冷轧带钢平整时横折印缺陷的产生机理及消除措施
冷轧钢带表面常见缺陷及改进措施

目 录一、冷轧卷缺陷辊印 (4)粘结 (5)压痕 (6)锯齿边 (7)树纹 (8)划伤 (9)凹坑 (10)锈-1 (11)锈-2 (12)锈-3 (13)氧化皮 (14)氧化色 (15)污板 (16)振纹 (17)碳化边 (18)边部折皱 (19)脱脂不良 (20)油斑 (21)卷印 (22)擦伤 (23)撞伤 (24)浪形 (25)刀印 (26)中间折皱 (27)燕窝 (28)二、热轧卷缺陷边部开裂 (29)分层 (30)条伸 (31)夹杂 (32)孔洞 (33)缺陷名:辊印(ROLL-MARK)不良代码:12发生形态:1)沿轧制方向有周期性的,板面有点状、块状、条状突起或凹陷进去的有间隔的不良。
2)平整辊印与轧钢辊印的区分:平整辊印伤疤处无粗糙度且发亮;轧钢辊印伤疤处发暗,有一定的粗糙度。
发生原因:1)轧钢辊表面受损2)TM辊表面粘有异物3)ANN不良产生氧化皮后,脱落粘附在TM辊上,TM时产生4)作业各Line其它辊面受损对产品的影响:1)外观不良,加工(冲压)时易发生破裂2)影响镀层效果防止对策:1)需要防止由各种杂质飞入钢带影响辊面质量2)对轧钢及TM工程中工作辊的硬度确认(爆辊)3)ANN保护气体的纯净度保证,防止氧化皮的产生缺陷名:压痕(DENT)不良代码:10发生形态:1)有一定周期性的压痕:异物粘附于发生原因:1)作业line各辊上粘有凸起的异物引起2)钢卷摆放位置有异物,导致产生3)小车压痕4)行车吊钩撞击后产生对产品的影响:对产品的影响:缺陷名:锈-1(RUST)不良代码:01发生形态:1)贯穿与钢带表面不规则或局部存在,多发生原因:ECL机组在生产宽料时,热风燥机烘干不良,加上卷取速度快,钢卷边部残留水迹,ANN后,边部成灰白色锈迹,后工程涂油后成黑色或黑褐色。
缺陷名:锈-2(RUST)不良代码:01发生形态:1)贯穿与钢带表面不规则或局部存在,多发生原因:1)渗透状锈主要是ANN前库和后库,由于下雨漏水和行车漏油造成2)ANN钢卷出炉时,炉罩漏水造成对产品的影响:缺陷名:锈-3(RUST) 不良代码:01 发生原因:1)主要是作业周期太长,(ECL→ANN→TM缺陷名:边部折皱(EDGE-BREAK) 不良代码:15发生形态:发生原因:1)TM在拉矫过程中,当超过屈服点时发生不均匀的塑性变形,开卷时沿开卷方向发生局部屈服。
冷轧带钢平整后板面折皱缺陷的分析及控制
产 过程 中 ,本 厂 1 5 5 0 m m平 整机 组在 轧制厚
度 >1 . 0 m m 带 钢 时 ,钢 卷 尾 部 出 现 板 面 折皱 缺
该 缺 陷均 出现 在 平 整 开 卷 的 中 部 至 尾 部 区
域 ,短 则 数 十 米 长 则 上 百 米 。并 且 轧 制 温 度 越
陷的几率较高 ,严重影 响冷轧产 品的轧制命 中 率 和成材率。因此 ,本 厂组织力 量进行现场跟
踪 分 析 板 面 折皱 产 生 的 原 因 ,并 提 出相 应 的 解 决 措 施 ,本文 进行 总结 。 高 ,板面折皱越显 ;带钢越厚 ,轧前开卷折
印越严 重 ,轧后 板面 折皱 出现 的几 率越大 。
J I ANG Ca i l i n g HE J i n g b i n
( C o l d - r o l l e d S t r i p Mi l 1 )
Ab s t r a c t :T h e c a u s e s o f p i n c h e r d e f e c t s o c c u r r e d o n t h e a n n e a l i n g s t ip r s u r f a c e d u in r g t h e p e io r d o f t e n- p e i r n g we r e a n ly a z e d . T h e c o u n t e r me a s u r e s i n r e s p e c t s o f t e mp e in r g t e mp e r a t u r e c o n t r o l l i n g , t e mp e r i n g p r o c e s s
浅析冷轧带钢表面缺陷成因及控制措施

-70- 浅析冷轧带钢表面缺陷成因及控制措施 □新余钢铁股份有限公司 廖海秋 刘胜赫 / 文冷轧产品表面的质量对提高整个产品质量有重要作用,也使对其市场的前景有决定作用的关键因素,本文主要对冷轧带钢表面的缺陷进行分析,然后提出一些控制的措施,进而促进行业发展。
冷轧带钢 表面缺陷 成因 控制措施自2011年新钢冷轧厂投产以来,通过不断摸索和改进,取得骄人的成绩,被广泛用于汽车、家电、建筑、食品等行业。
社会在不断发展,人们对冷轧带钢的表面要求也不断提高,对表面的缺陷进行控制受到更多的关注,控制的水平高低已经成为向高端客户供货的重要因素。
表面缺陷种类与形成的原因比较复杂,炼钢和热轧以及冷轧甚至用户的使用,各个环节都可能使表面出现缺陷,成因会涉及组织生产、技术和设备,以及管理操作和工艺等,通过在处理质量异议中,收集并分析部分表面质量缺陷。
冷轧带钢表面出现的缺陷的及成因(A)孔洞翘皮(B)夹杂(1)炼钢来料方面的缺陷,比如孔洞、夹杂、翘皮等这一缺陷在炼钢和热轧时就已经出现,在进行冷轧是不能消除并暴露。
孔洞在规格比较薄的冷轧带钢内,是一种比较常见的缺陷,一般在铸坯内表面的裂纹、卷渣和夹杂等在轧制时形成,孔洞可以使用肉眼进行识别,对于高速运行的带钢而言,可以使用一些仪器设备进行检测。
夹杂则是因为在板坯内残留的颗粒状夹杂物质,经过冷轧之后,沿着轧制的方向,颜色为灰白、灰黑或者黑色的长条状的缺陷,没有规律的在带钢的表面分布,一些夹杂在经过热轧是就会在表面暴露,但是一些夹杂只有经过冷轧后在可以在表面暴露。
出现夹杂的原因主要是:钢液在凝固时,夹杂物逐渐向内弧侧不断上浮,然后集聚形成;或者因为结晶器钢水出口角度出现了偏差,造成保护渣被卷进铸坯的表层然后形成;热轧加热炉内耐火的材料落入带钢的表面形成。
(2)热轧来料方面缺陷氧化铁皮压入。
直接在厚度为12毫米的胚料表面,黏上热轧氧化铁皮,热轧到1毫米,然后冷轧到0.4毫米。
冷轧厂罩式退火平整工序板带横纹缺陷控制技术浅析
258冷轧厂罩式退火平整工序板带横纹缺陷控制技术浅析徐其亮,滕文娟,蒋晓刚(首钢京唐钢铁联合有限责任公司,河北 唐山 063000)摘 要:针对冷轧厂罩退横纹缺陷的产生原因进行了分析,找出解决方案,制定了诸如控制平整开卷温度、优化退火模型、调整立卷夹钳与钢卷接触面弧度及夹钳弧面质量等措施,经检验,效果明显,大大降低了非正品量。
关键词:冷轧;罩退;平整;横纹中图分类号:X52 文献标识码:A 文章编号:11-5004(2019)05-0258-2收稿日期:2019作者简介:徐其亮,男,生于1985年,汉族,山东潍坊人,硕士研究生,工程师,研究方向:产线技术控制工作及研究。
某司冷轧厂罩退各工序投产后,横纹缺陷一直较多,严重影响了罩退卷的经济效益。
针对此问题,采取了一定控制手段后,该缺陷得到了一定的缓解,但没有有效控制,因此导致的非正品数量仍比较高。
而后针对罩式退火各机组进行系统、全方位排查,分析各方面可能原因,最终制定了一系列有效控制措施。
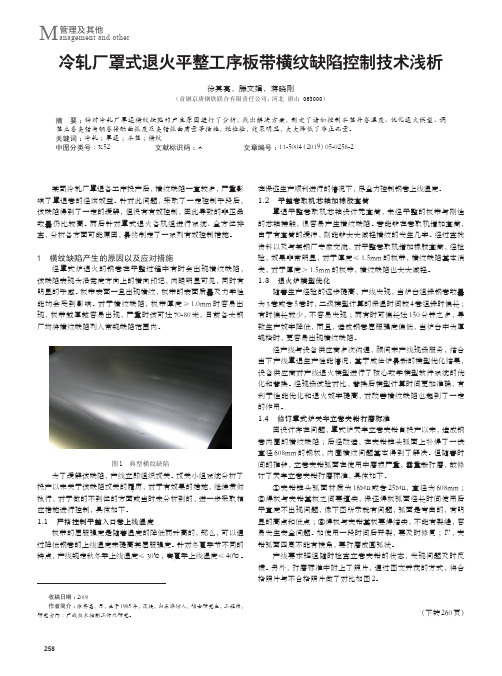
1 横纹缺陷产生的原因以及应对措施经罩式炉退火的钢卷在平整过程中有时会出现横纹缺陷,该缺陷表现为沿宽度方向上的横向印记,肉眼明显可见,同时有明显的手感。
板带表面一旦出现横纹,板带的表面质量及力学性能均会受到影响。
对于横纹缺陷,板带厚度≥1.0mm 时容易出现,板带越厚越容易出现,严重时该可达70-80米,目前各大钢厂均将横纹缺陷列入常规缺陷范围内。
典型横纹缺陷如下图1所示。
图1 典型横纹缺陷为了缓解该缺陷,产线立即组织攻关。
攻关小组系统分析了投产以来关于该缺陷攻关的履历,对于有效果的措施,继续贯彻执行,对于做的不到位的方面或当时未分析到的,进一步采取相应措施进行控制,具体如下。
1.1 严格控制平整入口卷上线温度板带的屈服强度是随着温度的降低而升高的,那么,可以通过降低钢卷的上线温度来提高其屈服强度。
针对冬夏季节不同的特点,产线规定秋冬季上线温度≤30℃,春夏季上线温度≤40℃。
冷轧平整横析印缺陷产生原因和消除方法
。 W 0 【L I )
c S ̄t h i1 ̄te Yi a gs 1C . 肛 . s 柚 a 2 0 3 . C i a / } t a [. e l c n … ) o ,】 g o h h ・ 041 hn ;
2 I e S a e Ke . b o  ̄ ig & Au o to f No t e s e n Un v  ̄ i . Sh y n 1 0 4 Ch r ' t t y 1a . Rc 1 h f 1n t ma in o r h a t r i e t y  ̄ ag10 0 , ia t
,
s we e r
f n Th e  ̄o r l al wih cnv xt n tp r v  ̄e ed v lp d whih ha e o  ̄u fe t t e u e d f c ou d0u _ etn in b i eri t o e iy a d V y eg  ̄ e .r e eo e d s c v bv se c o r d c ee t t
存在 困横 折 印 造 成 的 降 级 品,
重者 每 月 可 达
3 0 左 右 。1 9 0t 9 9年 上 海 益 昌薄 板 公 司平 整 约 4 O
收 稿 日期 :2 ( —0 2 01 6 5 I
对 每 个钢种 的装 炉量 、退火 曲线的制 定一 定要 合
2 东北大学轧制技术及连轧 自动化 国家重 电实验室 ,辽宁 沈阳 i0 0 ) 10 4
摘 要 :针对冷轧平坚存在横折 印问题进行 了分析.找 出其产生原固及 消除方 法.井研制 了带 v 型槽和 凸 r
度的张紧辊。新张紧辊对减少横 折印歃陷效果明显.缺陷数量可减少 9 . %以上。 92 关键词 :冷轧带钢 ;平 螭;横折 印;V型槽 ;张 紧辊 中围分类号 :T 3 .5 G35 5 文献 标识 码 :A 文章 编号 :10 9 9 2 0 )0 0 1 0 0 3 9 6 f0 2 2— 0 9 3
带钢横折缺陷的成因及对策
横折 缺 陷 , 质 上讲 是 材 料 中间 隙 原 子分 布 本 不均 匀及 钉扎 作用 、 原子 气 团包 围位错 线 、 错持 位 续 运 动 , 屈 服 延 伸 区 内持 续 波 动 变 形 的结 果 。 在 避 免或 减轻 横折 缺 陷的思路 是 : 1 使 已为 成 品 的板 卷 内 部 的 位 错 源 不 能 轻 ) 松 开动 , 主要 靠铁 晶体 的点 阵 阻力 来 实现此 目的 ;
甚 至是很 小 的曲率 变 化所 产生 的切 应力 就 足 以形 成横 折缺陷 ) 但 这样 的外 应力 又 时常 与 因开卷 过 , 程 中板卷 的轻 微抖 动 而诱 导位 错堆 积造 成 的应 力 集 中产生时 而迭加 、 而抵 冲 , 而 对位 错 源 的开 时 从
板材 内侧应 力/ 变状 态分 别是 三 向压 应力 、 应
・
5 0・
梅 山科技
21 0 2年第 4期
不 断 的传播 下 去 。这 些局 部地 区 的位错 运动过 程
是相 当快 的 , 而形 成不 均匀 变形 区 , 金属 外观 从 在 上 的反 映就是 一种 带状 的表 面粗糙 的缺 陷 。随着
卷 取温 度 , 大两 温度 差 , 拉 目的是形 成溶 质凝 聚气 团 、 化溶 质原 子对金 属 晶格产 生 的畸变作 用 , 强 不
时导 向辊 将起 部 分 防皱 辊 作 用 , 使板 材弯 曲变 形
超 出屈服 延伸 区 ) 。
6 精 整机 械 防皱辊 消除横 折 。 ) 精 整机械 防皱 辊 主要是靠 弯 曲拉矫 的作 用消
除横折 , 其在 拉矫 弯 曲变形过 程 中的应力 、 变状 应
态 见 图 3 。
延伸 区并 在此 变形 区域 内持 续 变形 而产 生 的表 面 缺陷 。横 折缺 陷是金 属变形量动态 、 持续 的在上述 区域 内波动发生 的表 面 缺陷 , 外应 力相 当小 ( 时 有
冷轧平整边皱产生原因及解决措施
带钢边部急剧减薄后 ,凸度也相应的增大 ,使带
2. 1 冷轧工序因素 边部减薄是工作辊与带钢边部接触处弹性压扁
以及带钢金属三维变形共同造成的 。 (1) 由于轧制过程中工作辊发生弹性压扁变
形 ,因而轧辊在轧件边部的压扁量明显小于在中部 的压扁量 ,相应地轧件发生边部减薄 ,见图 1 。
(4) 如出现边部急剧减薄的钢卷 ,在退火工序 中 ,应尽可能放到退火炉的顶部 。
(5) 控制平整前钢卷温度 ,可减少边皱的产生 。
参考文献 :
[ 1 ] 周正元 ,吴 迪. 冷轧平整横折印缺陷产生原因和消除方法 [J ] . 轧 钢 , 2002 , 19 ( 2 ) : 19. ( ZHOU Zheng2yuan , WU Di .
(2) 由于自由表面的影响 ,板带边部金属和内 部金属的流动规律不同 。边部金属受到的侧向阻力 比内部要小得多 ,所以该区域金属较易发生横向流 动 ,这会进一步降低边部区域的轧制力以及轧辊压 扁量 ,使金属发生边部减薄 ,图 2 描述了变形区内带 钢边缘金属发生横向流动情况 。
(3) 冷轧厂酸轧线 1~3 号机架的弯辊力自动
Courses of Edge Wrinkling in Cold Temper Rolling and Countermeasures
ZHAN G Xiao2hui , C H EN G Xiao2jun , ZHAO J ian2luo , P EN G Wei
(Lianyuan Iron and Steel Co . , L td. , Lo udi 417009 , Hunan , China)
Байду номын сангаас
冷轧带钢平整时横折印缺陷的产生机理及消除措施
第43卷 第1期 2008年1月钢铁Iron and Steel Vol.43,No.1J anuary 2008冷轧带钢平整时横折印缺陷的产生机理及消除措施马庆龙1, 杨利坡1, 彭 艳1, 刘宏民1, 吴 斌2(1.燕山大学轧制设备及成套技术教育部工程研究中心,河北秦皇岛066004;2.凌源钢铁股份有限责任公司中宽冷带厂,辽宁凌源122500)摘 要:冷轧退火后的带钢在平整过程中产生横折印缺陷,严重影响平整后带钢的表面质量及其力学性能。
通过分析带钢经过张力辊(S 辊)时的受力过程,研究横折印缺陷的产生机理和影响因素,认为退火后的屈服平台和平整机入口前的带钢表面拉应力过大是带钢表面产生横折印缺陷的根本原因。
制定合理的伸长率和张力制度,严格来料质量要求,可以避免横折印缺陷的产生,提高平整带钢的表面质量。
关键词:冷轧带钢;平整;横折印缺陷;张力;伸长率中图分类号:T G335.12 文献标识码:A 文章编号:04492749X (2008)0120045205Form ation Mechanism and E limination of CrossB reaks of Cold Rolled Strip During T emper R ollingMA Qing 2long 1, YAN G Li 2po 1, PEN G Yan 1, L IU Hong 2min 1, WU Bin 2(cation Ministry Engineering Research Center of Rolling Equipment and Complete Technology ,Yanshan University ,Qinhuangdao 066004,Hebei ,China ; 2.Cold Strip Factory ,Lingyuan Ironand Steel Group Co.,Ltd.,Lingyuan 122500,Liaoning ,China )Abstract :Cross breaks are formed on the surface of cold rolled and tempered strip during temper rolling ,which in 2fluence the surface quality and mechanical characteristics of the temper rolled strip.By analyzing the loading of strip at S rolls and formation mechanism and influencing factors of cross breaks ,it was concluded that the main cause of cross breaks is the yield point elongation and the high tensile stress at the entrance of temper rolling mill.It is neces 2sary to establish rational elongation and tension ,control the quality of coming strip strictly ,to avoid cross breaks ,improve the surface quality of strip.K ey w ords :cold strip ;temper rolling ;cross breaks ;tension ;elongation基金项目:国家自然科学基金资助项目(50675186);河北省重大自然科学基金资助项目(E2006001038)作者简介:马庆龙(19772),男,博士生; E 2m ail :jyqlma @ ; 修订日期:2007205214 燕山大学为凌源钢铁股份有限责任公司中宽冷带厂研制了900mm 平整机组。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钢 铁
第 43Байду номын сангаас卷
图 1 横折印的表现形式
Fig. 1 Cross breaks
弯曲时带钢外表面产生拉应力 ,内表面产生压应力 , 在带钢内外表面处应力达到最大 ,如图 3 所示 。
σT
=T Bh
(2)
式中 , T 为张力 ; B 为板宽 。
假设带钢与 S 辊辊面连续接触 ,在包绕入口张
力辊的带钢上任意取一包角为 dθ的微段进行分析 ,
(1. Educatio n Minist ry Engineering Research Center of Rolling Equip ment and Co mplete Technology , Yanshan U niversity , Qinhuangdao 066004 , Hebei , China ; 2. Cold St rip Facto ry , Lingyuan Iron and Steel Group Co . , L td. , Lingyuan 122500 , Liaoning , China)
(4)
将上式对整个包绕弧段积分后可得 :
T1 / T0 = e fθ
(5)
式中 , T0 、T1 分别为带钢的初始张力与离开入口 S
辊后的张力 ;θ为带钢在 S 辊辊面上的实际包角 。
图 3 带钢弯曲应力分布图 Fig. 3 Sketch of bending stress distribution in strip
行到一定程度 。也就是说 ,由于屈服平台的存在 ,带
钢的塑性变形会集中在某一区域进行 ,从而形成条
带状的形变区 ,这就是横折印的产生机理 。
退火后带钢存在屈服平台 ,在入口 S 辊上若外
表面拉应力超过屈服强度 ,则会产生横折印 。若平
整时的伸长率较小 ,不能完全消除屈服平台 ,则平整
后的带钢在出口 S 辊上也可能再产生横折印 。平整
冷轧退火带钢在平整过程中 ,其表面横折印的 纹理方向基本上与带钢运行方向成 90°,出现的宽 度范围大小不一 ,有时横折印贯穿整个板宽 ,有时出 现在一定范围内 ,如图 1 所示 。平整时带钢横折印 不但肉眼可见 ,甚至用手触摸都可以感觉到这种带 钢缺陷 。 1. 1 带钢经过 S 辊时的受力分析
摘 要 : 冷轧退火后的带钢在平整过程中产生横折印缺陷 ,严重影响平整后带钢的表面质量及其力学性能 。通过 分析带钢经过张力辊 ( S 辊) 时的受力过程 ,研究横折印缺陷的产生机理和影响因素 ,认为退火后的屈服平台和平整 机入口前的带钢表面拉应力过大是带钢表面产生横折印缺陷的根本原因 。制定合理的伸长率和张力制度 ,严格来 料质量要求 ,可以避免横折印缺陷的产生 ,提高平整带钢的表面质量 。 关键词 : 冷轧带钢 ; 平整 ; 横折印缺陷 ; 张力 ; 伸长率 中图分类号 : T G335. 12 文献标识码 : A 文章编号 : 04492749X(2008) 0120045205
错一旦摆脱气团的束缚 ,应力不增加也能继续运动 ,
因而在曲线上存在下屈服点 。
在这种情况下 ,滑移启动的抗力较大 (上屈服
点) ,而滑移进行的抗力则较小 (下屈服点) 。因此 ,
一旦滑移开动起来 ,它就可以在较低应力下进行 。
这时 ,变形一旦在某一局部区域开始发生 ,这里就表
现出软化的效果 ,变形就因而在这里集中并可以进
Formation Mechanism and Elimination of Cross Breaks of Cold Rolled Strip During Temper Rolling
MA Qing2lo ng1 , YAN G Li2po1 , P EN G Yan1 , L IU Ho ng2min1 , WU Bin2
燕山大学为凌源钢铁股份有限责任公司中宽冷 带厂研制了 900 mm 平整机组 。在调试过程中发 现 ,带钢在通过入口 S 辊后有时会出现表面横折印 缺陷 ,也有在开卷过程中形成 ,缺陷严重时平整后不 能完全消除 ,平整厚料时尤为严重 ,这在很大程度上 影响了带钢的产品质量 。针对板材的横折印缺陷 , 国内外相关报道主要集中在热轧带钢[1~4] ,文献 [ 5 ] 对冷轧带钢平整过程中产生横折印缺陷的情况进行 了研究 ,并从设备角度入手进行了改进 。
d N + Tsin ( dθ/ 2) - ( T + d T) sin ( dθ/ 2) = 0
图 2 带钢经过 S 辊时受力示意图
(3)
Fig. 2 Sketch of loading of strip on S rolls
式中 , T 为微段带钢的张力 。
由以上方程可得 :
d T/ f = Tdθ
因此 ,首先需要改善退火工艺制度 ,保证来料没 有粘结现象 ,能够正常开卷 。这样不但改善了带钢 表面质量 ,也能够使平整机在高速状态下平稳运行 , 从而大大提高生产率 。 2. 3 来料温度
带钢在 S 辊出口处的应力状态如图 (5) 所示 。 弯曲应力和张应力叠加 ,将致使中性层下移 ,带钢上 表面拉应力σ达到最大 ,此时σ=σw +σT 。
图 5 弯曲应力与张应力叠加原理图 Fig. 5 Schematic of bending and tensile stress addition
基金项目 : 国家自然科学基金资助项目 (50675186) ;河北省重大自然科学基金资助项目 ( E2006001038) 作者简介 : 马庆龙 (19772) , 男 , 博士生 ; E2mail : jyqlma @ysu. edu. cn ; 修订日期 : 2007205214
·46 ·
针对带钢在通过 S 辊后出现横折印的情况 ,对 带钢通过 S 辊的过程进行受力分析 。带钢在通过 S 辊的过程中受到拉伸和弯曲两种变形的综合作用 , 其中拉伸是带钢受沿轧制方向的张力作用产生的变 形 ,弯曲是带钢通过 S 辊过程中由直变弯的变形 ,如 图 2 所示 , TR 、TC 分别为 S 辊入口和出口处张力 。 带钢通过 S 辊时因缠绕在 S 辊上而产生弯曲变形 ,
σw +σT = σs
(6)
晶体的塑性变形是晶体内相邻部分滑移的综合
表现 。退火带钢存在明显的屈服平台 ,并存在明显
的上 、下屈服点 。出现上 、下屈服点的原因主要是柯
氏气团阻止了位错的运动 。变形时必须将应力增大
到某一定值后 ,才能使位错摆脱气团 ,开始滑移运
动 ,此时在拉伸曲线上出现明显的上屈服点 。当位
在纯弯曲情况下中性层处于带钢厚度的中心 。
带钢经过 S 辊时 ,认为仅发生了弹性变形 ,因此带钢 表面产生的弯曲应力σw 为 :
σw
=
Eh 2R
(1)
式中 , E 为带钢弹性模量 ; h 为带钢厚度 ; R 为 S 辊
半径 。
带钢经过 S 辊时 ,除了产生弯曲变形外 ,还会因 为张力作用而产生拉伸变形 ,则拉伸应力或张应力 σT 可表示为 :
图 6 双边浪缺陷带钢内部应力横向分布 Fig. 6 Transverse distribution of residue stress
in double edge wave strip
2. 2 来料粘连 若退火工艺温度制度不合理 ,易造成钢卷粘连 。
现场观察发现 ,存在极其严重横折印缺陷的带钢 ,往 往来料都存在较严重的粘连问题 。在带钢开卷过程 中 ,由于带钢之间的相互粘连 ,使带钢产生折弯 ,在 带钢表面形成严重的横折印缺陷 ,成为废品 。此种 情况下横折印只出现在粘连部位 ,大部分集中在边 部 ,粘连严重时还会有带钢撕裂的情况发生 ,因故障 被迫停机 ,影响生产率 。
如图 4 所示 。这一微段带钢对 S 辊辊面的正压力为
d N ,则摩擦力为 f d N ,其中 f 为 S 辊辊面与带钢之
间的静摩擦因数 。忽略带钢运行时所受的离心力 ,
根据图 4 所示 ,可得这一微段带钢的力平衡关系 :
f d N + Tco s ( dθ/ 2) - ( T + d T) co s ( dθ/ 2) = 0
本文对冷轧带钢在平整过程中出现的横折印缺 陷进行了比较深入的研究 ,指出造成横折印缺陷的 根本原因是退火后带钢存在屈服平台和带钢通过 S 辊时表面拉应力过大 。通过合理确定平整工艺参 数 ,并对来料质量提出要求 ,有效地避免了横折印缺 陷的产生 ,大幅度地提高了平整带钢的成材率及表 面质量 。
1 横折印缺陷的产生机理
第 43 卷 第 1 期 2 0 0 8 年 1 月
钢
铁
Iron and Steel
Vol. 43 , No . 1 J anuary 2008
冷轧带钢平整时横折印缺陷的产生机理及消除措施
马庆龙1 , 杨利坡1 , 彭 艳1 , 刘宏民1 , 吴 斌2
(1. 燕山大学轧制设备及成套技术教育部工程研究中心 , 河北 秦皇岛 066004 ; 2. 凌源钢铁股份有限责任公司中宽冷带厂 , 辽宁 凌源 122500)
图 4 微段带钢的受力分析 Fig. 4 Loading analysis of micro2segment strip
第1期
马庆龙等 :冷轧带钢平整时横折印缺陷的产生机理及消除措施
·47 ·
由式 (5) 可知 ,带钢在通过入口 S 辊的过程中张 力是随着包角的增大而增加的 ,张力在 S 辊出口处 达到最大 ,同时带钢在此处产生弯曲变形 ,带钢在拉 伸和弯曲的共同作用下产生变形 ,此处为带钢的危 险截面 。
因此 ,为了降低或者消除横折印缺陷 ,保持来料 板形良好也是一个重要条件 。
1. 2 横折印缺陷的产生机理
根据式 (5) 和图 5 可知 ,在入口 S 辊出口处 ,带
钢表面拉应力达到最大 。当平整机入口前张力过