冲压模具验收单修订稿
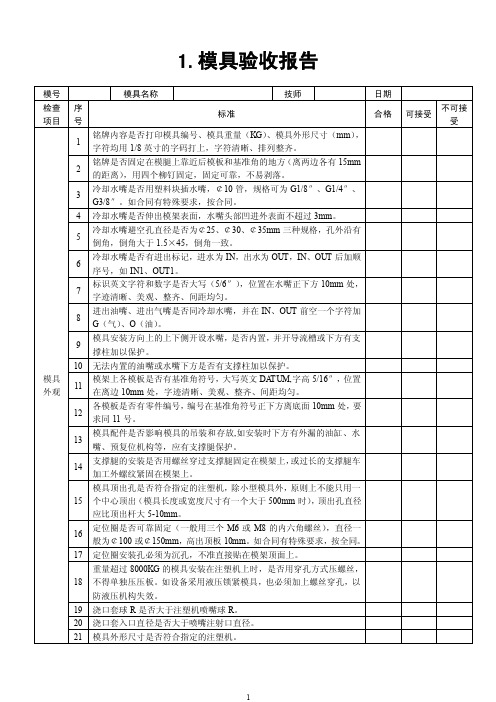
模具验收报告

江苏…电子有限公司报告书课题OL1A-H新厂家模具初步验收报告批准审核作成发行部门工模治具科发行日期页数3页2015-10-30图片:■有□无报告者照片:□有■无一、目的验证模具性能及稳定性,便于批量生产。
二、模具供应商苏州…模具三、验收内容1、外观验收图1 图2 图3 项目说明判定整体外观(图 1/2/3)表面光滑,无缺损及少螺丝等现象。
OK模具编号是否与我司设计图纸一致模具篆刻编号与设计图纸一致OK模具种类是否正确图纸标注为简易钢模,实际制作为简易钢模OK 刀口有无损坏、铁屑目视及放大镜下观察无损坏及铁屑OK 目视导柱、导套有无损伤目视导柱导套光洁,无损伤,松动OK 定位PIN确认锥形头定位PIN,高度4mm(可调) 直径1.98符合使用OK2.性能验收验收项目测试状况测试结果模具刀口基准是否正确图纸标注为右基准实际制作右基准OK冲压时以低速300RMP 确认是否拉模以低速300RMP冲床上使用,此模具导柱导套匹配良好,无拉模现象OK试冲CVL图形与图纸是否一致试冲出CVL图形与图纸完全一样OK试冲废CVL,10倍显微镜下查看是否毛边毛刺10倍显检无明显毛边毛刺,CVL完全冲断OK试冲验模菲林线宽0.1MM,所有黑线均可以看见,从菲林上看尺寸符合要求OK模具尺寸是否合格试冲品二次元测量,数据均在模具公差范围内OK四、交期及其它1.此副模具10/10 发出制作,要求交期10/13交货,实际10/12到我司(因首次制作,开车送至我司,因此有所提前),交期可符合我司要求。
2.首次开模前未对我司工程资料进行询问了解,因此副模具型腔简单,产品结构也不复杂,开出此模暂无异常,后续开模前有疑问或不了解时,最好提前工程询问沟通,防止模具开立后再出现异常耽误生产和品质隐患。
模具验收单 范本

冲压科 承认 担当
第二批量注番
加工日期
生产数量
最终评价:
事业部
成本管理部 技术开发部
欧达可电子(深圳)有限公司
管理No.CG-1-015(B)
门 担当 受付
模具验收单(冲压模)
金型提供方 □社内模具部制作 □外协厂商制作(厂商名称: 金型名称 验收内容 部品材质 厚(T)×宽(W)×步距(P)×比重(ρ) 材料规格 金型取数 生 产 条 件 部品净重 3.5 Cav g/模 g/模 秒/pcs 吨 落料 机送 冲剪油 / / / / 资 料 金 型 规 格 单边刃口间隙 落料斜度 模高 金型主加工 金型尺寸 2D图档 3D图档 组立图 部品图 组件清单 样品 型检数据 金型保管证 / (L)× 有 有 有 有 有 有 □有 有 □是 □是 □是 □是 □是 □是 技术开发部 承认 PCS ) PCS ) 量 产 评 价 担当 / 3 170 刃口有效长度 卸料板间隙 固定方式 金型设计寿命 (W)× 模架材质 主板材质 A3 SKD11 入子材质 冲头材质 品番 □客供金型(客户名称: ) □其它( 制作图号
) )
SKD11 SKD11 / / 螺丝固定 / (H)mm □无 无 □无 □无 □无 □无 无 □无 □否 □否 □否 □否 □否 □否 模具科 承认 担当
材料投入量 0.67 机器转速 机器吨位 出料方式 送料方式 机器用油 冲头 /
备 品 备 件
入子 垫片 其它
1、连续正常生产时,有无异常现象。 2、是否达到设计要求。 金 型 状 态 3、尺寸、外观、形状 是否安定,不良率是否正常0.1%以下。 4、上下模配合是否吻合,卸料板与导柱配合是否顺畅。 5、模具整体制作是否合理,精良。 6、冲头、入子是否磨损。 技术开发部判定: □合格 □需量产判定 ( □ 1批量数量 ( □ 2批量数量 量 产 情 况 第一批量注番 加工日期 生产数量
模具验收单范文
1.模具验收报告编者按:大地涵藏万物,孕育生命,被誉为人类的母亲。
但是,近年来,伴随我国工业化的快速发展,大地不断遭到各种污染的伤害。
仅仅因土壤污染防治不足、环境监管乏力,导致的食品药品安全事件就频频发生,2008年以来,全国已发生百余起重大污染事故。
目前我国大地污染现状严峻,成因十分复杂,形成令人扼腕的“大地之殇”。
《经济参考报》以此为主题,探寻大地污染背后所触及的我国农业、工业、城市化进程中关于生存与发展的一系列深层矛盾与两难抉择,并以“大地之殇”系列报道的形式在“深度”版推出,敬请关注。
大地之殇一·黑土地之悲占全国粮食总产五分之一的东北黑土区是我国最重要的商品粮基地,但一个并不为多数人了解的严峻事实是,支撑粮食产量的黑土层却在过去半个多世纪里减少了50%,并在继续变薄,几百年才形成一厘米的黑土层正以每年近一厘米的速度消失。
照此速度,部分黑土层或将在几十年后消失殆尽,东北这一中国最大粮仓的产能也将遭受无法挽回的损失。
□记者孙彬管建涛连振祥吉哲鹏娄辰李松南京哈尔滨兰州昆明济南重庆报道毒土:GDP至上的恶果当前,我国土壤污染出现了有毒化工和重金属污染由工业向农业转移、由城区向农村转移、由地表向地下转移、由上游向下游转移、由水土污染向食品链转移的趋势,逐步积累的污染正在演变成污染事故的频繁爆发。
日益加剧的污染趋势可能还要持续30年“目前,我国土壤污染呈日趋加剧的态势,防治形势十分严峻。
”多年来,中国土壤学会副理事长、中国农业科学院研究员张维理教授一直关注我国土壤污染问题“我国土壤污染呈现一种十分复杂的特点,呈现新老污染物并存、无机有机污染混合的局面。
”“现在我国土壤污染比各国都要严重,日益加剧的污染趋势可能还要持续30年。
”中国土壤学专家,南京农业大学教授潘根兴告诉《经济参考报》记者,这些污染包括随经济发展日益普遍的重金属污染、以点状为主的化工污染、塑料电子废弃物污染及农业污染等。
国土资源部统计表明,目前全国耕种土地面积的10%以上已受重金属污染。
模具验收单范本

模具验收单范本
模具验收单范本
一、概述
模具验收单是指在模具制造完成后,由质检部门进行的检测,并出具的一份检测报告。
该报告是对模具质量的评估,也是对模具是否符合设计要求的证明。
本文将提供一份模具验收单范本,以供参考。
二、模具基本信息
1. 模具名称:
2. 模具编号:
3. 模具型号:
4. 模具材料:
5. 模具重量:
三、外观检查
1. 外观缺陷:无
2. 表面光洁度:良好
3. 喷涂情况:符合要求
4. 产品尺寸:符合设计要求
四、结构检查
1. 零件拼装情况:无误差
2. 零件间隙情况:符合要求
3. 动态配合情况:正常运转
4. 固定方式:牢固可靠
五、试模情况
1. 试模次数:10次
2. 试模材料:ABS塑料
3. 产品表面质量:良好
4. 产品尺寸偏差:小于0.05mm
5. 塑件表面气泡和痕迹情况:无明显气泡和痕迹
六、结论
1. 该模具符合设计要求,可以投入生产使用。
2. 模具制造单位:XXX公司
3. 检验员:XXX
4. 验收日期:XXXX年XX月XX日
七、备注
1. 模具制造过程中,存在一些小问题,但对模具的质量没有影响。
2. 模具使用寿命需要定期检查和维护。
八、总结
通过以上内容的详细介绍,我们可以了解到模具验收单的基本信息和要求。
在进行模具制造时,必须按照要求进行检测和验收,以保证模具的质量和使用效果。
同时,在使用过程中也需要定期检查和维护,以延长其使用寿命。
冲压模具验收记录(多工位版)
冲压模具验
收记录(多工位版)
➢静态验收检查项-后工序(拉延)
备注:
①模具上用来调整的(钢)垫片(除平衡块)只能为1片。
②模具零件的连接、固定要使用内六角螺钉。
③定位块、气缸要有定位柱销来确定位置。
④对照图纸确认侧销支承座强度,止动板过孔直径。
⑤所有图纸指示的螺钉、定位柱销要装配齐全。
⑥模具使用内六角螺钉拧入深度:铸件要达到螺钉直径1.5倍;钢件要达到螺钉直径1倍。
⑦定位块要有调整余量,如果会引起强度、成形方面的问题则不受此范围限制
⑧模具主要零件要有加工基准并刻印坐标。
⑨按图纸确认压板槽,快速定位,定位键槽,上
模定位孔的技术指标(数量、厚度、位置、形状等)。
➢静态验收检查项-后工序(切边冲孔、整形)
备注:
①模具上用来调整的(钢)垫片(除平衡块)只能为1片。
②模具零件的连接、固定要使用内六角螺钉。
③定位块、气缸要有定位柱销来确定位置。
④对照图纸确认侧销支承座强度,止动板过孔直径。
⑤所有图纸指示的螺钉、定位柱销要装配齐全。
⑥模具使用内六角螺钉拧入深度:铸件要达到螺钉直径1.5倍;钢件要达到螺钉直径1倍。
⑦定位块要有调整余量,如果会引起强度、成形方面的问题则不受此范围限制
⑧模具主要零件要有加工基准并刻印坐标。
⑨按图纸确认压板槽,快速定位,定位键槽,上
模定位孔的技术指标(数量、厚度、位置、形状等)。
➢动态验收检查项-(拉延)
➢动态验收检查项-后工序(切边、整形)
参数记录表:。
冲压模具验收标准2

冲压模具验收标准2冲压模具验收标准股份有限公司塑变类冲压模验收标准 Q/JQ436-19991 主要检查验收项目和适用范围本标准对塑变类冲压模的凸模、凹模、退压料及定位、导向机构、外观及安装尺寸的装配检查项目及技术要求。
以及对制件、凸模与凹模、定位和压料、安装与外观的调整检查项目及技术作出规定。
本标准适用于本公司、外协厂制造的塑变类冲压模,也适用于境外制造的塑变类冲压模。
本标准规定的各项技术要求与甲乙双方认可的图纸及技术协议执行。
本标准中使用的表面粗糙度按1系列执行。
2 装配检查项目及技术要求凸模形状与尺寸应符合图纸要求或符合提供样件的要求。
棱线、搭线应没有凹凸、扭曲。
R滑顺、没有凹凸尖角。
凸模与凹模的研合率,主要部位80,以上,次要部位70,以上。
因特殊要求,铸件易磨损部位(或焊接刀口),以合金钢焊条填补,堆焊部位的宽、深都应在10×10mm以上。
或镶合金钢块。
工作表面粗糙度,主要部位,次要部位。
镶块接合面间隙小于0.1mm。
镶块与窝座(或挡块)及键的配合间隙应?0.05mm。
材料与淬火硬度应符合图纸及技术协议要求。
一般使用合金铸铁(如 GM246、翻边ICD5等)。
凹模形状及尺寸应符合图纸要求或提供样件要求。
棱线、搭线没有凹凸、扭曲。
R 滑顺、没有凹凸尖角。
工作表面粗糙度,主要部位不低于,次要部位,凹模口圆角不低于。
因特殊要求,铸件易损部位(或焊接刀口),以合金钢焊条填补,堆焊部位的宽、深都应在10×10mm以上。
或镶合金钢块。
与凸模间隙,直线和角度部位应符合要求(曲线部位适当减小)。
镶块接合面间隙小于0.1mm。
镶块与窝座(或挡块)及键的配合间隙应?0.05mm。
材料与淬火硬度应符合图纸及技术协议要求。
一般使用合金铸铁(如 GM246、铸钢ICD5等)。
2.3 退、压料及定位2.3.1退、压料板表面粗糙度,主要部位及大平面为。
2.3.2退、压料板与凸模间隙在0.05,0.2mm之间(可调整/小模具)。
冲压模具验收单
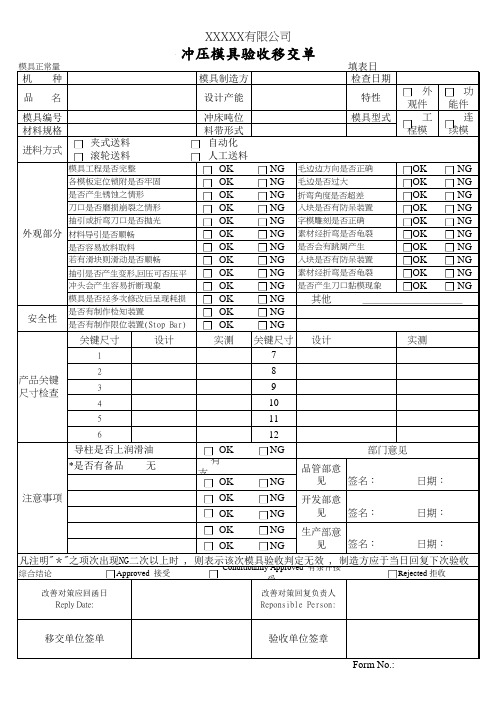
移交单位签单
验收单位签章 Form No.:
毛边边方向是否正确
设计
实测
产品关键 尺寸检查
导柱是否上润滑油 *是否有备品 注意事项 无
部门意见 品管部意见 开发部意见 签名: 签名: 日期: 日期:
生产部意见 签名: 日期: OK NG 凡注明"*"之项次出现NG二次以上时 , 则表示该次模具验收判定无效 , 制造方应于当日回复下次验收时间 .
XXXXX有限公司
冲压模具验收移交单
模具正常量产使用开始时间: ;模具正常量产产品数量: 件
机 种 品 名 模具编号 材料规格 进料方式 夹式送料 滚轮送料
模具工程是否完整 各模板定位锁附是否牢固 是否产生锈蚀之情形 刀口是否磨损崩裂之情形 抽引或折弯刀口是否抛光
外观部分 材料导引是否顺畅
是否容易放料取料 若有滑块则滑动是否顺畅 抽引是否产生变形,回压可否压平 冲头会产生容易折断现象 模具是否经多次修改后呈现耗损 是否有制作检知装置 是否有制作限位装置(Stop Bar)
填表日期: 检查日期 特性 模具型式
年
外观件 工程模
月
日
功能件 连续模
OK NG 毛边是否过大 OK NG OK NG 折弯角度是否超差 入块是否有防呆装置 OK NG 字模雕刻是否正确 OK NG 素材经折弯是否龟裂 OK NG 是否会有跳屑产生 OK NG 入块是否有防呆装置 OK NG 素材经折弯是否龟裂 OK NG 是否产生刀口黏模现象 OK NG __________ 其他
模具验收报告(新)【范本模板】

8
垃圾钉、支撑柱、回位弹簧的位置及数量是否合格
模具工程师
9
顶针板是否按要求安装导柱(2525以上模架4支)
模具工程师
10
顶板是否有顶出限位块及安全复位开关(如需要)
模具工程师
11
特长模具(2530以上模架)顶出孔必须三个以上
模具工程师
12
定位环直径是否符合成型机要求
模具工程师
13
加热器、热电偶、位置、数量是否按要求合格设置
模具验收报告
模具名称
模具编号
产品编号
适用机型
模架
样式
□自制模架
模架材质
出厂
日期
模穴数
□标准模架
型腔材质
型腔料产地
型腔标准硬
实测硬度Байду номын сангаас
成型周期
模具外形及尺寸
(MM)
模具照片(主力图+前模+后模)
组立图
前模
后模
其它
模具点检项目( 共22项)
序号
检查项目
检查部门
判定
备注
1
是否有模具送货单、模具出厂检验合格单
模具工程师
2
模具最终图档(3D/2D)是否移交我司
模具工程师
3
是否有移交模具备用零件
模具工程师
4
模具铭牌\天地侧标记是否清晰(要求在操作侧)
模具工程师
5
水路连接标记(OUT\IN)是否清晰,安装是否方便
模具工程师
6
2525以上模具各模板吊环孔是否齐全、位置是否合理
模具工程师
7
地侧有附件(弹簧/接头/油缸)时,是否有安装保护脚
模具工程师
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
模具验收单
品名:
模号:
模具供应商:
模具重量:kg
类型:
模具尺寸(长x宽x高):
进料方向_________
冲压材料:
材料尺寸:
冲次/分钟:___
检查原因: 新模 设计变更 修模
检查要点
结论
供应商检查
本公司检查
1.模具编号:模号刻在操作侧下模板的右下角。
OK_________
NG_________
不适用______
OK_________
NG_________
不适用______
13.卸料板螺丝限位,卸料板与上模板之间安装限位柱,限位柱的长度,直径及弹簧强度要合理。
OK_________
NG_________
不适用______
OK_________
NG_________
不适用______
OK_________
NG_________
不适用______
5.模板平面度符合300:0.01标准。
OK_________
NG_________
不适用______
OK_________
NG_________
不适用______
6.导柱及导套。上模安装4XΦ16 或 Φ20的导柱,导柱伸进下模的高度至少等于产品高度+5mm.导柱不可松动。导柱导套要符合米思米标准。
不适用______
11.浮料针:浮料针的位置,高度及直径是否合理,浮料针要做成圆形的。导正孔不能有毛刺,浮料针弹簧的力要大于导正钉弹簧的力。
OK_________
NG_________
不适用______
OK_________
NG_________
不适用______
12.在必要的情况下,下模要开防跳槽。
OK_________
NG_________
不适用______
OK_________
NG_________
不适用______
9.送料安全检测(方法二): 光感检测. 光感设在模具后端,连接器安装在下模板上,上模板上要做让位。 料带不能伤到感应器及电线,适配器由供应商自己制作。LED要能从外面看得到。
OK_________
NG_________
不适用______
OK_________
NG_________
不适用______
7.模具受力平衡,弹簧分布均衡,且能有效脱料。
OK_________
NG_________
不适用______
OK_________
NG_________
不适用______
8.送料安全检查(方法一): 用检测针检测. 检测针的直径要小于检测孔的直径, 检测针弹簧的力不可太大(当无法安装光感时,经我司确认后可以采用本方案)。
3.外形制作、码模:上下模座外形与机台面积相适应,模座上要攻吊装螺丝孔, 依照模具的大小选M14或M16。
OK_________
NG_________
不适用______
OK_________
NG_________
不适用______
4.模板倒角为C2,模座倒角为C5
OK_________
NG_________
不适用______
OK________
NG_________
不适用______
OK_________
NG_________
不适用______
2.模板材质刻印在每块模板的前侧,提供模板材质证明书。
OK_________
NG_________
不适用______
OK_________
NG_________
不适用______
OK_________
NG_________
不适用______
OK_________
NG_________
不适用______
10.导正钉:导正钉的直径,长度及导向是否合理,导正钉的弹簧力不能太大。
OK_________
NG_________
不适用______
OK_________
NG_________