可参考首件或样品作对比检查.9.5灯照强度:在自然光或60W-100W的日光灯照明条件下检查(距离光源80cm处);9.6 视力要求:检验人员裸视或矫正视力1.0以上;9.7 所有机型客户的清尾板30PCS以下全功能测试,30PCS以上按AQL进行抽测;.10.检验工具:检验工具:测试工装(含测试辅料)、电源等.备注:如有特殊要求则按照物殊要示执行。
SMT品质检验标准
SMT品质检验标准一、品质判定:SMT制程分为锡膏制程与点胶制程(1)制程中缺点分为:A、严重缺点,〈CRITICAL DEFECT〉:简写CR,凡有危害制品的使用者或携带者之生命或安全之缺点谓之。
B、主要缺点,〈MAJOR DEFECT〉简写MA,制品单位的使用性能不能达到所期望之目的,明显的减低其实用性质的缺点谓之。
C、次要缺点,〈MINOR DEFECT〉简写MI。
(2)、点胶制程中的缺点,一般有:错件、缺件、反向、倒置、偏离、异物、溢胶、浮高、侧立、刮伤。
(3)、锡膏制程中的缺点,一般有:空焊、假焊、冷焊、针孔、少锡、包焊、短路、错件、缺件、反向、倒置、偏离、异物、PCB起泡、直立、侧立、锡珠。
二、SMT重点品质说明:(1)、空焊:零件脚或引脚与锡垫间因没有锡或其它因素造成没有接洽;(2)、假焊:假焊之现象与空焊类似,但其锡垫之锡量太少,低于接洽面标准;(3)、冷焊:锡或锡膏在回风炉气化后,在锡垫上仍有模糊的粒状附着物;(4)、针孔:板底不能有洞孔现象出现;(5)、少锡:零件面吃锡不良,未达75%以上;(6)、包焊:焊点焊锡过多,看不到零件脚或其轮廓者;(7)、短路:又称桥接,有脚零件在脚与脚之间被多余之焊锡所联接短路;(8)、错件:零件放置之规格或种类与作业规定或BOM、ECN不符者,即为错件;(9)、缺件:应放置零件之位置,因陋就简正常之缘故而产生空缺;(10)反向:有极性之零组件与加工工程样品、方向相反,即为反向;(11)、倒置:又为反白,零件有规格标示一面倒置于PDA上;(12)、偏离:零件超出PAD之部分,不得大于本体宽度之1/4;(13)、异物:可导电之异物〈锡渣、锡球、铁线〉;不可导电之异物〈贴纸〉;(14)、不洁:加工作业不良,造成板面不洁净或CHIPS脚与脚之间附有异物或CHIPS 修补不良有点胶、助焊剂、防焊绿漆、松香等均视为不合格品;(15)、PCB起泡:PCB板离层起泡或白斑现象;(16)、溢胶:胶水溢于零件两端PAD上;(17)、点胶推拉力必须在1。
smt成品检验规范

加阜(東莞)電子有限公司文件编号: JF-QC-12002SMT成品检验规范版本: A页码: 第1页共10页生效日期: 2013年08月21日1.0目的为保证加阜(東莞)電子有限公司的成品质量,不断满足客户的要求,明确检验项目及判定方法,特制定本成品检验标准。
2.0适用范围SMT所有产品的出货前检验。
3.0权责3.1 QC检验员负责按此标准对成品进行目视检查;3.2 QA人员负责对成品进行目视抽检和尺寸测量及相关功能实验;3.3 QC/QA组长或技术员负责指导检验员的工作;3.4 QA工程师或主管负责审核检验员的工作,并对产品品质作最终审核及确认。
4.0作业内容4.1 QA人员将待抽验之成品依《抽样计划作业规定》对应取样;4.2 QA人员在外观抽检过程中,如发现有不符合标准现象,则用油性笔将不合格处标示,依据缺陷严重等级. 并结合《抽样计划作业规定》判定此批"允收"或"拒收";4.3 抽检合格后,QA人员将该批板转入合格区。
4.4 每抽检一批,QA人员须及时填写〈QA抽检(不)合格标签〉、〈终检一览表〉以记录检验结果,4.4.1 报表上须注明班别、日期.4.4.2 每批板须注明该批板料号、批量、抽检数、不良数等.4.4.3 记录时只须注明有问题之检验项目,然后填写不良数.并在判定栏中打"√"标明"拒收"或"允收"。
4.4.4 如有批退板经生产重检或重工后,转入重新检验时,报表需能识别为重工板.4.5 每天10:00前, QA组长汇总前一天的抽检质量状况,填写QA站的〈品质部工作日报表〉;4.6当有质量异常时,QA人员应立即向QA组长或主管汇报,由组长或主管依相关程序处理. 4.7检验标准:加阜(東莞)電子有限公司文件编号: JF-QC-12002SMT成品检验规范版本: A页码: 第2页共10页生效日期: 2013年08月11日不良项目图示缺陷等级判定基准检查方法主要次要1漏贴▲元器件漏贴NG目视检查2.贴反(1) ▲1.元器件贴反,导致功能不良判定NG.目视检查,异常品以百倍镜确定SMT成品检验规范版本: A页码: 第3页共10页生效日期: 2013年08月21日不良项目图示缺陷等级判定基准检查方法主要次要3.贴装偏移图 1图1▲1.如元器件管脚(焊脚)偏出PAD(焊盘)判定NG;2.客户有特别要求时,以客户要求为准;目视检查,异常品以百倍镜/二次元测量确认..4.假焊\空焊\立起▲1.焊接假焊/空焊/立起判定NG.目视检查,异常品以百倍镜确认.SMT成品检验规范版本: A页码: 第4页共10页生效日期: 2013年08月21日不良项目图示缺陷等级判定基准检查方法主要次要5.少锡图1图2 ▲1.LED表面上锡面积<焊脚表面面积1/3判定NG;(如图1)2.管脚上锡高度<1/3元器件高度判定NG;(如图2)目视检查,异常品以百倍镜确认.6.多锡▲1.管脚上锡高度高出元器件管脚高度判定NG;目视检查7.浮高▲1.实装间隙≤0.2mm判定OK;2.客户有特别要求时,以客户要求为准.目视检查,异常品以百倍镜/塞规测量确认加阜(東莞)電子有限公司文件编号: JF-QC-12002SMT成品检验规范版本: A页码: 第5页共10页生效日期: 2013年08月21日不良项目图示缺陷等级判定基准检查方法主要次要8.锡尖▲焊锡状态成尖状判定NG目视检查/异常品以放大镜测量确认9.焊盘不上锡▲上锡量小于焊盘面积1/3判定NG目视检查10.非焊盘位置上锡▲非焊盘位置上锡判定NG 目视检查11.焊锡没有完全熔化凝固▲焊锡颜色为灰色,成颗粒状没有完全熔化凝固判定NG目视检查加阜(東莞)電子有限公司文件编号: JF-QC-12002SMT成品检验规范版本: A页码: 第6页共10页生效日期: 2013年08月21日不良项目图示缺陷等级判定基准检查方法主要次要12.边间距▲1.切到导体判定NG;2.超出客户图纸公差要求判定NG;目视检查/异常品以放大镜/二次元测量确认13.破孔▲破孔判定NG;目视检查/异常品以放大镜测量确认14.压痕▲1.造成功能不良判定NG;2.形成锐角、凸起、发白判定NG;3.金手指区域判定NG;目视检查15.焊盘脱落▲焊盘脱落NG 目视检查加阜(東莞)電子有限公司文件编号: JF-QC-12002SMT成品检验规范版本: A页码: 第7页共10页生效日期: 2013年08月21日不良项目图示缺陷等级判定基准检查方法主要次要16.元器件破损▲1.元器件破损判定NG;2.目视检查放大镜17.漏冲▲漏冲判定NG 目视检查18.毛刺(1) A.外形毛刺:▲1.锯齿状毛刺a≥1mm判定NG.2.丝状毛边b≥1mm判定NG.3.覆盖膜缺口e≥0.3mm且长度L≥1mm判定NG.目视检查/异常品以放大镜测量确认B.焊接孔内毛刺:▲.焊接(插件)孔内毛刺:孔内毛刺长度L≥0.1mm判定NG.目视检查/异常品以放大镜测量确认ceabLSMT成品检验规范版本: A页码: 第8页共10页生效日期: 2013年08月21日不良项目图示缺陷等级判定基准检查方法主要次要18.毛刺(2) ▲导通孔内毛刺:(1)锯齿状毛边长度L≥0.75mm判定NG.(2).B:丝状毛边(含接着剂与粘着剂毛边)长度L≥0.75mm判定NG.目视检查/异常品以放大镜测量确认19.FPC起皱/气泡▲1.补强处FPC起皱/气泡判定NG.2可赶平必须赶平后方可判定OK.目视检查20补强分层/气泡▲1.漏贴,分层判定NG;2.气泡小于贴合面积的1/10判定OK. 气泡在外形边缘判定NG.1.补强偏移小于0.1mm可接受;4.异物高度不可超过0.mm;目视检查/异常品以放大镜测量确认SMT成品检验规范版本: A页码: 第9页共10页生效日期: 2013年08月21日不良项目图示缺陷等级判定基准检查方法主要次要21.金面不良/▲1.金面氧化、红斑、露铜、胶迹判定NG3.金面粗糙以无手感判OK(特殊情况以客户要求或限度样品为准)目视检查/异常品以放大镜测量确认22.胶不良//▲1漏贴、缺胶、离型纸脱落判定NG;2.贴偏≤ 0.3mm判定OK;3.背胶异物总面积小于4mm,突起厚度小于0.1mm,且不位于外形边缘,允收1处;目视检查/异常品以放大镜测量确认23.刮痕,擦花/▲1.造成覆盖膜或油墨破损判定NG;2.金/锡手指区域造成镀层刮损,露铜,露镍判定NG3.金面刮花长≤2MM,宽≤0.05MM可接收;目视检查/异常品以放大镜测量确认24.异物/▲1.手指及焊接部位异物判定NG;2.异物横跨≥两线路判定NG;3.空白区异物与板边不小于0.125mm 判定OK;目视检查/异常品以放大镜测量确认。
SMT产品检验标准
SMT产品检验标准一.印锡膏检验标准:锡膏桥连:铜薄上锡膏彼此之间连在一起,呈桥连状。
模糊:印在PCB铜薄上所有锡膏看不清其边线与棱角,呈模糊状。
不均匀:印在PCB铜薄上所有锡膏厚度不一致,有凹凸不平现象。
偏薄:印在PCB铜薄锡膏厚度较常规定值偏大(依据钢网厚度决定)。
偏厚:印在PCB铜薄上锡膏离较常规定值偏小(依据钢网厚度决定)。
偏移:印在PCB铜薄上锡膏与铜铂之间距离不是整齐一一对应。
移位:印在PCB铜铂上锡膏超过铜薄面,前后左右位置发生移动。
漏印:应该印而没印上。
多印:没有要求印而印上。
二.贴装元件检验标准:空焊:元器件脚与铜薄之间没有锡焊接着。
虚焊:元器件脚与铜薄之间有锡焊着,但用针可以拨动。
元器件脚与铜薄之间有锡焊着,用针不可以拨动,但通电测试不稳定。
短路:元器件脚与脚相靠在一起。
元器件脚与脚之间有焊锡或锡珠造成两者连在一起。
元器件脚与脚之间有杂物造成两者连在一起。
冷焊:焊锡点表面灰暗粗糙,不平滑,未完全溶化。
多锡:附着在元器件脚上锡量超出正常吃锡量要求。
少锡:附着在元器件脚上锡量少于正常吃锡量要求。
偏移:元器件端面与铜薄之间不是整齐一一对应的。
错位:元器件端面超过铜薄面,前后左右位置发生称动。
锡洞/针孔:元器件脚与铜薄之间的焊锡表面有针孔或小洞。
锡尖:元器件脚与铜薄之间的锡表面有尖长的锡尖。
错件:不符合文件(BOM、ECN、样板等)要求。
在精度上有差异,影响电性功能。
实测值不符合规定要求,出现较大差异。
未按位置贴装,位置不正确。
混料:元器件中出现不同类型、不同规格的料。
翻件:元器件本体与规定方向上下面旋转180度。
方向极性:元器件本体方向与PCB焊盘设计规定方向不相对应。
极性反:元器件本体正负极与PCB焊盘设计规定极性不相对应。
漏件/多件:未按规定用量贴装,用量不正确。
损件:元器件本体表面或边角局部出现缺损痕迹。
立碑:元器件一端面向上倾斜或一端面向上翘起。
划伤:元器件本体表面局部出现类刀割或手指划的痕迹。
SMT检验标准
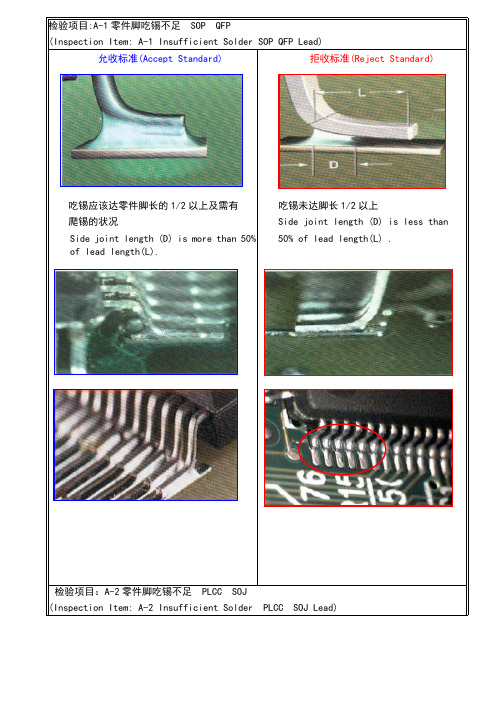
检验项目:A-1零件脚吃锡不足 SOP QFP(Inspection Item: A-1 Insufficient Solder SOP QFP Lead)允收标准(Accept Standard)吃锡应该达零件脚长的1/2以上及需有爬锡的状况Side joint length (D) is more than 50% of lead length(L).拒收标准(Reject Standard)吃锡未达脚长1/2以上Side joint length (D) is less than 50% of lead length(L) .检验项目:A-2零件脚吃锡不足 PLCC SOJ(Inspection Item: A-2 Insufficient Solder PLCC SOJ Lead)吃锡高度(F)>=零件脚厚度(T) 的1/2+焊接物(G)Heel fillet height(F) more than s older thickness(G) plus 50% Lead thickness(T)吃锡高度(F)<零件脚厚度(T)的1/2+焊接物(G)Heel fillet height(F)less than solder thickness(G) + 50% lead thickness(T)检验项目:A-3零件偏移SOP QFP(Inspection Item:A-3 Component Shift SOP QFP )偏移: 1.零件脚(W)超出PCB不可超过本体宽度的1/4Component lead shift off the pad,ut notexceed 1/4 width of lead width (W)2.对于尺寸小于0.5mm之QFP零件偏移量不可超过本体宽度的1/2.The QFP component lead of pitch less than 0.5mm shift off the pad, but not exceed 1/2 width of lead width .1.零件偏离焊垫且零件与焊垫接触面积(C)占零件本体宽度(W)的3/4以下.Component lead shift off the pad andcontact the pad less than3/4 width of lead width(W)检验项目:A-4零件偏移 PLCC SOJ (Inspection Item: A-4 Component Shift)零件脚超出PCB(A)不可超过本体1/4(W)Component Lead shift off the pad, but not exceed 1/4 width of Lead area(W). 零件偏离焊垫且超出本体面积1/4(W). Component Lead shift off the pad and exceed 1/4 width of Lead area(W)检验项目:A-5 零件偏移(Inspection Item:A-5 Component shift)零件位於焊垫中心点. Component is on the center of pad 零件偏离焊垫且超出本体宽度1/4. Component body shift off the pad and exceed 1/4Width of body width.检验项目: A-6吃锡过多(Inspection Item:A-6 Excess Solder)吃锡带形状如锥形.The contour of soldering look like conic shape.焊锡超过焊垫四周Tin excess around of pad.锡过多结成球点Tin too much look like ball shape检验项目: A-7立件(Inspection Item: Tombstone Effect)零件位於焊垫中心点.Component is on the center of pad 零件高翘造成电极端未吃锡Chip components standing on their Terminal end ( tombstone )检验项目: A-8 反向(Inspection Item: A-8 Component Reverse)方向零件依PCB上方向标示上件The polarity component is inserted according with polarity index on PCB.零件上件方向与PCB上方向标示不同The polarity component is inserted reversing with polarity index on PCB.检验项目: A-9 空焊(Inspection Item:A-9 Void Soldering)零件吃锡饱满,并延伸至焊垫边.Solder well and Tin extend over side of pad.零件脚吃锡未连接焊垫,造成空焊One lead or series of leads on component Is out of alignment and fails to make Proper contact with the land.检验项目: A-10 短路(Inspection Item:A-10 Short Circuit)零件吃锡部份无任何短路.There isn’t an y short circuit on solder part of component.零件吃锡部份造成短路.There is short circuit on solder part of component.检验项目: A-11缺件(Inspection Item:A-11 Omitting Part)PCB零件数目与BOM零件数目相符合.The component quantity of PCB have to match the component quantity on BOM PCB零件数目与BOM零件数目不符合.The component quantity of PCB don’t match the component quantity on BOM.检验项目: A-12 多件(Inspection Item:A-12 Excess Parts)PCB零件数目与BOM零件数目相符合. The component quantity of PCB have to match the component quantity on BOM PCB零件数目与BOM零件数目不符合T he component quantity of PCB don’t match the component quantity on BOM.检验项目: A-13掉件(Inspection Item:A-13 Missing Parts)PCB零件数目与BOM零件数目相符合.The component quantity of PCB have to match the component quantity on BOM 外力造成掉件The component of external force makemissing parts检验项目: A-14 焊垫吃锡不足(Inspection Item:A-14 Insufficient Pad)吃锡带形状如锥形The contour of soldering look like conic shape.焊垫吃锡面积未达75%以上. The solder area don’t excess 75% of pad.检验项目: A-15 锡尖(Inspection Item:A-15 Solder Icicle)零件脚无造成锡尖.Ther e isn’t any icicle on component lead 零件脚造成锡尖.There is an icicle on component lead.检验项目: A-16 零件破损(Inspection Item:A-16 Component Breakage)零件无任何裂痕或断裂There isn’t any breakage or break 零件外部有刮、刺、割、碰等损伤.There is some scratch、dub、cut or bump damage on component appearance.检验项目: A-17 金手指缺点(Inspection Item:A-17 Defect On Golden Finger )1.每面缺点不超过3根,单根不能超过两点﹐缺点单点不得大於金手指宽度1/4 。
SMT通用SOP工作指导要点

SMT通用SOP工作指导要点
目标
本工作指导的目标是确保SMT(表面贴装技术)操作的标准化,提高工作效率和产品质量。
SOP(标准操作程序)要点
以下是SMT通用SOP的关键要点:
1. 准备工作
- 确保SMT设备和工具处于良好状态,并按照操作手册进行正确设置和校准。
- 定期维护设备,清洁相关零部件,并更换磨损的部件。
- 准备SMT元件和贴装材料,确保其数量和质量符合要求。
2. 程序设置
- 根据产品规格和要求,正确设置SMT设备的程序和参数。
- 与工艺部门合作,确保程序的准确性和效率。
3. 质量控制
- 在SMT过程中,定期检查质量控制点,比如焊点质量和元件误置。
- 如果发现质量问题,立即停机排除故障,并进行相应的纠正措施。
- 定期进行质量检验和测试,确保产品符合标准。
4. 工作安全
- 遵守工作安全准则和有关规定。
- 戴好个人防护装备,特别是在操作焊接设备时。
- 对操作人员进行培训,提高其工作安全意识。
5. 工艺优化
- 不断寻求工艺优化的机会,以提高生产效率和产品质量。
- 与工艺和工程部门合作,共同改进SMT操作流程。
6. 数据记录和报告
- 定期记录SMT操作数据,包括设备参数、产品质量和故障情况。
- 生成详尽的报告,分析数据,发现潜在问题,并提出改进措施。
请根据具体工厂的实际情况和要求,对以上SOP要点进行细化和完善,并确保全体SMT操作人员理解和遵守。
SMT贴片检验规范

文件主题SMT贴片检验规范检验项目检验方法检验标准不良描述检验类型检验阶段检验水平不良判定常规确认AQL钢网确认目测1、所用钢网必须与此款产品相一致;钢网与此款产品不一致√首件巡检正常II级单次Ac/Re:0/12、生产前应用钢网核对光源板焊盘,钢网开孔与焊盘完全一致才可生产;钢网开孔与焊盘不一致,且歪斜不能超过焊盘1/3√ 1.0锡膏解冻目测1、生产使用锡膏需在常湿下解冻2H-4H方可使用解冻时间不足2H √首件巡检正常II级单次2.52、解冻后对锡膏进行搅拌,搅拌均匀,不能有变质、颗料状的现象搅拌不均匀,变质、有颗料状√ 1.0印刷锡膏目测1、锡膏印刷应无偏移,锡膏表面平整,位置在焊盘中间、无连锡、无塌陷、无拉尖锡膏偏移不能超过焊盘1/2,表面不平整,连锡,塌陷,拉尖√首件巡检正常II级单次1.02、锡膏印刷厚度要求在钢网厚度的±0.02mm印刷好的锡膏超过钢网厚度±0.02mm√ 2.53、印刷好的锡膏量应覆盖焊盘开孔面积80%以上锡膏量覆盖在焊盘面积80%以下√ 1.0文件主题SMT贴片检验规范检验项目检验方法检验标准不良描述检验类型检验阶段检验水平不良判定常规确认AQL贴片目测1、上料时飞达的光源不能混电压、色温、光通量,且Bin应相同等;两边飞达的光源混电压、色温、光通量,且Bin区不同√首件巡检成品正常II级单次Ac/Re:0/12、光源正负极不能贴反,灯珠不能偏移,少件,贴翻等不良现象正负极贴反,灯珠偏移超过焊盘1/3,少件,贴翻等√ 1.03、贴片灯珠上飞达时应由IPQC确认后方可装入飞达进行贴片;贴片灯珠上飞达时未经过IPQC确认后进行贴片√ 1.04、确认灯珠时应用万用表进行点亮测试,灯珠点亮后万用表显示正值,红表笔所对应的一端为正极,黑表笔对应的一端为负极;反之,红表笔所对应的一端为负极,黑表笔所对应的一端为正极,再根据相应的极性装入飞达料盘;光源正负极装入飞达反向,光源装错,导致贴片后光源板不良√首件巡检正常II级单次Ac/Re:0/1文件主题SMT贴片检验规范检验项目检验方法检验标准不良描述检验类型检验阶段检验水平不良判定常规检验阶段AQL过回流焊目测1、炉内上下各分十个温区,上温区实际设定值比下温区大10度,后面温区上下温度一致,且10个温度区的设定值应符合作业指导书要求;上下温区温度全部设置一致,且不符合作业指导书要求√首件巡检正常II级单次1.02、生产过程中应对回流焊实际温度进行测试,保证炉内实际温度和设定温度保持一致(±5℃)回流焊炉内实际温度和设定温度不一致;√首件巡检1.03、在过回流焊时,不可出现产品翘起现象,若翘起,产品垂直高度不得大于50度,产品在炉内不可卡炉,、生锡、光源板柏油发黄、柏油层起翘的现象;产品垂直高度大于50度,产品在回流焊内卡炉,生锡、光源板柏油发黄、柏油层起翘√首件巡检成品1.0合格品图片:。
SMT贴片外观工艺检验标准
编号:WI-A-001 A1.0版SMT加工品质检验标准一、目的:规范SMT加工的工艺质量要求,以确保产品品质符合要求。
二、范围:适用于公司所有SMT加工生产过程中的工艺品质管控。
三、定义:1、一般作业工艺:指产品加工过程中质量常规管控的作业如:焊膏储存、印刷效果、贴片状况、回流焊,QC检验等。
2、A类(主要不良):工艺执行漏作业、错作业、作业不到位,功能不能实现。
(例:焊锡短路,错件等)3、B类(次要不良):工艺执行作业不到位,影响PCB板的安装使用与功能实现;影响产品的外观等不良。
(例:P板表面松香液体过多)4、不良项目的定义(详情请见附件)四、相关标准IPC-A-610D-2005《电子组件的接受条件》SJ/T 10666 - 1995《表面组装组件的焊点质量评定》SJ/T 10670 - 1995《表面组装工艺通用技术要求》五、标准组成:1、印刷工艺品质要求(P-01)2、元器件贴装工艺品质要求(P-02)3、元器件焊锡工艺要求(P-03)4、元器件外观工艺要求(P-04)六、检验方式:检验依据: GB/T2828.1-2003 -----II类水准AQL接收质量限:(A类)主要不良:0.65 (B类)次要不良:1.0七、检验原则一般情况下采用目检,当目检发生争议时,可采用10倍放大镜。
本标准参照相关标准由品质部制定,标准的发行与修订、废止需经品质部的允许。
拟定:审核:批准:序号工艺类别工艺内容品质标准要求图示不良判定工艺性质P01印刷工艺锡浆印刷1、锡浆的位置居中,无明显的偏移,不可影响粘贴与焊锡。
2、印刷锡浆适中,能良好的粘贴,无少锡、锡浆过多。
3、锡浆点成形良好,应无连锡、凹凸不平状。
A、IC等有引脚的焊盘,锡浆移位超焊盘1/3。
A、CHIP料锡浆移位超焊盘1/3。
A、锡浆丝印有连锡现象A、锡浆呈凹凸不平状A、焊盘间有杂物(灰尘,残锡等)一般工艺序号工艺类别工艺内容品质标准要求合格图示不良判定工艺性质P02贴装工艺位置型号规格正确1、贴装位置的元器件型号规格应正确;元器件应无漏贴、错贴A、贴装元器件型号错误A、元器件漏贴特殊工艺P02贴装工艺极性方向1、贴片元器件不允许有反贴2、有极性要求的贴片器件安装需按正确的极性标示安装+(贴片钽质电容极性图示)A、元器件贴反(不允许元件有区别的相对称的两个面互换位置,如:有丝印标识的面与无丝印标识的面上下颠倒面),功能无法实现B、元器件贴反、影响外观A、器件极性贴反、错误(二极管、三极管、钽质电容)一般工艺P02贴装工艺位置偏移1、元器件贴装需整齐、正中,无偏移、歪斜A、元器件焊端偏出PCB焊盘1/2以上位置B、元件焊端偏出PCB焊盘1/4以上位置一般工艺V684102102102D≥1/2D≥1/4102102P03焊锡工艺元件浮起高度1、片状元件焊端焊盘平贴PCB基板B、片状元件焊端浮离焊盘的距离应小于0.5mmB、圆柱状元件接触点浮离焊盘的距离应小于0.5mmB、无脚元件浮离焊盘的最大高度为0.5mmB、“J”型引脚元件浮离焊盘的最大高度为0.5mmB、片状元件,二、三极管翘起的一端,其焊端的底边到焊盘的距离要小于0.5mm一般工艺〈0.5MM〈0.5MM序号工艺类别工艺内容品质标准要求图示不良判定工艺性质P01外观工艺PCB板外观1、板底、板面、铜箔、线路、通孔等,应无裂纹或切断,无因切割不良造成的短路现象2、PCB板平行于平面,板无凸起变形。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
称
发行版次
1、电阻水平方向偏移,其基板焊点一端的空余长度
1. L2≧L*1/3,OK ; 大于或等于另一端空余长度的1/3,为最大允收限度;
2. L2<L*1/3,NG .
如果小于另一端空余长度的1/3则拒收。
L2
L
1、两元件之间最小间隔在0.5mm 以上为最大允收; 1. W ≧0.5mm,OK;
2、两元件之间最小间隔小于0.5mm 拒收。
2. W<0.5mm,NG .
零件直立拒收!
文字面帖反拒收。
1、按正面贴装,元件的两端置于基板焊点的中央位置。
1、元件偏移突出基板焊点的部份是元件宽度的25% 以下为最大允收限度,如果超出25%则拒收。
1、元件水平方向偏移,其基板焊点一端的空余长度 1. L2≧L*1/3,OK ; 大于或等于另一端空余长度的1/3,为最大允收限度; 2. L2<L*1/3,NG .
如果小于另一端空余长度的1/3则拒收。
L2
L
1、两元件之间最小间隔在0.5mm 以上为最大允收; 1. W ≧0.5mm,OK;
2、两元件之间最小间隔小于0.5mm 拒收。
2. W<0.5mm,NG .
零件直立拒收!
零件直立项 目
零件直立电阻帖反标准模式
电容、电感偏移零件间隔
电容、电感偏移SMT 通用检验标准
A01
页码3/9
判 定 說 明
图 示 说 明
(垂直方向)(水平方向)
电阻偏移(水平方向)零件间隔
电容、电感类实装
W
零件直立拒收
文字面(翻白)
R757
文字面
电阻不可帖反(文字面)
OK
W W1
W1≧W*25%,NG.
W
零件直立拒收
称
发行版次
1、接触点与焊点端的距离至少是二极管的25%以上 1. L ≧D*25%,OK ;
为最大允收量;
2. w1≦W*50%, OK .
2、二极管一端突出焊点的内侧部分小于二极管金属反之 NG .
电镀宽度的50%,为最大允收量;3、超出以上标准则不良。
1、二极管突出焊点一端的部分应小于二极管直径的 25%,如果超出二极管直径的25%则拒收。
1. W<D*25%, OK ;
2. W ≧D*25%, NG ;
部品本体不可有缺边,缺角和破损现象。
部品破损不良
不允许存在,即部品仅有一端焊在焊盘上,且本体与
PCB 形成大于15度。
墓碑拒收
部品端与PCB 间距大于0.5mm 为不良。
A>0.5mm, NG
不允许有翻面现象。
翻面/帖反,拒收。
(即元件表面印丝帖于PCB 一面,无法识别其品名、 规格。
)
部品(元件)散乱为致命不良(因撞板等引起)。
依据BOM 和ECN 或样板,不应帖装部品的位置或PCB 上有多余的部品均为不良。
依据BOM 和ECN 或样板,应帖装的位置未帖装部品少件(漏件)NG
为不良。
不允许有错料现象。
(即部品的型号、参数、形体 大小、料号、顔色等与BOM 和ECN 或样板不相符)
二极管接触点多件
错料
墓碑与焊点的距离
SMT 通用检验标准
A01
页码6/9
项 目
判 定 說 明
图 示 说 明
作 业 指 导 书
缺口浮高翻面少件(漏件)
二极管偏移
部品(元件)散乱
最小可允收
D
W w1
L
W
D
A
R757
文字面
文字面(翻白)
C10 C11 C12 C13 C14。