工程机械用高强钢HG785匹配WER80焊丝焊接性研究(PDF X页)
Wel-Ten 780A高强钢焊接接头组织和性能研究

2 2 冲击 试验 结果 及分 析 .
表 5为 焊接 接 头 室 温 冲击试 验 结 果 。从 表 中可 以
的最 高硬 度为 35HV, 化 区硬 度 比母 材 约 降低 5 4 软 O一
7 V。说 明用 Y 8 A( R 1S—G) 丝 、 工 厂 现 0H M一0 E 1 0 焊 按
齐齐哈 尔轨道 交通 装备有 限 责e , (60 2 2 ' - 110 )
唐 山 轨 道 客 车 有 限 责 任 公 司 (6 0 5 0 33 )
摘要
王秀 范
陈丽 园
王有军
陈 增有
马清 波
通过对 We T n7 0 l e 8 A高强钢焊接 接头进 行 了拉伸 、 — 冲击 、 硬度及 金相 组织 分析 研究 , 果表 明 , 结 采用
中图 分 类 号 : T 4 7 G 0
焊接接头
组织
- 性能
0 前
言
金相 分析对 We-e 8 A高强 钢焊 接接 头组织 和性 能 l n 0 T 7
进行研 究 , 以此提 高 特 种 铁 路 货 车 的 焊 接 质量 和 可 靠
性。 1 试验 材 料和方 法 1 1 试验 材料 .
焊接接 头 的拉 伸试验按 G / 6 1 9标 准进 B T2 5 _8
收稿 日期 : 0 1 6—1 2 1 —0 9
分别开在 焊缝 、 熔合线 1m 的焊接 热影 响 区及 母 材 距 m 位 置 , 验温 度 为 室 温 ; B 5 M 金 相 显 微 镜 对 焊 接 试 用 X1
21 0 1年 第 9期 4 7
r
缛掳 生产应用
表 2 试 验 材 料 的 力 学 性 能
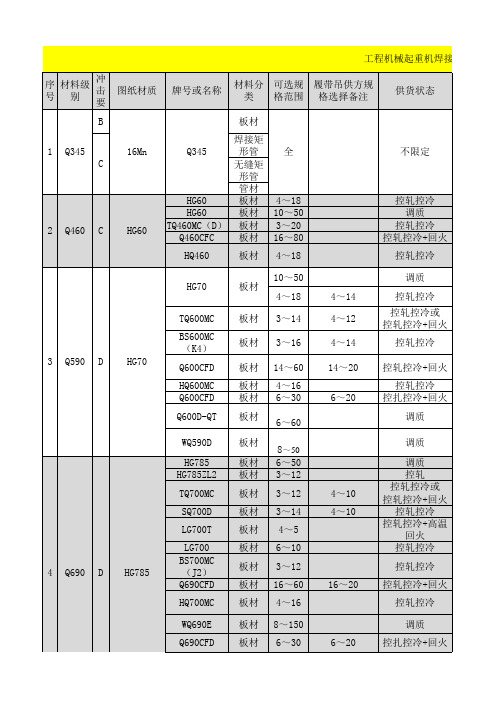
工程机械起重机焊接钢材与焊丝选用要求
570 580 590 550 590 685 685
730 700 750 710 750 850
460 460 480 460 460 590 590
17 19 18 17 18 17 17 17 15 16 17 16 16 16 15 14 15 14 15 15 14 15 14 14 47 47 27
钢板
不限
≤100
不限定
Q235A、冷08、10、20、35 圆钢或 、45、 钢管
不限
正火
A 7 合金钢 管 A E 其他合 8 金钢
20Mn2 27SiMn S770QL
20Mn2 27SiMn HSM770
管材 管材 管材 不限
调质 调质 调质
20Cr、20CrMo、20CrMnTi 圆钢或 、35CrMo、40Cr、42CrMo 钢管 等
符合GB/T699要求
湖北新冶钢、首钢、鞍 钢、宝钢、湘钢、新余 钢铁、衡钢、西林钢铁 符合GB/T699要求 、兴澄特钢、汉冶特钢 、抚顺特钢等 衡阳钢管厂 衡阳钢管厂 700 980 550 835 12 12 15 40 47 39
衡阳钢管厂 820 1000 770 湖北新冶钢、首钢、鞍 钢、宝钢、湘钢、新余 钢铁、衡钢、西林钢铁 符合GB/T3077要求 、兴澄特钢、汉冶特钢 、抚顺特钢等
保证横纵两向的力学性能 要求保证横纵两向的力学性能
冲击功采用U型缺口试样; 断面收缩率大于40% 冲击功采用U型缺口试样 断面收缩率大于40%
47 47 47 47 47 47 40 40 40 47 40 47 40 47 47
3 2 2 2 2 3 2 1.5 2 2 2 3 2 3 2
南钢 舞阳 武钢 武钢 太钢 首钢 涟钢 宝钢 鞍钢 舞阳
具有优良焊接性的低屈强比HT780钢板及其制造方法[发明专利]
![具有优良焊接性的低屈强比HT780钢板及其制造方法[发明专利]](https://img.taocdn.com/s3/m/d7b25b3250e2524de4187e90.png)
专利名称:具有优良焊接性的低屈强比HT780钢板及其制造方法专利类型:发明专利发明人:刘自成申请号:CN200710042357.6申请日:20070621公开号:CN101328564A公开日:20081224专利内容由知识产权出版社提供摘要:一种具有优良焊接性的低屈强比HT780钢板,其组成元素的重量百分比为:C:0.055~0.095%,Si:≤0.20%,Mn:0.90~1.20%,P:≤0.013%,S:≤0.003%,Cr:0.40~0.90%,Cu:0.25~0.55%,Ni:0.60~1.20%,Mo:0.30~0.50%,Nb:0.010~0.030%,Als:0.040~0.060%,Ti:0.008~0.020%,V:0.015~0.055%,N:≤0.0040%,Ca:0.001~0.005%,B:0.0008~0.0016%,其中,所述元素含量必须同时满足如下关系:12≤Mn/C≤18;(Ti-3.42N)≥0;Ni/Cu≥2.0;Ti/Nb在0.50~1.0之间;Ca/S在0.80~3.0之间;F×DI≥2×t,其中,F为硼钢淬透性因子;t为成品钢板厚度;DI=0.311C(1+0.64Si)×(1+4.10Mn)×(1+0.27Cu)×(1+0.52Ni)×(1+2.33Cr)×(1+3.14Mo)×25.4(mm);其余为铁和不可避免的夹杂。
低屈强比HT780钢板的制造方法包括改进的直接淬火工艺和热处理工艺。
申请人:宝山钢铁股份有限公司地址:201900 上海市宝山区富锦路果园国籍:CN代理机构:北京市金杜律师事务所代理人:楼仙英更多信息请下载全文后查看。
MAG焊HG785_D低合金高强钢的焊接试验研究

H08Mn2SiNi2MoA 实芯焊丝的化学成分和力
学性能分别见表 3 和表 4 。
标准 焊丝
C
Si
≤0. 09 0. 40~0. 80
0. 06
0. 54
表 3 H08Mn2SiNi2MoA 实芯焊丝的化学成分
Mn
P
S
Ni
0. 25~1. 80 ≤0. 020 ≤0. 020 1. 90~2. 60
5 参考文献
1 刘玉君 ,纪卓尚 ,等. 船体曲面钢板水火加工成型工艺的理 论与应用研究. 中国造船 ,1998 , (增刊) : 118
2 纪卓尚 ,刘玉君. 船体曲面钢板加工技术研究和展望. 大连 理工大学学报 ,2001 , (41) :505
3 方开泰 ,全辉 ,陈庆云. 实用回归分析. 北京 : 科学出版社 , 1998. 78~105
3. 3 实验方法及工艺参数 3. 3. 1 焊前准备
500mm ×200mm ×14mm 试板两块 , 开 V 形 坡口 ,坡口角度为 60°,钝边 2mm ,见图 1 。
陈倩清 :MA G 焊 H G785ΟD 低合金高强钢的焊接试验研究 图 1 焊接坡口
·39 ·
焊缝坡口及其两侧各 30mm 范围内 ,用砂轮打 磨 ,去除氧化皮 、锈 、油污 ,露出金属光泽 ,并认真清 理 ,不得留有任何影响焊接质量的杂物 。
缺口部位
冲击功 (J )
平均冲击功 (J )
焊缝中心
56 ;58 ;55
56. 3
热影响区
122 ;208 ;141
157
[ 下转第 23 页 ]
孙风胜 ,等 :钢板局部感应加热收缩量回归及实验分析
·23 ·
会有 7~10s 的过程 ,在这段过程中 ,钢板开始被加热 , 但在计算时间上并没有反映出来 。
HG785D高强钢塞焊工艺改进研究

HG785D高强钢塞焊工艺改进研究杨军良;吴海丽;李臣达;吴春德;马殿响;白晨;焦新平【摘要】针对HG785D高强钢产品塞焊质量差的问题,通过对产品结构特点及工艺进行分析,找出了导致问题出现的4个方面的因素,并通过进行塞焊孔结构改进、工艺参数优化、焊接顺序优选和环境温度改善等方面的研究,总结出了一套详细的塞焊工艺.运用改进的焊接工艺规范进行了产品塞焊缝焊接,结果焊缝外观成形良好、光滑平整.对焊缝进行磁粉检测结果表明,焊缝未出现未焊透、气孔、夹渣及未熔合等缺陷.将该技术应用于产品批量生产中,获得了满意的效果.【期刊名称】《新技术新工艺》【年(卷),期】2018(000)005【总页数】3页(P4-6)【关键词】高强钢;塞焊;焊接工艺参数【作者】杨军良;吴海丽;李臣达;吴春德;马殿响;白晨;焦新平【作者单位】山西航天清华装备有限责任公司,山西长治 046012;山西航天清华装备有限责任公司,山西长治 046012;山西航天清华装备有限责任公司,山西长治046012;山西航天清华装备有限责任公司,山西长治 046012;山西航天清华装备有限责任公司,山西长治 046012;山西航天清华装备有限责任公司,山西长治 046012;山西航天清华装备有限责任公司,山西长治 046012【正文语种】中文【中图分类】TG457在工程及武器装备领域,由于产品结构的局限性,塞焊缝在薄壁组焊中使用非常广泛,焊缝质量要求较为严格。
为了保证焊缝质量,应对焊缝表面进行磁粉检测,不允许出现裂纹、未熔合等焊接缺陷。
在实际产品焊接过程中,由于对塞焊技术研究较少,参考文献较少,焊接之后多数焊缝表面出现了大小不一、数量不等的裂纹及未熔合等缺陷,部分裂纹甚至延伸至母材,严重影响了产品的正常使用,为后期产品服役带来了安全隐患。
裂纹作为危害性最大的一种缺陷,对产品的抗拉强度有着致命的影响,这种影响随其所占截面积的增加而增大;同时,裂纹尖端还会导致应力集中,促使产品中裂纹在低应力下扩展甚至开裂。
工程机械中的低合金高强钢焊接技术
工程机械中的低合金高强钢焊接技术【摘要】随着现代科技的快速发展,以及产品对机动性、灵活性、快速反应性等要求的不断提高,产品中高承载、轻质量焊接结构件的综合性能要求也越来越高。
基于这种性能要求,高强度承载结构越来越广泛地选用高强钢作为主要材料,同时对焊接接头的质量提出了更高要求。
本文就高强钢焊接技术方法进行了分析。
【关键词】工程机械;低合金高强钢;焊接技术1、低合金高强钢的焊接材料选择工程机械广泛使用低合金高强钢,最大的益处在于其焊接结构具备很高的强度,同时减轻了自重。
为了最大限度地减轻自重,一般焊缝按等强度设计,因此,工程机械焊接低合金高强钢时,焊接材料可以按如下原则选择。
总的原则是根据产品对焊缝金属的性能要求选用焊接材料。
焊接高强钢时,一般焊缝设计力学指标以工作要求为主,不低于母材力学指标的保证值,再留有适当的裕量;但必须综合考虑韧性、塑性和强度,有时为了提高焊缝的塑性可适当降低焊缝的设计强度指标。
若焊缝金属强度过高,将导致焊缝韧度、塑性、抗裂性下降,从而降低焊接结构的使用安全性。
实践证明,低强匹配的焊缝往往能提高焊缝的韧性和抗裂敏感性,提高焊接结构的疲劳寿命。
对对接焊缝而言,推荐选用等强度焊接材料;而对角焊缝而言,推荐选用低强度焊接材料。
实际生产中,应在确保焊接质量的前提下,选用高效率、低成本的焊接材料。
国内生产高强钢(如HG60、HG70、HG785)厂家一般不推荐相应的匹配焊接材料,市场上较多的推荐进口焊接材料(目前,国产化焊接材料用量有所提高,如正在批量使用的有HS-70、JS-70,效果均较好),但成本较高。
2、低合金高强钢的焊接方法选择低合金高强钢焊接的关键在于如何保证焊接构件的焊接质量,并获得适当的强度和良好的韧性。
因此,在低合金高强钢焊接时,必须避免焊接裂纹的产生和在保证满足其高强度的同时,提高焊缝金属及焊接热影响区(HAZ)冲击韧度。
为了尽可能避免裂纹的产生和尽量提高生产效率,高强钢焊接一般宜采用热输入较小的熔化极气体保护焊(活性气体保护焊或惰性气体保护焊),并提高施焊的自动或半自动化程度。
高强度结构钢HG785D焊接工艺研究
高强度结构钢HG785D焊接工艺研究摘要:本文针对高强度结构钢HG785D材料分别使用手工电弧焊(SMAW)和熔化极气体保护焊(MIG)两个焊接工艺方法进行焊接试验,焊后对焊缝接头进行了机械性能试验分析与焊缝金相及组织的显微观测,掌握两种焊接工艺方法的焊接性。
实验结果显示,采用合理的焊缝参数、匹配的焊接材料及接头形式,可以得到焊接性能更加优异的焊缝接头,并已在实际产品的使用过程中获得了良好的效果。
关键词:高强度结构钢;HG785D;焊接HG785D属国内自主研发的新型低合金高强钢,具有高强度、低膨胀系数和稳定的弹性模量,由于它焊接前既不需要进行时效和热处理,而且焊接成型后一般又不需要做进一步的退火和热处理,为各种高强度结构焊接件的最理想材料。
然而低合金高强度钢焊接工艺由于是随着对其合金硬度等级要求标准的提高逐步地提高,冷裂纹产生的温度敏感性也逐步地增加,焊缝受热后发生破裂变形的温度倾向也随之明显逐渐地上升,所以,选择和设计出合理而可靠有效的焊接工艺参数显得至关重要[1]。
为了全面深入理解认识和准确把握HG785D钢板的主要焊接参数及工艺性能,掌握各种合理和有效组合的焊接性工艺原理和工艺参数,所进行的HG785D钢板焊接性工艺研究有着重大深远的意义。
一、试验材料和方法1.1试验材料本试验采用10mm厚HG785D钢板,V型坡口对接型式焊接,尺寸为300mmx100mm,坡口及尺寸见图1。
HG785D钢板化学成分和力学性能见表1和表2。
1.2焊接材料选择针对HG785D材料的主要成分、焊接产品力学性能要求以及焊接产品结构特点,本次在进行焊接产品工艺技术试验的研究过程中,HG785D钢板主要是通过使用手工电弧焊(SMAW)和熔化极气体保护焊(MIG)两个焊接工艺方法同时进行试件焊接[2],其中SMAW使用焊条J707,MIG焊使用焊丝ER80-G,其两种焊接材料的化学成分见下表3与表4。
1.3焊接试验由于焊接热能输入量是直接决定焊缝及接头的组织特性好坏的主要的参数,热输入量过大时,会直接使焊缝的热影响区的金属晶粒变粗大,产生更粗大晶粒的的铁素体含量,甚至会产生脆性组织,对金属韧性不好。
试析工程机械用高强钢及其焊接研究现状

试析工程机械用高强钢及其焊接研究现状[摘要]高强钢,从属工程机械相关行业领域当中的重要材料,对其焊接技术工艺层面有着高要求。
那么,为更进一步了解这种高强钢与其焊接技术工艺具体研究应用情况,本文主要先阐述国内外工程机械当中所用高强钢的发展现状,并进一步探讨高强钢和焊接相关研究现状,仅供相关人士参考。
[关键词]高强钢;工程机械;焊接;现状;前言:现阶段,国内外针对于工程机械当中所用高强钢和焊接层面研究在不断深入,高强钢和焊接质量在持续提升,为确保今后更好地运用高强钢,积极落实好相关的焊接作业活动,则对工程机械当中所用高强钢和焊接层面相关研究现状开展综合分析,有着一定的现实意义和价值。
1、关于工程机械当中所用高强钢国内外的发展现状阐述1.1在国外现状层面日本开发设计工程机械当中所用HITEN系列高强结构钢,内含690S、590S、980S、790S较多强度级别,焊接性优良。
瑞典开发WELDOX系列,属于专门应用至起重装置吊臂等应力较高结构件生产制造当中高强度一种结构钢,韧性、强度、焊接性能较好;德国开发设计工程机械当中所用的高强结构钢,以XABO系列为典型品种,有着高韧性、高强度及优良的焊接性层面优势,现已成功被应用至煤矿设备、移动吊臂当中,使用寿命基本上超过传统结构钢板约5倍。
1.2在国内现状层面国内针对工程机械当中用钢开发及其研究层面起步比较晚,在不断引进国外的工程机械相关制造技术之后,国内的工程机械当中用钢才侧重Q235、Q345级别较低用钢状态打破。
现阶段,国内的首钢、宝钢、鞍钢等开发600~1000MPa不同级别强度较高工程机械当中用钢。
工程机械600MPa级别用钢通常应用至大型推土机、起重吊车、液压支架、刮板运输装置等制造当中,此工程机械级别用钢冷裂无较大敏感性,能够适用于焊接处理较大的热输入[1]。
针对工程机械700MPa级用钢,通常应用至大型挖掘装置及液压支架、起重装置吊臂等当中,此工程机械级别用钢处于调质状态之下可完成焊接作业,焊后无需实施调质处理,只有必要情况下才需消除应力。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
c a n r e a l i z e w e l d i n g w i t h o u t p r e h e a t i n g , a n d t h e me c h a n i c a l p r o p e r t i e s o f w e l d e d j o i n t s b y a d o p t i n g g a s s h i e l d e d w e l d i n g w i t h
中图分 类号 : T G 4 0 6
文 献标 志码 : B
文章 编号 : 1 0 0 1 — 3 9 3 8 ( 2 0 1 5 ) 0 8 — 0 0 0 6 — 0 5
Re s e a r c h o n We l d a b i l i t y o f Hi g h S t r e n g t h S t e e l HG7 8 5 Us e d f o r En g i n e e r i n g
工 程 机 械低 合 金 高 强 钢 HG 7 8 5在 成 分 设 计
中注重 钢 的焊 接性 能 ,通 过微 合金 化控轧 控冷 工
要素 ,三 者密 不可分 。因此 ,如不解 决 高强钢 的 焊 接 性 及 配 套 焊 接 材料 和 焊 接 工 艺 问 题 ,将 会 直 接 阻 碍 该 钢种 的推 广 应 用 。 本课 题 主 要 围绕 工 程机 械用高 强钢 HG 7 8 5 d的焊 接性 、焊 接材 料
Abs t r a c t : I n o r d e r t o v e r i f y wh e t h e r t h e we l d a b i l i t y o f h i g h s t r e n g t h s t e e l HG7 8 5 u s e d f o r e n g i n e e r i n g ma c h i n e r y c a n me e t t h e r e q u i r e me n t s o f e n g i n e e r i n g t e c h n o l o g y ,i t s h o u l d s p e e d u p t h e p o p u l a r i z a t i o n a n d a p p l i c a t i o n o f t h i s s t e e l g r a d e .I n t h i s a r t i c l e ,i t s t u d i e d 2 0 mm a n d 4 0 mm HG7 8 5 s t e e l f r o m s e v e r a l a s p e c t s ,i n c l u d i n g c o l d c r a c k i n g s e n s i t i v i t y ,w e l d i n g p r o c e s s p e r f o r ma n c e , we l d i n g ma t e i r a l ,c h a n g e r u l e o f HA Z a n d w e l d p r o p e r t i e s . T h e r e s u l t s i n d i c a t e d t h a t HG 7 8 5 s t e e l b e l o w 2 0 mi l l
工程机 械 用 高强钢 H学智
( 恩施 职业技 术学 院 电气 与机械 工程 系 , 湖北 恩施 4 4 5 0 0 0 )
摘 要 :为 了检 验 武钢研 发 的 高 强度级 别 工程 机械 用钢 H G 7 8 5的焊 接性 能是 否满足 工 程技 术要 求 ,
应 用 。使 现代 高 强 钢 的强 度 韧 性 及 焊 接性 大 幅 度 提高 。高 强 钢 的焊 接 性 主要 包 括 裂 纹敏 感 性
和焊 接热 影响 区性 能两个 方面 。焊接 性 、焊接 材
料 及 相应 的 焊 接工 艺 是 高 强 钢焊 接 的 三 个基 本
HG7 8 5钢 抗 裂性 能 研 究
s a me s t r e n g t h ma t c h i n g WER8 0 wi r e a l s o r e a c h t h e r e q u i r e me n t s o f t h i s s t e e l e n g i n e e i r n g t e c h n o l o g y . Ke y wo r d s :e n g i n e e i r n g ma c h i n e y r s t e e l ; w e l d i n g w i t h o u t p r e h e a t i n g ; c o l d c r a c k i n g s e n s i t i v i t y ;g a s s h i e l d e d w e l d i n g ; we l d i n g
艺 ,在保 证高 强度 和高韧 性 的同时 ,希望 钢种 的
淬 硬性低 ,具 有较 高 的抗 冷裂 纹能 力 ,从 而 能采
加 快该 钢种 的推 广 应 用 ,对 2 0 m m和 4 0 m m 规格 HG 7 8 5钢 的冷 裂纹敏 感 性 、焊接 工 艺性 能 、焊接
材料 及焊接 热影 响 区、焊缝 性 能 变化 规律 进行 了试验研 究。研 究 结果表 明 .2 0 m m 规 格 以下 H G 7 8 5 钢可 实现无预热焊接 。等 强匹配 WE R 8 0焊丝 气体保护 焊接接 头力学性能 亦达到该钢种工程技 术要求 关键 词 :工程机械 用钢 ;无预热焊接 :冷 裂纹敏 感性 ;气体保 护焊接 ;焊接 材料
Ma c h i ne r y Ma t c hi ng W ER8 0 W e l di ng W i r e
N I U Q u a n f e n g , Y A N G X u e z h i
( D e p a r t m e n t o fE l e c t r i c a l a n d Me c h ni a c a l E n g i n e e r i n g , E n s h i P o l y t e c h n i c , E n s h i 4 4 5 0 0 0 , Hu b e i , C h i n a )
ma t e ia r l
在 钢 铁制造 行业 中 ,随着精 炼技 术 、微合 金
技 术 、控 轧 控 冷 技 术 以及 变 形 热 处 理 等 技 术 的
及焊 接热影 响 区性 能展开 试验研 究 ,掌握 焊接 热 影响 区性 能变化 规律 ,使 焊接接 头综合 性 能满 足
高强 钢焊 接技术 要求 。