Z3050型摇臂钻床使用说明书
南京四机3050说明书
南京四机3050说明书
一主要用途和特点
1用途:本机床广泛应用于机械加工,可用来钻孔、扩孔、锪平面、绞孔、攻丝,在有工艺装夹的条件下,还可进行镗孔。
2特点:外观造型大方美观,总体布局匀称协调。
采用机械变速,操作简便
结构可靠,制造精良,能保证基础精度的持久性
电器系统安全可靠
二摇臂钻精度
1垂直度:钻床的主轴与钻床的工资条面的垂直200mm,允许差0BR>2平行度:主轴箱沿着摇臂左右进出,摇臂随着立柱前后移动,平行度200mm,允差0
三操作规程
1、使用摇臂钻床时严禁戴手套,工作服应扣紧,上衣不得敞开,戴好安全帽。
女士不得床裙子、拖鞋,辫子应放在安全帽里面。
2、操作摇臂钻床之前,应按照润滑图进行添油润滑。
3、钻孔时,应先松开加紧装置,找正工件位置,主轴伸缩长短合适,锁紧各加紧装置,严禁加紧装置未夹紧而工作。
4、钻孔时,工件必须用台虎钳或夹紧装置夹紧。
钻薄件或通孔时,下面应垫木板。
5、钻孔期间严禁用嘴吹或手擦拭铁屑,应使用专用的钩子或刷子。
6、变速时,必须停车进行,否则将打坏变速箱齿轮。
主轴未退出工件时不准停车,反转是应等主轴停止后进行。
7、装卸工件及夹具时,应将横臂移开并注意安全,以防发生碰撞事故。
8、经常清理工作台、丝杠及导轨上的油污,保持工作环境的清洁。
9、操作完毕,应将各手柄置于非工作位置,主轴箱移动到靠近立柱的位置,摇臂下降,切断电源。
Z3050摇臂钻床中英文说明文件
Z3050摇臂钻床Z3050×16,大写字母Z是钻床的简称,30为摇臂、后面50为钻孔直径、×16为臂长,Z3050×16摇臂钻床适用于在中、大型零件的钻孔、扩孔、铰孔、平面及攻螺纹等工作,在具有工艺装备的条件下可以进行镗孔。
特点1、主要关键件选用高强度铸铁和特供钢材。
2、经专业化设备连续加工,确保基础部件精良。
3、采用液压预选变速机构,可节省辅助时间。
4、主轴正反转,停车(制动),变速、空档等动作,用一个手柄控制,操纵更为轻便快捷。
5、主轴箱、摇臂、内外柱采用液压驱动的菱形块夹紧机构,夹紧可靠。
6、16级主轴转速与进给可选配出经济高效的切削。
7、摇臂导轨,外柱圆表面,主轴、主轴套筒及内外柱回转滚道等处均进行了淬火处理,可长期保持机床精度的稳定性,延长了使用寿命。
8、有完善的安全保护装置和外柱防护。
9、在结构设计方面和在制造过程中,还采取了一系列有效措施,使得机床的精度持久性和整机的使用寿命均为加大延长。
10、新工艺涂装和不断改进的外观展示时代风范。
技术参数:参数项目Z3050×16/I钻孔最大直径mm50主轴端面至工作台距离mm320-1220主轴中心至立柱母线距离mm350-1600主轴行程mm 315主轴锥孔(莫氏)5主轴转速范围r.p.m25-2000主轴转速级数16主轴进给量范围r.p.m0.04-3.20主轴进给量级数16摇臂回转角度°360主电机功率 kw4升降电机功率 kw1.5工作台尺寸mm 500×630机床重量kg3500外形尺寸mm 2500×1070×2840翻译: Z3050 rocker drilling machineZ3050 x 16, the uppercase Z is the abbreviation for rocker arm drill, 30, followed by 50 for borehole diameter, x 16 for arm length, Z3050 x 16 rocker drilling machine is suitable for in large parts, drilling, reaming, tapping, and graphic work, with technology and equipment conditions it can be boring. Characteristic:1, the main key pieces of high strength cast iron and special steel.2, by the specialized equipment to ensure continuous processing, sophisticated infrastructure components.3, using the hydraulic preselected speed change mechanism, can save auxiliary time.4, spindle positive, parking ( brake ), transmission, free action, with a handle control, operate more conveniently and quickly.5, the spindle box, rocker arm, inner and outer column driven by hydraulic pressure rhombic block clamping mechanism, reliable clamping.6, 16 levels of spindle speed and feed optional economic and efficient cutting 7, rocker guide rail, the outer column surface, spindle, spindle sleeve and the inner and outer column rotary raceway are conducted quenching treatment, can maintain the stability of machine tool accuracy, prolongs the service life.8, have good safety protection device and the outer column protection.9, the structure design and in the manufacturing process, but also adopted a series of effective measures, so that the precision of the machine tool durability and the service life of the whole machine are enlarging.10, the new coating technology and the continuous improvement of appearance display style of the times.Technical parameters:parameters of the project Z3050 x 16 / Idrilling diameter mm50distance spindle to table surface mm320-1220distance from spindle center to spindle mm350-1600stroke mm 315spindle taper ( Morse ) 5spindle speed range of spindle speeds of 16 r.p.m25-2000spindle feed range r.p.m0.04-3.20spindle feed series 16rocker rotating angle 360main motor power KW 4lifting motor power of main motor power KW1.5worktable size mm 500 x 630machine weight kg3500size mm 2500 x 1070 x 2840。
Z3050摇臂钻床壳体盖机加工工艺说明书

课题名称Z3050摇臂钻床壳体盖机加工工艺工装设计专业名称机械设计制造设计及其自动化所在班级学生姓名学生学号指导老师前言机加工工艺规程制定 (1)1. 计算生产纲领,确定生产类型 (1)2. 审查零件图样的工艺性 (1)3. 选择毛坯 (1)4.1 工艺过程设计 (1)4.2 制定工艺路线 (3)5.确定机械加工余量及毛呸尺寸 (4)5.2 确定毛呸尺寸 (4)5.3 确定圆角半径 (5)6.工序设计 (5)6.1 选择加工设备及工艺装备 (5)6.1.1 选择机床 (5)6.1.2选择夹具 (5)6.1.3选择刀具 (5)6.1.4选择量具 (7)6.2 确定工序尺寸 (8)7.确定切削用量及基本时间 (8)7.1工序Ⅱ(车上、下两平面)切削用量及基本时间确定 (8)7.1.1 切削用量 (8)7.2 工序的粗膛 (11)7.2.1 切削用量确定 (11)夹具设计 (21)1.确定设计方案 (21)2.定位精度分析 (22)总结 (23)参考文献 (24)致谢 (25)附录 (26)毕业设计是完成工程技术人员基本训练的最后一个重要环节,目的是培养学生的综合运用所学专业和基础理论知识,独立解决本专业一般工程技术问题的能力,在设计方案的选定、设计资料的收集,手册和国家标准、规范的运用,设计方案的应用,零部件图及总装图的绘制等方面有较全面的段练,并使每个学生树立起正确的设计思想和良好的工作作风。
一个零件的同一面上,往往有多个孔,如果在普通机床上加工,通常要一个孔一个孔的钻,生产效率低,同时,各加工孔的形状和位置公差以及尺寸精度都难以保证,工人劳动强度大,特别是大批大批量生产的工艺,更是大大地增加了生产周期,而且成本也很高。
为了克服多孔零件普通机床加工不利的一面,行之有效的方案就是在普通机床的主轴上装一个多头轴,但是对于大型箱体零件,采用这种方案也不行,而采用组合钻床才是最佳方案。
组合机床是按系列化,标准化设计的通用部件与按被加工零件的形状及加工工艺要求设计的专用部件所组成的专用机床。
Z3040.Z3050型钻床操作说明
中捷Z3040、Z3050(Ⅰ)(Ⅱ)型摇臂钻床操作说明骤如下:打开立柱方门处的总电源开关4-1,按下冷却泵启动按钮4-3(见图),打开照明灯开关1-16(见图);将工件夹紧在工作台上;根据工件具体高度通过按钮1-2,1-3(见图,以下至条相同)将摇臂调整到合适的位置;旋转旋扭1-6,选择主轴箱立柱夹紧方式(以下以联动夹紧为例)按下按钮1-18,将主轴箱立柱夹紧松开:通过摇动手轮1-10,将主轴箱沿摇臂导轨方向盘调整到合适的位置;通过拉动手轮1-10,水平旋转摇臂到合适的位置;按下按钮1-19,使主轴箱立柱同时夹紧。
机动进给钻孔;按下主电机启动按钮1-5;旋转主轴转速预定旋扭1-12,选择合适的转速。
旋转主轴进给预选旋扭1-12,选择合适的进给量;用定程切削限位手柄(祥见后面的主轴进给);压下机动进给手柄1-15,使之联接到机动进给状态;向外拉出手柄1-9,接通机动进给;主轴变速:将正反转手柄1-13压下至变速位置3秒钟左右,实现预选转速和进给量,然后抬起至水平位置,再往左方搬动手柄至主轴正转位置,机动进给钻削即可进行。
手动进给分两种情况:机动进给改为手动进给:在前述机动进给过程中,如要换为手动进给,只需向里推进手柄1-9,断开机动进给,然后用手控制手柄1-9即可。
纯手动进给:若操纵开始时,不压下机动进给手柄1-15,机动进给即不执行;逆时针旋转手轮1-9,实现手动进给钻削。
攻螺纹按下主电机启动按钮1-5;旋转主轴转速预选旋扭1-12和进给量旋扭1-11,选择主轴转速和进给量。
将主轴正反转,变速手柄1-13,压下至变速位置3秒左右,然后抬起至正转位置,即可攻螺纹,到深度后,将手柄1-13搬到反转位置,使刀具退出。
主轴的空档/变速说明:如图所示,将手柄1-13向上抬起,即可用手轻便转动主轴,如欲启动主轴,先将-13压下至变速位置直至主轴转动,再搬动至正转(反转)即可。
主轴正反转手柄说明:如图所示,当机床主电机启动后,将手柄转到正转或反转位置,主轴即可顺时针或逆时针方向转动。
摇臂钻床使用说明书

摇臂钻床使用说明书第一部分:导言感谢您购买我们的摇臂钻床。
本使用说明书将为您提供详细的操作指导,帮助您正确、安全地使用该设备。
在开始使用之前,请务必仔细阅读本手册,并严格按照指导操作。
第二部分:安全注意事项在使用摇臂钻床之前,请务必遵守以下安全注意事项,以确保您的安全和设备的正常运行:1. 切勿穿着宽松的衣物、长发、项链等物品接近摇臂钻床。
碎片、旋转零件等可能会造成伤害。
2. 在操作过程中,必须佩戴适当的个人防护设备,包括安全眼镜、防护手套和耳塞。
3. 使用摇臂钻床之前,务必了解并熟悉其主要部件和功能。
如果您对该设备不熟悉,建议在经验丰富的操作人员的指导下进行操作。
4. 当摇臂钻床在运行时,不要触摸任何旋转或移动的部件,以免造成伤害。
5. 在使用过程中,确保工作区域干净,无杂物。
这将有助于避免意外事故。
第三部分:设备操作1. 准备工作:a. 确保摇臂钻床连接到电源,并检查电源线是否完好无损。
b. 检查并清洁工作台面,确保其平整并固定稳妥。
c. 安装合适的钻头,并固定好。
2. 开始操作:a. 打开电源开关,确保电源指示灯亮起。
b. 使用手轮或自动控制面板调节摇臂钻床的速度和深度。
c. 将工件固定在工作台上,并调整位置使其与钻头对准。
d. 确保操作台和工件稳定,开始钻孔操作。
3. 操作技巧:a. 在操作过程中,保持双手稳定并远离旋转和移动部件。
b. 如果需要调整钻孔深度,先关闭电源开关,并等待所有零件停止运动后再进行调整。
c. 当钻孔完成后,关闭电源开关,并等待摇臂钻床完全停止运动后才能移动或更换工件。
第四部分:维护与保养要确保摇臂钻床的正常运行和延长其使用寿命,以下维护与保养事项应注意:1. 定期清洁摇臂钻床,特别是工作台和钻头。
使用专用的清洁工具和物品,避免使用腐蚀性或磨损性物质。
2. 定期检查摇臂钻床的电源线和插头,确保其无破损并固定良好。
3. 定期润滑摇臂钻床的运动部件。
请参考设备制造商提供的润滑指南,并遵循正确的润滑方法。
Z3050型摇臂钻床操作说明

Z3050型摇臂钻床操作说明实训目的以及要求:目的是使同学熟练掌握Z3050机床的操作以及检修方法。
要求同学在规定时间内可以独立、快速完成检修任务。
一、工作原理:首先把两个电机切换开关扳至“1”的位置,合上Z3050单元的组合开关QS1, 电源指示灯HL亮,则Z3050单元正常供电,即可通过Z3050单元的控制按钮站,工作前先将SQ3压上。
1、主轴电动机的控制:按启动按钮SB2,主轴电动机M1启动,M1工作指示灯HL3亮,停车时,按SB1,M1电机停止,工作指示灯HL3灭。
2、摇臂升降控制:按下摇臂上升(或下降)按钮SB3(或SB4),断电延时时间继电器KT得电动作,M3液压泵电动机得电运转,电磁铁YA吸合,使摇臂松开。
将行程开关SQ2压合(即此时压上SQ2),升降电动机M2正转(或反转),带动摇臂上升(或下降),当摇臂上升到所需的位置时,松开SB3(或SB4),M2电机停止运转,摇臂停止升降,同时扳动SQ3,使SQ3不受压,KT的延时时间到达后,M3电机反向运转,使摇臂夹紧,同时电磁铁YA断电释放;然后再将SQ3压上,液压泵电动机M3停止运转。
利用位置开关SQ1、SQ5来限制摇臂的升降行程,当摇臂上升到极限位置时,使SQ1压上,则摇臂电动机停止正转,摇臂停止上升;当摇臂下降到极限位置时,使SQ5压上,则摇臂电动机停止反转,摇臂停止下降。
3、立柱和主轴箱的松开和夹紧控制:立柱和主轴箱的松开或夹紧控制是同时进行的。
按下松开按钮SB5(或夹紧按钮SB6),液压泵电动机M3正转(或反转)使立柱或主轴箱松开(或夹紧)。
4、冷却泵电动机M4的控制:合上组合开关QS2,冷却泵电动机M4得电启动运行,使QS2断开,M4失电停止运行。
二、Z3050 型摇臂钻床电路故障操作说明1号故障点串联在冷却泵电机的一根相线上,断开开关1,则M4缺相,M4无法正常运行。
2号故障点串联在主轴电机M1的一根相线上,断开开关2,则M1缺相,M1无法正常运行。
HP3050说明书

当显示 memory is low. ( 内存不足 ) press ( 按下 ) 时,说明多功能一体机内存几乎完全用尽。
这样的面板信息一般发生在传真的时候,此时可以清除内存中的传真。
删除内存中的传真:1. 在多功能一体机控制面板上,按下菜单。
2. 按下 > 按钮一次,显示 fax functions ( 传真功能 ) ,然后按下3. 使用 < 或 > 按钮选择 clear saved faxes ( 清除保存的传真 ) ,然后按下4. 按下以确认删除如果清除传真缓存不能解决问题,可以将一体机恢复出厂设置。
恢复出厂默认设置:1. 在多功能一体机控制面板上,按下菜单。
2. 使用 < 或 > 按钮选择 service ( 服务 ) ,然后按下3. 使用 < 或 > 按钮选择 restore defaults ( 恢复默认设置 ) ,然后按两下。
多功能一体机自动重新启动。
注意:恢复出厂设置将所有的设置全部恢复成工厂默认的状态,比如传真接收模式会变成自动接收 2 声应答,设置在机器里面的快速拨号、群组传真等等也将会被清掉。
可以传真机内存清零呀,设置--传真设置--接收设置--里面有“内存”,提示是否清零--是--确定即可。
这是一般传真机这么操作,现在市场上的传真机操作比较多,具体要看何种型号了不明白你说联网的意思,那就按我的理解说一下吧。
安装传真机只需要一条可以正常通话的电话线,不需要跟电脑连接(当然也就不需要什么驱动了),也不需要连接internet网。
hp激光打印机、多功能一体机恢复出厂设置 admin / 2009-09-27 hp激光打印、hp多功能一体机在使用过程中由于操作不当或者设置不当导致打印机不能正常工作,需要将其设置恢复到出厂设置,那么需要如何操作呢?下面清零方法适用于:hp laserjet 3015 、 hp laserjet 3020 、hp laserjet 3030 、 hp laserjet 3200 、hp laserjet 3300 、 hp laserjet 3330 、hp laserjet 3380 、hp laserjet3050、hplaserjet3052、hp laserjet3055、hp laserjet3090、hp laserjet3092 、hp color laserjet 2820 、 hp color laserjet 2840 具体方法如下:1、按下“ menu/enter ”键2、按下“ < ”或“ > ”键找到: service ,按“ menu/enter ”键3、按下“ < ”或“ > ”键找到: restore defaults ,连续按两次“ menu/enter ”键4、液晶面板上出现: restore defaults please wait ,等待打印机重新启动即可注:操作之前请备份好数据,此操作将会清空打印机内全部数据,恢复到出厂设置。
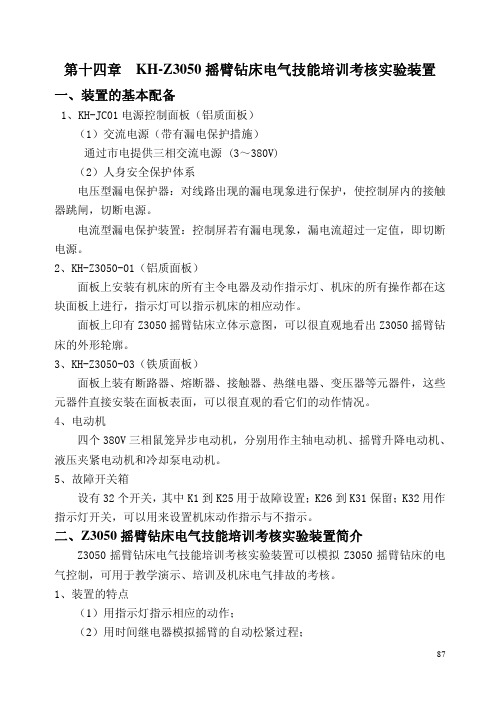
第十四章Z3050摇臂钻床
220V 3A
触 AC-12 220V 3A 220V 220V 3A
点 AC-15 220V 1A 0.5A 220V 1A
容 DC-12 110V 0.5A 24V 3A 110V 0.5A
量 DC-13 110V 0.2A 24V
110V 0.2A
0.5A
220V 3A 220V 0.5A 24V 3A 24V 0.5A
安装方式:P:插针式 型式特点:A:基型(通电延时、多档式)
C:瞬动型(通电延时、多档式) F:断电延时 K:断开延时 Y:星三角起动延时(通电延时) R-往复循环定时(通电延时)
88
延范围: A:0.05~0.5S/5S/30S/3M B:0.1~1S/10S/60S/6M C:0.5~5S/50S5M/30M D:1~10S/100S/10M/60M E:5~60S/10M/60M/6H F:0.25~2M/20M/2H/12H G:0.5-4M/40M/4H/24H
Z3050 摇臂钻床的电气图如图所示。 (1)主电路分析 Z3050 摇臂钻床共有四台电动机,除冷 却泵电动机采用断路器直接启动外,其余三台异步电动机均采用接触器直接启 动。 M1 是主轴电动机,由交流接触器 KM1 控制,只要求单方向旋转,主轴的正 反转由机械手柄操作。M1 装于主轴箱顶部,拖动主轴及进给传动系统运转。热 继电器 FR1 作为电动机 M1 的过载及断相保护,短路保护由断路器 QF1 中的电磁 脱扣装置来完成。 M2 是摇臂升降电动机,装于立柱顶部,用接触器 KM2 和 KM3 控制其正反转。 由于电动机 M2 是间继性工作,所以不设过载保护。 M3 是液压泵电动机,用接触器 KM4 和 KM5 控制其正反转,由热继电器 FR2 作为过载及断相保护。该电动机的主要作用是拖动油泵供给液压装置压力油。 以实现摇臂、立柱以及主轴箱的松开和夹紧。 摇臂升降电动机 M2 和液压油泵电动机 M3 共用断路器 QF3 中的电磁脱扣器 作为短路保护。 M4 是冷却泵电动机,由断路器 QF2 直接控制,并实现短路、过载及断相保 护。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Z3050x16型摇臂钻床使用说明书目录一主要用途及特征 (7)二主要技术规格 (8)三传动系统 (10)四主要结构 (17)1主轴变速传动机构 (17)2主轴进给变速机构 (17)3主轴进给及操纵机构 (17)4主轴箱夹紧机构 (18)5主轴及平衡 (18)6立柱夹紧 (19)7摇臂升降及夹紧 (19)五液压系统及动作 (28)1操纵机构液压系统 (28)2夹紧机构液压系统 (29)六电气 (34)1 概述 (34)2 电路说明 (34)3机床电源相序检查 (35)4电器设备的维护 (35)七冷却 (40)八润滑 (40)1 自动润滑 (40)2 人工润滑 (40)3 油箱的注油及排油 (40)九机床的搬运与安装 (42)1搬运 (42)2安装 (42)3 试车的准备工作 (42)十机床的操纵 (45)1主轴的起动 (45)2主轴的空档 (45)3主轴转速及进给量的变换 (45)4主轴的进给 (45)5主轴箱和立柱的夹紧与松开 (45)6摇臂升降 (45)十一调整及维护 (48)1机床的调整 (48)2 机床的维护 (49)十二附件及易损件 (49)特别警示!1、严禁在主轴行程的上下两个极限位置附近机动进给撞停。
当主轴机动进给接近行程极限位置时,必须立即断开机动进给,改用手动进给至主轴行程的极限位置。
以防止损坏机床机动进给装置。
2、在主轴有效行程范围内(不含两个极限位置),主轴机动进给允许使用机械定程装置机动撞停。
重点安全须知1、如用户未特殊订购切屑防护挡板安装在机床上,建议用户自行加装防护挡板。
2、机床在吊运及在地基上固定之前,切勿松开立柱的夹紧,否则会造成机床倾倒。
3、机床安装后,请将摇臂导轨和外立柱表面的防锈油擦洗干净,并涂30号机油充分润滑,否则极易出现表面研伤。
4、试车前,务必将摇臂左端端部夹紧油缸上的防松板拆下,否则摇臂不能松开。
5、接通电源时,请按使用说明书所述检查电源相序是否正确,否则机床不能正常开动。
6、请按机床上润滑标牌的规定,对机床各部位注油润滑,否则会影响机床性能甚至损伤机件。
7、机床使用过程中摇臂沿着一个方向连续转动不得超过3600,否则会将立柱内的电缆线拧断造成短路,危及人身安全。
8、主轴自动进给速度较快时,有关手轮会快速转动,请操作者注意应避开转动的手轮,以免发生碰伤。
9、钻削前切记将摇臂、立柱及主轴箱夹紧,否则易出现加工精度超差、机床严重抖晃现象,甚至出现危及人身、机器安全的意外事故。
10、钻削过程中绝对不可用手清除铁屑和触摸钻头,观察钻削情况时头部与钻头之间要保持一定距离,否则会危及人身安全。
11、使用该机床的操作者一律不准戴手套,留有长发者还需头戴安全帽(将长发包住),否则易发生人身事故。
12、在钻削过程中突发机床及人身意外情况时,应立即按压机床面板上的总停止按钮,以免发生事故。
13、操作者注意,根据被加工材质及钻头直径不同,应遵照机床面板上表格中内容合理选择转速与进给量,否则易造成机床过载损坏。
安全须知(一)、工作人员的安全措施本机床的工作人员必须熟悉操作技术,掌握本说明书的安全须知,了解机床各部机构,方可允许参与本机床工作。
(二)、机床运输和安装中的安全须知:1、机床运输及在使用地点安装时,首先要详细阅读本说明书有关机床的搬运与安装的内容。
2、机床安装在地基上之前,不许松开立柱的夹紧,以免机床倾倒。
立柱必须处于夹紧状态,方可吊运;在未安装地脚螺栓前,不准通电松开立柱夹紧。
(三)、机床运转前准备工作的安全须知:1、检查设备现状和完好状态,检查切削用的刀具和备用刀具,并检查刀具在机床主轴上固定的可靠性,检查行程开关,保险离合器等的标准动作的可靠性。
2、当机床出现故障及液压系统出现异常噪音时,要切断电源,终止机床工作,在找出问题的原因并排除故障之后,方可重新开动机床。
(四)、机床运转时的安全须知:1、不允许外人在工作地点和工作区域内停留,过往行人不得进入限区内行走。
2、机床运转时禁止下列行为:禁止机床的超负荷工作(超出切削条件);机床开动时,禁止在机床上检查零件,排除故障,用手工更换刀具以及排出切屑等;禁止用汽油、煤油和其它易燃物质做为清洗机床的清洗剂;禁止用生产压缩空气的装置清理机床。
3、操作者在松开立柱准备摇动摇臂时,注意观察周围危险区内的人或物。
4、主轴箱与限位块间存在挤压点,摇臂与内柱端面也存在挤压点,操作者在操作时一定注意安全。
(五)、有关电器方面的安全须知本机床采用三相380V交流电源,非专业人员禁止触及电力控制装置,以免危险。
由于机床旋转部件较多,因此提醒操作维修人员必须对安全问题引起高度重视,未经过学习本须知,严禁上岗。
1、检查电源接地线是否可靠,线径是否符合要求。
2、检查机床相序是否正确。
3、检查行程限位开关是否可靠。
4、检查各操作按钮是否正确,急停按钮是否可靠。
5、机床出现故障或处于危急状态时,应首先按急停按钮(急停按钮在主轴箱正面右下部),然后断开总电源开关(总电源开关在立柱下部),故障不解除,危险不处理,不准重新送电。
6、电气维修人员必须按电工操作规程穿电工绝缘鞋进行工作,机床电气维修间必须由专人看管电源或在电源处挂牌警示,维修电气一般要断电进行,如若必须送电检查严禁接触带电体。
7、电源开关钥匙必须由专人负责保管。
以上安全须知,请机床的操作、维修人员严格执行!另外需提醒各用户:如果机床在运输过程中出现特殊情况,造成机床在使用前出现主轴箱,立柱不能夹紧的情况下,请用户详细阅读说明书中第十一项调整及维护的内容进行夹紧力的调整。
一主要用途及特征Z3050×16、Z3040×16摇臂钻床是具有广泛用途的万能性机床,适用于在中、大型零件上进行钻孔、扩孔、铰孔、锪平面及攻螺纹等工作,在有工艺装备的条件下,还可以进行镗孔。
机床的通用化程度较高。
本机床具有如下特点:1、采用液压预选变速机构,可节省辅助时间。
2、主轴正转、停车(制动)、变速、空档等动作,用一个手柄控制,操纵轻便。
3、主轴箱、摇臂、内外柱采用液压驱动的菱形块夹紧机构,夹紧可靠。
4、有完善的安全保护装置和外柱防护。
5、在结构设计方面和制造过程中,还采取了一系列有效措施,使得机床的精度持久性和整机的使用寿命均大为延长。
6、本机床的电气设备完全能够保证人身安全、可靠、寿命长和维修方便。
二主要技术规格产品型号Z3040×16 Z3050×16mm 最大钻孔直经40mm 50最大1600 mm主轴中心线至立柱母线距离最小350 mm最大1250 mm 1220 mm 主轴端面至底座工作面的距离最小350 mm 320 mm主轴箱水平移动距离1250 mm摇臂升降距离580 mm摇臂升降速度 1.2m/min摇臂回转角度360°立柱外径350 mm主轴圆锥孔莫氏4号莫氏5号主轴转速范围25~2000r/min主轴转速级数16级进给量范围0.04~3.2mm/r进给量级数16级主轴行程315 mm刻度盘每转钻孔深度122 mmkN 主轴允许最大进给抗力16kN 18 主轴允许最大扭矩400Nm 500Nm 主电机功率 3 kW 4kW摇臂升降电机功率 1.5kW液压夹紧电机功率0.75kW机床冷却泵电机功率0.125kW机床重量(约)3600kg机床轮廓尺寸(长×宽×高)2500×1040×2840 mm三传动系统传动系统包括主轴回转、主轴进给、摇臂升降及主轴箱在摇臂上的移动。
本部分有下列图表:1、传动系统图(图3—1)2、主轴转速图(图3—2)3、主轴进给量转速图(图3—3)4、齿轮、蜗轮、蜗杆、丝杠、螺母一览表(表1)5、滚动轴承分布图(图3—4)6、滚动轴承一览表(表2 )表1 、齿轮、蜗轮、蜗杆、丝杆、螺母一览表编号图号齿数或头数模 数螺旋角及旋向精度等级材料热处理及硬度1 41345 352 41348 55 7GJ 45 G543 44312 174 44311 17 28GJ 40Cr C485 41347 37 40Cr G526 41344 42 45 G547 41311 368 41307 36 40Cr G529 41313 3845 G5410 41319 20 40Cr G52 11 41341 50 12 41313 29 13 41316 47 45 G5414 41319 39 40Cr G5215 41340 31 2.5 7GJ G5416 44305 28 17 44304 28 2 8GJ 4518 41333 20 7GJ 19 41331807HK G52 21 4132761(内齿20) 7GJ40Cr G4822 42304 18 23 42301 36 24 42304 30 25 42303 24 45 G5426 42302 31 40Cr G5227 42325 25 45 G54 28 42302 16 40Cr G52 29 42322 40 30 42321 41 45 G54 31 42320 16 40Cr G52 32 42315 16 45 G54 33 42320412.5 --8GJ40Cr G52编号图号齿数或头数模 数螺旋角及旋向精度等级材料热处理及硬度34 42314 35 35 42309 16 36 42309 22 2.5 37 42305 41 38 42306 22 39 42306 482 40 41330 39 2.5 41 41329 372 42 41325 34 2.5 7GJ 45 G5443 43314 38 8GJ 20CrS1.3-G59 44 43309 381.5 9FJ 40Cr C4845 41320 44 2.5 46 41324 44 45 G54 47 41321 22340Cr G52 48 41317 38 2.5 --7GJ45 G54 49 43308 22 4°58’右40Cr50 43334 2 1.55°42’38”右 8-Dc45T23551 43325 35 52 43326 20 2 9GK53 46316 42 8GK 45T23554 43332 13 3--8GJ 40Cr G52 55 43020 772 4°58’右HT30056 43320 72 1.55°42’38”右 8-DcG5257 45316 17 58 45316 17 40CrC4859 47312 20 8GJ45 G5460 47314 42 28Gh 20CrS0.5-C59 61 47309 16 G5462 47315 54 2.5--8GJG48 63 47317 1 45 T23564 483111Tr36x6右45 ZznAl10-5表2 、滚动轴承一览表序号型号规格精度件数序号型号规格精度件数1 626 6×19×6 G 8 2551106 30×47×11G 12 6000 10×26×8 G 1 2651107 35×52×12 G 13 6001 12×28×8 G 1 2751108/P540×60×13 D 24 6004 20×42×12G 4 2851117 85×110×19G 25 6005 25×47×12G 5 2951205 25×47×15G 16 6006 30×55×13G 6 3051207 35×62×18G 17 6007 35×62×14G 4 316204NR 20×47×14G 48 6008 40×68×15G 2 326206NR 30×62×16G 49 6008/P5 40×68×15 D 3 3316005 25×47×8 G 210 6009 45×75×16 G 1 3416006 30×55×9 G 511 6010 50×80×16 G 1 356011 55×90×18 G 112 51105 25×42×11 G 2 36941/15 15×20×12 G 413 6016 80×125×22G 2 3716010 50×80×10 G 114 6201 12×32×10 G 115 6203 17×40×12 G 116 6204 20×47×14 G 317 6205 25×52×15 G 118 6206 30×62×16 G 519 6210 50×90×20 G 120 6211 55×100×21G 121 6217 85×150×28G 123 51101 12×26×9 G 124 6305 25×62×17 G 2四主要结构1主轴变速传动机构(见图4—1)主轴变速传动机构安设在主轴箱上部。