梯形图语言编程说明书61863c-1
梯形图编程入门
梯形图编程入门
梯形图是各种PLC通用的编程语言,尽管各厂家的PLC所使用的指令符号等不太一致,但梯形图的设计与编程方法基本上大同小异。
一、确定各组件的编号,分配I/O地址利用梯形图编程,首先必须确定所使用的编程组件编号,PLC是按编号来区别操作组件的。
我们选用的FX2N型号的PLC,其内部组件的地址编号如下表所示,使用时一定要明确,每个组件在同一时刻决不能担任几个角色。
一般讲,配置好的PLC,其输入点数与控制对象的输入信号数总是相应的,输出点数与输出的控制回路数也是相应的(如果有模拟量,则模拟量的路数与实际的也要相当),故I/O的分配实际上是把PLC的入、出点号分给实际的I/O电路,编程时按点号建立逻辑或控制关系,接线时按点号“对号入坐”进行接线。
FX2N系列的I/O地址分配及一些其它的内存分配前面都已介绍过了,同学们也可以参考FX系列的编程手册。
二、梯形图的编程规则1、每个继电器的线圈和它的触点均用同一编号,每个组件的触点使用时没有数量限制。
2、梯形图每一行都是从左边开始,线圈接在最右边(线圈右边不允许再有接触点),如图(a)错,图(b)正确。
3、线圈不能直接接在左边母线上。
4、在一个程序中,同一编号的线圈如果使用两次,称为双线圈输出,它很容易引起误操作,应尽量避免。
5、在梯形图中没有真实的电流流动,为了便于分析PLC的周期扫描原理和逻辑上的因果关系,假定在梯形图中有“电流”流动,这个“电流”只能在梯形图中单方向流动——即从左向右流动,层次的改变只能从上向下。
Tags:。
PLC梯形图编程语言

PLC梯形图编程语言
梯形图语言是plc程序设计中使用最多的一种编程语言,它是在继电接触器掌握系统电路图的基础上演化而来的。
它与继电接触器掌握系统的电路图非常相像,是一种图形语言,具有直观、简洁、易懂和易于检查等特点,很简单被熟识继电接触器掌握系统的工程技术人员把握。
梯形图语言特殊适用于开关量规律掌握,是PLC的主要编程语言。
图1是一个典型的鼠笼式异步电动机直接起动掌握电路,图2是与之相对应的采纳PLC掌握的梯形图程序。
图1 继电器掌握线路图
图2 PLC梯形图PLC的梯形图语言是图形化编程语言,梯形图中左右两条垂直的线称为母线,是不接任何电源的。
右边的母线常常省略,母线之间是触点的规律连接和线圈的输出。
PLC梯形图中的继电器、定时器、计数器不是物理继电器、定时器、计数器,实际上是存储器中的存储位,因此称为软元件。
相应位为“1”状态,表示继电器线圈得电,其常开触点闭合、常闭触点断开。
梯形图中并没有真实的物理电流流淌,而仅只是“假想电流”(虚电流、概念电流、能流)。
在分析梯形图的规律关系时,为了借用继电器电路图的分析方法,把梯形图中的左母线假想为电源相线,右母线假想为电源零线,假想电流只能从左向右流淌,层次转变只能先上后下。
假想电流是执行用户程序时满意输出执行条件的形象理解。
因此利用假想电流这一概念,可以关心我们更好地理解和分析梯形图。
plc梯形图编程语言和指令语句表编程语言

plc梯形图编程语言和指令语句表编程语言plc梯形图编程语言和指令语句表编程语言1、梯形图编程语言梯形图是在原继电器—接触器控制系统的继电器梯形图基础上演变而来的一种图形语言。
它是目前用得最多的PLC编程语言。
注意:梯形图表示的并不是一个实际电路而只是一个控制程序,其间的连线表示的是它们之间的逻辑关系,即所谓“软接线”。
注意:它们并非是物理实体,而是“软继电器”。
每个“软继电器”仅对应PLC存储单元中的一位。
该位状态为“1”时,对应的继电器线圈接通,其常开触点闭合、常闭触点断开;状态为“0”时,对应的继电器线圈不通,其常开、常闭触点保持原态。
2、梯形图编程格式(1)梯形图按行从上至下编写,每一行从左往右顺序编写。
PLC 程序执行顺序与梯形图的编写顺序一致。
(2)图左、右边垂直线称为起始母线、终止母线。
每一逻辑行必须从起始母线开始画起,终止于继电器线圈或终止母线(有些PLC终止母线可以省略)。
(3)梯形图的起始母线与线圈之间一定要有触点,而线圈与终止母线之间则不能有任何触点。
3、指令语句表编程语言助记符语言类似于计算机汇编语言,用一些简洁易记的文字符号表达PLC的各种指令。
同一厂家的PLC产品,其助记符语言与梯形图语言是相互对应的,可互相转换。
助记符语言常用于手持编程器中,梯形图语言则多用于计算机编程环境中。
案例在生产实践过程中,某些生产机械常要求既能正常起动,又能实现调整位置的点动工作。
试用可编程控制器的基本逻辑指令来控制电动机的点动及连续运行。
1、异步电动机控制线路图图(a)为主电路。
工作时,合上刀开关QS ,三相交流电经过QS ,熔断起 FU ,接触器 KM 主触点,热继电器 FR 至三相交流电动机。
图(b)为最简单的点动控制线路。
起动按钮SB 没有并联接触器KM 的自锁触点,按下 SB , KM 线圈通电,松开按钮 SB 时,接触器KM 线圈又失电,其主触点断开,电动机停止运转。
图(c)是带手动开关SA 的点动控制线路。
PLC梯形图基本原理课程讲义
傳統梯形圖之逆向回流:
X0
X1
X2
Y0
X3 a X4 X6
b X5
PLC 梯形圖之逆向回流:
X0 X1 X2 X3 a X4 b X5
X6
Y0 檢查出梯形圖形第三列錯誤
1.3 梯形圖編輯說明
梯形圖為廣泛應用在自動控制的一種圖形語言,這是沿用電氣控制電路的符號所組合而成的一種圖形, 透過梯形圖編輯器畫好梯形圖形後,PLC 的程序設計也就完成,以圖形表示控制的流程較為直觀,易為熟悉 電氣控制電路的技術人員所接受。在梯形圖形很多基本符號及動作都是根據在傳統自動控制配電盤中常見的 機電裝置如按鈕、開關、繼電器(Relay)、計時器(Timer)及計數器(Counter)等等。
1 PLC 梯形圖基本原理
裝置種類 計時器 (Timer)
功能說明
計時器用來完成定時的控制。計時器含有線圈、接點及計時值寄存器,當線圈受電, 等到達預定時間,它的接點便動作(a 接點閉合,b 接點開路),計時器的定時值由設定 值給定。每種計時器都有規定的時鐘周期(計時單位:1ms/10ms/100ms)。一旦線圈斷電, 則接點不動作(a 接點開路,b 接點閉合),原計時值歸零。
無論傳統梯形圖或 PLC 梯形圖其工作原理均相同,只是在符號表示上傳統梯形圖以較接近實體之符號 表示,而 PLC 則採用較簡明且易於計算機或報表上表示之符號表示。在梯形圖邏輯方面可分為組合邏輯和 順序邏輯兩種,茲分述如下:
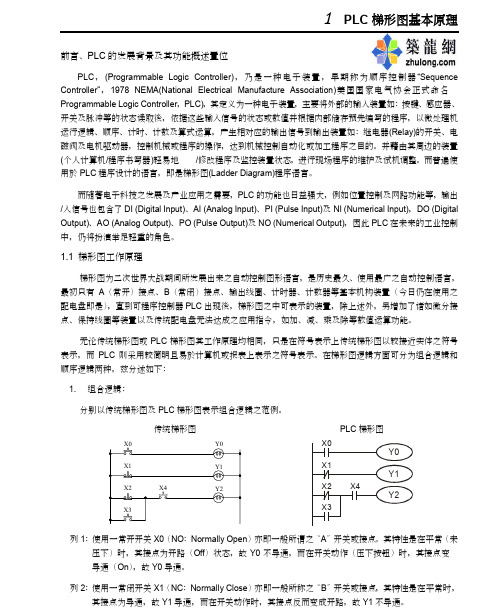
1. 組合邏輯:
分別以傳統梯形圖及 PLC 梯形圖表示組合邏輯之範例。
傳統梯形圖
裝置表示:T0, T1,…,T255,裝置符號以 T 表示,順序以 10 進制編號。不同的編號 範圍,對應不同的時鐘周期。
計數器 (Counter)
第8章 PLC梯形图编程简介

M0.2 M0.4
Q0.0
()
M0.1 M0.1 M0.5
M0.4
M0.3
3. 使用内部继电器
程序设计时需要多次使用若干逻辑运算的组合,应尽量使用内
部继电器。 I0.0 I0.1 I0.2
Q0.0
I0.0
I0.1 I0.2
M0.0
()
()
I0.3
M0.0
Q0.0
()
优化
I0.3
I0.0
I0.1 I0.2
M0.4 M1.0
M0.7
I0.0 I0.1
M1.4
顺序控制设计法
2. 切换实现应完成的操作 切换实现时应完成以下两个操作: (1) 使所有由有向连线与相应切换符号相连的后续过程都变为活 动过程; (2) 是所有由有向连线与相应切换符号的前级过程都变为不活动 过程。
顺序控制设计法
❖顺序控制设计法的本质 顺序控制设计法用输入量I控制代表各过程的编辑元件(如存储 器位M),再用编辑元件以控制输出量Q,具体如下图所示。
顺序控制设计法
对于复杂程序,尤其是具有选择或分支结构的程序,顺序设计 法比经验设计法具有明显的优势 ❖ 顺序控制设计法概述
顺序控制,顾名思义就是按照生产工艺预先规定的顺序,在各 个输入信号的作用下,根据内部状态和时间顺序,各个执行机构 在生产过程中自动有序地操作。 ❖ 过程与动作
1. 过程
将系统的一个工作周期划分为若干个顺序相连的阶段,这 些阶段称作过程,然后用编程元件(例如存储器为M)来代表 各个过程。
电气控制与PLC 之
PLC梯形图编程简介
梯形图编程规则
❖ 基本要求
保证正确、规范地使用各种指令,正确、合理地应用各类 内部器件。
PLC梯形图基本编程规则和编程方法,值得收藏!

PLC梯形图基本编程规则和编程方法,值得收藏!在日常的工作中,大家掌握了plc的基本编程指令之后,就可以根据控制要求编写简单的应用程序了。
但是想要提高编程质量和编程效率,还必须了解编写梯形图程序的基本规则和基本编程方法。
一基本编程规则1.梯形图中的每一行都是从左侧母线开始画起,线圈或指令画在最右边,线圈或指令右边只能画右母线( OMRON PLC 梯形图的右母线省略)。
2.线圈或指令不能直接与左侧母线连接(除极少数没有执行条件的指令,如 END 等)。
如果必须时,可以通过特殊辅助继电器 25313 (常 ON )的触点连接,如图1所示。
图一3.用 OUT 指令输出时,同一编号的继电器线圈在同一程序中使用两次以上,称为双线圈输出。
双线圈输出容易引起误动作或逻辑混乱,因此一般要避免出现这种情况。
例如,在图2( a )中,设00000 为ON 、 00005 为 OFF 。
由于 PLC是按扫描方式执行程序的,执行第一行时 01000 为 ON ,而执行第二行时 01000 为 OFF 。
在I/O 刷新阶段 01000 的输出状态只能是 OFF 。
显然前面的输出无效,最后一次输出才是有效的图2又如,在图2 ( b )中,设 00000 为 ON 、 00001 为 OFF 。
在执行第一行程序后01000为 ON ,执行第一行后 01001 为 ON ,执行第三行后01000 为OFF 。
因此在I/O刷新阶段,01001为ON ,01000 为 OFF 。
但从第二行看, 01000 和 01001 的状态应该一致。
这就是双线圈输出造成的逻辑混乱。
4.梯形图必须遵循从左到右、从仁到下的顺序编写,不允许在两行之间垂直连接触点。
如果不符合上述顺序,就要进行转换。
如图3( a )若转换成(b )图就符合顺序要求了。
5.程序结束时一定要安排 END 指令,否则程序不被执行。
图3二基本编程方法1.两个或两个以上的线圈或指令可以并联输出。
梯形图语言编程说明书
B-61863C-2 1 概述/2 适用软件-1-1. 概述本说明书对于16i/18i/21i/Oi -MODEL B 系列所使用的 PMC-MODEL SA1/SB7 规格及其编程方法进行了说明。
PMC-SB7 梯形图对于16i/18i/21i -MODEL A 系列中所使用的 PMC-SB6 梯形图是兼容的。
可通过简单的操作进行转换。
请参见以下说明书。
名称书号参考项目FANUC PMC-MODEL PA1/PA3/SA1/SA2/SA3/SA5/SB/SB2/SB3/SB4/SB5/SB6/SC/SC3/SC4/NB/NB2/NB6梯形图语言编程说明书B-61863E 和PMC-SA1/SB6 相同部分(基本指令,功能指令, PMC 窗口等)本说明书中使用以下缩写。
系列缩写FANUC PMC-MODEL SA1 PMC-SA1FANUC PMC-MODEL SB7 PMC-SB72. 适用软件本说明书中的描述适用于以下软件。
软件系列号版本PMC-SA1 控制软件 406H 01 及其以后版本PMC-SB7 控制软件 406G 01 及其以后版本FAPT LADDER-III *1 ― 2.0 及其以后版本注1 要编制PMC-SB7 梯形图,需要FAPT LADDER-III 软件。
FAPT LADDER 和FAPT LADDER-II 不支持PMC-SB73 PMC-SA1/SB7 B-61863C-2-2-3. PMC-SA1/SB73.1 PMC 规格PMC-SA1/SB7 的基本规格如下表所示。
21i-B 系列 16i/18i/21i-B 系列PMC 类型 PMC-SA1 PMC-SA1机械手控制PMC-SB7编程方法梯形图梯形图梯形图程序级数 2 2 3第一级程序扫描周期8ms 8ms 8 ms基本指令执行时间 5.0 μsec/步 5.0 μsec/步 0.033 μsec/步程序容量- 梯形图最大约5,000 步最大约12,000 步最大约64,000 步*1,2- 符号和注释 1KB 到128KB 1KB 到128KB 1KB - *2- 信息 8KB 到64KB 8KB 到64KB 8KB - *2基本指令数 12 12 14功能指令数 48 48 69内部继电器 (R) 1,100 字节 1,100 字节 8,500 字节外部继电器(E) - - 8,000 字节信息显示请求位 (A) 200 点(25 字节) 200 点(25 字节) 2,000 点(500 字节,2 位/点)非易失性存储区- 数据表 (D) 1,860 字节 1,860 字节 10,000 字节- 可变定时器 (T) 40 个(80 字节) 40 个(80 字节) 250 个(1,000 字节,4 字节/个)固定定时器 100 个 100 个 500 个(定时器号指定)- 计数器 (C) 20 个(80 字节) 20 个(80 字节) 100 个(400 字节,4 字节/个)固定计数器(C) - - 100 个(200 字节,2 字节/个)- 保持型继电器 (K) 20 字节 20 字节 120 字节子程序(P) - - 2000标号(L) - - 9999I/O Link- 输入- 输出最大1,024 点最大1,024 点最大1,024 点最大1,024 点最大2,048 点*3最大2,048 点*3顺序程序存储 Flash ROM 128KBFlash ROM128KBFlash ROM128KB(16,000 步或以下选项) 256KB(24,000 步选项)384KB(32,000/40,000 步选项) 512KB(48,000 步选项)768KB(64,000 步选项)B-61863C-2 3 PMC-SA1/SB7 -3-注1. 这是程序仅由基本指令编制时的梯形图步数。
可编程控制器-梯形图指令

在达到设定值时触发相应的动作。
定时器/计数器复位指令
03
用于将定时器或计数器复位到初始状态,以便重新开始计时或
计数。
数据处理指令
数据比较指令
用于在梯形图中比较两个数据的大小关系,并根据比 较结果执行相应的动作。
数据转换指令
用于在梯形图中实现数据类型的转换,例如将整数转 换为浮点数或将二进制数转换为十六进制数等。
优点分析
梯形图编程直观易懂,方便工程师快速构建和调 试电机控制系统,提高开发效率。
3
实施步骤
确定电机控制需求,绘制梯形图,编写相应程序 并下载到可编程控制器中,进行调试和优化。
案例二:生产线自动化改造项目
01
梯形图指令在生产线自动化中的应用
通过梯形图实现生产线上各个设备的联动控制,实现自动化生产。
THANKS FOR WATCHING
感谢您的观看
与指令,用于单个常开触点的串联。
ANI
与非指令,用于单个常闭触点的串联。
线圈指令
SET
置位指令,用于将指定的位地 址置为1。
PLS
上升沿脉冲指令,当检测到输 入信号从0变为1时,产生一个 扫描周期的脉冲信号。
OUT
线圈驱动指令,用于驱动输出 继电器线圈。
RST
复位指令,用于将指定的位地 图编程能够灵活应对生产线上的复杂控制逻辑,提高生产效率和产
品质量。
03
实施步骤
分析生产线控制需求,设计梯形图控制逻辑,编写程序并进行测试,最
终将程序应用到实际生产线中。
案例三:楼宇自动化控制系统实现
梯形图指令在楼宇自动化中的应用
通过梯形图实现对楼宇内照明、空调、电梯等设备的集中控制。