机床参数(1)
FANUC 攻丝相关参数 (1)
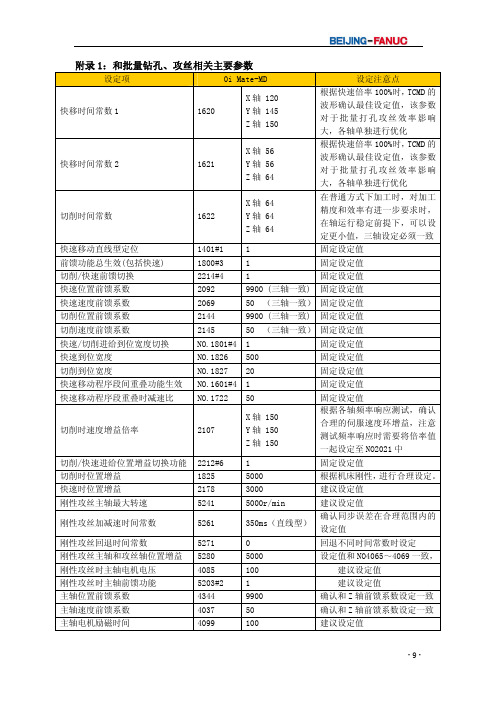
- 9 -附录1:和批量钻孔、攻丝相关主要参数设定项0i Mate-MD设定注意点快移时间常数1 1620X 轴 120 Y 轴 145 Z 轴 150 根据快速倍率100%时,TCMD 的波形确认最佳设定值,该参数对于批量打孔攻丝效率影响大,各轴单独进行优化 快移时间常数2 1621X 轴 56 Y 轴 56 Z 轴 64 根据快速倍率100%时,TCMD 的波形确认最佳设定值,该参数对于批量打孔攻丝效率影响大,各轴单独进行优化 切削时间常数 1622X 轴 64 Y 轴 64 Z 轴 64 在普通方式下加工时,对加工精度和效率有进一步要求时,在轴运行稳定前提下,可以设定更小值,三轴设定必须一致快速移动直线型定位 1401#1 1 固定设定值 前馈功能总生效(包括快速) 1800#3 1 固定设定值 切削/快速前馈切换 2214#4 1固定设定值 快速位置前馈系数 2092 9900 (三轴一致)固定设定值 快速速度前馈系数 2069 50 (三轴一致)固定设定值 切削位置前馈系数 2144 9900 (三轴一致)固定设定值 切削速度前馈系数2145 50 (三轴一致)固定设定值快速/切削进给到位宽度切换 NO.1801#4 1 固定设定值 快速到位宽度 NO.1826 500 固定设定值 切削到位宽度NO.1827 20 固定设定值 快速移动程序段间重叠功能生效 NO.1601#4 1 固定设定值快速移动程序段重叠时减速比NO.172250 固定设定值切削时速度增益倍率 2107X 轴 150 Y 轴 150 Z 轴 150 根据各轴频率响应测试,确认合理的伺服速度环增益,注意测试频率响应时需要将倍率值一起设定至NO2021中 切削/快速进给位置增益切换功能 2212#6 1 固定设定值切削时位置增益 1825 5000 根据机床刚性,进行合理设定。
快速时位置增益 2178 3000 建议设定值 刚性攻丝主轴最大转速 5241 5000r/min 建议设定值刚性攻丝加减速时间常数 5261 350ms(直线型)确认同步误差在合理范围内的设定值刚性攻丝回退时间常数5271 0 回退不同时间常数时设定 刚性攻丝主轴和攻丝轴位置增益 5280 5000 设定值和NO4065~4069一致,刚性攻丝时主轴电机电压 4085 100 建议设定值 刚性攻丝时主轴前馈功能 5203#2 1 建议设定值主轴位置前馈系数 4344 9900 确认和Z 轴前馈系数设定一致主轴速度前馈系数 4037 50 确认和Z 轴前馈系数设定一致主轴电机励磁时间4099100建议设定值。
FANUC 维修中常用参数
FANUC 维修中常用参数FANUC系统有很丰富的机床参数,为数控机床的安装调试及日常维护带来了方便条件。
根据多年的实践,对常用的机床参数在维修中的应用做一介绍。
1.手摇脉冲发生器损坏。
一台FANUC 0TD数控车床,手摇脉冲发生器出现故障,使对刀不能进行微调,需要更换或修理故障件。
当时没有合适的备件,可以先将参数900#3置“0",暂时将手摇脉冲发生器不用,改为用点动按钮单脉冲发生器操作来进行刀具微调工作.等手摇脉冲发生器修好后再将该参数置“1”。
2.当机床开机后返回参考点时出现超行程报警。
上述机床在返回参考点过程中,出现510或511超程报警,处理方法有两种:(1)若X轴在返回参考点过程中,出现510或是511超程报警,可将参数0700LT1X1数值改为+99999999(或将0704LT1X2数值修改为-99999999)后,再一次返回参考点。
若没有问题,则将参数0700或0704数值改为原来数值。
(2)同时按P和CAN键后开机,即可消除超程报警。
3.一台FANUC 0i数控车床,开机后不久出现ALM701报警。
从维修说明书解释内容为控制部上部的风扇过热,打开机床电气柜,检查风扇电机不动作,检查风扇电源正常,可判定风扇损坏,因一时购买不到同类型风扇,即先将参数RRM8901#0改为“1”先释放ALM701报警,然后在强制冷风冷却,待风扇购到后,再将PRM8901改为“0".4.一台FANUC 0M数控系统加工中心,主轴在换刀过程中,当主轴与换刀臂接触的一瞬间,发生接触碰撞异响故障.分析故障原因是因为主轴定位不准,造成主轴头与换刀臂吻合不好,无疑会引起机械撞击声,两处均有明显的撞伤痕迹。
经查,换刀臂与主轴头均无机械松动,且换刀臂定位动作准确,故采用修改N6577参数值解决,即将原数据1525改为1524后,故障排除。
5.密级型参数0900~0939维修法。
按FANUC 0MC操作说明书的方法进行参数传输时,密级型参数0900~0939必须用MDI方式输入很不方便.现介绍一种可以传输包含密级型参数0900~0939在内的传输方法,步骤如下:(1)将方式开关设定在EDIT位置;(2)按PARAM键,选择显示参数的画面;(3)将外部接收设备设定在STAND BY(准备)状态;(4)先按EOB键不放开,再按OUTPOT键即将全部参数输出。
数控机床CNC参数设置

1 数控机床CNC参数设置1 CNC参数的调试修改方法⑴、在设置页面打开参数开关。
⑵、工作模式选择在录入方式。
⑶、在参数页面修改相应的参数。
⑷、修改完参数后关掉参数开关再按复位键部分参数修改后还需关掉系统电源。
2了解每个CNC参数所对应的作用以及修改参数后机床性能的变化K1000M CNC参数一览表0 0 4 OTFP RDRN DECI IOF RS43 DCS SCW OTFP 1输出最高频率为512Kpps。
0输出最高频率为32Kpps。
RDRN 1空运行时快速运动指令运行有效。
0空运行时快速运动指令运行无效。
DECI 1在返回参考点时减速信号为1表示减速回零方式B 时有效。
0在返回参考点时减速信号为0表示减速。
IOF 1用MDI键入时偏置值为增量值。
0用MDI键入时偏置值为绝对值。
RS43 1G43G44的偏移矢量在复位时被清零。
0G43G44的偏移矢量在复位时保持不变。
DCS 1MDI方式时按【输出】键执行。
0MDI方式时按【循环启动】键执行。
SCW 1最小指令增量按英制系统机床是英制系统。
0最小指令增量按公制系统机床是公制系统。
0 0 5 NFDO TJHD PM2 PM1 RSJG MPOF PPD PCMD NFDO 1恒设为1 TJHD 1在手动示教方式中手轮有效。
0在手动示教方式中手轮无效。
2 PM2PM1设定固定循环G76G87中的退刀方向。
PMXY2 PMXY1 退刀方向0 0 X 0 1 X 1 0 Y 1 1 Y RSJG 0按复位键时系统自动关闭M03、M04、润滑、冷却输出。
1按复位键时对输出M03、M04、润滑、冷却输出没有影响。
MPOF 1屏蔽电压低报警PPD 1用绝对零点编程G92也设置相对坐标值。
0用绝对零点编程G92不设置相对坐标值。
PCMD 1输出波形是脉冲。
0输出波形是方波。
0 0 6 PRGB TLCP GST OVRI ZMZ ZMY ZMX PRGB 无意义。
电主轴的基本参数与结构1

·64··电主轴技术讲座·Seminar on Motorized Spindle第二讲!电主轴的基本参数与结构(一)LessonⅡMain Specifications and Structure of the Motorized SpindIe(l)周延祐李中行1 电主轴的基本参数电主轴的基本参数和主要规格包括:套筒直径、最高转速、输出功率、计算转速、计算转速转矩和刀具接口等。
其中计算转速又称额定转速,是指恒转矩驱动与恒功率驱动的交汇点,参见图1和图2。
它相当于图2中的A点,即小于计算转速时为恒转矩驱动,大于计算转速时为恒功率驱动。
计算转速转矩为转速小于和等于计算转速的转矩。
一般电主轴型号中含有套筒直径、最高转速和输出功率这3个参数。
表1列出了德国GMN公司用于加工中心和铣床的电主轴的型号和主要规格。
表1 德国GMN公司用于加工中心和铣床的电主轴的型号和主要规格主要型号套筒直径/mm最高转速/(r/min)输出功率/kW计算转速/(r/min)计算转速转矩/N·m润滑刀具接口HC120-42000/11120420001130000 3.5OL SK30HC120-50000/11120500001130000 3.5OL HSK-E25HC120-60000/5.512060000 5.5600000.9OL HSK-E25 HCS150g-18000/9150180009750011G HSK-A50 HCS170-24000/2717024000271800014OL HSK-A63HC170-40000/6017040000604000014OL HSK-A50/E50 HCS170g-15000/151701500015600024G HSK-A63 HCS170g-20000/1817020000181200014G HSK-F63 HCS180-30000/1618030000161500010OL HSK-A50/E50 HCS185g-8000/11185800011213053G HSK-A63 HCS200-18000/152001800015180080OL HSK-A63 HCS200-30000/1520030000151200012OL HSK-A50”E50 HCS200-36000/162003600016600029OL HSK-A50”E50 HCS200-36000/7620036000762500029OL HSK-A50”E50 HCS200-182000/152001200015180080G SK40HCS230-18000/152301800015180080OL HSK-A63 HCS230-18000/252301800025300080OL HSK-A63 HCS230-24000/182302400018315057OL HSK-A63 HCS230-24000/452302400045750058OL HSK-A63 HCS230-182000/222301200022240087G HSK-A63 HCS230-182000/252301200025300080G HSK-A63 HCS232-185000/9230150009122070G HSK-A63 HCS275-20000/6027520000601000057OL HSK-A63 HCS285-12000/3228512000321000306OL HSK-A100 HCS300-12000/3030012000301000286OL HSK-A100 HCS300-14000/2530014000251100217OL HSK-A63 HCS300-8000/303008000301000286G HSK-A100注:HCS—矢量驱动;OL—油气润滑;G—永久油脂润滑;SK—ISO锥度。
滚齿机说明书

青岛农业大学海都学院本科生毕业论文(设计)题目:Y3150E滚齿机传动设计及机床的调整姓名:xxxx系别:工程系专业:机械设计制造及其自动化班级: xxx级x班学号:*********指导教师:***2013年6月18日目录摘要 (Ⅰ)Abstract (Ⅱ)前言 (5)第1章滚齿机概述 (7)1.1滚齿机机床简介及滚齿机分类 (7)1.1.2 Y3150E滚齿机的主要用途及工作方式 (8)1.1.3滚齿机分类 (8)第2章滚齿机传动设计 (9)2.1滚齿机主传动 (9)2.2传动系统的设计 (10)2.2.1设计分析 (10)2.3 齿轮的设计 (11)2.3.1齿轮传动的设计与强度校核 (11)2.3.2低速级大小齿轮的设计: (12)2.4传动轴及轴承的设计与校核 (14)2.4.1从动轴和轴承的设计与校核 (14)第3章Y3150E滚齿机机床的调整 (18)3.1 加工直齿圆柱齿轮时机床的调整 (18)3.1.1工件安装 (18)3.1.2滚刀的安装 (18)3.1.3 主轴转速的选择及调整 (19)3.1.4轴向进给量的调整 (19)3.1.5刀架工作行程挡块位置的调整 (20)3.1.6滚刀精加工的调整 (20)3.2 加工斜齿圆柱齿轮时机床的调整 (21)3.2.1工件的安装 (15)3.2.2滚刀的安装 (15)3.2.3 主轴转速的选择及调整 (16)3.2.4轴向进给量的调整 (16)3.2.5差动挂轮的计算和调整 (16)3.3加工质数直齿圆柱齿轮时机床的调整 (22)3.4加工大于100的质数及其整倍数的斜齿圆柱齿轮时机床的调整 (23)3.5径向进给滚切蜗轮时机床调整 (24)结论 (25)谢辞 (26)参考文献 (27)附件清单 ............................................................. 错误!未定义书签。
机床主要技术参数
1.机床主要技术参数:(1)尺寸参数:床身上最大回转直径:400mm刀架上的最大回转直径:200mm主轴通孔直径:40mm主轴前锥孔:莫式6号最大加工工件长度:1000mm(2)运动参数:根据工况,确定主轴最高转速有采用YT15硬质合金刀车削碳钢工件获得,主轴最低转速有采用W16Cr4V 高速钢刀车削铸铁件获得。
nmax= = 23.8r/min nmin= =1214r/min根据标准数列数值表,选择机床的最高转速为1180r/min,最低转速为26.5/min公比取1.41,转速级数Z=12。
(3)动力参数:电动机功率4KW 选用Y112M-4型电动机2.确定结构方案:(1)主轴传动系统采用V带、齿轮传动;(2)传动形式采用集中式传动;(3)主轴换向制动采用双向片式摩擦离合器和带式制动器;(4)变速系统采用多联滑移齿轮变速。
3.主传动系统运动设计:(1)拟订结构式:1)确定变速组传动副数目:实现12级主轴转速变化的传动系统可以写成多种传动副组合:A.12=3*4 B. 12=4*3 C。
12=3*2*2D.12=2*3*2 E。
12=2*2*3方案A、B可节省一根传动轴。
但是,其中一个传动组内有四个变速传动副,增大了该轴的轴向尺寸。
这种方案不宜采用。
根据传动副数目分配应“前多后少”的原则,方案C是可取的。
但是,由于主轴换向采用双向离合器结构,致使Ⅰ轴尺寸加大,此方案也不宜采用,而应选用方案D2)确定变速组扩大顺序:12=2*3*2的传动副组合,其传动组的扩大顺序又可以有以下6种形式:A.12=21*32*26 B。
12=21*34*22C.12 =23*31*26 D。
12=26*31*23E.22*34*21 F。
12=26*32*21根据级比指数非陪要“前疏后密”的原则,应选用第一种方案。
然而,对于所设计的机构,将会出现两个问题:①第一变速组采用降速传动(图1a)时,由于摩擦离合器径向结构尺寸限制,使得Ⅰ轴上的齿轮直径不能太小,Ⅱ轴上的齿轮则会成倍增大。
数控机床标准
一、数控机床相关通用标准体系1.机床零、部件标准(01)滚珠丝杠副、第1部分GB/T17581.1-1998(02)滚珠丝杠副、第2部分GB/T17581.2-1998(03)滚珠丝杠副、第3部分GB/T17581.3-1998(04)机床用滚动直线导轨副验收技术条件 JB/T7175.2-93 (05)机床用滚动直线导轨副参数 JB/T7175.2-93(06)机床用滚动直线导轨副安装连接尺寸 JB/T7175.1-93 2.机床附件标准(01)机床、主轴端部与花盘互换性尺寸GB/T5900.1~5900.3-1997 (02)机床附件型号编制方法JB/T2326-94(03)机床附件产品包装通用技术条件JB/T2326-94(04)机床附件随机技术文件编制JB/T9935-1999(05)机床附件、产品质量通用分等(内部使用)JB/T54471-94 (06)弹簧夹头、型式和参数JB/T5556-19913.基础标准1>基本检验方法标准(01)金属切削机床、噪声声功率级的测定GB/T4215-1984 (02)金属切削机床、静刚度检验通则GB/T13571-9112(03)金属切削机床、振动测量方法GB/T16768-97(04)金属切削机床、噪声声压级测量方法GB/T16769-1997 (05)机床检验通则第一部分:在无负荷或精加工条件机床几何精度GB/T17421.1-1998(06)数字控制机床、位置精度的评定方法GB/T10931-1989 (07)金属切削机床圆锥表面涂色法检验及评定JB/T5563-1991 (08)金属切削机床可靠性评定方法JB/T6610-93(09)金属切削机床结合面涂色法检验及评定JB/T9876-1999 (10)金属切削机床清洁度的测定JB/T9877-1999(11)金属切削机床粉尘浓度的测定JB/T9878-1999(12)金属切削机床油零浓度测量方法JB/T9879-19992>基本技术条件标准(01)工业机械电气设备第1部分通用技术条件GB/T5226.1-1996 (02)机床润滑系统GB/T6576-1986(03)气动系统通用技术条件GB/T7932-1987(04)金属切削机床通用技术条件GB/T9061-1988(05)数控机床液压泵站技术条件JB/T6105-1992(06)金属切削机床、机械加工件通用技术条件JB/T9872-1999 (07)数控机床润滑系统供油装置技术条件JB/T7452-1994 (08)金属切削机床、装配通用技术条件JB/T9874-1999(09)金属切削机床、焊接件通用技术条件JB/T9873-1999 (10)金属切削机床、液压系统通用技术条件ZBJ50 011-89 (11)金属切削机床精度分级JB/T9871-1999(12)金属切削机床精度检验通则JB2670-823>定义和名词术语标准(01)金属切削机床术语、基本术语GB/T6477.1-1986(02)数字控制机床、坐标和运动方向向命名JB3051-82推(03)金属切削机床、精度分级JB/T9871-19994>标记符号及包装标准(01)包装储运图示标志GB/T191-1990(02)金属切削机床、操作指示形象化符号GB/T3167-1993(03)机床包装技术条件ZBJ50.014-89(04)机床包装技术条件ZBJ50.014-89(05)出口机床、包装技术条件ZBJ50.017-90推5>型号、产品分等和技术文件编制方法标准(01)金属切削机床、型号编制方法GB/T15735-1994(02)金属切削机床、随机技术文件的编制JB/T9875-1999(03)金属切削机床标准编写规定JB/T54001-19924.安全及人类工效学标准(01)GB2893-82 安全色(02)安全色使用导则GB6527.2-1986(03)金属切削机床、安全防护通用技术条件GB15760-1995(04)金属切削机床及机床附件安全防护技术条件 JB4139-855.电气标准(01)工业机械电气图用图形符号JB/T2739-96(02)工业机械电气设备电气图、图解和表的绘制 JB/T2740-96 (03)工业机械电气设备第一部分:通用技术条件 GB/T5226.1-1996 1.数控镗、铣床标准KT00-03-001(01)卧式铣镗床技术条件JB/T4241-93(02)数控龙门镗铣床、精度JB 6086-92推(03)数控仿形定梁龙门镗铣床技术条件JB/T8330.1-96(04)数控仿形定梁龙门镗铣床精度JB/T8330.1-96(05)数控龙门镗铣床技术条件JB/T6600-93(06)数控落地铣镗床、落地铣镗加工中心技术条件JB/T8490.2-96 (07)铣头、制造与验收技术要求JBn 3996085推(08)铣头、精度JB 3995-85推(09)落地镗床和落地铣镗床技术条件ZBn J54 024-89推(10)落地镗床、落地铣镗床精度JB4367-86推(11)落地铣镗床系列型谱JB/T5602-91推(12)落地铣镗床参数JB/T4367.1-1999(13)落地铣镗床主轴端部JB/T4366.1~4366.3-1999三、数控机床相关的其他行业标准1.齿类标准(01)渐开线圆柱齿轮精度GB10095088推(02)渐开线圆柱齿轮Q/J2 110~110.6-1999(03)齿条精度GB10096-88(04)矩形花键尺寸、公差和检验Q/J2100-1995(05)锥齿轮Q/J2109.1~109.6-1998(06)圆柱直齿渐开线花键标准Q/J2105.1~105.7-1998 (07)渐开线圆柱齿轮精度标准J2B41-3(08)直齿端齿盘JB4316~4317-86推2.其他标准钢质自由锻件通用技术条件及机械加工余量与公差Q/J2108.1~108.10-1998(02)焊缝代号、焊接接头型式与尺寸Q/J2218-87 (03)液压气动用O形橡胶密封圈沟槽尺寸和设计计算准则GB3452.3-88推(04)液压气动用O形橡胶密封圈沟槽尺寸系列及公差GB3452.1-92推(05)一般传动用同步带GB13487-92(06)蝶形弹簧GB/T1972-92推(07)气相防锈材料使用方法JB/T6068-92(08)润滑油产品标准GB443-89 GB11118~11123-89 (09)机床用润滑剂的选用GB7632-87(10)带轮的材质、表面粗糙度及平衡GB11357-89推(11)标牌GB/T13306-90推----------------下面是赠送的excel操作练习不需要的下载后可以编辑删除(Excel 2003部分)1.公式和函数1.(1)打开当前试题目录下文件excel-10.xls;(2)利用函数计算每个人各阶段总成绩,并利用函数计算各阶段的平均成绩;(3)“平均成绩”行数字格式都为带一位小数(例如0.0)格式;(4)同名存盘。
GB4250卧式带锯床主要技术参数1
GB4250卧式带锯床主要技术参数1 GB4250卧式带锯床主要技术参数1
1.切割能力:
-切割材料类型:钢材、铸铁、铝合金等
- 最大切割直径:420 mm
- 最大切割宽度:500 mm
- 切割速度范围:20-80 m/min
2.刀具参数:
- 刀具规格:4800x34x1.1 mm
-刀架旋转范围:0°-45°
- 刀架前后移动范围:450 mm
3.主电机参数:
-主电机功率:4kW
- 主电机转速:960 rpm
-主电机电压:380V
4.送料系统参数:
-送料方式:液压自动送料
-送料压力范围:0.2-0.4MPa
- 送料速度范围:0-3 m/min
- 送料行程范围:0-500 mm
5.冷却系统参数:
-冷却泵功率:0.09kW
- 冷却泵流量:8 L/min
-冷却液储藏桶容量:30L
6.机床结构参数:
- 机床整体重量:1300 kg
- 机床外观尺寸:2060x980x1450 mm
-机床床身材质:铸铁
- 机床床身切割衬板厚度:8 mm
7.控制系统参数:
-控制方式:液压控制
-控制电源:24VDC
-控制电源功率:0.4kW
GB4250卧式带锯床是一种性能稳定、可靠性高的机床,适用于各种材料的切割工作。
它具有较大的切割能力和多种切割功能,配备了液压自动送料系统和冷却系统,使其能够在高效、精确的条件下完成切割工作。
同时,它还具有结构坚固、操作简便、使用寿命长的特点,是一款广泛应用于机械加工领域的设备。
CW6163技术规格及参数 Word 文档
3.技术规格及参数1.主要参数床身上最大回转直径CW6163E、CW6263E 630mm(26")CW6180E、CW6280E 800mm(31 1/2")CW61100E、CW62100E 1000mm(40")最大工件长度1000 1500 2000 3000 4000 5000 6000 7 000 8000 mm(40" 60" 80" 120" 160" 200" 236" 276" 315")最大加工长度卧式车床850 1350 1850 2850 3850 4850 5850 6850 7850 mm (34" 53" 73" 112" 152" 191" 230" 270" 309")马鞍车床600 1100 1600 2600 3600 4600 5600 6600 7600mm (24" 43" 63" 102" 142" 181" 220" 260" 299")横刀架上最大回转直径CW6163E、CW6263E 350mm(13 13/16")CW6180E、CW6280E 520mm(20 4/5")CW61100E、CW62100E 710mm(28")马鞍车床马鞍内最大回转直径CW6263E、CW6263E 800mm(31 1/2")CW6280E、CW6280E 1000mm (40")CW62100E、CW62100E 1230mm (48 1/2")马鞍车床马鞍内有效利用长度350mm(13 13/16")加工工件最大质量2000 kg 2.主轴主轴孔径105mm(4 7/52")130mm(特殊订货时)主轴锥孔公制120 (1:20)公制140 (1:20)(特殊订货主轴孔径为130mm时)顶尖锥度莫氏5 主轴转速级数18级主轴转速范围7.5-1000r/min 主轴最大扭矩2400Nm 3.进给系统纵横向进给级数各64级纵向进给范1/1 0.1-1.52mm/r 纵向进给范围16/1 1.6-24.3mm/r 纵向细进给量范围(用交换齿轮)CW6163E、CW6263E 、CW61100E、CW62100E 0.05-12.15mm/r CW6180E、CW6280E 0.064-15.464mm/r溜板快速移动速度 3.8m/min(149.6 in/min)横向进给量是纵向进给量1/2倍丝杠螺距12mm 公制螺纹有效范围及种数CW6163E、CW6263E 、CW61100E、CW62100E 0.5-240mm (52种) CW6180E、CW6280E 1-240mm( 50种) 英制螺纹有效范围及种数CW6163E、CW6263E 、CW61100E、CW62100E 28-1牙/英寸(34种) CW6180E、CW6280E 14-1牙/英寸(26种) 模数螺纹有效范围及种数CW61263E、CW61280E、CW612100E 0.5-120mm( 53种) 径节螺纹有效范围及种数28-1牙/英寸π(24种) 4.刀架装刀基面至主轴中心距36mm(1 27/64")刀具截面尺寸30mmX30mm(1 3/16"X1 3/16")刀架转盘的回转角度±90°横刀架的横向行程CW6163E、CW6263E 445mm(17 1/2")CW6180E、CW6280E、493mm(19 2/5")CW61100E、CW62100 530mm(20")小刀架行程200mm(8")容许的最大切削力19600N(4406 lbf)容许的最大进给力7840N(1762.5 lbf)5.尾座尾座套筒直径100mm(3 15/16")尾座套筒行程240mm(9 1/2")尾座套筒锥孔莫氏6 顶尖锥度莫氏6 尾座的横向移动量±10mm(25/64")6.动力系统主电动机型号Y160M-4 主电动机功率11Kw(14.75马力),15kW(特殊订货时)主电动机转速1460r/min ,1760r/min(特殊订货时)设备总容量15kV A 三角皮带规格CW6163E CW6263E B1880 CW6180E CW6280E B2057 CW61100E CW62100E B2286 三角皮带数量4根快速电动机型号NJ12-4/T2 快速电动机功率 1.1kW (1.475马力)快速电动机转速1350r/min 7.冷却系统冷却泵型号YSB-25冷却泵功率0.15kW 冷却泵流量25L/min(0.8828ft3/min)8.操纵及润滑系统齿轮泵型号CB-B6(逆时针转)齿轮泵流量6L/min 0.212ft3 /min 齿轮泵压力 2.5MPa(362.59psi)齿轮泵转速1450r/min 油缸工作压力0.8-1.5MPa (116-217.6psi)三角皮带规格A914 三角皮带数量1根9.机床外形尺寸及质量最大工件长度1000 1500 2000 3000 4000 5000 600 7000 8000 mm (40" 60" 80 120" 160" 200" 236" 276" 315")机床长度3180 3630 4230 5130 6040 7120 8240 9240 10240 mm (125" 143" 166" 202" 238" 280" 324" 363" 403")机床宽度CW6163E、CW6263E、1375mm(54 3/25")CW6180E、CW6280E、1410mm(55 1/2")CW6180E CW6280E、1520mm (1000mm-3000mm规格车床)CW61100E CW62100E 1460mm (1000mm及3000mm规格车床)1570mm (4000mm及4000mm以上规格车床)机床高度1830mm(72")最大工件长度1000 1500 2000 3000 4000 5000 600 7000 8000 mm 机床质量CW6163E、CW6263E卧式车床3400 3700 4000 4500 5300 6000 7000 8500 9800 kg 马鞍车床3550 3850 4150 4650 5450 6150 7150 8650 9950 kg 机床质量CW6180E、CW6280E卧式车床3580 3880 4180 4680 6000 6700 7400 8900 10200 kg 马鞍车床3730 4030 4330 4830 6100 6800 7550 9050 10350 kg 机床质量CW61100E、CW62100E卧式车床3900 3850 4150 4450 4950 6270 6970 kg 马鞍车床3900 4000 4300 4600 5100 6400 7100 kg4.机床的附件随机附件三爪卡盘CW6163E Φ320mm(12 19/32")1套CW6163E Φ400mm(16")1套(特殊订货时)CW6180E Φ400mm(16")1套CW61100E Φ400mm(16")1套顶尖莫氏6 1件按合同供给的特殊定货附件四爪卡盘四爪卡盘CW6163E、CW6263E Φ500mm(19 11/16")1套CW6180E、CW6280E Φ630mm(13 4/5")1套CW61100E Φ630mm(25")1套CW62100E Φ630mm(25")1套顶尖莫氏5 1件顶尖套1件中心架CW6163E Φ20-Φ170mm(25"-6 11/")1套CW6163E Φ160-Φ350(6"-13")1套CW6180E Φ40-Φ250mm(1 1/2"-9 4/5"1)1套CW61100E Φ150-Φ400mm(5 9/10"-15 3/4")1套跟刀架CW6163E Φ20-Φ100mm(25/32"-3 15/16")1套CW6180E Φ20-Φ100mm(25/32" 15/16")1套CW61100E Φ20-Φ160mm(25/32\"-6 3/10")1套拨盘Φ390mm(15")1套拨盘Φ465mm(18")1套花盘Φ800mm(31 1/2")1套锥度尺(切削长度500mm,调整角度0°-15°)1套前挡屑装置1套三爪卡盘防护罩1套丝杠托架1套横向数显测量装置1套纵向数显测量装置1套后防护1套。
机床的主要技术参数有哪些你造吗?
机床的主要技术参数有哪些你造吗?机床的主要技术参数(主参数和基本参数)•主参数:代表机床规格的大小,在机床型号中,用阿拉伯数字给出的是主参数折算值(1/10或/100)。
•基本参数:包括尺寸参数、运动参数和动力参数。
(一)尺寸参数:机床的主要结构尺寸。
(二)运动参数:机床执行中的运动速度,包括主运动的速度范围、速度数列和进给运动的进给量范围、进给量数列以及空行程速度等。
1、主运动参数1)主轴转数:对作回转运动的机床,其主运动参数是主轴转数。
计算公式为:n=1000V/(πd)主运动是直线运动的机床,如:插床,刨床。
其主运动参数是机床工作台或滑枕的每分钟往复次数。
2)主轴最低和最高转数的确定专用机床用于完成特定的工艺,主轴只需一种固定的转速。
通用机床的加工范围较宽,主轴需要变速,需要确定其变速范围,即最低和最高转数。
采用分级变速时,还应确定转速的级数。
n min=1000V min/(πD max) n max=1000V max/(πD min)变速范围为:R n=n max/n min3)有级变速时主轴转速序列无级变速时,n max与n min之间的转速是连续变化的有级变速时,应该在n max和n min确定后,再进行转速分级,确定各中间级转速。
主运动的有级变速的转速数列一般采用等比数列,满足等比数列关系:n j+1=n j? ;n z=n1*?z-14)标准公比?为了便于机床设计和使用,规定了标准公比值:1.06,1.12,1.26,1.41,1.58,1.78,2.00其中,?=1.06是公比?数列的基本公比,其他可以由基本公比派生而来。
2、进给运动参数进给量:a.大部分机床(如车,钻床等):进给量用工件或刀具每转的位移(mm/r)表示;b.直线往复运动机床(如刨,插床):进给量以每以往复的位移量表示;c.铣床和磨床:进给量以每分钟的位移量(mm/min)表示。
(三)动力参数机床的动力参数是指驱动主运动、进给运动和空行程运动的电动机功率。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
中心高 1050mm 1050mm 1050mm
载重 40t 32t 32t 40t
钻杆 Φ 375套料杆 Φ 120钻杆 Φ 100钻杆
总功率 225kw 212kw 212kw 242.494kw 总功率 200kw
备注
附具 加长铣头,直角铣头,万能铣头 备注
备注
数控铣镗床
昆明机床厂
TK6926
Ф 150~Ф 500 Ф 300~Ф 800 Ф 300~Ф 800 Ф 150~Ф 500 Ф 215~Ф 690 Ф 215~Ф 690
Ф 300~Ф 800 Ф 500~Ф 1000 Ф 500~Ф 1000 Ф 400~Ф 700 Ф 450~Ф 800 Ф 450~Ф 800
Ф 700~Ф 1500 Ф 700~Ф 1500 Ф 700~Ф 1500 Ф 600~Ф 1600 Ф 600~Ф 1200 Ф 600~Ф 1200
Ф 600~Ф 1200 Ф 600~Ф 1200 Ф 750~Ф 1500 Ф 750~Ф 1500
Ф 1600mm Ф 1600mm Ф 2000mm Ф 2000mm 工作台直径 Ф 4500mm Ф 3600mm Ф 2250mm
开式中心架 Ф 800~Ф 1600 Ф 800~Ф 1600 Ф 800~Ф 1600 Ф 700~Ф 1500 主轴端面距工作台 500mm-2000mm 镗轴行程 1200mm
Ф 2000mm Ф 2000mm Ф 2500mm Ф 2000mm Ф 1600mm Ф 1600mm Ф 1250mm Ф 1250mm
18000 8000 10000 8000 8000 8000 8000 8000 16000 12000 16000 20000
800 800 800 Ф 600mm Ф 600mm Ф 600mm 800mm 800mm 680 680 600 600 1000 1000 横梁行程 3500mm 1700mm 1250mm
吉 林 昊 宇 重 工 事 业 部 主 要 设 备 技 术 参 数
机床名称 生产厂家 机床型号 床身回转直径 过刀架回转直径 小闭式中心架 大闭式中心架 开式中心架 花盘、卡盘直径 刀架纵向行程 刀架横行程 最小直径 中心高 中心到刀台基面 总功率 备注
青海华鼎重型机床 重型卧车 青海华鼎重型机床 青海华鼎重型机床 重型车镗 青海华鼎重型机床 天水星火机床 重型卧车 天水星火机床 天水星火机床 重型卧车 天水星火机床 齐重数控机床 重型卧车 齐重数控机床 青海华鼎重型机床 数控卧车 青海华鼎重型机床 机床名称 数控立车 生产厂家 齐二机床 大连瓦机数控机床 普通立车 大连瓦机数控机床 设备名称 生产厂家 德州普立森机床 德州普立森机床 深孔钻镗床 德州普立森机床 齐重数控机床 设备名称 数控定梁龙门铣床 设备名称 数控铣镗床 落地铣镗床 自由铣镗床 生产厂家 济南二机床 生产厂家 齐二机床 中捷钻镗床厂 中捷钻镗床厂
1300 1300 1300 1030 828 828 625 625
78 78 78 68 50 50 50 50 80 80
160kw 160kw 160kw 145kw 90kw 90kw 65kw 65kw 121.247kw 121.247kw 160kw 160kw 总功率 150kw 100kw 100kw
C61200X18/80 C61250X8/63 C61250X10/63 C91200X8/40 C61160X8/32 C61160X8/32 CW61125X8/20 CW61160X8/20 HTⅡP160X160/50 HTⅡP160X120/50 CK61200X16/63 CK61200X20/63 机床型号 CK5250X40/63 CQ5240C/32 C5225A/20 机床型号 T21100X8m DZ106Ax8m DZ106Ax8m DDBⅡ100x160/40 机床型号 XK2425×80 机床型号 TK6916 AF160 TPX6213
Ф 400~Ф 750 Ф 400~Ф 750 Ф 500~Ф 1000 Ф 600~Ф 1000 刀架垂直行程 2000 1250 1000 闭式中心架 Ф 500~Ф 1000 Ф 320~Ф 950 Ф 320~Ф 950 Ф 500~Ф 1000 滑枕垂直行程 1500mm 滑枕行程 1200mm 800mm 900mm
Ф 150~Ф 500 Ф 150~Ф 500 Ф 200~Ф 650 Ф 200~Ф 650 刀架水平行程 (-50~2765) 2150 1400 镗孔深度 2000~8000mm 2000~8000mm 2000~8000mm 16000mm 溜板横向轴承 3800mm 主轴箱行程 3000mm 3000mm 1600mm
Ф 2000mm Ф 2500mm Ф 2500mm Ф 2000mm Ф 1600mm Ф 1250mm Ф 1250mm Ф 1600mm Ф 1600mm Ф 1600mm Ф 2000mm Ф 2000mm 最大切削直径 Ф 5000mm Ф 4000mm Ф 2500mm 鉆孔直径 Ф 80~Ф 150 Ф 60~Ф 120 Ф 60~Ф 120 Ф 80~Ф 150 工作台尺寸 2500×8000 镗轴直径 160mm 160mm 130mm
Ф 1600mm Ф 2000mm Ф 2000mm Ф 1600mm Ф 1250mm Ф 900mm Ф 900mm Ф 1250mm Ф 1250mm Ф 1250mm Ф 1600mm Ф 1600mm 最大加工高度 4000mm 2000mm 1600mm 镗孔直径 Ф 1000 Ф 1000 Ф 1000 Ф 400~Ф 1000 工作台行程 8000mm 立柱行程 8000mm 8000mm 2850mm
套料直径 Ф 400 Ф 400 Ф 400 Ф 400 立柱间距 3100mm 回转工作台承重 30t
卡盘直径 Ф 2000 Ф 1650 Ф 1650 Ф 2000 工作台承载 60000kg 总功率 212kw 130kw 100kw
主轴孔径 Ф 120 Ф 120 Ф 120 Ф 100钻杆箱
160mm
17000mm
6000mm
1600mm1600Fra bibliotekm