钢筋焊接工艺试验记录表
混凝土基础桩锚筋焊接检验批质量验收记录

钢筋焊接接头的机械性能
应符合JGJ18的规定
6
焊接材料与母材的匹配
应符合设计要求及现行有关标准的规定
(续)工程编号:
分项工程名称
验收部位
类别
序号
检验
项目
质量标准
单位
施工单位自检记录
检查结果
一般项目
1
钢筋表面质量
钢筋应平直、无损伤,表面不得有裂纹、油污、颗粒状或片状老锈
2
接头焊缝外观质量
接头处无裂纹、气孔、夹渣、咬边深度不大于0.5mm;焊缝表面无较大凹陷、焊瘤
混凝土基础桩锚筋焊接检验批质量验收记录
工程编号:
单位(子单位)
工程名称
分部(子分部)工程名称
分项工程名称
验收部位
总承包单位
项目负责人
施工单位
项目负责人
分包单位
分包项目负责人
施工执行标准
名称及编号
专业工长(施工员)
类别
序号
检验
项目
质量标准
单位
施工单位自检记录
检查结果
主控项目
1
原材料及焊接材料的品种、规格、性能等
(建设单位项目பைடு நூலகம்业技术负责人)年月日
3
焊缝尺寸要求
焊缝长度
双面焊,HPB300,≥4d;HRB400,≥5d
mm
焊缝宽度
≥0.6d
mm
焊缝厚度
≥0.35d
mm
4
焊条外观质量
不应有药皮脱落、焊芯生锈等缺陷;焊剂不应受潮结块
总承包单位
检查结果
项目专业工程师:
年月日
施工单位
检查结果
项目专业质量检查员:
钢筋焊接工艺试验报告
项目钢筋焊接工艺性能试验报告施工单位:监理单位:杭州信达投资咨询估价监理有限公司项目监理部年月日目录第1章工程概况及专业工程特点 (1)1.1 工程概况 (1)1.2 编制依据 (1)1.3本工程钢筋焊接情况特点 (2)第2章钢筋电弧焊工艺性能试验要求 (4)2.1 试验目的 (4)2.2 施工准备 (4)2.3 操作工艺: (5)2.4 电弧焊焊接工艺性试验结论 (8)第3章钢筋电渣压力焊工艺性能试验要求 (9)3.1 试验目的 (9)3.2 施工准备 (9)3.3 操作工艺: (10)3.4 电渣压力焊焊接工艺性试验结论 (12)第4章钢筋闪光对焊(箍筋闪光对焊)工艺性能试验要求 (13)4.1 试验目的 (13)4.2 施工准备 (13)4.3 操作工艺: (14)4.4 电弧焊焊接工艺性试验结论 (17)第1章工程概况及专业工程特点1.1 工程概况工程名称:项目位置:建设单位(代建单位):设计单位:施工单位:勘察单位:监理单位:杭州信达投资咨询估价监理有限公司工程规模:(含建筑面积(市政工程为造价)、结构形式、抗震等级等情况)1.2 编制依据本工程设计图纸本工程合同文件:监理合同、施工合同本工程施工组织设计/施工方案本工程《材料见证取样计划》《钢筋焊接及验收规程》 JGJ18-2012《钢筋混凝土用钢第2部分热轧带肋钢筋》 GB1499.2-2007《钢筋混凝土用钢第1部分热轧光圆钢筋》 GB1499.1-2008《钢筋焊接接头试验方法标准》 JGJ/T 27-2014《混凝土结构工程施工质量验收规范》 GB50204-2015《混凝土结构工程施工规范》 GB50666-2011《钢结构工程施工规范》 GB50755-2012《钢结构焊接规范》 GB50661-20111.3本工程钢筋焊接情况特点1.3.1 本工程设计采用的钢筋牌号与规格序号钢筋牌号钢筋直径(mm)使用部位/用途1 □ HPB3002 □ HRB335 □ HRB335E3 □ HRB400 □ HRB400E4 □ HRB500 □ HRB500E1.3.2 本工程计划采用的钢筋焊接方式序号焊接方法接头形式规范允许的适用范围钢筋牌号钢筋直径(mm)1 闪光对焊HPB300HRB335 HRB335EHRB400 HRB400EHRB500 HRB500E8-228-408-408-402 箍筋闪光对焊HPB300HRB335 HRB335EHRB400 HRB400EHRB500 HRB500E6-186-186-186-183电弧搭接焊(双面焊、单面焊)HPB300HRB335 HRB335EHRB400 HRB400EHRB500 HRB500E10-2210-4010-4010-324 电渣压力焊HPB300HRB335 HRB335EHRB400 HRB400EHRB500 HRB500E12-2212-3212-3212-32备注:1.电弧焊含焊条电弧焊和二氧化碳砌体保护电弧焊。
钢筋焊接工艺试验报告 (1)
项目钢筋焊接工艺性能试验报告施工单位:监理单位:杭州信达投资咨询估价监理有限公司项目监理部年月日目录第1章工程概况及专业工程特点工程概况工程名称:项目位置:建设单位(代建单位):设计单位:施工单位:勘察单位:监理单位:杭州信达投资咨询估价监理有限公司工程规模:(含建筑面积(市政工程为造价)、结构形式、抗震等级等情况)编制依据本工程设计图纸本工程合同文件:监理合同、施工合同本工程施工组织设计/施工方案本工程《材料见证取样计划》《钢筋焊接及验收规程》 JGJ18-2012《钢筋混凝土用钢第2部分热轧带肋钢筋》《钢筋混凝土用钢第1部分热轧光圆钢筋》《钢筋焊接接头试验方法标准》 JGJ/T 27-2014《混凝土结构工程施工质量验收规范》 GB50204-2015《混凝土结构工程施工规范》 GB50666-2011《钢结构工程施工规范》 GB50755-2012《钢结构焊接规范》 GB50661-2011本工程钢筋焊接情况特点本工程设计采用的钢筋牌号与规格本工程计划采用的钢筋焊接方式各钢筋牌号,规范允许采用的电弧焊焊条情况第2章钢筋电弧焊工艺性能试验要求钢筋焊条电弧焊是以焊条为一极,钢筋为另一极,利用焊接电流通过产生的电弧热进行焊接的一种熔焊方法。
本工艺具有不需特殊设备,操作工艺简单,技术易于掌握,可用于各种形状钢筋和工作场所焊接,质量可靠,施工费用较低等优点。
试验目的(1)通过焊接工艺性试验确定钢筋电弧焊的各项焊接参数,确保现场钢筋焊接质量。
(2)通过焊接工艺性试验并结合现场实际施工情况,选择合适的焊接形式。
施工准备机械设备电弧焊的主要设备是交流电焊机。
其各种参数见下表:人员配置:电弧焊主要人员:焊工名、安全员1名、电工1名、钢筋加工6名。
见证取样人员:监理人员1名。
焊接试验送检测机构检测,由项目监理机构现场见证取样检测材料(1)钢筋:采用公司生产的 mm、牌号为的钢筋,钢筋质保资料抄件、质量证明书、原材料见证取样检测报告齐全。
钢筋焊接工艺试验方案

XXXX高速公路建设项目钢筋焊接工艺审批表施工单位:xxxxxxxxxxxxxxxxxxx集团有限公司XXXX高速公路建设项目钢筋焊接工艺试验报告承包单位:监理单位:2017年X月目录1.工程概况...................................... 错误!未定义书签。
2.试验目的、适用范围............................ 错误!未定义书签。
3.试验依据...................................... 错误!未定义书签。
4.钢筋焊接工艺指导.............................. 错误!未定义书签。
本次试验需要焊接的类别....................... 错误!未定义书签。
试验准备和作业条件........................... 错误!未定义书签。
试验操作工艺................................. 错误!未定义书签。
操作要点: ................................... 错误!未定义书签。
质量检验与验收............................... 错误!未定义书签。
焊接安全..................................... 错误!未定义书签。
5.试验结果...................................... 错误!未定义书签。
6.确定施工工艺与参数............................ 错误!未定义书签。
附件............................................ 错误!未定义书签。
钢筋焊接(电弧焊)工艺试验1.工程概况2.试验目的、适用范围根据JGJ18-2012强制性条文要求,在工程开工或者每批钢筋正式焊接之前,无论采用何种焊接工艺方法,均须采用与生产相同条件进行焊接工艺试验,以便了解钢筋焊接性能,选择最佳焊接参数,以及掌握担负生产的焊工的技术水平。
钢筋焊接工艺性试验报告

杭黄铁路站前VII标大章坑大桥钢筋焊接工艺试验报告承包人:中铁二局杭黄铁路站前Ⅶ标监理人:华铁咨询杭黄铁路监理Ⅶ标2015年7月25日目录1、钢筋电弧焊工艺性试验报告2、金属(焊接)拉伸试验报告3、电焊工操作证书4、钢筋电弧焊接作业指导书钢筋电弧焊工艺性试验报告电弧焊是利用弧焊机使焊条与焊件之间产生电弧,熔化焊条与焊件的金属,凝固后形成焊接接头。
本工艺具有不需特殊设备,操作工艺简单,技术易于掌握,可用于各种形状钢筋和工作场所焊接,质量可靠,施工费用较低等优点。
一、指导依据:1、铁路桥涵施工技术规范 TB10203-20022、钢筋焊接及验收规程 JGJ18-20123、钢筋混凝土用钢第2部分热轧带肋钢筋 GB1499.2-20074、钢筋焊接接头试验方法标准 JGJ/T 27-20145、金属材料拉伸试验第1部分:室温试验方法 GB/T 228.1-20106、金属材料弯曲试验方法 GB/T 232-2010二、试验目的:(1)通过焊接工艺性试验确定钢筋电弧焊的各项焊接参数,确保现场钢筋焊接质量;(2)通过焊接工艺性试验并结合现场实际施工情况,选择合适的焊接形式。
三、施工准备:1、机械设备电弧焊的主要设备是BX1-500交流电焊机。
其各种参数见下表:2、人员配置:电弧焊主要人员:焊工2名、试验人员1名、安全员1名、电工1名、钢筋加工6名。
3、材料(1)钢筋:采用冷浙江富钢金属制品有限公司生产的热轧光圆钢筋 HPB300Φ 16,钢筋出厂质量证明书、钢筋牌号齐全。
(2)焊条:牌号应符合设计要求,并应按焊条说明书的要求进行烘焙后使用(焊接前一般在 250~300℃烘箱内烘干),如设计无规定时,可按下表选用。
钢筋电弧焊焊条型号四、操作工艺:工艺流程:检查机械设备→选择焊接参数→试焊作模拟试件→送试→确定焊接参数→施焊→质量检验钢筋电弧焊分帮条焊、搭接焊、坡口焊和熔槽四种接头形式,本工艺性试验采用HPB300Φ 16双面搭接焊。
钢筋焊接工艺实验记录表(电弧焊单面搭接焊)
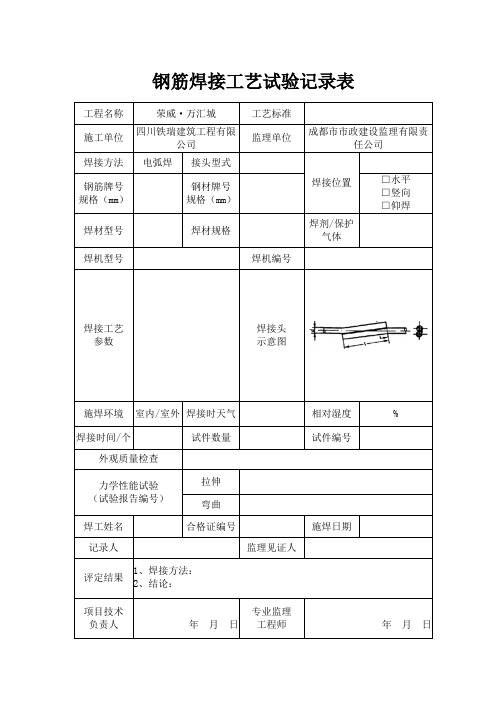
钢筋焊接工艺试验记录表
工程名称 荣威·万汇城 工艺标准
施工单位 四川铁瑞建筑工程有限
公司 监理单位
成都市市政建设监理有限责
任公司
焊接方法 电弧焊
接头型式
焊接位置
钢筋牌号 规格(mm )
钢材牌号
规格(mm )
□水平 □竖向 □仰焊 焊材型号
焊材规格 焊剂/保护气体
焊机型号
焊机编号
焊接工艺 参数
焊接头 示意图
施焊环境 室内/室外 焊接时天气 相对湿度 % 焊接时间/个
试件数量
试件编号
外观质量检查
力学性能试验 (试验报告编号) 拉伸 弯曲 焊工姓名
合格证编号 施焊日期
记录人
监理见证人
评定结果 1、焊接方法: 2、结论:
项目技术 负责人
年 月 日 专业监理
工程师
年 月 日。
工艺试验记录填表参考
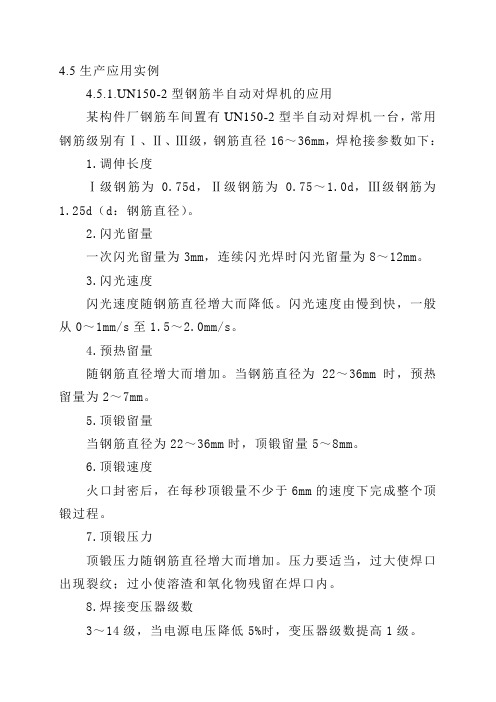
4.5生产应用实例4.5.1.UN150-2型钢筋半自动对焊机的应用某构件厂钢筋车间置有UN150-2型半自动对焊机一台,常用钢筋级别有Ⅰ、Ⅱ、Ⅲ级,钢筋直径16~36mm,焊枪接参数如下:1.调伸长度Ⅰ级钢筋为0.75d,Ⅱ级钢筋为0.75~1.0d,Ⅲ级钢筋为1.25d(d:钢筋直径)。
2.闪光留量一次闪光留量为3mm,连续闪光焊时闪光留量为8~12mm。
3.闪光速度闪光速度随钢筋直径增大而降低。
闪光速度由慢到快,一般从0~1mm/s至1.5~2.0mm/s。
4.预热留量随钢筋直径增大而增加。
当钢筋直径为22~36mm时,预热留量为2~7mm。
5.顶锻留量当钢筋直径为22~36mm时,顶锻留量5~8mm。
6.顶锻速度火口封密后,在每秒顶锻量不少于6mm的速度下完成整个顶锻过程。
7.顶锻压力顶锻压力随钢筋直径增大而增加。
压力要适当,过大使焊口出现裂纹;过小使溶渣和氧化物残留在焊口内。
8.焊接变压器级数3~14级,当电源电压降低5%时,变压器级数提高1级。
使用该焊机进行生产,可减轻焊工劳动强度,提高劳动生产率。
每台班生产数如下;⑴钢筋直径为20mm以下,为400~500个接头;⑵钢筋直径为22~30mm,为200~400个接头;⑶钢筋直径为32mm以上,为100~200个接头。
每月焊接钢筋100~120t;每年产量1200~1500t;焊接头按规定进行质量检查,并经过冷拉检验,合格率达到100%;每年可节约钢筋200~300t。
焊接操作见图4.15。
4.4.1.闪光对焊三种工艺方法1.连续闪光焊将工件夹紧在钳口上,接通电源后,使工件逐渐移近,端面局部接触,见图4.11(a)、(b),工件端面的接触点在高电流密度作用下迅速熔化、蒸发、爆破,呈高温粒状金属,从焊口内高速飞溅出来,见图4.11(c)。
当旧的接触点爆破后又形成新的接触点,这就形成了连续不断的爆破过程,并伴随着工件金属的烧损,因而称之为烧化或闪光过程。
钢筋焊接工艺试验方案(成稿)
关于发放《钢筋焊接(闪光对焊、电弧焊、电渣压力焊)工艺试验》的通知集团公司各分(子)公司:根据《钢筋焊接及验收规程》(JGJ18-2012)中“4.1.3条”强制性条文要求,钢筋正式焊接前必须进行现场条件下的焊接工艺试验。
集团公司技术部根据规范要求,特编制《钢筋焊接(闪光对焊、电弧焊、电渣压力焊)工艺试验》通用文本,现下发给大家,请结合项目实际情况进行编制。
苏州第一建筑集团有限公司技术部2015年3月9日钢筋焊接(闪光对焊、电弧焊、电渣压力焊)工艺试验1.工程概况2.试验目的、适用范围根据JGJ18-2012强制性条文要求,在工程开工或者每批钢筋正式焊接之前,无论采用何种焊接工艺方法,均须采用与生产相同条件进行焊接工艺试验,以便了解钢筋焊接性能,选择最佳焊接参数,以及掌握担负生产的焊工的技术水平。
通过本次钢筋焊接工艺性试验,确定钢筋闪光对焊、电弧焊、电渣压力焊的各项参数,接头试件力学性能试验(拉伸、弯曲等)结果应符合质量检验与验收时的要求。
本次试验确定的连接施工工艺及参数适用于本工程内所有混凝土的钢筋焊接连接制作安装施工。
每种牌号、每种规格钢筋至少做1组试件。
若第1次未通过,应改进工艺,调整参数,直至合格为止。
采用的焊接工艺参数应做好记录,以备查考。
在焊接过程中,如果钢筋牌号、直径发生变更,应同样进行焊接工艺试验。
3.试验依据(1)《钢筋焊接及验收规程》(JGJ18-2012)(2)《钢筋混凝土用钢第1部分:热轧光圆钢筋》(GB1499.1-2008)(3)《钢筋混凝土用钢第2部分:热轧带肋钢筋》(GB1499.2-2007)(4)《非合金钢及细晶粒钢焊条》(GB/T5117-2012)(5)《热强钢焊条》(GB/T5118-2012)(6)《混凝土结构工程施工质量验收规范》(GB50204-2002(2011版))4.钢筋焊接试验作业指导书4.1本次试验需要焊接的类别4.2试验准备和作业条件4.2.1 材料准备(1)钢筋要求钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊工姓名
合格证
编号
施焊
日期
年月日
记录
监理见证人
年月日
评定结果
1、焊接方法:
2、结论:
项目技术负责人
年月日
专业监理工程师
年月日
重庆市建设工程质量监督总站制
钢筋焊接工艺试验记录表
渝建竣
工程名称
工艺标准
施工单位
监理单位
焊接方法
接头型式
焊接位置
□水平
□竖向
□仰焊
钢筋牌号规格(mm)
钢材牌号规格(mm)
焊材型号
焊材规格
焊剂/
保护气体
焊机型号
焊机编号
焊接
工艺
参数
焊接头
示意图
施焊环境
室内/室外
焊接时天气
相对湿度
%
焊接时间/个
试件数量
试件编号
外观质量检查
力学性能试验