神户制钢工艺流程
日本神户钢铁集团铝铜工业公司的铝加工材及深加工制品
日本神户钢铁集团铝铜工业公司的铝加工材及深加工制品张春波;王祝堂【摘要】日本神户钢铁集团有限公司是一个矿产资源与金属材料跨国公司.其铜铝事业部专注于生产与经营高附加值的高技术产品,在国内有3个大的生产厂与7个相关公司,在国外有10个相关的深加工与生产企业,仅在中国就有6个,主要铝产品为罐料、汽车平轧产品、锂离子电池盒、汽车铝型材、汽车悬挂系统锻件、高强度钢-铝硬钎焊丝、空调复合铝板带箔、高强度铝厚板、半导体与液晶制造设备用铝材.公司特别注重创新,铝材的自主开发合金占65%左右.【期刊名称】《轻合金加工技术》【年(卷),期】2013(041)006【总页数】11页(P1-11)【关键词】神户钢铁公司;汽车外覆盖板;锂离子电池盒铝合金【作者】张春波;王祝堂【作者单位】哈尔滨中飞新技术股份有限公司,黑龙江哈尔滨150060;中国有色金属加工工业协会,北京100814【正文语种】中文【中图分类】TG146.21日本神户钢铁集团(Kobe Steel Group)是一个大型金属材料跨国公司,日文名称为“株式会社神户制钢所”,英文名称为“Kobe Steel Ltd.”,总部位于日本神户市,集团的标志及统一商标为“KOBELCO®”。
公司于1905年9月1日开始组建,1911年6月28日正式挂牌成立,现任总经理兼首席执行官(社长)为佐藤广士先生,截止2011年3月31日公司总资产155.5422亿元人民币,即2333.1325亿日元;员工总数34 772名。
集团公司下设8个公司(事业部)的主管业务如下:钢铁公司:钢丝,钢条,铸钢,锻钢,钛,铁粉,发电供电装备;焊材公司:焊条,焊接系统与装备,试验、检测及其他,高性能材料;铝铜公司:铝板带箔,铝挤压材,铝加工材,铝、镁合金铸锻件,铜板,铜管,铜线,铜箔;机械公司:工业机械,压缩机,化工、能源设备,核能设备,金属加工设备;资源工程技术公司:低品位煤炭深加工及转化,炼铁及炼钢技术,核能利用,防沙防灾产品,城市系统建设;工程机械公司:土木与建设机械,工业及环保回收材料再生利用设备,履带式及轮胎式起重设备,土建及基础工程装备;环境解决方案公司:水处理设备,冷却塔,废弃物处理与再生利用设备,化工装备及食品机械,环境分析与咨询;综合商贸公司:钢铁材料,钢铁冶炼原辅材料,有色金属,机械与电子器材,焊接材料与设备。
透视ITmk3炼铁新工艺发展历程与技术特点

透视ITmk3炼铁新工艺发展历程与技术特点非高炉炼铁作为21世纪全世界钢铁行业的前沿技术,是未来技术发展的主要方向。
在此领域,国际冶金工作者不断进行着广泛、深入的研究和开发,形成了众多直接还原、熔融还原技术。
煤基转底炉法因其原料适应性强、操作灵活受到很多国家的重视。
日本神户制钢在过去几十年转底炉技术基础上提出了ITmk3(Ironmaking Technology Mark Three)工艺,使金属化球团在还原时能进一步熔化并实现渣铁分离,在短时间内生产出成分如生铁的高纯度粒铁产品。
该工艺突破了直接还原工艺范畴,彻底改变了直接还原产品对原料品位苛求的状况,而且还可以使用粉矿和非焦煤作原料,因而备受瞩目。
高炉-转炉工艺被称为第一代炼铁法,以气基梅德瑞克斯(MIDREX)法为代表的直接还原工艺被称为第二代炼铁法,而把煤基ITmk3工艺称作具有划时代意义的第三代炼铁技术。
目前首座ITmk3商业工厂已成功在美国投产。
1 ITmk3工艺发展过程ITmk3转底炉炼铁工艺由日本神户制钢开发。
最早的技术思想源于1994年,当时神户制钢对美国子公司梅德瑞克斯(Midrex)开发的快速融化(Fastmet/Fastmelt)法进行了一次评价试验,目的是考察适宜的反应温度和原料条件,却意外发现还未到铁的熔点时球团就熔化,而且形成的粒状小铁块与渣能干净利落地分离,所得粒铁纯度很高(铁含量为96%-97%)。
随后,神户制钢对此发现进行了一些基础实验,逐渐掌握了ITmk3的基本原理。
1996年神户制钢同Midrex子公司开始对ITmk3技术进行深入研究和改进,1999年在加古川厂区内建成了规模为年产能3000吨的中试厂,同年10月连续运转成功,到2000年12月完成了2次生产测试,其工艺设计得到实际验证。
随后ITmk3的发展转移到美国,2001年9月实施了梅萨比纳吉特(Mesabi Nugget)计划,于明尼苏达州合资建设一座年产能2.5万吨的示范工厂,成立梅萨比纳吉特公司,投资方除了神户制钢之外,还包括明尼苏达州政府、北美最大矿山公司克利夫兰·克利夫斯公司和美国第二大电炉制造厂钢动态公司(SDI),此外还得到了美国能源部(DOE)的资助,项目总投资达到2600万美元。
TRD工法(等厚度水泥土搅拌连续墙工法)完整施工顺序介绍-项目经验
成墙取芯
芯 样 抗 压 试 验 报 告
14d、40d取芯结果显示,14d取芯强度普遍大于0.5mpa,40d取芯强度普遍大于0.8mpa, 且搅拌均匀性较好,水泥土离散性较低,整体强度较稳定。
芯 样 抗 渗 试 验 报 告
14d、40d的芯样渗水结果显示,14d、40d芯样抗渗系数普遍在10-6等级,同时,40d的抗 渗系数离散性也较小。
TRD-Ⅲ施工机械
TRD工法原理
通过动力箱液压马达驱动链锯式切割箱,分段连接钻至预定深度, 水平横向挖掘推进,同时在切割箱底部注入固化液,使其与原位土 体强制混合搅拌,形成的等厚度水泥土搅拌墙,也可插入型钢以增 加搅拌墙的刚度和强度。
该工法将水泥土搅拌墙的搅拌方式由传统的垂直轴螺旋钻杆水平分 层搅拌,改变为水平轴锯链式切割箱沿墙深垂直整体搅拌。
本工程 TRD先后穿过①杂填土层、②-1粉质粘土夹粉土、②-2粉质粘 土与粉土、粉砂互层、③-1细砂层、③-1a粉质粘土、③-2细砂层、③2a粉质粘土、④中细砂夹卵砾石层、⑤强风化泥岩层、⑥中风化泥岩 共计10层地质层,其中③-2、④、⑤、⑥这四层标贯较大,细砂层最 大N值达40~50,此四层土是本工程TRD施工的关键、下切割箱和先行 挖掘难度较大,对机械的损伤和正常的损耗也很大。
1循环:切割箱钻至预定深度后即开始注入固化液向前推进挖掘搅拌成 墙。
使用3循环或1循环施工方法的判断依据是能否确保切割箱横行速度 达到1.7m/h。
切割箱自行打入挖掘工序
水泥土搅拌墙成墙工序(1循环)
1循环法:切割箱钻至预定深度后即开始注入固化液向前推进挖 掘搅拌成墙。
水泥土搅拌墙建造工序(3循环)
赋存于砂土层中的承压水,其水位变化受长江水位变化影响,水量较丰富; 根据我公司2011年11月9日提供的场区东侧《XXXXXX厦抽水试验报告》, 场区下部砂层承压水含水层平均渗透系最高承压水位的绝对高程(黄海高 程)可超过23.00m(据XXXX关水文站实测资料,长江段最高洪水位为 27.67m)本次勘察期间量测的承压水水位为自然地面以下6.5米,相当于 绝对标高19.8米左右。
汽车用弹簧钢冶炼技术

汽车用弹簧钢冶炼技术节能、环保、安全已成为汽车设计的首要考虑因素,汽车用弹簧钢正在向轻量化、高应力、高可靠度方向发展,因此,对弹簧钢的性能要求也越来越高。
汽车用弹簧钢尤以悬架弹簧和气门弹簧为典型代表,其冶炼工艺也有所区别。
1、悬架弹簧冶炼工艺弹簧钢冶炼过程中采用RH工艺,与VD工艺相比,处理夹杂物效率要更好,更有利于生产。
日本在弹簧钢生产技术方面一直走在世界前列,如新日铁住金公司,其悬架弹簧线材生产工艺流程:270 t转炉冶炼→RH-SCS处理→350 mm×560 mm大方坯连铸(中间包等离子加热+结晶器电磁搅拌+二冷区电磁搅拌+凸台辊轻压下)→连轧开坯→钢坯清理→线材轧制。
该生产技术生产的悬架弹簧强度高、抗弹减性能好、疲劳性能优越,广泛运用于世界各种高档汽车。
除新日铁住金外,其他先进企业如日本大同特殊钢知多钢厂、爱知钢厂、德国克虏伯等均采用LF+RH冶炼技术生产汽车悬架弹簧钢。
国内生产弹簧钢技术日趋成熟,生产企业借鉴工业发达国家的经验,逐渐采用RH真空处理冶炼工艺替代VD,生产出来的弹簧钢也开始广泛应用于国内汽车等行业中。
近几年,兴澄特钢生产弹簧钢的原料采用澳大利亚进口优质矿石,含铁量高,有害杂质少,从源头上控制产品的质量。
整个生产工艺流程:铁水KR→BOF→LF→RH→CC大方坯→开坯→表面处理(内部检验)→线材加热→控轧控冷→在线探伤→盘条成品。
良好的生产工艺使弹簧钢强度、韧性等性能得到了很好的提升,其弹簧钢质量在国内被用户广泛认可。
宝钢弹簧钢盘条根据市场要求,质量不断提高。
生产的弹簧钢盘条牌号:65Mn、60Si2MnA、60Si2CrA、50CrVA、60Si2CrVAT、B55SiCr 和B55SiCr V等7类,盘条规格涵盖国内用户所需品种。
高级弹簧钢盘条所占比例逐年提高。
宝钢弹簧钢盘条现有2条生产工艺路线:1)脱硫铁水→300t转炉→精炼(LF+RH)→模铸→均热炉加热→初轧机开坯→6VH连轧机轧成142 mm×142 mm钢坯→钢坯表面全剥皮处理→加热炉钢坯加热→高速线材轧机轧制→斯太尔摩控冷线冷却→成品检验→包装入库2)废钢+铁水→150t电炉→精炼(LF+VD)→连铸160 mm×160 mm →钢坯表面全剥皮处理→加热炉钢坯加热→高速线材轧机轧制→斯太尔摩控冷线冷却→成品检验→包装入库。
ITmk3炼铁新工艺

• 着手ITmk3工艺开发设计不到一年的时间,1999 年6月,在加古川厂内开始建设年产3000t规模的 小型中试厂,8月末开始试运行,9月开始生产。 先生产还原铁,在确认获得金属化率90%以上的 还原铁之后,将炉温提高到高于还原铁的生产条 件,首次成功地生产出粒铁。每天反复约6h的连 续作业,进行原料配比、热参数、炉内气氛、炉 内滞留时间等的调试,寻找最佳的操作条件。继 续提高生产率和粒铁品质的摸索。所幸的是,6h 连续作业的炉床没有出现问题。而且也没有大的 机械性问题,试验顺利。
• 2002年6月开始建设,2003年5月完成,并点火。 与加古川中试厂一样,首先生产高金属化率的还 原铁,第二天成功生产出粒铁。到2004年8月, 进行了15个月的大型验证运行。 • 验证运行包括以下4个阶段:(1)炉床维护技术的 4 (1) 优化;(2)提高生产率和粒铁质量;(3)提高燃料单 耗(优化二次燃烧);(4)性能试验。 • 在各阶段之间,进行了为进一步提高性能的技术 改造,使设备运转率达到91%~94%。并进行了两 次环境测定,与传统的炼铁法相比,是环境友好 型的炼铁法,而且能效也高。该工艺的主要特征 如下:
• 在决定大型中试厂转底炉尺寸时,主要注 重以下两点:(1)该工艺中,设定年产量为 2.5万t;(2)该工艺的关键是炉床维护技术, 炉床宽度是很重要的因素。大型转底炉有 7m宽的炉床。加古川中试厂的炉床宽度设 定为2m。
• 因为是工艺开发,所以设备风险应控制在 最小。因此,大型中试厂采取的方针是尽 可能采用有工业应用业绩的设备,即便是 商业机的尺寸,也能获得同样设备。结果, 只有还原熔融炉原料装入、排出设备是为 该工艺专门设计的,其余均采用有工业应 用业绩的设备。 • 工艺流程基本和加古川中试厂相同,但在 炉子排出粒铁和渣分离处理中,加古川是 分批进行,大型中试厂是连续处理。
神户制钢在中厚板领域的核心技术及产品
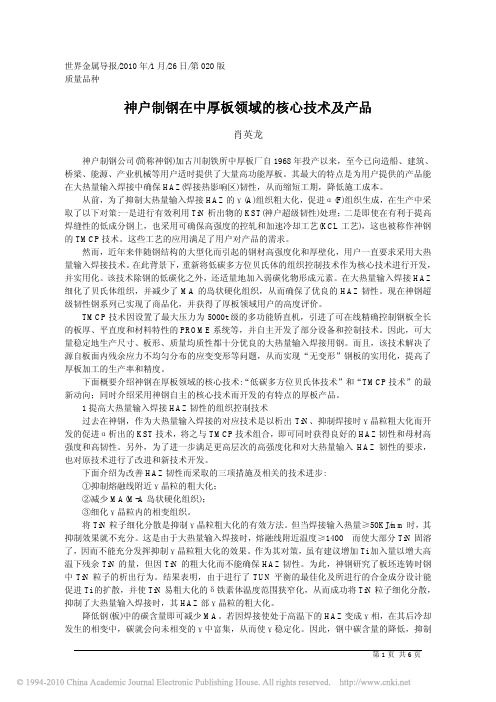
世界金属导报/2010年/1月/26日/第020版质量品种神户制钢在中厚板领域的核心技术及产品肖英龙神户制钢公司(简称神钢)加古川制铁所中厚板厂自1968年投产以来,至今已向造船、建筑、桥梁、能源、产业机械等用户适时提供了大量高功能厚板。
其最大的特点是为用户提供的产品能在大热量输入焊接中确保HAZ(焊接热影响区)韧性,从而缩短工期,降低施工成本。
从前,为了抑制大热量输入焊接HAZ的γ(A)组织粗大化,促进α(F)组织生成,在生产中采取了以下对策:一是进行有效利用TiN析出物的KST(神户超级韧性)处理;二是即使在有利于提高焊缝性的低成分钢上,也采用可确保高强度的控轧和加速冷却工艺(KCL工艺),这也被称作神钢的TMCP技术。
这些工艺的应用满足了用户对产品的需求。
然而,近年来伴随钢结构的大型化而引起的钢材高强度化和厚壁化,用户一直要求采用大热量输入焊接技术。
在此背景下,重新将低碳多方位贝氏体的组织控制技术作为核心技术进行开发,并实用化。
该技术除钢的低碳化之外,还适量地加入弱碳化物形成元素。
在大热量输入焊接HAZ 细化了贝氏体组织,并减少了MA的岛状硬化组织,从而确保了优良的HAZ韧性。
现在神钢超级韧性钢系列已实现了商品化,并获得了厚板领域用户的高度评价。
TMCP技术因设置了最大压力为5000t级的多功能矫直机,引进了可在线精确控制钢板全长的板厚、平直度和材料特性的PROME系统等,并自主开发了部分设备和控制技术。
因此,可大量稳定地生产尺寸、板形、质量均质性都十分优良的大热量输入焊接用钢。
而且,该技术解决了源自板面内残余应力不均匀分布的应变变形等问题,从而实现“无变形”钢板的实用化,提高了厚板加工的生产率和精度。
下面概要介绍神钢在厚板领域的核心技术:“低碳多方位贝氏体技术”和“TMCP技术”的最新动向;同时介绍采用神钢自主的核心技术而开发的有特点的厚板产品。
1提高大热量输入焊接HAZ韧性的组织控制技术过去在神钢,作为大热量输入焊接的对应技术是以析出TiN、抑制焊接时γ晶粒粗大化而开发的促进α析出的KST技术,将之与TMCP技术组合,即可同时获得良好的HAZ韧性和母材高强度和高韧性。
日本神户制钢的褐煤提质技术

该 厂 的 中试 结果 证 明 , B U C工 艺可 通过 轻质 油
作 者 简 介 :郭 艳 玲 ( 9 3年 一) 女 , 级 工 程 师 , 学 本 科 ,9 7年 毕 业 于俄 罗 斯 新 西 伯 利 亚 国立 师 范 大 学 17 , 高 大 19
冶 金 丛 刊
总第 1
来脱 除褐 煤 的水分 、 高其 热值 , 提 使褐 煤提 质 后褐 煤 的热值 达 到原料 煤 的 1 5倍 , 2 0 . 从 04 提 高到 2 7 k/ g 达 到 高 阶 烟煤 的 热 值 水 61 2 Jk , 灰分 仅相 当于 高 阶 烟 煤 的 13 该 工 艺 还 可 1 /;
视 , 列为 国家 级研 究课题 , 到 了 日本 经济 贸易 产 被 得 业 省 和 日本 煤 炭能 源 中 心 、 以及 印 尼 能源 和 矿 产 资
含有 一定 量 的原 生 腐 殖 酸 , 含 量 低 , 含 量 高 , 碳 氧 氢
含 量变 化大 , 挥发 分 一般 在 4 % 一 5 。 由 于褐 煤 5 5%
( )全景 a
一 ■
金, 由神户 制 钢 提 供 技 术 , P rt i 供 场 地 由 T A um n提
和褐煤 ( TA umi 印尼第 四大 煤炭企 业 , a i P rt n是 在S t u 拥 有一 座煤 矿 ) 。该 项 目于 2 0 0 7年 5月 开 始建 设 ,
1 1 在 印 尼建 中试厂 .
T k o S i hs。 该 工 艺 最 初 被 发 明 人 命 名 为 a u h e i g a “ e p r T c nlg ” T m ua eh o y 。初期 , 用一 套设 在 加 古 川 o 使
厂 的 、 理 规模 为 0 1 d的小 型 试 验 装 置 , 含水 处 .t / 以
神户制钢挤压造粒机方案

目录一、编制说明 (2)二、编制依据 (2)三、工程综述 (2)3.1 设备简述 (2)3.2 工作特点 (3)四、准备工作 (3)4.1 施工现场准备 (3)4.2 施工技术准备 (4)4.3 挤压造粒机布置示意图 (4)4.4 施工流程 (5)五、机组设备运输 (6)5.1 运输吊装总述 (6)5.2 设备运输 (6)5.3 混炼机电机运输 (11)5.4 混炼机机组设备运输 (12)5.5 齿轮泵与换网器、切粒小车运输 (14)5.6 特别注意事项 (15)六、施工方法 (15)6.1 施工程序、方法及技术要求 (15)七、混炼机单元安装 (16)7.1 地面标记 (16)7.2 混炼机单元临时定位 (17)7.3 临时对中 (17)八、齿轮泵、换网器和切粒机安装 (27)8.1 地面标记 (27)8.2 临时安装和临时对中 (27)8.3 最终对中 (34)九、其他设备的安装 (38)9.1 基础验收 (38)9.2 放线就位和找正调平 (39)9.3 垫铁、灌浆 (40)十、质量控制 (41)10.1 质量控制依据 (41)10.2 关键部位和关键工序质量控制措施 (41)十^一、HSE安全体系 (2)11.1 安全技术措施 (2)11.2 风险分析 (1)十二、资源需求计划 (1)12.1 施工机具需求计划 (1)11.2 人力资源需求计划 (3)、编制说明XXXXXXXXXXXX X目,XX装置各有一套挤压造粒机装置,挤压系统由日本神户制钢(KOBE STEEL LTD.)制造,分体装箱运到XXXX装置现场,在施工现场组装过程中,外商机械工程师在现场指导安装。
由于此机组是整个XXXX装置的核心组成部分,特编制此方案来确保施工质量和进度。
本方案是依据现有的资料编制而成,随着机组资料的逐步到齐,方案有待进一步完善,并以技术交底的形式下发给作业班组。
二、编制依据1、装置设备平面布置图2、《机械设备安装工程施工及验收通用规范》 ( GB50231-2009)3、外商随机资料;4、《重型设备吊装手册》冶金工业出版社5、《石油化工设备基础施工及验收规范》(SH3510-2000)6、《石油化工施工安全技术规程》SH3505-19997、《化工机器设备安装施工标准及验收规范》HG20203-20008、《大型设备吊装工程施工工艺标准》SH/T3515—20039、《安全技术操作规范》( Q/J121、11004-92)10、GB8918-2006重要用途钢丝绳三、工程综述3.1 设备简述布置:挤压造粒厂房L 型布置挤压机是高密度聚乙烯装置的核心设备,该挤压造粒系统由挤压机组、配套系统及辅助系统组成,主要包括以下设备:挤压机组:混炼机及其配套电机、减速箱和启动电机、齿轮泵、及其配套电机和减速箱、自动换网器。