台阶轴的编程与模拟加工教案
《台阶轴工件》教学设计
《台阶轴工件》教学设计机械组-刘毅 教材及本节教学内容分析:《数控加工及工艺》这门课程主要培养学生动手能力,要求学生掌握数控加工的工艺、并能应用指令编程加工简单工件,学生应具备零件图识读、工件质量检测、工件工艺分析、数控编程及数控机床操作相关知识与技能。
本节课《台阶轴工件》之前学习了数控机床工件装夹、刀具选择使用、数控机床基本指令,之后将学习稍复杂零件加工,因此本节课承上启下,是未来进行数控加工的基础内容。
学情分析:【知识储备】初步了解数控基本指令,初步了解数控工艺分析的基本知识,了解机械基础知识。
【技能现状】学生能正确进行工量具的使用,初步能操作数控机床,能进行装夹对刀,具备一定的识图分析能力。
【态度分析】学生对数控专业学习有较浓厚兴趣,但学生学习自信心不足,缺乏解决难题及完成任务的勇气。
本节教学目标:根据本门课程教学目标及学生能力培养目标,结合学生现状,确定本节课程教学目标如下:【知识拓展】轴类工件的实际应用,了解机械工作过程,轴类工件图识读方法,轴类工件质量检测方法,G00/G01指令实际应用。
【技能强化】能看懂简单轴类工件图,熟练游标卡尺等质检工具的使用,熟练操作数控机床进行装夹、对刀及程序录入、检验。
【态度分享】学生学习兴趣能得到提高,能有团队协作意识,发现并分享解决问题的方法,从而获得解决问题的喜悦。
教学重难点:【教学重点】轴类工件的应用及图形表达,尺寸公差检测、G00/G01指令应用及编程加工方法。
【教学难点】轴类工件图形表达及编程加工方法。
教学方法:项目模块教学,任务驱动、情境教学、小组竞争。
在完成加工数控产品一般分为图形识读及参数计算、工艺分析、工量具选用、编制程序、数控加工和质量检测六个步骤。
本节课,我准备用A、B、C三个任务,以一个简单工件为载体,将六个步骤分解,使学生带着工作任务进行动手实践,小组竞争,从而掌握轴类工件的应用、图形识读、工艺分析、质量检测、程序编制相关知识,通过任务D创设工作情景,强化练习,综合应用,从而达到本节课教学目标。
《数控车工》液压缸定位台阶轴的数控车加工教案

《数控车工》液压缸定位台阶轴的数控车加工教案第一章:教学目标1.1 知识目标1.了解液压缸定位台阶轴的加工工艺要求。
2.掌握数控车床的操作步骤。
3.熟悉液压缸定位台阶轴的数控车加工编程。
1.2 技能目标1.能够正确操作数控车床进行液压缸定位台阶轴的加工。
2.能够根据加工要求编写合适的数控车加工程序。
1.3 情感目标1.培养学生的团队合作意识。
2.培养学生的动手能力和解决问题的能力。
第二章:教学内容2.1 液压缸定位台阶轴的加工工艺2.1.1 液压缸定位台阶轴的结构和加工要求2.1.2 液压缸定位台阶轴的加工工艺流程2.2 数控车床的操作2.2.1 数控车床的基本结构和工作原理2.2.2 数控车床的操作步骤和注意事项2.3 数控车加工编程2.3.1 数控车加工编程的基本概念和指令系统2.3.2 液压缸定位台阶轴的数控车加工编程实例第三章:教学步骤3.1 液压缸定位台阶轴的加工工艺分析3.1.1 分析液压缸定位台阶轴的结构和加工要求3.1.2 确定加工工艺流程3.2 数控车床的操作练习3.2.1 操作数控车床进行液压缸定位台阶轴的加工3.2.2 练习数控车床的操作步骤和注意事项3.3 数控车加工编程练习3.3.1 根据加工要求编写数控车加工程序3.3.2 练习数控车加工编程的指令系统和编程方法第四章:教学评价4.1 液压缸定位台阶轴的加工质量评价4.1.1 评价加工尺寸的精度和表面质量4.1.2 分析加工中出现的问题并改进加工工艺4.2 数控车床操作技能评价4.2.1 评价学生的数控车床操作步骤的准确性和熟练程度4.2.2 评价学生在操作中遇到问题时的解决问题的能力4.3 数控车加工编程能力评价4.3.1 评价学生的数控车加工编程的准确性和熟练程度4.3.2 评价学生在编程中遇到问题时的解决问题的能力第五章:教学资源5.1 教学设备5.1.1 数控车床5.1.2 液压缸定位台阶轴的加工模具5.2 教学材料5.2.1 液压缸定位台阶轴的加工图纸5.2.2 数控车床的操作手册5.2.3 数控车加工编程的学习资料第六章:教学活动6.1 课前准备6.1.1 检查数控车床设备是否正常运行6.1.2 准备液压缸定位台阶轴的加工图纸和编程资料6.2 课堂讲解与演示6.2.1 讲解液压缸定位台阶轴的加工工艺要求和流程6.2.2 演示数控车床的操作步骤和注意事项6.2.3 演示数控车加工编程的方法和技巧6.3 学生实践操作6.3.1 学生分组进行数控车床的操作练习6.3.2 学生独立编写数控车加工程序并进行加工实践第七章:教学拓展7.1 加工工艺的优化7.1.1 分析不同加工方法对加工质量的影响7.1.2 探讨如何优化加工工艺以提高加工效率和质量7.2 数控车床的维护与故障排除7.2.1 学习数控车床的日常维护和保养方法7.2.2 分析数控车床常见故障的原因和解决方法7.3 数控车加工编程的进阶技巧7.3.1 学习高级编程指令和功能7.3.2 探讨如何提高编程效率和程序的可读性第八章:教学反馈与反思8.1 学生反馈8.1.1 收集学生对数控车床操作和编程的学习反馈8.1.2 分析学生的学习困难和问题所在8.2 教学反思8.2.1 反思教学内容和教学方法是否适合学生的学习需求8.2.2 探讨如何改进教学策略以提高教学效果第九章:教学评估与总结9.1 学生评估9.1.1 评估学生在数控车床操作和编程方面的掌握程度9.1.2 分析学生的加工质量和操作技能的提高情况9.2 教学总结9.2.1 总结学生在数控车床操作和编程方面的学习成果9.2.2 提出改进教学的建议和下一步的教学计划第十章:教学参考资料10.1 教材和参考书10.1.1 《数控车工技术手册》10.1.2 《数控车床操作与编程》10.2 在线资源10.2.1 数控车床操作和编程的在线教程10.2.2 数控车床相关论坛和交流群组10.3 液压缸定位台阶轴加工案例分析10.3.1 收集液压缸定位台阶轴加工的成功案例10.3.2 分析案例中的加工工艺和编程经验重点解析本文主要介绍了《数控车工》液压缸定位台阶轴的数控车加工教案,包括教学目标、教学内容、教学步骤、教学评价、教学资源、教学活动、教学拓展、教学反馈与反思、教学评估与总结以及教学参考资料等十个章节。
加工台阶轴教案

加工台阶轴教案
教案:加工台阶轴
**课程名称:**加工台阶轴
**课时数:**1课时
教学目标:
了解加工台阶轴的基本概念和用途。
掌握加工台阶轴的加工工艺和步骤。
培养学生的加工技能和注意事项。
教学准备:
投影仪或黑板。
示范用的加工台阶轴零件。
相关工具和设备(例如:车床、铣床、测量工具等)。
教学步骤:
引入(5分钟)
展示一个加工台阶轴的实物样品。
引发学生的兴趣,提问:你知道加工台阶轴是什么吗?它在哪些机械设备中有应用?
简要介绍加工台阶轴的定义和用途。
知识讲解(10分钟)
讲解加工台阶轴的结构和组成部分。
解释加工台阶轴的工作原理和作用。
强调加工台阶轴的加工精度和质量要求。
加工工艺演示(20分钟)
展示加工台阶轴的加工工艺流程图或步骤。
示范加工台阶轴的具体加工过程,包括:
选择合适的材料和工具。
进行车削和铣削等加工操作。
使用测量工具进行尺寸检测。
完成表面处理和调试等步骤。
实践操作(20分钟)
将学生分成小组,每个小组配备一套加工工具和材料。
学生根据示范和教师指导,自行进行加工台阶轴的实践操作。
教师巡视指导,纠正学生操作中的错误。
总结(5分钟)
让学生总结加工台阶轴的关键步骤和注意事项。
强调加工过程中的安全注意事项。
结束本节课,并鼓励学生继续加强实践操作和加工技能。
延伸拓展:
鼓励学生研究和了解不同材料对加工台阶轴性能的影响。
提供更复杂的加工工艺案例,让学生进一步提升加工技能。
《台阶轴的加工》学习任务设计方案
学习内容
1、图样识读与工艺卡的填写
2、轴的类型、功能和分类方法
3、扭矩、弯矩等力学参数和简单的计算方法
4、轴的常用热处理方式和硬度指标
5、轴上零件的轴向和周向固定方法
6、数控车床规范开关机顺序
7、数控车床上的编辑、修改和替代功能
8、数控车床简单报警的处理方法
9、数控车床上常用加工零件的装夹、找正方法
4.数控车床操作规范性讲解
5.学生填写工作页的指导
1.生产任务单
2.图样、工艺卡
3.轴的类型、功能和分类方法
4.轴的结构设计方法
5.轴的扭矩、弯矩等力学参数的认知和计算能力
6.台阶轴工艺的制订
1.互联网
2.台阶轴图样、工艺卡
3.《机械工艺师手册》
4.国家制图标准
5.数控车床编程及操作手册
6.CAK6140数控车床
总结、表达能力
1.小组展示工作成果
2.学习数控车床加工的学习体会
3.小组互评
4.小组讨论总结
5.工作页的填写
1.教师组织评价
2.总体评价工作过程
工作总结
1.台阶轴零件精度检验单
2.工艺卡
3.工序卡
4.台阶轴加工图样
1.工作目标
2.工作过程
3.工作结果
4.加工方法
5.问题分析
6.改进措施
7.工作页的完成情况
5.教师提供学习演示资料,并现场示范开关数控车床操作、台阶轴零件数控车床工件坐标系的设置方法
6.教师指导学生识读台阶轴图样,启发学生阅读与分析加工工艺,合理组织学生进行台阶轴的加工
7.学生按台阶轴零件的图样要求,单独完成台阶轴的加工,教师巡回指导
任务2 台阶轴的数控加工教案
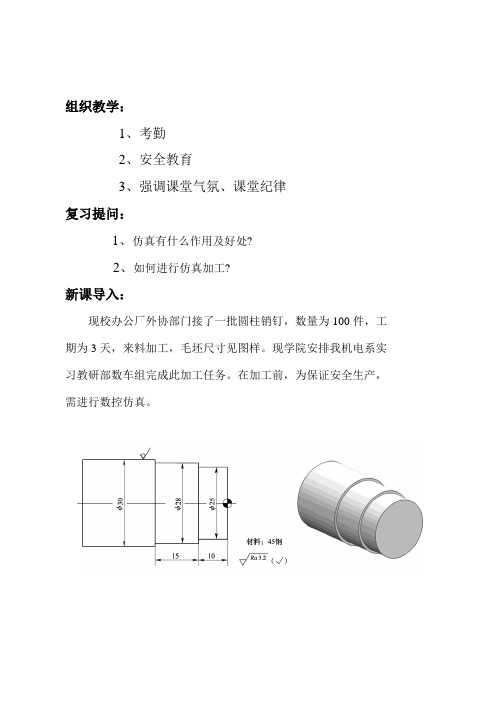
组织教学:1、考勤2、安全教育3、强调课堂气氛、课堂纪律复习提问:1、仿真有什么作用及好处?2、如何进行仿真加工?新课导入:现校办公厂外协部门接了一批圆柱销钉,数量为100件,工期为3天,来料加工,毛坯尺寸见图样。
现学院安排我机电系实习教研部数车组完成此加工任务。
在加工前,为保证安全生产,需进行数控仿真。
讲授新课:任务三台阶轴的数控加工学习活动一明确任务一、教学准备请准备切削手册、设备清单表、教材二、引导问题1.上班前,必须穿戴好,,严禁戴操作机床。
2.开车前须先检查机床各部位、、安全装置等情况是否良好,进行空运转分种(冬季分钟),情况正常后,方可工作。
操作时必须站在上。
3. 开、关机的步骤?4.根据你的分析,安排工作进度5.加工工序卡6.小组讨论记录学习活动二制定加工方案学习引导:车削运动:(1)在切削过程中,为了切除多余的金属,必须使工件和车刀产生相对的车削运动。
按起作用划分,车削运动可分为:工作运动那么车床的主运动体现在:进给运动体现在(2)车削加工时工件上形成的表面1)已加工表面工件上刀具切削后产生的表面(2)过渡表面工件上由切削刃形成的那部分表面(3)待加工表面工件上有待去除的表面想一想在下图认真填写三个表面切削用量:切削用量是切削加工中切削速度、进给量、背吃刀量的总称。
切削用量直接影响工件加工质量,刀具的磨损和寿命、机床的动力消耗及生产率。
因此,必须合理选择切削用量下面以车外圆为例进行说明。
1.切削深度(αp)工件上已加工表面与待加工表面的垂直距离,也就是车刀进给时切入工件的深度(单位:mm)公式:ap=dw-dm/2dw待加工表面直径dm已加工表面直径(单位:mm)2.进给量(ƒ)工件旋转一周,车刀沿进给方向移动的距离。
他是衡量进给运动大小的参数。
(单位:mm/r)纵向进给——沿车床床身导轨方向横向进给——垂直于车床床身导轨方向3切削速度(vc)在进行切削加工时,刀具切削刃上某一点相对于待加工表面在主运动方向上的瞬时速度,(车刀在一分钟内车削工件表面的理论展开直线长度。
台阶轴数控编程及数控仿真设计说明书

毕业设计(论文)课题:台阶轴数控编程及数控仿真设计系科:机械系专业:班级:姓名:指导教师:完成日期:摘要高效率、高精度加工是数控机床加工最主要特点之一。
利用数控机床加工,其产品加工的质量一致性好,加工精度和效率均比普通机床高出很多,尤其在轮廓不规则、复杂的曲线或曲面、多工艺复合化加工和高精度要求的产品加工时,其优点是传统机床所无法比拟的。
本课题对异性体、复杂的曲线、多工艺复合化加工进行探索,设计出三种切实可行的工艺流程及工艺装备。
在产品的加工过程中,工件在夹具内的定位和夹紧显得特别重要。
须根据六点定位对产品进行合理的定位,欠定位、完全定位还是过定位都须根据实际的生产过程决定。
夹具是涵盖了从加工到组装的几乎所有操作过程的一种装夹设备。
由于大量的加工操作需要装夹,夹具设计在制造系统中就变得非常重要,它直接影响加工质量,生产率和制造成本。
本文通过分析连接轴的结构特点和加工要求,制定了一套较合理的夹具设计,从而为保证该零件的加工精度将提供一种经济实用的工艺装备,具有一定的实用价值。
通过对各种定位夹紧装置的分析比较,选择并组合了一套既能够满足加工要求的,又比较简洁的装置,并对各工步进行数控编程。
关键词:数控加工,工艺流程,工艺装备,夹具设计AbstractThe high efficiency, the precision work are one of numerical control engine bed processing most main characteristics. Using the numerical control engine bed processing, its product processing quality uniformity is good, the processing precision and the efficiency outdo compared to the ordinary engine bed very much, especially when outline not rule, complex curve or curved surface, multi-craft recombine processing and high accuracy request product processing, its merit is the traditional engine bed is unable to compare. This topic to the opposite sex body, the complex curve, the multi-craft recombine processing carries on the exploration, designs three practical and feasible technical processes and the craft equipment. In the product processing process, the work piece appears in jig localization and the clamp specially importantly. Must act according to six localizations to carry on the reasonable localization to the product, owes the localization, locates completely crosses the localization all to have to act according to the actual production process decision. The jig covered from has processed clamps the equipment to the assembly nearly all operating process one kind of attire. Because the massive processing operation needs to install clamps, the jig design changes can it be that the constant weight in the manufacture system to want, it affects the processing quality directly, the productivity and the production cost. This article through the analysis support components, the air compressor snifting valve lid as well as the supporting the unique feature and the processing request which wraps, has formulated a set of reasonable jig design, thus for guaranteed this components the processing precision will provide one economical practical craft equipment, will have certain practical value. Through to each kind of localization clamp analysis comparison, chose and combines a set both to be able to satisfy the processing request, and the quite succinct installment, and carried on the numerical control programming to each step working procedure.Key Words:numerical control processing, technical process, craft equipment, jig design目录摘要 ......................................................................................................................................... I Abstract..................................................................................................................................... III 目录 ...................................................................................................................................... I V 第1章绪论 (6)1.1 本课题的研究背景 (6)1.1.1 数控系统发展简史 (6)1.1.2 国内数控机床状况分析 (6)1.1.3 数控系统的发展趋势 (6)1.1.4 国外先进机床介绍 (7)第1章零件图的分析 (9)1.1 零件图的正确性及完整性分析 (9)1.2零件结构及结构工艺性分析 (10)1.3零件精度及技术要求分析 (10)第2章.数控设备选择 (11)2.1根据零件的结构及形状特点,选择机床的类型 (11)2.2根据零件的外形及尺寸特点,选择机床的规格 (11)2.3根据零件的加工精度及表面质量要求,选择机床的精度等级 (11)第3章.定位基准及装夹方式的确定 (12)3.1选择定位基准 (12)3.2确定工件的装夹方式 (13)第4章.选择对刀方式及对刀点 (14)4.1正确选择对刀方式 (14)4.2选择合理的对刀点及换刀点 (15)第5章.制定合理的加工方案 (15)5.1合理划分数控加工工序 (15)5.2确定各工序的工步顺序、进给路线,绘制走刀路线图。
台阶轴零件的编程及仿真加工

台阶轴零件的编程及仿真加工教学内容任务目标一、任务描述图所示台阶轴零件,材料硬铝合金,毛坯为Ф40mm长棒料,使用CKA6150数控车床,单件生产,编写加工程序,运用VNUC软件进行仿真加工。
二、知识目标1.熟悉台阶轴的加工工艺2.掌握G00/G01和G71/G70指令及应用3.学习仿真加工中对刀操作三、技能目标1.具有拟定工艺文件的初步能力2.具有使用G00/G01和G71/G70指令编写台阶轴加工程序的能力3.具有使用仿真软件验证台阶轴程序正确性的能力四、素质目标1. 培养学生认真负责的工作态度和一丝不苟的工作作风2. 培养质量意识、守时意识和规范意识相关一、加工工艺1.切削用量的选择(a) (b)5.圆锥面的车削方式(1)圆锥面尺寸(2)圆锥面车削方式(a) (b)圆锥面车削方式如图所示,车削方式比较见下表。
二、编程基础1.G00快速点定位指令(1)功能:刀具以点位控制方式从刀具所在位置快速移动到目标点。
(2)指令格式:G00 X(U) Z(W) ;其中: X(U)、Z(W)—目标点坐标值(3)注意事项(4)【举例】零件如下图所示,编写从起点T快速移动到目标点A和从起点E快速移动到目标点T的程序段。
2. G01直线插补指令(1)功能:该指令使刀具以给定的进给速度,从所在点出发,直线移动到目标点。
(2)指令格式:G01 X(U) Z(W) F ;其中:X(U)、Z(W)—目标点坐标F—进给速度(3)注意事项(4)【举例】【例1】为上图所示零件编写精加工程序。
【例2】高台阶轴如图所示,毛坯直径40mm,背吃刀量2.5mm,编写粗精车程序。
【例3】圆锥面如图所示,毛坯直径40 mm,背吃刀量2.5mm,编写粗精车程序。
(5)G01拓展功能1)功能:在相邻轨迹线之间自动插补倒直角或倒圆角,如图所示。
注意数控车床一般具有此功能,部分仿真软件没有此功能。
2)指令格式:倒圆角格式:G01 X(U) R F ;倒直角格式:G01 X(U) C F ;其中:X(U)、Z(W)—相邻直线的交点坐标(如图1-2-7中D点)R —倒圆角的圆弧半径C —D点相对倒角起点B的距离3)注意事项4)【举例】利用倒直角和倒圆角功能编写图示零件的精加工程序。
台阶轴的编程与模拟加工教案
台阶轴的编程与模拟加工教案一、教学目标1. 了解台阶轴的加工特点和应用领域。
2. 掌握台阶轴的编程方法及其模拟加工过程。
3. 学会使用相关软件进行台阶轴的编程与模拟加工。
4. 培养学生的动手操作能力和团队协作精神。
二、教学内容1. 台阶轴的加工特点和应用领域2. 台阶轴的编程方法a. 编写刀具路径b. 设置加工参数c. 加工程序3. 台阶轴的模拟加工过程a. 导入加工程序b. 设置加工环境c. 开始模拟加工d. 观察加工结果4. 使用相关软件进行台阶轴的编程与模拟加工a. 软件界面及功能介绍b. 实例演示c. 学生动手操作三、教学方法1. 讲授法:讲解台阶轴的加工特点、编程方法和模拟加工过程。
2. 演示法:展示软件操作过程和加工实例。
3. 实践法:学生动手操作,进行台阶轴的编程与模拟加工。
4. 讨论法:分组讨论,分享操作心得和解决问题方法。
四、教学环境1. 计算机房:配置有相关加工软件的计算机。
2. 数控机床:用于实际加工验证。
3. 投影仪:用于展示操作过程和加工实例。
五、教学评价1. 学生能熟练掌握台阶轴的加工特点和应用领域。
2. 学生能独立完成台阶轴的编程和模拟加工。
3. 学生能有效运用相关软件进行台阶轴的编程与模拟加工。
4. 学生具备一定的动手操作能力和团队协作精神。
六、教学资源1. 教材:《数控编程与加工技术》2. 课件:包含台阶轴加工特点、编程方法和模拟加工过程的讲解。
3. 视频:展示实际加工过程和软件操作演示。
4. 练习题库:用于巩固所学知识。
七、教学安排1. 第一课时:介绍台阶轴的加工特点和应用领域。
2. 第二课时:讲解台阶轴的编程方法。
3. 第三课时:演示台阶轴的模拟加工过程。
4. 第四课时:学生动手操作,进行台阶轴的编程与模拟加工。
5. 第五课时:分组讨论,分享操作心得和解决问题方法。
八、教学步骤1. 引入台阶轴的加工特点和应用领域,激发学生兴趣。
2. 讲解台阶轴的编程方法,引导学生理解编程原理。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
xxxx学院一体化课程教案首页
教学活动1:学习仿真室管理制度及仿真软件的使用
b.实时地解释NC代码并编辑机床进给命令。
c.提供与真正的数控机床类似的操作面板。
d.单程序块操作,自动操作,编辑方式,空运行等功能。
e.移动速率调整, 单位毫米脉冲转换开关等
3、宇龙数控仿真软件的使用:
a、软件启动界面:
鼠标左键点击“开始”按钮,在“程序”目录中弹出“数控加工仿真系统”的子目录,在接着弹出的下级子目录中点击“加密所管理程序”。
加密锁程序启动后,屏幕右下方工具栏中出现的图表,此时重复上面的步骤,在最后弹出的目录中点击所需的数控系统名,系统弹出“用户登录”界面,如图所示:
1、资讯
1)分组讨论学习仿真室管理制度条例;
如何延长电脑的使用寿命
是否要制定仿真室管理制度
为什么学校数控加工前要学数控仿真模拟加工
2)查阅仿真软件使用手册;
教学活动2:仿真加工的准备
学习目标:
1.能根据零件图样完成工件的选择与装夹。
2.能进行对刀操作。
3.能建立新程序,能在程序中进行数据的修改。
学习地点:仿真室
学习课时:4课时
学习过程:分组学习、讨论、独立完成。
重点、难点:进一步熟练仿真软件的准备操作,培养学习能力与获取资料的能力。
复习与提问教学过程
1、复习提问
1)常见的数控系统仿真软件有哪些
2)仿真软件的开启步骤
2、参考提示
1)常见的数控系统仿真软件有:北京斐克、上海宇龙、南京宇航。
2)以上海宇龙为例:打开电脑,双击图标进入仿真系统,在选择界面中,单击图标FANUC 0i TC,则进入FANUC数控仿真系统。
任务分析新知识讲解:
一、选择机床类型:
打开菜单“机床/选择机床…”,在选择机床对话框中选择控制系统类型和相应的机床并按确定按钮,此时界面如下图所示。
二、机床回参考点:
对准MODE旋钮点击鼠标左键或右键,将旋钮拨到REF档,如下图所示:
先将X轴方向回零,在回零模式下;点击按钮,此时X轴将回零,相应操作面板上X 轴的指示灯亮,同时CRT上的X坐标变为“”;再点击按钮,可以将Z轴回零,操作面板上Z轴的指示灯亮,此时CRT如下图所示。
三、工件的使用:
(1)定义毛坯:打开菜单“零件/定义毛坯”或在工具条上选择“”,系统打开下图对话框:
圆形毛坯定义
名字输入:在毛坯名字输入框内输入毛坯名,也可使用缺省值。
选择毛坯形状:车床仅提供圆柱形毛坯。
选择毛坯材料:毛坯材料列表框中提供了多种供加工的毛坯材料,可根据需要在“材料”,下拉列表中选择毛坯材料
(2)参数输入:尺寸输入框用于输入尺寸,单位:毫米。
保存退出,按“确定”按钮,保存定义的毛坯并且退出本操作。
取消退出
按“取消”按钮,退出本操作。
四、使用夹具:
打开菜单“零件/安装夹具”命令或者在工具条上选择图标,打开操作对话框。
在“选
择零件”列表框中选择毛坯。
在“选择夹具”列表框中间选夹具,长方体零件可以使用工艺板或者平口钳,圆柱形零件可以选择工艺板或者卡盘。
五、放置零件:
打开菜单“零件/放置零件”命令或者在工具条上选择图标系统弹出操作对话框。
如下所示:
在列表中点击所需的零件,选中的零件信息加亮显示,按下“确定”按钮,系统自动关闭对话框,零件和夹具(如果已经选择了夹具)将被放到机床上。
六、调整零件位置:
零件可以在工作台面上移动。
毛坯放上工作台后,系统将自动弹出一个小键盘,通过按动小键盘上的方向按钮,实现零件的平移和零件调头。
小键盘上的“退出”按钮用于关闭小键盘。
选择菜单“零件/移动零件”也可以打开小键盘。
七、选择刀具(车床选刀):
打开菜单“机床/选择刀具”或者在工具条中选择“”,系统弹出刀具选择对话框。
系统中数控车床允许同时安装8把刀具。
对话框如下图:
车刀选择对话框
1) 选择车刀:
在对话框左侧排列的编号1~8中,选择所需的刀位号。
刀位号即车床刀架上的位置编号。
被选中的刀位编号的背景颜色变为蓝色。
指定加工方式,可选择内圆加工或外圆加工。
在刀片列表框中选择了所需的刀片后,,系统自动给出相匹配的刀柄供选择。
选择刀柄。
当刀片和刀柄都选择完毕,刀具被确定,并且输入到所选的刀位中。
旁边的图片显示其适用的方式。
2) 刀尖半径:显示刀尖半径,允许操作者修改刀尖半径,刀尖半径可以是0。
单位:mm。
3) 刀具长度:显示刀具长度,允许修改刀具长度。
刀具长度是指从刀尖开始到刀架的距离。
4) 输入钻头直径:当在刀片中选择钻头时,“钻头直径”一栏变亮,允许输入直径。
5) 删除当前刀具:
2、参考提示
1)当手动调整机床时,或是要求刀具快速移动接近或离开工件时,需要手动操作滑板进给。
滑板进给的手动操作有两种,一种是用“JOG”按钮使滑板快速移动,另依靠种是用手摇轮移动滑板。
2)人工程序的操作方法如下:
将“MODE”方式选择开关置于“EDIT”编辑方式;
压下“PRGRM”键,用数据输入键键入程序号O××××之后按下“INPUT”键,程序号被输入;
按下“E0B”键,再按下“INPUT”键,则程序结束符号“:”被输入;
依次输入各程序段,每输入一个程序段后,按下“EOB”键,按下“INSERT”键直到全部程序段输入完成;
M01选择性程序停止M42主轴齿轮在高速位置
M02程序结束M68液压卡盘夹紧
M30程序结束复位M69液压卡盘松开
M03主轴正转M78尾架前进
M04主轴反转M79尾架后退
M05主轴停M94镜像取消
M08切削液启动M95X坐标镜像
M09切削液停M98子程序调用
M40主轴齿轮在中间位置M99子程序结束
7、辅助功能指令
T功能
T功能也称刀具功能是表示换刀,根据加工需要在某些程序段指令进行选刀或换刀,其注意是指
定刀具序号及刀补偏置;
式:T□□◇◇;□□:表示刀架工位号;◇◇:表示刀尖半径补偿组号,00表示取消刀尖半径
补偿;例如:N3 T0303 (3号刀具、3号补偿)
S功能
S功能也称主轴转速功能,其作用是指定主轴的转速。
程序中用S和其后数字组成。
格式:S (r/min);
MDI操作方式
系统断电后,失去了主轴转速的记忆,重新开机时须通过MDI手动输入主轴转速,启动后系统才有固定的主轴转速;
MDI只能执行简单的程序段,不能执行循环指令;。