挂面工艺流程及关键控制点【模板范本】
挂面生产岗位作业指导书

工艺流程及关键控制点
使用部门
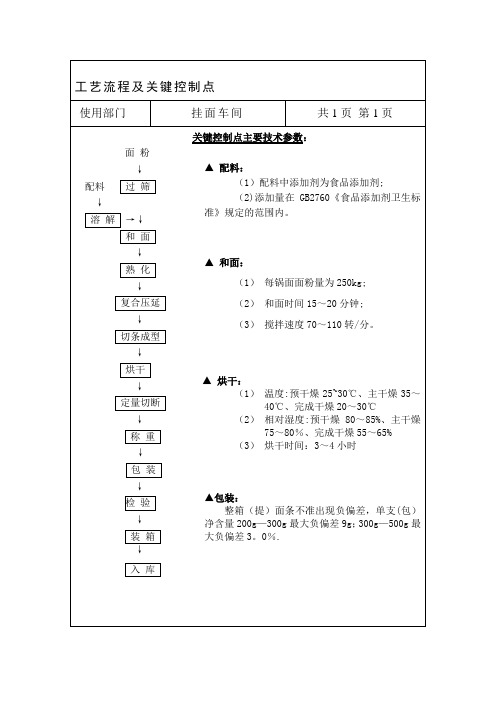
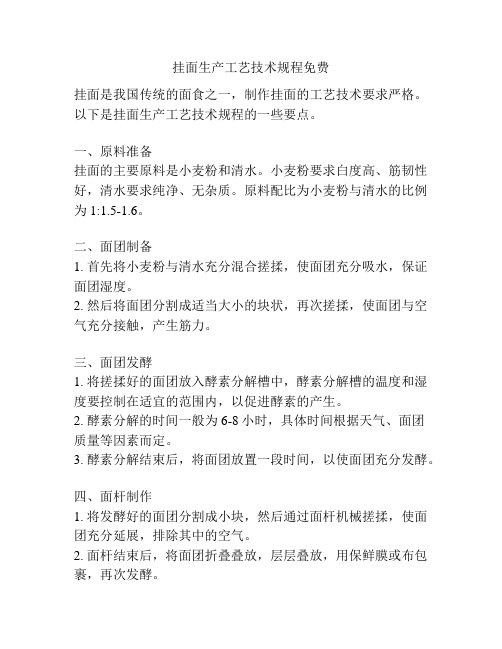
面粉 ↓ 配料 过 筛 ↓
溶 解 →↓ 和面 ↓ 熟化 ↓ 复合压延 ↓ 切条成型 ↓ 烘干 ↓ 定量切断 ↓ 称重 ↓ 包装 ↓检 验 ↓ 装箱 ↓
入库
挂面车间
共1页 第1页
关键控制点主要技术参数:
▲配料: (1)配料中添加剂为食品添加剂; (2)添加量在 GB2760《食品添加剂卫生标准》 规定的范围内。
3. 前两对辊轧出的两块面片落入下方的传动网带首部,第一次 要用手将两片重叠起来送入下道辊中。
4. 若发现面团不能正常进入辊时,可调节喂料板。 5. 经常注意料斗中的面团喂入情况,保持喂料均匀不断。 6. 及时调整复合机与压延机的协调状况。 7. 在运行中若后面的连续压延机出现故障需暂时停车时,应按 “紧急停车”按钮。
编制
审批
15页脚内容
使用 部门
名 称
K1+478~K1+5888 段左侧片石混凝土挡土墙第 1 部分
关键质量控制点
挂面车间
共1页 第1页
烘干
16页脚内容
K1+478~K1+5888 段左侧片石混凝土挡土墙第 1 部分
1. 温度:预干燥区为: 25~30℃,主干燥区为:35~40℃,完 成干燥区为:20~30℃。相对湿度:预干燥区为:80~85%,主干燥 区为:75~80%,完成干燥区为:55~65%。
8. 复合机出来的面带,第一次要用手逐道送入辊中。 9. 及时调节轧距,使面带保持一定的张紧度。 10. 如需调整面带宽度,应以最后一道为准。 11. 若发现压片机与前后工序的面带流量不均衡,出现过快或过 慢现象,可调节变速手轮。
挂面生产工艺流程
挂面生产工艺流程挂面,在中国是非常常见的一种食品,其制作工艺已经历了漫长的发展过程。
许多小作坊和大型企业在工艺上进行了不同的改进,使挂面的口感和质量逐渐得到了提高。
挂面的主要原料是面粉和水,不同的制作工艺和原料可以得到不同口感的挂面。
下面将为大家介绍一般的挂面生产工艺流程。
1. 面团制作制作挂面面团时,一般会在面粉中加入适量的碱水或苏打粉,这样可以使面团具有一定的韧性。
通常,一斤面粉需要添加10-15克左右的碱水或苏打粉,同时加入适量的水,揉成面团。
2. 揉制面筋揉制面筋时,将面团抻成长条状,在桌面上反复搓揉,使其具有一定的韧性。
揉制面筋的时间一般为30-40分钟左右。
3. 切割将揉制好的面筋切成大小适中的块状,放入捣碎机中磨成细小的面条状。
4. 洗粉接下来将面条放入洗粉机中,加入适量的水,将面条放在水中揉搓,使其成为由面筋构成的小颗粒,然后借助沉淀作用区分粉和杂质。
5.沉淀经过洗粉后,面团里的杂质和面片会悬浮在水中,将水静置一段时间后,面粉便沉淀在水底部。
6. 筛选将沉淀的面粉稍微挤压,使其变得更加干燥,然后放入筛分机中进行筛选。
在筛选过程中,一般要筛出较细和较粗的两种面粉,以备后续加工使用。
7. 干燥经过筛选后的面粉放入烘烤设备或干燥机中进行脱水,将含水率降低到一定程度,防止其在保存过程中变质。
8. 包装制作好的干挂面需要进行包装,以便做好储存和销售准备。
在包装过程中,通常会将面条放入塑料袋中,并在外面包上纸盒或薄膜,以增强包装的牢固度和美观度。
以上便是一般的挂面生产工艺流程,不同的厂家和小作坊在制作挂面时,可能会有不同的流程和技术,但总体上都是遵循着这样的工艺流程。
制作好的挂面可以制成凉拌和炒面等多种形式,也可以用来作为汤面、烩菜或作为基于南腔北调的麻、辣、酸、甜等多种口味的结合。
无论是小吃摊还是大型饭店,都会用到挂面这一食品,它既美味可口,也方便食客品尝,是一种受欢迎的食品之一。
挂面工艺流程
挂面工艺流程
《挂面工艺流程》
挂面是一种古老的中国传统面食,制作工艺非常讲究。
下面我们来了解一下挂面的制作工艺流程。
首先,制作挂面需要使用优质的面粉,一般选择硬质小麦面粉。
面粉要经过多次的淘洗、搅拌、揉捏等工序,去除杂质,使其变得致密,富有弹性。
接下来是擀面,面粉和水按一定比例混合,揉成面团之后,需要经过多次的擀面,使面团变得又薄又均匀。
这是制作挂面的关键一步,要求擀的面片要薄到足够透明,手感要柔韧。
然后是挂晒。
擀好的面片需要挂晒,这个过程需要选择一个适合的环境,阴干避光,晴晒透明。
通常挂晒时间要根据当地天气情况而定,一般需要晒制1-3天。
最后是切面。
挂晒后的面片要先撕成小片,再切成细条,形成挂面的成型。
以上就是挂面的制作工艺流程,这个传统的制作方式需要耗费大量的人力和时间,但却保留了挂面独特的口感和香气。
挂面因其独特的工艺和美味成为了中国传统面食中不可或缺的一种。
手工挂面生产工艺流程

手工挂面生产工艺流程
《手工挂面生产工艺流程》
手工挂面是中国传统的面食之一,制作工艺繁复,需要经过多道工序。
以下是手工挂面生产的工艺流程:
1. 原料准备:挂面的主要原料是高筋面粉和清水。
生产前需要先将面粉进行筛选和清洗,确保面粉的纯净度。
2. 和面:将清洗好的面粉和适量的水混合,用手搅拌成面团。
面团需要揉至光滑有弹性,这个过程需要一定的功夫和技巧。
3. 擀面:将和好的面团用擀面杖擀成薄饼状。
擀面需要均匀、薄透,需要经验丰富的师傅来掌握技巧。
4. 挂面:擀好的面饼需要挂在竹竿上进行晾晒,目的是让面饼变干,增加挂面的弹性和韧性。
5. 切面:晾晒过的面饼需要切割成细丝状,这需要一把锋利的小刀和熟练的手法。
6. 煮面:切好的挂面需要在大锅中煮熟。
煮面的时间需要掌握得当,不能太软也不能太硬。
7. 晾干:将煮好的挂面晾干,确保面条干爽不粘连。
8. 包装:晾干的挂面需要进行包装,保持新鲜和卫生。
以上是手工挂面的制作工艺流程,每一个步骤都需要技巧和耐心。
手工挂面制作的传统工艺虽然繁复,但却是口感和营养价值最优的挂面产品。
挂面工艺流程及关键控制点【模板范本】
编制
使用部门 名称
审批
关键质量控制点
挂面车间
共1页 第1页
食品添加剂的采购、使用
1. 严格按照 GB2760—1996《食品添加剂卫生标准》中规定的 食品添加剂种类进行选用、采购。
2. 购进的各种食品添加剂在生产中不允许超范围和超剂量使 用。
3. 采购时不准购进任何非食用性的物质作为食品添加剂投入 生产.
和面要求达到颗粒松散,粒度大小一致,色泽一致,不含生粉; 手握成团,经轻轻搓揉仍能成为松散的颗粒面团。
编制 使用部门
审批
关键质量控制点 挂面车间
共1页 第1页
名称
烘干
1. 温度:预干燥区为: 25~30℃,主干燥区为:35~40℃,完成干燥区为: 20~30℃。相对湿度:预干燥区为:80~85%,主干燥区为:75~80%, 完成干燥区为:55~65%。
面条净含量达到 JJF1070—2000 的要求,凡达不到要求的严禁 包装.
编制 使用部门
审批
车间主要岗位操作规程
挂面车间
共1页 第1页
名称
包装工序
作业指导书
1.打开电源总开关。接通各加热器开关,将温度控制器的温 度设定到所需温度约 20 分钟左右,温度批示器上的指示灯由红灯亮 转为绿灯亮时,即达到了设定温度。
编制
使用部门 名称
审批
车间主要岗位操作规程
挂面车间
共1页 第1页
和面工序
作业指导书
1. 先根据工艺要求定量加入食盐,检查盐水定量罐的出口阀 门是否处于关闭状态,检查原料输送设备是否正常.
2. 开机前检查和面机内有无异物,底部的卸料闸门是否已关 闭,保护装置是否牢靠,电源电压是否正常。
挂面加工工艺及操作要点
挂面加工工艺及操作要点学习挂面加工工艺这么久,今天来说说关键要点。
首先我理解,挂面加工的原料是很重要的。
面粉得选好,一般是用高筋小麦粉,低筋的可不行。
我就有次选错了面粉,结果做出来的挂面那叫一个糟,不是断就是没有劲道。
就好比盖房子,你要是用劣质的砖头,那房子能结实吗?选购面粉的时候呢,要看面粉的筋度指标,我总结的小窍门是看包装上的介绍,要是写明适合做面条、馒头这类需要劲道口感的食物,那用来做挂面就比较靠谱。
接下来是和面,水和面粉的比例超级关键。
我开始总是掌握不好,要不就是面太干裂口子,要不就是太湿成面糊了。
我觉得这就好比调配油漆,比例稍微差一点,颜色或者粘稠度就不对了。
我摸索出来的经验是少量多次加水,边加边搅拌,等到面粉成那种雪花状,再开始揉成一个比较粗糙的面团。
然后要把面团放到一边醒面一段时间,这就像人困了要睡一觉精神精神一样,面团经过醒面后再揉就能变得光滑又劲道。
还有轧片和切条这环节。
轧片是把面团逐渐擀薄的过程。
这得注意每次擀薄的厚度要均匀,不然最后切出来的面条粗细不均。
我就想啊,这就像裁纸一样,如果裁的一边宽一边窄,那肯定不行啊。
切条的时候刀片要锋利,切得速度也得合适均匀。
我有次贪快,结果好多面条都粘在一起了,真让人头疼。
挂面干燥也是个难点。
要是干燥太快,挂面容易开裂,要是太慢又可能会发霉变质。
我理解就像晒衣服,大太阳下暴晒和阴雨天晾,都不是最好的方式。
天然晾干的环境要求比较高,现在也有用机器干燥的方法,精确控制温度和湿度。
对了还有个要点,挂面制作的卫生条件也不容忽视。
曾经看到新闻有人吃了不卫生生产出来的挂面生病了,从那之后我就知道在各个环节都得注意清洁,面粉要保证干净无杂质,加工的工具也得时常清洁消毒。
总之,挂面加工工艺每个环节都环环相扣,我还在不断学习,毕竟还有很多小细节可能被遗漏或者还没掌握到位呢。
参考资料的话,我有看一些传统的面食制作书籍,网上也有不少经验分享的帖子,都很有帮助的。
工艺及关键控制点模板

工艺及关键控制点
模板
小麦粉基本生产流程及关键控制环节
一、基本生产流程
二、关键控制环节
1、小麦的清理;
2、研磨;
3、增白剂( 过氧化苯甲酰) 的添加。
一、基本生产流程:
二、关键控制环节:
1、稻谷的清理;
2、碾米;
3、成品整理。
一、基本生产流程
( 一) 普通挂面
( 二) 花色挂面
( 三) 手工面
二、关键控制环节
1、食品添加剂最大限量的控制;
2、干燥工序过程中的温度、湿度、牵引机速度等参数的控制;
3、晾晒、包装过程中的卫生安全。
其它粮食加工品基本生产流程及关键控制环节
( 谷物加工品)
一、基本生产流程
二、关键控制环节
1、清理;
2、碾米;
3、糙米等除外。
其它粮食加工品基本生产流程及关键控制环节
( 谷物碾磨加工品)
一、基本生产流程
二、关键控制环节
1、碾磨( 谷物粒、粉) ;
2、灭酶( 谷物片) 。
挂面生产工艺技术规程免费
挂面生产工艺技术规程免费挂面是我国传统的面食之一,制作挂面的工艺技术要求严格。
以下是挂面生产工艺技术规程的一些要点。
一、原料准备挂面的主要原料是小麦粉和清水。
小麦粉要求白度高、筋韧性好,清水要求纯净、无杂质。
原料配比为小麦粉与清水的比例为1:1.5-1.6。
二、面团制备1. 首先将小麦粉与清水充分混合搓揉,使面团充分吸水,保证面团湿度。
2. 然后将面团分割成适当大小的块状,再次搓揉,使面团与空气充分接触,产生筋力。
三、面团发酵1. 将搓揉好的面团放入酵素分解槽中,酵素分解槽的温度和湿度要控制在适宜的范围内,以促进酵素的产生。
2. 酵素分解的时间一般为6-8小时,具体时间根据天气、面团质量等因素而定。
3. 酵素分解结束后,将面团放置一段时间,以使面团充分发酵。
四、面杆制作1. 将发酵好的面团分割成小块,然后通过面杆机械搓揉,使面团充分延展,排除其中的空气。
2. 面杆结束后,将面团折叠叠放,层层叠放,用保鲜膜或布包裹,再次发酵。
五、挂面拉制1. 发酵好的面团经过适当的放松后,使用拉面机进行拉制。
2. 拉制时要注意拉面的均匀性和拉制速度,拉出的面要细丝均匀。
3. 拉制后的面条应立即晾晒,以免粘连。
六、挂面晾晒1. 将拉制好的面条摊在晾面架上,避免相互粘连。
2. 晾晒的时间一般为1-2天,具体时间根据天气状况调节。
3. 晾晒结束后,将晾干的面条进行包装,储存。
以上是挂面生产工艺技术规程的一些基本要点,但实际操作中还需要根据实际情况进行调整和改进。
只有严格按照规程操作,挂面才能制作出质量稳定、口感好的产品。
为了确保食品安全,生产过程中还应严格控制卫生环境,做好产品质量检验和食品安全检测工作。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
编制 使用部门
审批
关键质量控制点 挂面车间
共1页 第1页
名称
烘干
1. 温度:预干燥区为: 25~30℃,主干燥区为:35~40℃,完成干燥区为: 20~30℃。相对湿度:预干燥区为:80~85%,主干燥区为:75~80%, 完成干燥区为:55~65%。
时间、确定水温.
编制
审批
使用部门 名称
车间主要岗位操作规程
挂面车间
共1页 第1页
复合压延工序
作业指导书
1. 开机前先检查传动带的链条是否在正确位置,安全护罩是否 牢固,设备上有无遗留工具或杂物。
2. 开机前要进行空车试验,正常后方可投料;待料斗充满后开 始压片。
3. 前两对辊轧出的两块面片落入下方的传动网带首部,第一次 要用手将两片重叠起来送入下道辊中。
编制
审批
下班时应清除面刀上的面屑,将其涂上食用油。 5.烘干机
输送排架上的面渣必须每小时清理一次,每次停机后烘道内 的面渣必须彻底进行清理。 6.其它设备 要经常保持干净,无面渣、面屑、灰尘。
编制
使用部门 名称
审批
关键质量控制点
挂面车间
共1页 第1页
环境卫生
1. 各岗位负责本岗位卫生区卫生,停机时关闭各自区域内的门 窗,由班长检查、负责并落实到人。
4. 若发现面团不能正常进入辊时,可调节喂料板. 5. 经常注意料斗中的面团喂入情况,保持喂料均匀不断. 6. 及时调整复合机与压延机的协调状况。 7. 在运行中若后面的连续压延机出现故障需暂时停车时,应按 “紧急停车"按钮. 8. 复合机出来的面带,第一次要用手逐道送入辊中. 9. 及时调节轧距,使面带保持一定的张紧度。 10. 如需调整面带宽度,应以最后一道为准. 11. 若发现压片机与前后工序的面带流量不均衡,出现过快或过 慢现象,可调节变速手轮。 12. 每对辊必须调整相互平行,保证轧出的面带厚薄一致。 13.复合机主速应控制在 750~950r/min 为宜;调整手轮的调节量 为 0。075mm。 14. 设备运行过程中出现异常声音,应及时停机检查。 15. 每次停机后,必须把各道压轧辊及机座上的面屑清理干净。
准》规定的范围内。
▲ 和面: (1) 每锅面面粉量为 250kg; (2) 和面时间 15~20 分钟; (3) 搅拌速度 70~110 转/分。
▲ 烘干: (1) 温度:预干燥 25~30℃、主干燥 35~ 40℃、完成干燥 20~30℃ (2) 相对湿度:预干燥 80~85%、主干燥 75~80%、完成干燥 55~65% (3) 烘干时间:3~4 小时
编制
使用部门 名称
审批
车间主要岗位操作规程
挂面车间
共1页 第1页
和面工序
作业指导书
1. 先根据工艺要求定量加入食盐,检查盐水定量罐的出口阀 门是否处于关闭状态,检查原料输送设备是否正常.
2. 开机前检查和面机内有无异物,底部的卸料闸门是否已关 闭,保护装置是否牢靠,电源电压是否正常。
3. 和面机开机前需先启动,空转 3~5 分钟,检查有无异常现 象和杂音;若设备正常,再停机倒入面粉.
4. 配料员必须熟知各种食品添加剂的物理特性、化学特性以 及对食品的作用等各方面的性能、作用.
5. 购进的各种食品添加剂要严格按照原辅料仓库管理规定进 行存放,防止错用或混用。
编制
使用部门 名称
审批
关键质量控制点
挂面车间
共1页 第1页
生产设备的清洗、清洁
1.和面机 在正常开机时要求和面操作工每小时清理 1~2 次和面机内
编制
审批
车间主要岗位操作规程
使用部门
挂面车间
共1页 第1页
名称
切条成型工序
作业指导书
1. 面刀啮合深度的调节和调试,调试标准以能切开面带而无并 条现象为准;一般啮合深度为 0。5~1.0 ㎜。
2. 调节铜梳的压紧度。 3. 开车前,应清除面刀中的面屑及其他杂质,检查安装是否正 确。 4. 用两只手的母指和食指轻轻捏住连续末道轧出的面带平整地 导入末道轧辊,使面片通过滑板自由进入面刀. 5. 检查面条条形是否整齐、均匀,密度是否适当。 6. 若通过压力调整还达不到理想的效果,则可调节速度的快慢 来实现。 7. 下班时应清除面刀上的面屑,将其涂上食用油或浸入油中防 止面刀及成型器其它零件生锈,可以延长使用寿命.
4. 面粉加入后,先启动和面机搅拌,然后加水,喷水要均匀, 加水总时间在 1~2 分钟.
5. 面粉加水后,搅拌时间应控制在 14~15 分钟。 6. 不同的添加剂根据其特性完全溶解后一次加入和面机中。 7. 和好的面团放置时间不宜过长. 8. 在生产中,不得把手伸入料桶。 9. 检测和面质量。 10. 和面机内壁、搅拌轴及齿上的粘粉,每小时清理 1~2 次。 11. 检修时,应先停机. 12. 具体操作做到“四定”:原料定量、加水定量、确定和面
壁、搅拌轴及齿上的粘粉;交班时要对和面机进行全面清洗,保 证和面机内、外干净。 2.熟化机
在正常开机时,要求压延工每小时清理 1~2 次熟化机内壁、 搅拌轴上的面团,交班时要对和面机进行全面清洗,保证和面机 内、外干净。 3。复合压延机
每次停机时,必须把各道压辊及机座上的面屑清理干净。 4.切条成型机
2. 车间内一律不准吃东西,不准将与生产无关的东西带入车间。 3. 上班期间不经允许,一律不准出车间大门. 4. 生产过程中,不准出车间内大门(生产间),去洗手间除外,更
衣室内不准长时间停留。 5. 交换班后,不经宣布不准私自出车间大门,在集合处等待. 6. 吃饭时间统一,按照安排时间 30 分钟,不准私自去餐厅买饭. 7. 进入车间不准随地吐痰、大声喧哗。
2.将支架上的固定锥形定位器调定在薄膜宽度刻度标准线上, 将固定螺钉拧紧,然后套入薄膜卷筒,按要求将薄膜绕过杠、压辊 等.经过制袋器,送至横封器。
3.当膜通过制袋器时,提上层管形输送带,间断按动按钮,使薄 膜缓慢引出。放下上层管形输送带,按点动按钮,引导薄膜通过终 端密封器若干次切断,密封试验。 4.试验正常后即可开机生产,正式开机时,应检查每袋的密封 及切割图案是否符合工艺品要求。 5.停机时必须把总开关关闭。 筒面包装(人工): 1、包装工按照顺序领取包装纸,并在指定位置上打印生产批号, 生产批号要打印清楚准确。 2、到上道工序领取面条,按生产要求整理好面条,然后按照产 品包装规格要求进行称重、包装。 3、按照车间包装要求进行包装,包装要求紧固美观,严禁出现 斜边、大小头现象。 4、交接班时要把工作台及现场清理干净彻底,并把电子称电源 关闭。
编制
使用部门 名称
审批
关键质量控制点
挂面车间
共1页 第1页
食品添加剂的采购、使用
1. 严格按照 GB2760—1996《食品添加剂卫生标准》中规定的 食品添加剂种类进行选用、采购。
2. 购进的各种食品添加剂在生产中不允许超范围和超剂量使 用。
3. 采购时不准购进任何非食用性的物质作为食品添加剂投入 生产.
2。 根据生产线的特点、产品的要求、刀速的高低,温度及相对湿度将随 之变化,生产时严格按照生产工艺指标执行.这些要领的掌握及温度、 相对湿度的调整是通过进热风量及排潮风量多少来控制的。
3。 烘干时间 烘干时间为 3~4 小时,烘干以后成品的水分控制在 14.0%以内.
4. 面条成型度 要求与样品相差不大。
▲包装: 整箱(提)面条不准出现负偏差,单支(包)
净含量 200g—300g 最大负偏差 9g;300g—500g 最 大负偏差 3。0%.
编制
使用部门 名称
审批
车间主要岗位操作规程
挂面车间
共1页 第1页
倒面工序
作业指导书
1. 检查振动筛运转是否正常,有无杂音,筛网是否完整; 2. 面垛一个品种只准有一个半垛,并监督装卸工码垛整齐; 3. 每锅倒面量按标准执行,不得少倒或多倒,熟知本班所生产的 产品,以及每种产品所用面粉配比; 4. 二楼操作工按铃通知时按时放下面粉; 5. 所管卫生区内必须保持干净。
面条烘干后要求条形均匀、色泽一致.
编制 使用部门
审批
关键质量控制点 挂面车间
共1页 第1页
名称
包
装
1.封口 封口要求封口严密,严禁出现漏气、切面渣、切料、空包现象。 2。包装 包装要紧固、美观,严禁出现斜边、大小头等现象。 2.批号 1)要求批号打印与当天的日期、班别一致,且打印清晰. 2)要求外包装膜(包装纸)、纸箱、所生产产品的种类必须一致。 3.数量 要求所装产品的数量必须与所要求相一致,严禁出现空包、少包、 多包现象. 4.计量
编制
使用部门 名称
审批
车间主要岗位操作规程
挂面车间
共1页 第1页
定量切断工序
作业指导书
1. 生产前应进行空车运转实验,检查各部件传动有无异常声音, 转动是否正常。
2. 各部位的变速调整应根据工艺情况现场调整。 3. 定量切断工序应严格控制,尽量保持挂面的长度与产品要求 基本一致。 4. 必须经常保持折叠板的表面光滑度,以免粘带面条,造成面条 不能顺利进入切断位置。
面条净含量达到 JJF1070—2000 的要求,凡达不到要求的严禁 包装.
编制 使用部门
审批
车间主要岗位操作规程
挂面车间
共1页 第1页
名称
包装工序
作业指导书
1.打开电源总开关。接通各加热器开关,将温度控制器的温 度设定到所需温度约 20 分钟左右,温度批示器上的指示灯由红灯亮 转为绿灯亮时,即达到了设定温度。
工艺流程及关键控制点
使用部门
面粉 ↓
配料 过 筛 ↓ 溶 解 →↓ 和面 ↓ 熟化 ↓ 复合压延 ↓ 切条成型 ↓ 烘干 ↓ 定量切断 ↓ 称重 ↓ 包装 ↓ 检验 ↓ 装箱 ↓