塑胶原料名称及注塑性能对照表
常用塑料性能对照表
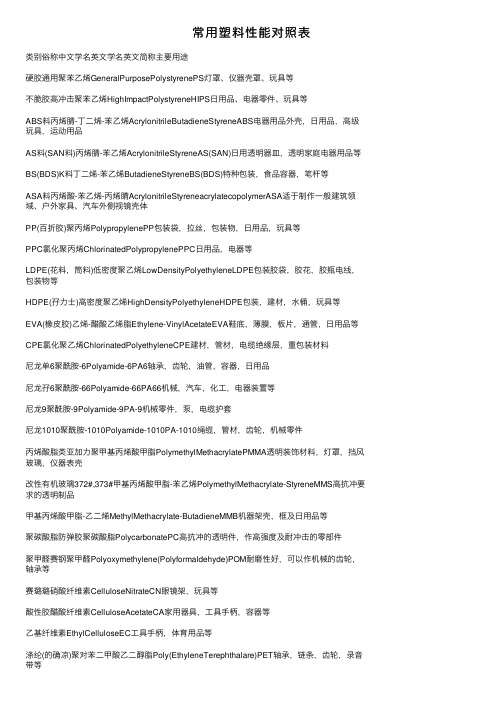
常⽤塑料性能对照表类别俗称中⽂学名英⽂学名英⽂简称主要⽤途硬胶通⽤聚苯⼄烯GeneralPurposePolystyrenePS灯罩、仪器壳罩、玩具等不脆胶⾼冲击聚苯⼄烯HighImpactPolystyreneHIPS⽇⽤品、电器零件、玩具等ABS料丙烯腈-丁⼆烯-苯⼄烯AcrylonitrileButadieneStyreneABS电器⽤品外壳,⽇⽤品,⾼级玩具,运动⽤品AS料(SAN料)丙烯腈-苯⼄烯AcrylonitrileStyreneAS(SAN)⽇⽤透明器⽫,透明家庭电器⽤品等BS(BDS)K料丁⼆烯-苯⼄烯ButadieneStyreneBS(BDS)特种包装,⾷品容器,笔杆等ASA料丙烯酸-苯⼄烯-丙烯睛AcrylonitrileStyreneacrylatecopolymerASA适于制作⼀般建筑领域、户外家具、汽车外侧视镜壳体PP(百折胶)聚丙烯PolypropylenePP包装袋,拉丝,包装物,⽇⽤品,玩具等PPC氯化聚丙烯ChlorinatedPolypropylenePPC⽇⽤品,电器等LDPE(花料,筒料)低密度聚⼄烯LowDensityPolyethyleneLDPE包装胶袋,胶花,胶瓶电线,包装物等HDPE(孖⼒⼠)⾼密度聚⼄烯HighDensityPolyethyleneHDPE包装,建材,⽔桶,玩具等EVA(橡⽪胶)⼄烯-醋酸⼄烯脂Ethylene-VinylAcetateEVA鞋底,薄膜,板⽚,通管,⽇⽤品等CPE氯化聚⼄烯ChlorinatedPolyethyleneCPE建材,管材,电缆绝缘层,重包装材料尼龙单6聚酰胺-6Polyamide-6PA6轴承,齿轮,油管,容器,⽇⽤品尼龙孖6聚酰胺-66Polyamide-66PA66机械,汽车,化⼯,电器装置等尼龙9聚酰胺-9Polyamide-9PA-9机械零件,泵,电缆护套尼龙1010聚酰胺-1010Polyamide-1010PA-1010绳缆,管材,齿轮,机械零件丙烯酸脂类亚加⼒聚甲基丙烯酸甲脂PolymethylMethacrylatePMMA透明装饰材料,灯罩,挡风玻璃,仪器表壳改性有机玻璃372#,373#甲基丙烯酸甲脂-苯⼄烯PolymethylMethacrylate-StyreneMMS⾼抗冲要求的透明制品甲基丙烯酸甲脂-⼄⼆烯MethylMethacrylate-ButadieneMMB机器架壳,框及⽇⽤品等聚碳酸脂防弹胶聚碳酸脂PolycarbonatePC⾼抗冲的透明件,作⾼强度及耐冲击的零部件聚甲醛赛钢聚甲醛Polyoxymethylene(Polyformaldehyde)POM耐磨性好,可以作机械的齿轮,轴承等赛璐璐硝酸纤维素CelluloseNitrateCN眼镜架,玩具等酸性胶醋酸纤维素CelluloseAcetateCA家⽤器具,⼯具⼿柄,容器等⼄基纤维素EthylCelluloseEC⼯具⼿柄,体育⽤品等涤纶(的确凉)聚对苯⼆甲酸⼄⼆醇脂Poly(EthyleneTerephthalare)PET轴承,链条,齿轮,录⾳带等聚对苯⼆甲酸丁⼆醇脂Poly(ButyleneTerephthalare)PBT聚氯⼄烯类PVC聚氯⼄烯Poly(VinylChloride)PVC制造棒,管,板材,输油管,电线绝缘层,密封件等F4氟料聚四氟⼄烯PolytetrafluoroethylenePTFE⾼频电⼦仪器,达绝缘部件F46氟料聚全氟代⼄丙烯PerfluorinatedEthylene-PropyleneCopolymerFFP⾼频电⼦仪器,雷达绝缘部件F3氟料聚三氟氯⼄烯PolychlorctrifluoreethylenePCTFE透明视镜,阀管件等注塑、挤出成型可溶性聚四氟⼄烯Teflon,PFA化⼯配件,机械零件注塑、挤出成型四氟⼄烯-⼄烯共聚ETFE化⼯配件,机械零件聚砜polysulfonePSU(PSF)电器零件,结构件,飞机及汽车零件等聚醚砜polyethersulfonePES电器零件,结构件,飞机及汽车零件等氯化聚醚氯化聚醚ChlorinatedPolyethersPENTON(CPT)代替不锈钢,氯塑料等材料聚苯醚聚苯醚poly(phenyleneoxide)PPO较⾼温度下⼯作的齿轮,轴承,化⼯设备及零部件聚芳脂聚芳脂PAR汽车电器,医疗器械聚苯硫醚聚苯硫醚poly(phenylenesulfone)PPS耐热性优良,电器零件,汽车零件,化学设备聚醚砜聚醚砜PES电器开关,插座,齿轮聚甲基戊烯-1聚甲基戊烯-1TPX⼀次性注射器,奶瓶,汽车灯罩酚醛塑料电⽊粉苯酚-甲醛树脂Phenol-FormaldehydePF⽆声齿轮,轴承,钢盔,电机,通讯器材配件等电⽟尿素脲-甲醛树脂Urea-FormaldehydeUF⽣活⽤品,电机壳,⽊材粘接剂等科学瓷,美腊密三聚氰氨甲醛树脂Melamine-FormaldehydeResinMF⾷品,⽇⽤品,开关零件等苯氨-甲醛树脂Aniline-FormaldehydeResinAF环氧树脂冷凝胶环氧树脂EpoxideResinEP汽车拖拉机零件,船⾝涂料聚酰亚胺聚酰亚胺PolyimidesPI太空,电⼦,飞机零件,汽车零件聚氨脂PU聚氨脂树脂PolyurethaneResinPU鞋底,椅垫床垫,⼈造⽪⾰,油漆硅树脂Silicone硅氧烷SI橡胶制品,脱模剂,乳液弹性体,清漆涂料等醇酸树脂AlkydResinAK涂料,玻璃钢,装饰件,地板,钮扣等烯丙基树脂AllylResinDAP氟塑料类PVF聚砜氨基塑料聚苯⼄烯类改性聚苯⼄烯类聚丙烯类聚⼄烯类改性聚⼄烯类聚酰胺不饱和聚脂塑料原料名称中英⽂对照表丙烯酸脂共聚物纤维素类饱和聚脂塑料材料特性什么是塑料?塑料是在⼀定条件下,⼀类具有可塑性的⾼分⼦材料的通称,⼀般按照它的热熔性把它们分成:热固性塑料和热塑性塑料。
塑料原料性能表

聚砜 PU胶
Polyvinyl Chloride(Straight Resin) Polyvinyl Chloride(Paste Resin)
PVC粗粉 PVC幼粉 软PVC 硬PVC
聚氯乙烯原树脂 聚氯乙烯糊状树脂 0.00129 0.00138 75-105 75-105 175 180 8-25 10-40
弹性胶
0.00139 0.00137 0.00137 聚对苯二甲酸乙二醇酯 聚对苯二甲酸1,4,-环已亚甲基酯/聚对苯二甲酸乙二醇酯 0.00215
100
400
5-10
Polyethylene Terephthalate Polyethylene Terephthalate(Glycol modified)
塑胶类别 改性聚苯乙烯类
6 6 5
日用器皿,食具,表面,家庭电器品,装饰品 表面,高透明机壳 食品容器,特种包装,玩具 家用器皿,工具手柄,容器,眼镜框
透明,易成型
透明,延性
改性聚苯乙烯类 改性聚苯乙烯类 改性聚苯乙烯类 纤维素类
工具手柄,体育用品 建材,电缆绝缘层,重包装材料
纤维素类 改性聚乙烯类
PET胶 PET(宝特胶) 宝特瓶 氟塑料
258
300
10-20
310
400
5-20
Polymethly Methacrylate
亚加力
聚甲基丙烯酸甲酯
0.00119 0.00087 0.00141 0.00089 0.00108
100
182
10-20
Polypropylene
赛钢 PP(百折胶) PPO胶
Polyamide-6 Polyamide-612 Polyamide-66
塑料材料注塑参数表
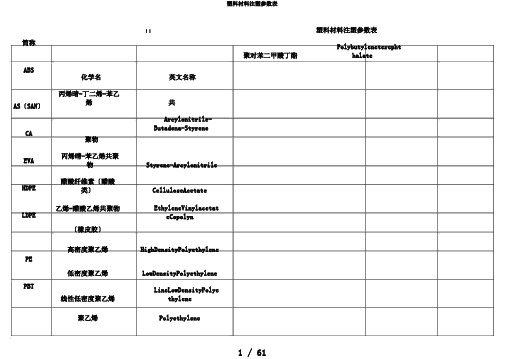
;; 塑料材料注塑参数表简称ABSAS〔SAN〕CAEVAHDPELDPEPEPBT化学名英文名称丙烯晴-丁二烯-苯乙烯共聚物Arcylonitrile-Butadena-Styrene丙烯晴-苯乙烯共聚物Styrene-Arcylonitrile醋酸纤维素〔醋酸类〕CelluloseAcetate乙烯-醋酸乙烯共聚物EthyleneVinylacetateCopolyn〔橡皮胶〕高密度聚乙烯HighDensityPolyethylene低密度聚乙烯LowDensityPolyethylene线性低密度聚乙烯LineLowDensityPolyethylene聚乙烯Polyethylene聚对苯二甲酸丁酯Polybutyleneterephthalate加工条件枯燥温度/时间 备注料筒温度:200-250℃左右,射出压力在 枯燥温度:80-100℃700-1500kg/cm3,模具温度保持在60-90℃ 枯燥时间:2-4小时螺杆转速:70-150rpm,保压:30-60%料筒温度:180-290℃,一般在230左右范围内。
枯燥温度:85-100℃成型收缩率在 %左模具温度保持在35-80℃,射出压力: 右,注意样条收缩枯燥时间:2-3小时 700-2300kg/cm3,背压:100-200kg/cm3加工温度:170-260℃ 枯燥温度:75-80℃成型收缩率%模具温度:20-80℃枯燥时间:3-6小时料筒温度:150-180℃,模具温度;35-45℃ 枯燥温度:40-50℃枯燥时间:2-4小时 成型收缩率%射出压力:600-800kg/cm3,螺杆转速偏大吸水性小料筒温度:200-230℃,射出压力:800-1400kg/cm 枯燥温度:60-80℃ 成型收缩率:%3,螺杆转速:140rpm 枯燥时间2小时左右料筒温度:180-210℃。
射出压力:500-700kg/cm 枯燥温度:60-80℃ 成型收缩率:吸水性小可枯燥可不干3,模具温度:40-70℃燥一般采用平板硫化发 可枯燥可不枯燥温度在160-180℃,压力视情况调节料筒温度在180-220℃之间,射出压力偏小,模可枯燥可不枯燥收缩率比拟大具温度在:35-60℃之间注意保压料筒温度:240-270℃,射出压力:500-1300kg/cm 枯燥温度:110-125℃3,螺杆转速:80rpm,模具温度:收缩率:比重:枯燥时间:3-5小时50-120℃PC聚对苯二甲酸乙二醇酯Polybutyleneterephthalate聚碳酸树脂Polycarbonate料筒温度:240-260℃,射出压力:500-1200kg/cm3,螺杆转速: 80rpm,模具温度: 50-120℃料筒温度:260-310℃,流动性比拟差,射出压力:800-2100kg/cm3,模具温度: 60-120℃ 螺杆转速: 50-115rpm 枯燥温度:110-125℃ 枯燥时间:3-5小时枯燥温度:115-130℃〔必须降到〕 枯燥时间: 4-6小时加纤的可以酌情处理成型收缩率:聚醚醚酮polyetheretherketone聚甲基丙基酸甲酯〔亚克PPO 聚苯醚PolyphenyleneOxide PMMA PolymethylMethacrylate力〕聚甲醛polyformaldehyde聚丙烯〔均聚PPH〕Polypropylene(共聚PPC)聚氯乙烯〔硬质〕PolyvinylchloridePVC聚氯乙烯〔软质〕PolyvinylchloridePS 聚苯乙烯PolystyreneHIPS 高抗冲苯乙烯PolystyreneGPPS 通用级聚苯乙烯PolystyrenePA 聚酰胺〔尼龙〕PolyamideP料筒温度:190-245℃,流动性差射出压力:枯燥温度:85-100℃750-2400kg/cm3,模具温度:40-70℃,螺杆转速枯燥时间:4-6小时,与成型收缩率:宜慢,背压:150-400kg/cm3水易水解,需枯燥处理料筒温度:180-210℃〔温度不宜太高易分解〕枯燥温度:75-85℃注射压力:700-2000kg/cm3〔流动性差〕,枯燥时间:2-4小时成型收缩率:模具温度:30-80℃,螺杆转速80-200rpm可枯燥可不枯燥料筒温度:170-250℃,通常在200℃左右枯燥温度:70-85℃收缩率比拟大,一注塑压力:1500-1800bar〔保压在注塑压力的80%枯燥时间:2-3小时般保压时间左右〕保压时间一般较长,模具温度:50-80℃,储存较好可不用枯燥较长一般采用高速注射,〔流动较好〕料筒温度:160-190℃,温度不宜偏高,模具温度:枯燥温度:70-80℃40-60℃,注射压力:700-1500kg/cm3枯燥时间:2小时左右专用PVC螺杆,转速不宜太高可枯燥可不枯燥料筒温度:140-170℃,一般采用平板硫化枯燥温度:60-70℃模具温度:40-60℃,注射压力:枯燥时间2小时左右600-1400kg/cm3,采用专用PVC螺杆可枯燥可不枯燥料筒温度:190-210℃,模具温度:60-80℃枯燥温度:70-90℃枯燥时间:2-4小时收缩率比拟小注射压力600-1800kg/cm3,注射速度适中可枯燥可不枯燥料筒温度:200-220℃,模具温度:60-80℃枯燥温度:70-90℃枯燥时间:2-4小时收缩率比拟小注射压力600-1800kg/cm3可枯燥可不枯燥料筒温度:170-220℃:模具温度:60-80℃枯燥:70-80℃/2HPA6枯燥温度:85-100℃料筒温度:230-280℃,增强类:250-290℃枯燥时间:4-6小时原料尼龙收缩率比模具温度:80-90℃,注射压力:750-原料尼龙6一般采用真较大,注意保1300bar空 压,采用高速注射,本色尼龙 6注意粘模枯燥,温度不宜太高 尼龙易吸水,加工PA66枯燥温度: 85-110℃前必须枯燥料筒温度:250-300℃,增强类:260-300℃枯燥时间:4-6小时模具温度:80-90℃,注射压力:750-1300bar对于增强类尼龙枯燥温注意浇口位置是否堵塞度:95-115℃左右料筒温度:270-330℃,模具温度:100-150℃枯燥温度: 100-110℃吸水性比拟低,但采用高压、高速注射,保压〔注射40-60%〕 枯燥时间:2-4小时也要注意枯燥,收PPS PSUPC/ABS ABS/PMMA PBT/ABS PA/PBT 改性聚苯醚MPPO聚苯硫醚Phenylenesulfide聚砜Polysulfone合金材料合金材料料筒温度:260-290℃,模具温度100℃以上采用高压、高速注射,保压〔注射40-60%〕纯PPS料筒温度:280-330℃,加纤的料筒温度:300-350℃,模具温度:120-180℃,注射压力:50-130mpa,注射速度:中速料筒温度:290-350℃,模具温度:100-140℃冷却比拟快,采用短流道,流动性差采用高温高压注射,可退火处理料筒温度:230-260℃,通常在250℃之间,根据PC以及ABS的含量来决定温度范围,注塑压力:600-1300bar,模具温度:60-90℃注塑速度:中速,成型比拟好料筒温度:200-240℃,通常在230℃左右,枯燥温度:90-110℃缩率:枯燥时间:2-4小时枯燥温度:110-130℃枯燥时间:3-5小时枯燥温度:130-150℃吸水性比拟大加工枯燥时间:4小时以上前必须枯燥处理枯燥温度:90-100℃收缩率比拟小,但也注意保压;注意枯燥时间:4-6小时枯燥枯燥温度:85-95℃有的流动性比拟枯燥时间:3-5小时差,注意注塑压力。
常用注塑原料物性表

PA66 A63S10 9005
258
260-290
背压5-10
60-80
屹立
80/4-8h
13
PA66 AI0[FXT]
258
250-285 喷嘴255-270 中270-285 入料 250-260
射压50~100MPa保压30~70 Mpa背压5~15Mpa
60~90
1.1-1.14
聚隆
100-120/3-4
255
280-290
背压3--5
75-85
1.11.36
旭光
31
PA66 GF30 TECHNYL A218V30BK34NG/Bk
265-275/280-290
265-290
70-100
1.35
Rhodia/罗地亚
80
32
PA66 GF30 A3WG6 Black
280-300
280-300
80 - 90
14
PA66 AI0 HZD RMP0436
250-285
聚隆
15
PA66 AI0(HDC灰)
255
250-285
1.28
聚隆
16
PA66 AI0 S04 BK
聚隆
17
PA66 AH0 BK
250-280
250-280
50~80
聚隆
90~100 2-4h
18
PA66 A3W本色 +HZQ色母 或 Nature +Pigment121586-12
280-310
60-80
A.Schulamid
4-6H/80
37
PA66 Zytel 101L+2%通用 +BK pigment
常用塑胶原料物性表
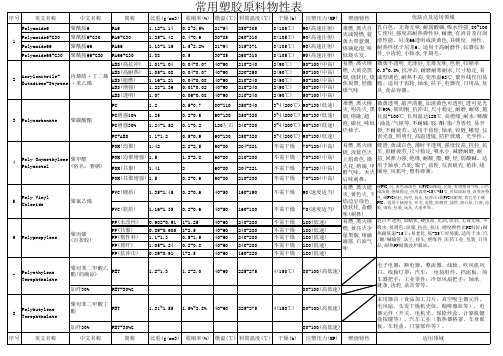
序号
英文名称
中文名称
简称
比重(g/cm3) 收缩率(%) 模温(℃) 料筒温度(℃) 干燥(h) 注塑压力(MP) 燃烧特性
优缺点及适用领域
Polyamide6 Polyamide6+G30 1 Polyamide66 Polyamide66+G30
聚酰胺6 聚酰胺6+G30 聚酰胺66 聚酰胺66+G30
家用器具(食品加工刀片、真空吸尘器元件、 电风扇、头发干燥机壳体、咖啡器皿等),电 器元件(开关、电机壳、保险丝盒、计算机键 盘按键等),汽车工业(散热器格窗、车身嵌 板、车轮盖、门窗部件等)。
适用领域
9 Polyethylene
高密度聚乙烯 PE(HD) 中密度聚乙烯 PE(MD) 低密度聚乙烯 PE(LD)
0.902-0.91 0.89-0.905 1.1-1.3 1.05-1.24 0.89-0.91
1-1.25 1-2.5 0.5-1.5 0.2-0.8 1-2.5
40-50
40-60 40-60 40-60 40-60 40-60
160-180
240-280 240-280 240-280 240-280 160-220
90(高速注射) 90(高速注射) 90(高速注射) 90(高速注射)
难燃,离火自 灭或慢燃,蓝 黄火带蓝烟, 熔滴起泡,味 似烧头发。
乳白色,无毒无味,耐弱酸碱,吸水性强,80~100 ℃使用,强度高耐热弹性好,耐磨,有消音及自润 滑性能。尼龙66透明或淡黄色,其硬度﹑刚性﹑ 耐热性优于尼龙6。适用于高耐磨件,仪器仪表 件,小齿轮,小轴承,牙刷毛。
味。
膜,瓶,软管,绝缘。
易燃,离火续 无色透明,似无机玻璃,色艳,有光泽,质坚刚,易 燃,明亮火,浅 刮花,透光率92%,易着色,收缩率0.2~0.9%,绝缘 蓝色,顶焰白 好,一般尺寸稳定,表面硬度低。适用于做一定 色,熔滴起泡, 透明度强度的防震防爆和观察件,飞机汽车玻 微辟啪声,烂 璃,光学镜,仪表件表面,人造珠饰。 无花果蔬菜气 味。
塑胶原材料物性表

透明膠板 ,裝飾品 ,太陽鏡片 ,文具 ,燈罩 ,像機鏡 ,人造首飾
齒輪 ,彈簧 ,滑輪 ,電子原件
包裝膠袋 ,拉絲 , 瓶 ,玩具 ,衣架 ,洗衣機
玩具 ,文具 ,日用品 ,電器用品
管 ,窗框 ,電線 ,膠鞋 ,板料 ,地板 , 吹筒 , 人造皮革 , 洋囡囡
1.9 1.6 1.2 1.05 1.05 1.05 0.002 0.005 0.6-0.8%
48.1 1.28~2 210-260 1.1948 180~250 1.1~1.68 易燃 , 橙黃 ,有黑煙 .軟化 . PS單體臭味 2.58 1.33~1.6 難燃 , 辛辣氣味 綠色底邊 ,黃色火焰 ,尖端綠色 .
模溫 (C° )
乾燥條件
ABS (BK) ABS (HB COLOR) 1.05 ABS (HB GF10) 1.2 ABS (HB GF20) 1.22 ABS (HB GF30) ABS (Natural) ABS (PA/757BK) ABS (PA/765AB) ABS (V0 GF10) 1.2 ABS (V0) 1.05 ABS (透明 ) ABS (Acrylonitrile Butadiene Styrene) 丙烯睛 -丁二烯 -苯乙烯 1.05~1.1 AS (GF20) AS=SAN(Styrene-Acrylonitrile 1.26 Copolymer) 丙烯睛 -苯乙烯 1.06 EPS 發泡膠 Expanded PolyStyrene EVA 乙烯 -醋酸乙烯共聚物 . Ethlene-Vinyl Acetate Copolymer橡皮膠 HIPS (BW-4(H45)) HIPS (HB) 高衝擊聚苯乙烯 High Impact PS HIPS (PA-765BK) HIPS (V0) PA +GF30 (V0) PA 66 (HB) PA-6 (聚 胺 ). 尼龍 6. Polyamide 1.13 PA-66 1.14 PBT (BK, V0) 1.38 PBT (N)聚對苯二甲酸丁二醇酯 1.38 PBT+ABS (GF30) 1.52 PC(GE10G15) PC(GF40) 1.82 PC(HB) PC(L-1250YN) 1.2 PC(N) 聚碳酸脂 . 防彈膠 Polycarbonate 1.2 PC(透明 ) PC+ABS PC+ABS (FR2000, V0) PC+ABS (KU2-1468,V0) PE 聚乙烯 1.14 PE (Polyethlene) 0.95 PE(High Density PE) 高密 PE(Low Density PE) 低密 PET (GF20) 1.6 PET (GF40) PET (N)聚對苯二甲酸乙二醇酯 1.4 PMMA 1.2 PMMA (80NNC) PMMA (GF20) 1.41 PMMA (亞克力 , 有機玻璃 )聚甲基丙烯酸 脂 1.2 POM (9044N) POM (BK,Natural) 1.41 POM (FX-01 BK) 聚甲醛 . 賽鋼 Polyformaldehyde Resin 1.41 POM (HX-01) POM (NW-02 BK) 1.41 PP (BC60) 聚丙烯 Polypropylene PP (COLOR) 0.91 PP (GF20) 1.09 PPO(SE100) 1.1 PPO(SE90) 1.08 PPS (CARBON) 1.34
塑胶原材料物性表(国产)

聚邻苯二甲酸二丙烯酯 三聚氰胺甲醛增强 醇酸树脂
DAP MF ALK
1.27 1.8 1.8-2
0.5-0.8 0.3 0.6-1
140-150 165-170 150-185
~90 70-95 40-100
特性表
干燥条件 温度 时间
80-100
2-4h
55-70
1-2h
-
-
-
-
100-110 105
国产常用注射成型塑料名称及成型特性表
材料名称 高抗冲 高耐热 丙烯腈、丁二烯 阻燃 、苯乙烯 增强 透明 苯烯腈、丙烯酸酯、苯乙烯 耐热 抗冲击 聚苯乙烯 阻燃 增强 无填料 丙烯腈、苯乙烯 增强 丁二烯、苯乙烯 低密度 中密度 聚乙烯 高密度 交联 乙烯、苯烯酸乙酯共聚 乙烯、醋酸乙烯酯 未改性 共聚 聚丙烯 惰性料 玻纤 抗冲击 缩写代号 密度 (g/cm3) 收缩率 (%) 0.4-0.7 0.4-0.7 0.4-0.8 0.1-0.2 0.6-0.8 0.4-0.7 0.1-0.8 0.2-0.6 0.2-0.6 0.1-0.3 0.2-0.7 0.1-0.2 0.4-0.5 1.5-5 1.5-5 2-5 2-5 0.15-0.35 0.7-1.2 1-2.5 1-2.5 0.5-1.5 0.2-0.8 1-2.5 0.8-1.5 0.5 0.8-1.5 0.4-0.6 0.5-1.5 1.1 0.3 1-1.5 1.2 0.4 1.2 0.3 0.3-1.5 0.3 1.2-1.8 0.4 1.1 1-1.3 1.5-2 1.1-1.5 成型温度(℃) 模具温度 40-90 40-90 40-90 40-90 40-90 50-85 60-80 60-80 60-80 60-80 65-75 65-75 65-75 50-70 50-70 35-65 35-65 低于60 24-40 40-60 40-60 40-60 40-60 40-60 21-94 30-85 21-94 30-85 35-80 30-80 30-85 30-85 30-85 30-85 30-85 30-85 40 40-50 60-90 60-80 60-80 60-80 20-80 50-60 料筒温度 210-240 220-250 210-240 210-240 210-240 210-240 ~200 ~200 ~200 ~200 180-270 180-270 180-270 180-250 180-250 180-240 180-240 205-315 120-180 240-280 240-280 240-280 240-280 160-220 315-371 260-310 250-305 260-310 250-305 250-305 260-310 250-305 250-305 260-310 250-305 260-310 190-260 200-260 230-260 230-280 230-270 230-270 250-300 200-270 1.01-1.04 1.05-1.08 1.16-1.21 ABS 1.28-1.36 1.07 AAS 108-1.09 1.04-1.1 1.1 PS 1.08 1.2-1.33 AS 1.075-1.1 (SAN) 1.2-1.46 BS 1.04-1.05 LDPE 0.9-0.925 MDPE 0.926-0.94 HDPE 0.941-0.965 PE 0.93-0.939 EEA 0.93 EVA 0.943 0.902-0.91 0.89-0.905 PP 1.0-1.3 1.05-1.24 0.89-0.91 PA66 1.13-1.15 PA66G30 1.38 PA6 1.12-1.14 PA6G30 1.35-1.42 PA66/PA6 1.08-1.14 PA6/PA12 1.06-1.08 PA6/PA12G3 1.31-1.38 PA6/PA9 1.08-1.1 PA6/PA10 1.07-1.09 PA6/PA10G3 1.31-1.38 0 PA11 1.03-1.05 PA11G30 1.26 PA12 1.01-1.02 PA12G30 1.23 PA610 1.06-1.08 PA610G30 1.25 PA612 1.06-1.08 PA613 1.04 PA1313 1.01 PA1010 1.05
塑胶原料性能表
高冲击型聚苯乙烯。(HIPS) 收缩率:3‰-6‰
4.2:使用方法 炮筒温度:200ºC-230ºC 模具温度:15ºC-50ºC 烘料:不需要烘料;如果贮藏条件不好可在80ºC下烘干1小 时。 物料回收:可100%回收利用。 成型注意:PS料有很好的流动性,避免采取高速高压注射。 停机事项:停机时直接把炮筒内物料射干净,可不用其它洗 机料清洗。并且把模具喷上防锈油。
炮筒温度:230ºC-260ºC 模具温度:60ºC-100ºC 烘料:在80ºC下烘干4小时。如贮藏条件不好可升高温度。 物料回收:可加入10%回收料。 成型注意:PA6料有很大的吸水性,在成型时首先应确认物 料完全干燥好;同时此料流动性很好,应避免高速高压注射;
使用PA6料的模具应该有良好的排气系统,因PA6料好 的流动性容易造成产品烧焦;PA6料冷却快,在注塑 时使用射台后退有助于生产的顺利进行。
收缩率:7‰-20‰(普通) 4‰-7‰(加入30%GF) 7.2:使用方法
炮筒温度:260ºC-290ºC 模具温度:60ºC-100ºC 烘料:在80ºC下烘干4小时。(如贮藏条件不好可升高温度) 物料回收:可加入10%的回收料。 成型注意:由于PA66树脂有很好的吸水性,在使用前应确保 物料已经充分干燥。因PA66料有很好的流动性,在使用时应 避免高速高压注射。使用PA66料的模具应该具有良好的排气
聚乙烯。(HDPE) 聚乙烯呈乳白色半透明状态,遇火会燃烧。
收缩率:12‰-15‰ 1.2: 使用方法
炮筒温度:200ºC-240ºC 模具温度:20 ºC-60ºC 烘料:可不用烘料;如果贮藏条件不好,可在80ºC下烘干 1Hr。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
150-190 1.30-1.58 130-180 1.16-1.35 140-220 160-210 160-210 200-210 200-210 220-280 220-240 250-320 180-260 150-180 1.19 1.41 1.41 1.13 1.01 1.14 1.10 1.37 1.35 2.0-2.1 1.30
收缩率 % 0.4 0.4 0.6 0.2 1.5-5.0 2.0-5.0 2.0-5.0 1.0 1.0-2.5 0.1-0.5 1.5 0.5 2.0 2.0 0.8-1.5 0.3-1.5 2.25 0.8-1.8 2.25 1.5-2.0 0.5-0.8 0.5 0.5 0.5 0.5 0.8 0.1-3.0 0.2 3.5-6.0 4.0
不饱和聚脂 醋酸纤维素 丙酸纤维素 醋酸丙酸纤维素
160-180 1.19-1.23 160-180 1.20 160-180 280-350 170-200 150-160 240-270 1.20 1.20 1.15 1.90 2.15
酸性胶 防弹胶 乌拉坦胶 EPOXY冷凝胶 氟塑料 硅橡胶
醋酸丁酸纤维素 聚碳酸脂 聚氨基甲酸酯 环氧树脂 聚四氟乙烯 氟化200-260 160-260 190-250 180-240 180-230 220-300 220-300 220-300 110-140 180-260 160-195 140-190 160-240 175-220 175-220 210-230 210-230 240-280 210-260 260-340 200-280 170-190 190-220 190-220 180-210 260-340 180-210 160-170 320-360 270-310 160-250 170-240 170-220 170-220 170-220 170-220 110-130 160-240
比重 1.07 1.06 1.05 1.09 0.92 0.95 0.94 1.94 0.91
熔点 ( ℃) 100 100 110 115 120 130 130 80 176 75-105 75-105 100 175 175 216 179 265 216 258 250 230 230 230 210 150 140 310 275
丙烯酸树脂 PMMA 聚缩醛类 POM POM PA6 PA12 尼龙类 PA66 APST PET 聚脂类 PBT UP CA CP CAP 纤维素 PC PU 环氧树脂 氟塑料 硅橡胶 CAB PC PU EP PTFE FEP
尼龙6 尼龙12 尼龙66 增强尼龙 聚脂 冷凝胶
80-120 80-90 40-75 50-80 50-80 40-75 80-100 50-80 70 200-230 50-80
塑胶原料名称及注塑性能对照表
胶料类别 名称 PS 硬胶类 (聚苯乙烯) 俗称 硬胶、普通硬胶 中文学名 聚苯乙烯 高冲击聚苯乙烯 丙烯*-丁二烯-苯乙烯 苯乙烯、丙烯*共聚物 发泡聚苯乙烯 低密聚乙烯 高密聚乙烯 超高密度聚乙烯 乙烯-醋酸乙烯共聚物 聚丙烯 聚氧乙烯原树枝 聚氧乙烯糊状机脂 聚甲基丙烯酸醋 聚甲*树脂 聚氧化甲烯树脂 35-60 35-60 35-60 35-60 50-80 15-60 30-60 50-90 50-90 50-90 50-80 50-80 聚胺 50-80 50-80 聚对苯二甲酸乙二醇酯
熔点 ( ℃)
收缩率 % 0.0025 0.0015
聚对苯二甲酸乙丁二醇酯
模温 (℃) 10-75 5-75 50-80 50-80
射嘴 180-260 220-270 190-250 190-250 230-310 230-310 230-310 120-140 210-300 170-200 170-195 180-230 190-210 190-210 210-230 210-230 250-280 210-260 280-350 220-320 180-200 180-210 180-210 180-210 250-320 190-240 160-170 320-360 310-350
270-330 2.12-2.17
酚醛树脂 氨基树脂 尿醛树脂 拟制:万杰
PF HDF UF
电木粉 科学瓷、**密 电玉、尿素
酚*树脂 三聚氟 胺-甲醛树脂 尿-甲* 日期:JUN 19, 01
胶料类别
名称 PPSR4 PPSR7 LCP
俗称
中文学名
模温 (℃)
料筒温度(℃) 射嘴 中段 尾段
比重 1.67 1.9 1.62
HIPS 不碎胶、高冲击硬胶 ABS SAN EPS ABS胶、超不碎胶 透明大力胶 发泡胶
LDPE 软胶(花料、筒料) 软胶类 HDPE UHIPE EVA 聚丙烯 PVC类 (聚氧乙 烯) PP PVC PVC 硬性软胶 超硬性软胶 橡皮胶 百折胶 PVC粗粉 PVC幼粉
亚加力 缩醛(赛钢、特 *、*钢、超钢)