CM-WT-1507手摇绕线机操作指导书
全自动绕线机的常见功能和操作方法
全自动绕线机的常见功能和操作方法自动绕线机操作起来,其实并不难,主要是对绕线机不熟,公司也没有专业人员培训吧,不过,我们在这里为大家介绍之后,相信不懂的人只要按方法来操作,都会明白了。
自动绕线机常见功能和调试方法:绕线机不单有精密的机械部件,还有强大的电气控制系统,它集合了电气控制、传感技术、机械传动、气动装置等部件,其调试方法相比其他电气加工设备要复杂和精细的多,龙鑫从事自动绕线设备加工行业多年积累了一点绕线设备的调试方法,龙鑫电子就该类设备的调试作一个简单介绍,希望对大家能有所帮助。
以下调试方法可应用于常见的带骨架线圈的缠绕加工工艺,主要讲解起绕位置、漆包线规格、绕线宽度三个重要的绕线参数。
一、起绕位置如何设定什么是起绕位置?简单的说就是在骨架上开始绕线的起点,这个位置与线圈的出头及线圈类型有紧密的联系,通常可以通过设备控制系统自带的测量功能来测的相关起绕位置的具体数值;操作人员也可以采用人工方式测量,以固定点作为参考点使用尺具实际测量,设定该点时注意线圈的缠绕方向。
二、漆包线规格的设定我们常见的漆包线有不同的线径,漆包线规格设定是否正确直接会影响到排线的效果,使用不同材质的漆包线需要加不同的线径修正值,铜线不易被拉细,其修正值加0.02左右,铝线在经过绕线设备的张力及过线装置后容易被拉伸,其修正值幅度较大0.02-0.2之间都是允许的。
三、绕线宽度的设定绕线宽度的理解就是从开始绕线的位置到绕线结束位置之间的距离,通常该值直接反映骨架需要绕线的长度,设定时需要考虑所使用骨架的微小变形量会绕线宽度的影响,应采用综合测量的方法取最小值作为绕线宽度。
随着科技的高速发展,现代自动绕线机由于集成了电气控制、机械传动、光电检测等诸多技术,所以其设置调试的难度也大大增加了,许多客户在购买了绕线机以后,对于其设置往往无从下手,本文就绕线机的功能和常见调试方法罗列以下几点:一、熟悉设备功能和绕线工艺当购买了绕线机以后首先需要通电空载试运行,这个过程首先是检验绕线机的运转是否平稳、是否有异常噪音,作为调试人员在过程中应该对照绕线机说明书逐个的检查每个功能是否有效,也是熟悉设备的一个过程,初步熟悉设备功能后要根据自身产品的绕线工艺找出相对应的设备功能,结合工艺查看设备的功能是否跟绕线要求相吻合,设备功能要求在采购时就需要与设备供应商详细的沟通,避免购买后设备与绕线要求不付,这里面要注意的是设备的允许线径、最大负重、排线幅宽及其精度,这些参数是决定设备与绕线要求是否符合的基本数据。
绕线机安全技术操作规程标准范本

操作规程编号:LX-FS-A66242 绕线机安全技术操作规程标准范本In The Daily Work Environment, The Operation Standards Are Restricted, And Relevant Personnel Are Required To Abide By The Corresponding Procedures And Codes Of Conduct, So That The Overall BehaviorCan Reach The Specified Standards编写:_________________________审批:_________________________时间:________年_____月_____日A4打印/ 新修订/ 完整/ 内容可编辑绕线机安全技术操作规程标准范本使用说明:本操作规程资料适用于日常工作环境中对既定操作标准、规范进行约束,并要求相关人员共同遵守对应的办事规程与行动准则,使整体行为或活动达到或超越规定的标准。
资料内容可按真实状况进行条款调整,套用时请仔细阅读。
一、一般规定第1条必须持合格证上岗操作,无证不准上岗工作。
第2条工作人员应熟悉《煤矿安全规程》、《煤矿机电设备完好标准》中的有关规定。
第3条上岗工作时,必须穿戴齐全劳动保护用品。
二、准备工作第4条准备所用的材料、工具等。
第5条熟练掌握所用设备的原理、性能、操作要领和规定。
三、具体操作第6条使用前,应检查绕线机的各部位螺丝是否齐全、紧固,绕线模具的安装是否牢固,信号灯、电流表、电压表等的指示是否正常。
第7条工作中要集中精力,不准与其它人员闲谈,更不准允许做与工作无关的任何事情。
第8条开机时,工作人员与绕线机的距离,要有不少于0.5米的距离。
第9条绕线时,应将转速旋钮打至零位,再将旋钮调到合适位置,其转速不得超过60转/分。
第10条绕完线后,要先把绕线机的电源停下,待绕线机停稳后,方可允许取线。
绕线机操作规程(调试部分)
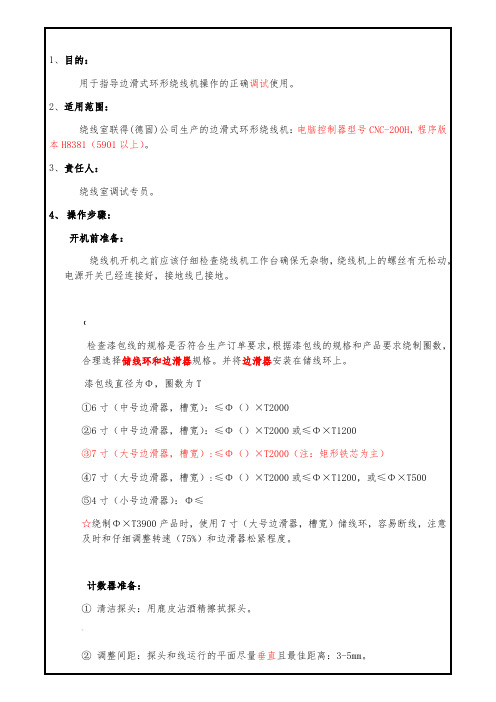
1、目的:用于指导边滑式环形绕线机操作的正确调试使用。
2、适用范围:绕线室联得(德固)公司生产的边滑式环形绕线机:电脑控制器型号CNC-200H,程序版本H8381(5901以上)。
3、责任人:绕线室调试专员。
4、操作步骤:开机前准备:绕线机开机之前应该仔细检查绕线机工作台确保无杂物,绕线机上的螺丝有无松动,电源开关已经连接好,接地线已接地。
(检查漆包线的规格是否符合生产订单要求,根据漆包线的规格和产品要求绕制圈数,合理选择储线环和边滑器规格。
并将边滑器安装在储线环上。
漆包线直径为Φ,圈数为T①6寸(中号边滑器,槽宽):≤Φ()×T2000②6寸(中号边滑器,槽宽):≤Φ()×T2000或≤Φ×T1200③7寸(大号边滑器,槽宽):≤Φ()×T2000(注:矩形铁芯为主)④7寸(大号边滑器,槽宽):≤Φ()×T2000或≤Φ×T1200,或≤Φ×T500⑤4寸(小号边滑器):Φ≤☆绕制Φ×T3900产品时,使用7寸(大号边滑器,槽宽)储线环,容易断线,注意及时和仔细调整转速(75%)和边滑器松紧程度。
计数器准备:①清洁探头:用鹿皮沾酒精擦拭探头。
~②调整间距:探头和线运行的平面尽量垂直且最佳距离:3-5mm。
③检查检知器:取出光纤,清除检知器插槽内的灰尘。
调试光线强度,显示两个绿格,无红格(诺奇机车用的欧姆龙光纤放大器)。
联得机车用的松下神视光纤放大器)铁芯定位⑴常规产品:调节夹具上的前后、左右手柄轮,移动夹具台,使排线轮靠近储线环,松动排线杆上的螺丝杆→打开储线环,捏开排线杆,把本批特定铁芯套入储线环,放在排线轮中间,闭合储线环,使排线轮夹住铁芯→调节夹具上的前后、左右手柄轮,移动夹具台,使铁芯在不摩擦储线环的情况下,让铁芯外壁尽量靠近挡线板→固定排线杆上的螺丝杆,使排线轮刚好夹住铁芯。
☆当排线轮撑开最大角度,还不能夹住铁芯时,就要把铁芯放到排线轮的外围,让三个排线轮同时接触到铁芯内壁,用橡皮筋固定排线杆末端手柄。
手摇绕线机设备操作指导书

制订日期
Date 页 次Page NO 1一一
BQ-
74-核准
(Appr 审核(Checke 手摇绕线机
四,此设备工作时为动力设备,小心误伤
五,如有异常时请立即知会工程相关人员
设备名称
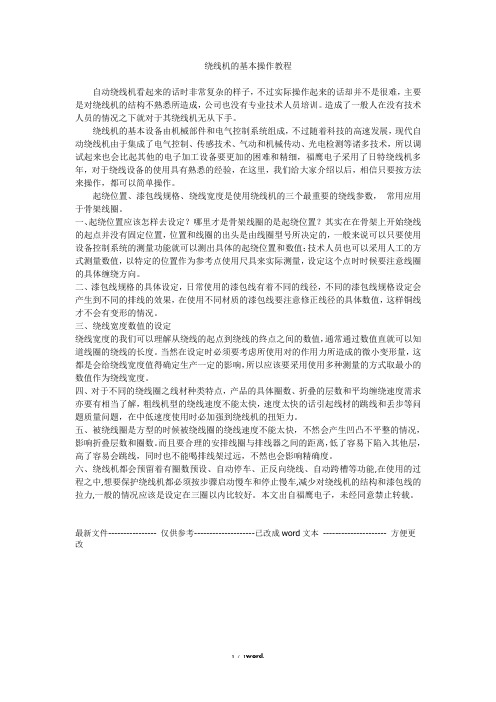
Equipment name 手摇绕线机一,操作界面说明:
二,轴心治具: 不同的产品要用不同的治具2019/9/23一,计数器: 可记录制作时圈数
二,操作步骤:
XX 电 子 科 技 有 限 公 司
文件类型
File type
设备操作指导书文件编号File No 版 本Version 图 示 说 明(illuminate)1.00BQ-73-186设 备 操 作 指 导 书
制表(Prepared): ,反之为减)
三,注意事项:(保养)
一,设备规格:最大转速350次/分钟,计数范围0-9999.9二,装上对应的轴心治具和产品→将计数器按右键归零→摇动摇柄(顺时针圈数为加三,使用过程中,应定期对设备添加润滑油进行润滑,保证最佳使用效果二,使用前必需对所使用的设备进行检查(如:计数器有无损坏)一,使用前检查设备有无异常,
1 计数器
2 传动链条
3 传动轴
4 摇柄
5 轴心治具和产品
放置处。
绕线机安全技术操作规程简易版

The Daily Operation Mode, It Includes All The Implementation Items, And Acts To Regulate Individual Actions, Regulate Or Limit All Their Behaviors, And Finally Simplify Management Process.编订:XXXXXXXX20XX年XX月XX日绕线机安全技术操作规程简易版绕线机安全技术操作规程简易版温馨提示:本操作规程文件应用在日常的规则或运作模式中,包含所有的执行事项,并作用于规范个体行动,规范或限制其所有行为,最终实现简化管理过程,提高管理效率。
文档下载完成后可以直接编辑,请根据自己的需求进行套用。
一、一般规定第1条必须持合格证上岗操作,无证不准上岗工作。
第2条工作人员应熟悉《煤矿安全规程》、《煤矿机电设备完好标准》中的有关规定。
第3条上岗工作时,必须穿戴齐全劳动保护用品。
二、准备工作第4条准备所用的材料、工具等。
第5条熟练掌握所用设备的原理、性能、操作要领和规定。
三、具体操作第6条使用前,应检查绕线机的各部位螺丝是否齐全、紧固,绕线模具的安装是否牢固,信号灯、电流表、电压表等的指示是否正常。
第7条工作中要集中精力,不准与其它人员闲谈,更不准允许做与工作无关的任何事情。
第8条开机时,工作人员与绕线机的距离,要有不少于0.5米的距离。
第9条绕线时,应将转速旋钮打至零位,再将旋钮调到合适位置,其转速不得超过60转/分。
第10条绕完线后,要先把绕线机的电源停下,待绕线机停稳后,方可允许取线。
第11条工作中,如出现故障或发现异常声音时,要立即停下绕线机电源,待有关人员检查、处理事故,试运转一切正常后,方可允许使用。
四、收尾工作第12条工作结束后,及时清点材料、工具,把剩余的材料交库,摆放整齐。
第13条清扫工作场所的杂物,搞好环境卫生。
绕线机的基本操作教程(优.选)
绕线机的基本操作教程自动绕线机看起来的话时非常复杂的样子,不过实际操作起来的话却并不是很难,主要是对绕线机的结构不熟悉所造成,公司也没有专业技术人员培训。
造成了一般人在没有技术人员的情况之下就对于其绕线机无从下手。
绕线机的基本设备由机械部件和电气控制系统组成,不过随着科技的高速发展,现代自动绕线机由于集成了电气控制、传感技术、气动和机械传动、光电检测等诸多技术,所以调试起来也会比起其他的电子加工设备要更加的困难和精细,福鹰电子采用了日特绕线机多年,对于绕线设备的使用具有熟悉的经验,在这里,我们给大家介绍以后,相信只要按方法来操作,都可以简单操作。
起绕位置、漆包线规格、绕线宽度是使用绕线机的三个最重要的绕线参数,常用应用于骨架线圈。
一、起绕位置应该怎样去设定?哪里才是骨架线圈的是起绕位置?其实在在骨架上开始绕线的起点并没有固定位置,位置和线圈的出头是由线圈型号所决定的,一般来说可以只要使用设备控制系统的测量功能就可以测出具体的起绕位置和数值;技术人员也可以采用人工的方式测量数值,以特定的位置作为参考点使用尺具来实际测量,设定这个点时时候要注意线圈的具体缠绕方向。
二、漆包线规格的具体设定,日常使用的漆包线有着不同的线径,不同的漆包线规格设定会产生到不同的排线的效果,在使用不同材质的漆包线要注意修正线径的具体数值,这样铜线才不会有变形的情况。
三、绕线宽度数值的设定绕线宽度的我们可以理解从绕线的起点到绕线的终点之间的数值,通常通过数值直就可以知道线圈的绕线的长度。
当然在设定时必须要考虑所使用对的作用力所造成的微小变形量,这都是会给绕线宽度值得确定生产一定的影响,所以应该要采用使用多种测量的方式取最小的数值作为绕线宽度。
四、对于不同的绕线圈之线材种类特点,产品的具体圈数、折叠的层数和平均缠绕速度需求亦要有相当了解,粗线机型的绕线速度不能太快,速度太快的话引起线材的跳线和丢步等问题质量问题,在中低速度使用时必加强到绕线机的扭矩力。
绕线机说明书.
深圳市兴锐达電子机械有限公司SHENAHEN XINRUIDA ELECTRONICS TECHNOLOGY CO .LTO地址:深圳市宝安区龙华镇赤岭头工业区十七巷二号邮编:518109TEL:*************FAX:0755-******** 网址: E-mail:*********************目錄一、功能介紹 (2)二、面板介紹 (2)三、按鍵指引 (2)四、數值顯示窗功能 (3)五、狀態指示燈介紹 (4)繞線機資料設定編輯 (4)六、設定專案資料說明 (4)七、選擇專案資料說明 (4)繞線資料設定方式 (5)八、設定啟始步序及結結步序 (5)九、設定繞線資料 (5)十、圖例說明 (5)繞線資料變更修改 (5)特殊繞線功能介紹 (6)繞線技巧討論 (7)系統內部功能設定 (8)特殊功能設定 (9)保證書 (11)保修卡 (12)一、功能介紹:◆本電腦控制器系採用最新同步隨耦式排線,精准度極高,在超速排線中不會有擋機現象。
◆超高智慧模式,具自我檢測功能,包括設定錯誤、超速追蹤及速度校準。
◆採最新式交換式電源供應器,穩定性佳。
◆具遊標量尺功能,可輕易測得繞線寬度,啓繞點。
◆於運轉中,可隨意改變主軸馬達速度,排線器隨之同步隨耦。
◆主軸馬達啓動後,速度爬昇時間可依機種特性隨意更改。
◆具排線超速偵測功能,能自動降低主軸速度至最穩定狀態。
◆運轉速度RPM及生産量,於運轉中及停車時自動切換顯示。
◆超大記憶容量,可存取1000組步序。
◆一組RS-485介面,可與個人電腦連線,以便統合管理繞線資料。
◆刹車時間及次數選擇,可依機械特性、線逕大小及速度快慢自行設定,一次、兩次或三次。
二、面板介紹:三、按鍵指引:=共十個鍵,爲設定各項資料之數據。
╋=該鍵爲運轉中,微調主軸速度用,可隨意昇降其速度,原設定速度值隨其更改並輸入記憶體=該鍵爲排線器遊標尺功能,可於停車時作遊標尺測定啓繞點及寬度,亦可於資料設定時直接以遊標值做資料設定“存入”動作。
全自动绕线机操作说明
全自动绕线机操作说明-CAL-FENGHAI.-(YICAI)-Company One1全自动绕线机操作说明书<一> 安装要领:将机器移到预定生产的排线上,定位好,装上气压,并调到4.5kg/cm2,插接上220V单相电,并装上地线;<二> 开机前要领:检查各机件是否松脱或移位,并调整、校正、锁紧;各部电线接头是否紧固,重新检查好以上完成;<三> 打开空气开关,并以万用表量过确认电压220V无误;打开电源旋钮开关。
此时进入人机画面的工作范围;<四> 人机画面内容:把左右两个马达的飞叉找到原点位置,把旋钮转到步进位置,按下人机画面右上角工具,人工位即显示:模入:即让模具左右部向中心移装到位,有感应保护;模出:即让模具左右部向外部退出间隙部,有保护;顶头:即让模出为中间段间隙,以利转子转到时,得到间隙;夹具:即转子向中间推到位,感应自动夹紧;线:在绕线过程中勾线,勾入勾后,把线推到勾完整;推进:自动拉线的基本定位;夹线:把线夹紧功能;拉线:把线拉断功能;压线:勾线过程中把第一个勾的线补充压紧功效;压线归位:把压线组具归到定点上。
以上各部均可由手动操作来调节间隙和定位,以达到机器运转的精准度。
<五> 参数设定:进入参数设定(1)下勾角度:飞叉在勾线前一步停待的角度;(2)上勾角度:飞叉在勾线入线的正确角度;(3)圈数:转子所需绕线的正确圈数;(4)飞叉导线角度:绕完线勾好最后一勾要夹线的角度;(5)绕线速度:即左右飞叉的绕线速度;(6)挂勾角度:转子的移动量到勾线的位置;(7)勾线角度:转子反转勾线到勾槽所需角度;(8)绕线角度:转子绕线所定位置的角度;(9)转子导线角度:绕完线勾好最后一勾,转子转到让夹线达到入导槽的角度;(10)压线角度:补助第一次勾线不让线脱或断的角度;<六>转子分类为对比槽数与勾数的设定法,分为1:1式、1:2式和1:3式,一般只取前二者用之,而此二者各分类:左叠式和右叠式。
缠绕机安全操作规程
名称缠绕机操作标准文件编号RS-ZD-007制定日期1.使用工具Ф150活动扳手、17mm-23mm开口扳手、量表(0.01mm-10mm)、剪刀、3mm-10mm内六角扳手。
2.检查事项2.1 放线涨力是否均匀。
2.2 机体各部件螺丝是否松动。
2.3 过线轮是否灵活。
2.4 送线排杆之轴承动转是否灵活。
3.准备工作3.1 依照《生产派令单》领取芯线、铜线。
3.2 班长依照《生产派令单》领取模具。
4.操作项目4.1 检查芯线规格(导体、线径)、颜色或印字轮与《派令单》是否相符。
4.2 安装好模具。
4.3 上好缠绕铜线并确定其数量规格与《派令单》是否相符。
4.4 将空收线轴上轴后并上紧定位顶锥。
4.5 配对好的所需绞距齿轮,使主动齿轮与被动齿轮接触适当。
4.6 根据线材大小,调好收线涨力。
4.7 穿线过模具至收线轴并慢速开动分布均匀缠绕铜线附于芯线上。
4.8 观察其遮蔽程度可进行角度适当调态至使完全遮蔽为至,然后加速生产。
4.9 打开断线报警装置,避免出现少股。
4.10 完成一轴缠绕线后,送到倒线机倒线,并对接头按要求方式接,如实做好标示。
完成后,填好规格长度、操作员印章(代号)和正确日期之标签。
4.11 包装好后,由品管员查验合格后,放入半成品区。
5.结束工作5.1 放线空轴放置于空轴暂放区。
5.2 包装好剩余之缠绕铜线并标示清楚放入铜线半成品区。
5.3 擦拭干净机台之污垢和锡粉,根据程度更换过滤毡棉。
5.4 关闭电源,给以活动部位加黄油润滑。
6.异常状况之处理6.1 如生产中机器突然停止转动,应立即关闭电源报告班(组)长或课长处理。
6.2 若有漏电,电源短路应立即关闭总闸。
6.3 如遇质量问题,应立即找班(组)长或课长协同解决。
7.安全注意事项7.1 机台之接地不许松动、松脱,以防漏电造成事故发生。
7.2 清洁工作区,避免铜丝掉入电路中烧坏电器。
7.3 机器之防护罩等防护设备不得缺失和损坏。
名称缠绕机操作标准文件编号RS-ZD-007 制定日期8.维护8.1依照《日常保养点检表》之保养项目认真做好保养工作。
无刷电机全自动绕线机使用方法和操作规程
无刷电机全自动绕线机使用方法和操作规程无刷电机在生产过程中,定子绕线环节很重要,需要用到专业的绕线设备,不同的绕线机设备,针对的产品是不一样的,外绕产品常用飞叉绕线机设备;内绕产品常用针式绕线机设备。
不管是用哪种绕线设备,都有正确的使用方法及操作规程,如果使用不当,就容易造成机器设备出现问题,甚至是安全问题。
其实绕线机听起来复杂,实际操作也比较简单,只要稍微熟悉,经过专业技术人员的培训,很快就可以上岗。
全自动绕线机使用方法及操作规程:一、如果只是单一的生产一种产品,不需要更换模具,这种就比较简单,技术调试好了,员工只需直接开机启动就好,没那么多复杂的事。
二、如果是生产多型号产品,会涉及到更换模具,这是需要培训的,因为涉及到模具、护板、磨头三者间的配合,当定位准确后,控制器参数设置、基础调试很重要,如果设置不恰当,定位不准确,就容易导致断线、伤线、挤线、跳线等情况。
1.程序一般都是设定好的,调用出对应型号的程序即可,设置好漆包线线径及绕线速度等参数,然后进行调试,采用手动模式,一步一步的前进,观察模具定位是否准确,不要自动运行,不然很容易撞针或者定子槽对不准模头,在确定位置无误后,开始绕线,当走到一定步数,确定没有问题,绕线排线都正常后,可以慢速运行,在确定慢速运行正常的情况下,适当加快速度,直至达到规定范围速度。
绕完几个产品后,可以进行盐水测试,确保漏电值符合标准,才开始生产。
2.注意张力器、线嘴、羊毛毡等辅助工具的合理应用,检查工作台面是否干净,有杂物要及时清除;机器工作时,严禁伸手进去,注意带好防护具。
机器出现紧急问题,不能搞定的,要及时关闭,上报处理。
以上简单介绍了全自动绕线机使用方法及操作规程,当然也还有其他很多因素,这里就不一一介绍了,只要按照正确使用方法,遵循操作规程,设备才会正常运行,生产顺利。