西门子张力控制(基于速度)
西门子G120参数设定

西门子G120参数设置1.快速设定:P0003=3用户访问级P0010=1快速调试P0304=380V 电机电压P0305=电机电流P0307=电机功率P0310=电机频率P0311=电机转速P0314=2 4级电机P0400=12增量编码器带有零脉冲P0408=1024 光码脉冲P0700=2 命令源端子P1000=2设定源模拟量P1300=21有传感器的矢量控制P1500=0转矩设定值选择*P1900=3选择电机参数识别*静态P3900=3结束快速调试断电重启2.电机识别P1910=3 启动电机识别3.速度优化P1960=1(张力给定=100%,端子10与1短接)启动4优化完毕:(1)模拟量(0~10V)设置P0460=0P1460=15P1520=47.70转矩上限P1521=-47.70转矩下限P1522=755.1转矩上限P1040=5 MOP设定值确定电动电位计MOP的设定值[Hz]P0771=31模拟量输出转矩(2)模拟量(-10V~10V)设置P0492=0允许的速度差P1460=15P1520=47.70P1521=-47.70P1522=755.1P1523=755.1P1525=-100%转矩标定P0756=4电压信号P0771=31模拟量输出转矩(完)注:当优化失败时,报警为F0090,调换编码器脉冲线重试。
当张力设定变小会报警时,检查P0492是否为0。
面板拨码为3567 电源DC24V在将变频器的数据从变频器传送到MMC (P0802 = 2) P0803传输数据到EEPROM。
基于伺服控制的卷烟机盘纸张力控制系统改造

基于伺服控制的卷烟机盘纸张力控制系统改造作者:阙衍盛来源:《现代商贸工业》2010年第04期摘要:通过对PROTOS70卷接机组盘纸张力控制系统工作原理和构造的分析,针对盘纸张力调节装置在工作过程中存在的缺陷,结合伺服控制技术,提出将机械式盘纸张力控制系统改造成伺服控制技术的张力控制系统。
该控制系统以LENZE伺服控制器为主控制元件,加以西门子S7-200为辅助信号数据处理元件,通过控制LENZE伺服电机来调整供纸速度,从而保证盘纸张力稳定。
改造后的盘纸张力控制系统具有工作可靠、张力补偿能力高的特点,提高了设备运行的稳定性,减少系统的机械维修。
关键词:卷烟盘纸张力控制;差动齿轮箱;轴编码器;LENZE伺服电机;LENZE伺服控制器;S7-200控制器中图分类号:TH文献标识码:A文章编号:1672-3198(2010)04-0299-PROTOS70卷接机组是具有20世纪90年代先进水平的高速卷接设备,已成为我国卷烟行业的主导机型。
目前我公司卷烟机组有一半是20世纪90年代的设备,主驱动通过平皮带来带动纸传动箱,同步性能较差,而且纸传动体统已经老化,故障率和维修费用逐年提高,对生产影响较大。
1 原有卷烟纸张力控制系统的原理1.1 原机器盘纸供给的原理示意供纸系统主动轮2转动,拉动盘纸轮1转动使得盘纸轮上的盘纸被拉出,按箭头示意方向向机器供应盘纸。
供纸主动轮的外径直径为63.662,计算后每转动1圈,供纸200mm。
图11.2 原机供纸主动轮的(转动)动力来源机器主机转动时,转动动力通过齿轮和皮带(按固定的转速比率)连接传送给供纸主动轮,供纸主动轮在运行过程中不会主动转动。
在转动动力传送(链)过程中,齿轮和皮带还带动了2 组钢印印刷系统(3、4轮)。
1.3原机供纸张力控制原理3个盘纸张力检测传感器的检测信号分别代表张力过紧、张力正好、张力过松,分为3段控制。
当盘纸的张力随松紧而使得配重块上下摆动,配重块前端的被检测面会在3个检测传感器之间摆动,触发3个检测传感器。
西门子运动控制器SIMOTION收放卷应用介绍
SIMOTION D Winder 包应用介绍于长波摘要:SIMOTION提供了一个可以应用于大部分开卷曲功能的应用包,其中包含了多种控制方式,多种卷径计算方法以及张力锥度、断带检测等功能。
但全面的同时带来了应用结构复杂、参数众多等问题。
本文根据以往的调试经验对Winder包的应用进行一下应用介绍,分为卷曲的基本原理、控制方式、程序结构、应用步骤四个部分。
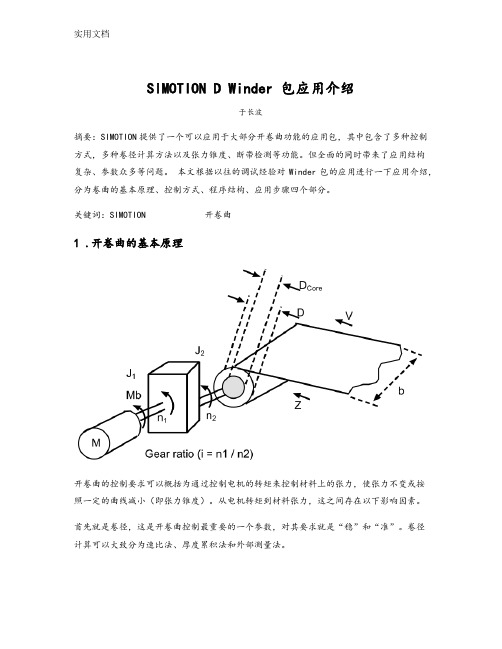
关键词:SIMOTION 开卷曲1 .开卷曲的基本原理开卷曲的控制要求可以概括为通过控制电机的转矩来控制材料上的张力,使张力不变或按照一定的曲线减小(即张力锥度)。
从电机转矩到材料张力,这之间存在以下影响因素。
首先就是卷径,这是开卷曲控制最重要的一个参数,对其要求就是“稳”和“准”。
卷径计算可以大致分为速比法、厚度累积法和外部测量法。
速比法是检测同一时刻下卷轴的转速和材料的线速度,两者相除即得到直径,这种方法实时性好,但稳定性欠佳。
在此基础上衍生出积分法和位置计算法,两者就是将一定时间内卷轴的角度位移与材料的位移相除,然后按一定的斜坡输出。
区别在于积分法是用速度的积分得到角度位移和材料位移,而位置计算法是直接取轴的位置值做计算。
这种方法稳定性好,实时性与直径计算的更新周期有关。
厚度累积法是根据卷轴的圈数和材料的厚度计算的一种方法,即卷轴每转一圈直径增加2倍的材料厚度,然后按照一定的斜坡输出。
这种方法稳定性非常好,但准确性与材料厚度的准确性有很大关系,这里所说的材料厚度并不是指材料本身的实际厚度,而是材料的实际厚度加上材料之间缝隙的厚度,即与松紧度有关。
外部测量法就是用传感器直接测量卷轴的实际直径,可分为接触式和非接触式,常见的接触式传感器有编码器和位移传感器,非接触测量传感器有激光、微波等。
由于测量数值与实际的直径可能是非线性的,所以要对测量值做非线性处理。
其次是对转矩的补偿,主要是加减速补偿和摩擦补偿。
加减速补偿指的是当材料在加速或减速时电机要提供额外的转矩对卷轴进行加减速,其大小与开卷曲机械系统的转动惯量和加减速度有关;其方向与工作方式(是开卷还是收卷)和出料方向(材料是在卷轴的上方还是下方)有关。
复卷机恒张力控制的设计

79China Pulp & Paper Industry No.24 2008复卷机恒张力控制的设计〉 〉 〉 钟立1 陈冰2 (1.双汇集团动力公司,河南漯河,462000;2.漯河职业技术学院,河南漯河,462000)The design of constant tension control in rewinders〉 〉 〉 ZHONG Li 1, CHEN Bing 2 (1.Power Branch in Shineway Group, Luohe 462000, Henan, China; 2.Luohe Vocational and Technical College, Luohe 462000, Henan, China)钟立,工程师,主要从事自动控制系统的研究和设计工作。
摘要:针对复卷机在卷径变化以及加减速时对纸幅张力的影响,提出直接张力和间接张力相结合的复合张力控制、卷径实时计算等方法,用直接张力控制精度;用间接张力提高系统的抗扰动能力,以满足复卷时恒张力控制要求。
关键词:复卷机;恒张力;变频控制Abstract: Aiming at the in fl uences on tension by winding radius varying and accelerating/decelerating during re-winding, a complex control project of combining direct ten-sion with indirect tensions was put forward, with a real-time calculation of winding radius adopted. The requirement of constant tension control was met with accuracy controlled by direct tension and the ablity in antidisturbance raised by indirect tension.Key words: rewinder; constant tension; frequency-varible control中图分类号:TS736+.3; TS734+.7 文献标志码:B文章编号:1007-9211(2008)24-0079-03图1 双底辊复卷机结构复卷机在复卷过程中,纸幅张力会随着纸卷卷径和加减速的不同而大范围的变化,从而影响张力控制的稳定性,造成复卷机有时纸幅张力太低,纸幅松垮或在卷取辊上打滑;有时张力太高,则残余应力过大,甚至爆卷或损伤纸芯。
基于PLC与变频器的恒张力卷绕控制系统

务l 甸 似 违
N tl 面' - n
1 2 04
() 5
\ J,
依据 △ 时 间 内高 速计 数 模块 的计数 值 之 f 差 可 以近 似 算 出卷 绕 辊 的 实 际 瞬 时 转 速 ,设 卷绕 辊 的实 际瞬时 转速 为 r ’) (,关 系式如 下 :
∽ =
参l 訇 似 违
基于P C L 与变频器 的恒 张力卷绕 控制 系统
Cont ols t r ys em ofconst t t si i an en on w ndi ng bas ed on PLC and t ansducer r
刘 东升 。 ,王守 芳 来自目标 。 上 安装 张 力传 感 器 ,采 用 张 力 传 感 器 来 测 量 卷 材 的 实 际张 力 值 ,再 通 过张 力调 节器 控 制 张 力恒 定 。
图 1 典型 卷 绕控 制 系统 的结构 框 图 。 是 图 1中 ,箭 头 所 指 方 向 是 卷 材 的 运 动 方 向 , 牵 引辊 、卷 绕 辊 分 别 由变 频 器 控 制 的 交 流 电动 机
接 法 。两 者 相 比 ,直 接 法 控 制 系统 简单 ,而 且 控 制 精 度较 高 , 间接 法 不 易满 足 控 制 要 求 , 因而 本
论 文 采 用 直 接 张 力 控制 法 ,即 在 传 动 的卷 材 辊 道
从上 式 () () 以看 出 ,卷 材 张力 的大 小 1、 2 可
测 量 辊
在卷 绕过 程 中 ,卷 绕 半 径 是 一 个动 态 的 变 化
过 程 ,由式 ( ) 以 看 出卷绕 辊 的 线 3可 速 度 随 着卷 绕半 径 在 不 断地 变 化 ,因 此 若 要保 持卷 绕 辊 的 线 速 度恒 定 ,必 须 根 据卷 绕 半 径 不 断地 调 整 卷 绕 辊 的
西门子S120变频器原理与技术应用研究

西门子S120变频器原理与技术应用研究西门子S120变频器是当前应用十分广泛地一种变频器,因其能够对矢量和其他方面进行有效控制而对当前的机械自动化设备有着积极地作用,这也是西门子S120变频器相比其他变频器的优势所在。
本文对西门子S120变频器的原理和技术应用做出探究,提出了利用西门子S120变频器的一些优势,并经过一定时间的应用证明了利用s120变频器在热镀锌生产线的应用具有十分重要的作用。
标签:S120变频器原理;热镀锌的应用;应用探究1 前言相比其他变频器而言,西门子S120变频器在对矢量控制和伺服控制上具有无法比拟的优势,具有很强的综合性能。
不仅如此,西门子S120使用的是模块化设计的方法,通过这种方法的设计可以事先接口的链接,同网络也能进行对接,这就意味着西门子S120可以在顿时间内就能进行数据的采集和交换,允许用户根据应用优化配置传动系统,为自己量身定制高质产品,这也是现代电气设备的一大里程碑,对于促进电气设备发展具有重要意义。
河钢邯钢冷轧厂在生产热镀锌过程当中所涉及到的变频器均采用了西门子S120系列变频器,变频器的应用已经渗透到各个机电控制设备中,不仅使用方便,而且还大大的提高了产品的质量和效率,对热镀锌的生产过程起到了重要的作用。
2 西门子S120变频器简介以及原理的介绍2.1 西门子S120变频器简介西门子S120可以同时控制矢量和伺服,主要分为DC-AC和AC-AC两种类型,其中DC-AC指的是控制单元、整流、逆变為单独的一个模块,当前来说DC-AC 类型功率主要分布在0.9KW到1200KW之间,而AC-AC模块则是由控制单元和功率模块组成,功率主要分布在0.12KW到250KW之间。
在DC-AC类型的驱动器当中,其中心控制模块为CU320型号,控制单元的固件版本则存储在CF 卡内,可以通过升级CF卡内的软件来实现对于S120的固件版本升级。
一般来说,一个具有拓展性能卡的CU320是能够驱动6个伺服轴或4个矢量轴以及8个V/F轴的,但是伺服和矢量是不能混合的。
西门子运动控制器SIMOTION收放卷应用介绍

SIMOTION D Winder 包应用介绍
于长波
摘要:SIMOTION提供了一个可以应用于大部分开卷曲功能的应用包,其中包含了多种控制方式,多种卷径计算方法以及张力锥度、断带检测等功能。
但全面的同时带来了应用结构复杂、参数众多等问题。
本文根据以往的调试经验对Winder包的应用进行一下应用介绍,分为卷曲的基本原理、控制方式、程序结构、应用步骤四个部分。
关键词:SIMOTION 开卷曲
1 .开卷曲的基本原理
开卷曲的控制要求可以概括为通过控制电机的转矩来控制材料上的张力,使张力不变或按照一定的曲线减小(即张力锥度)。
从电机转矩到材料张力,这之间存在以下影响因素。
首先就是卷径,这是开卷曲控制最重要的一个参数,对其要求就是“稳”和“准”。
卷径计算可以大致分为速比法、厚度累积法和外部测量法。
变频器的应用—卷染机恒张力恒线速度控制

变频器的应用—卷染机恒张力恒线速度控制2010-01-21来源:工控商务网浏览:41一、前言卷染机适合目前市场对多品种小批量织物的染色需求,可间歇式生产,发展前景看好应用越来越广泛。
卷染机控制方面要求具备自动记道、自动计数、自动换向、自动掉头、自动停车、防坠液等功能,在整个工艺过程中,要求保证布匹的张力和线速度恒定,因此对系统的自控控制水平要求较高。
国内较为传统的卷染机大部分采用双直流电机控制,只能达到近似的恒张力控制效果,也有采用单变频器的卷染机,放卷采用异步电机直流制动的方式,收放卷用接触器在变频器和直流制动之间进行切换,以上这些方案,分析其原理,都是在较大误差情况下的一种近似结果,因此控制效果不尽如人意。
进口的高档卷染机,有的采用伺服控制,有的是用价格昂贵的工程型变频器来实现,效果较为理想,但是对于国内的用户来说,成本压力很大。
本文以一个工程实例来说明采用汇川张力控制专用变频器精确并巧妙的完成卷染机的工艺要求。
CLM158巨型卷染机技术指标:◆门幅:1800--3600mm;◆最大卷径:1500mm;◆车速:20--150m/min;◆最高温度:98℃;◆张力调整范围:300~1000N;图一图一是卷染机工作的示意图,这是一个典型的中心卷曲控制系统。
未染色的布匹首先通过上布电机卷曲到其中的一个辊筒上,在辊筒的传动轴上安装有计数用的接近开关,此时控制系统计下整卷布的道次,上卷完毕,采用人工的方式把布匹的一头卷到另外一个辊筒上面,待包覆紧密即可正常开始工作。
此时两个辊筒朝着同一个方向运转,控制的要求是保持布匹上的张力恒定,保持布匹在染液经过的时间一致,也就是线速度恒定。
这是个没有线速度反馈的驱动系统,但线速度又实实在在的随着辊筒的半径的变化在变化。
因此,控制系统需要适应这种独特的要求。
汇川MD330变频器为卷染机的高性能控制提供了理想的驱动平台。
在江苏地区各个卷卷机厂家以及最终用户处的实际使用情况表明,采用MD330控制的卷染机,兼顾了控制性能和成本之间的要求,为该行业的产品升级换代提供了优秀的解决方案。