快速看懂国外机械图纸(更正版)
快速看懂国外机械图纸

快速看懂国外机械图纸公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]快速看懂国外机械图纸株洲职业技术学院刘培德自改革开放以来,我国引进了不少国外设备、图纸和其它技术资料,有不少发达国家的机械图样投影方法与我国所采用的投影方法不同。
为了更好地学习发达国家的先进技术,故快速看懂国外机械图纸很有必要。
1 概述当今世界上,ISO国际标准规定,第一角和第三角投影同等有效。
各国根据国情均有所侧重,其中俄罗斯、乌克兰、德国、罗马尼亚、捷克、斯洛伐克以及东欧等国均主要用第一角投影,而美国、日本、法国、英国、加拿大、瑞士、澳大利业、荷兰和墨西哥等国均主要用第三角投影。
解放前我国也采用第三角投影,新中国成立后改用第一角投影。
在引进的国外机械图样和科技书刊中经常会遇到第三角投影。
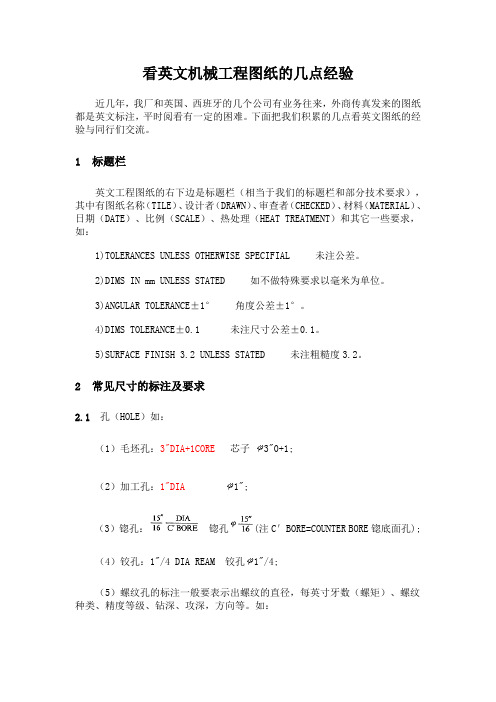
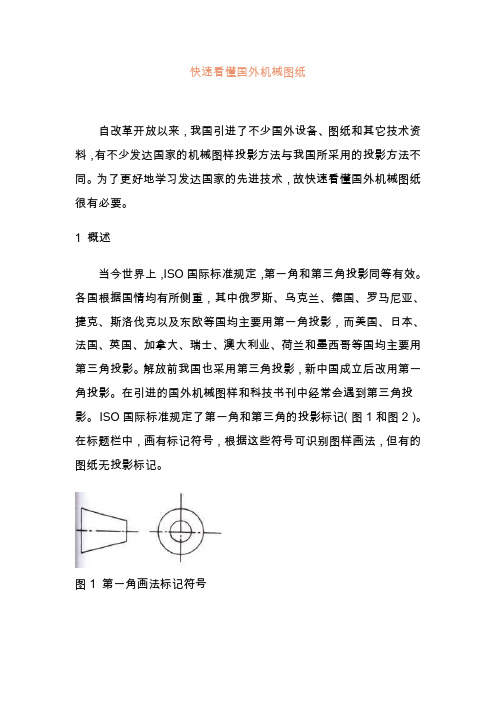
ISO国际标准规定了第一角和第三角的投影标记(图1和图2)。
在标题栏中,画有标记符号,根据这些符号可识别图样画法,但有的图纸无投影标记。
图1 第一角画法标记符号图2 第三角画法标记符号2 第三角投影空间可由正平面V、水平面H、侧平面W将其划分成八个区域,分别为第1、第2、第3、第4、第5、第6、第7、第8分角,如图3所示。
图3将物体放在第一分角内投影称为第一角投影,又称E法——欧洲的方法。
将物体放在第三分角内投影称为第三角投影,又称为A法——美国的方法。
我国用的是第三角投影法。
第三角投影是假想将物体放在透明的玻璃盒中,以玻璃盒的每个侧面作为投影面,按照人—面—物的位置作正投影而得到图形的方法,如图4、图5。
图4 图5第三角投影中六个基本视图的位置ISO国际标准规定,第三角投影中六个基本视图的位置如图6所示。
图6以上视图是将物体投影到一个封闭矩形(透明的)“投影箱”的各个投影面上而得到的。
每个视图都可以理解为:当观察者的视线垂直与相应的投影面时,他所看到的物体的实际图像。
前视图即观察者假想自己处于物体的前面,并逐点移动眼睛的位置,且视线始终垂直于一个假想的正立投影面(透明的)而得到的物体的正面投影,其它视图可按类似方法获得。
看英文机械工程图纸的几点经验
看英文机械工程图纸的几点经验近几年,我厂和英国、西班牙的几个公司有业务往来,外商传真发来的图纸都是英文标注,平时阅看有一定的困难。
下面把我们积累的几点看英文图纸的经验与同行们交流。
1 标题栏英文工程图纸的右下边是标题栏(相当于我们的标题栏和部分技术要求),其中有图纸名称(TILE)、设计者(DRAWN)、审查者(CHECKED)、材料(MATERIAL)、日期(DATE)、比例(SCALE)、热处理(HEAT TREATMENT)和其它一些要求,如:1)TOLERANCES UNLESS OTHERWISE SPECIFIAL 未注公差。
2)DIMS IN mm UNLESS STATED 如不做特殊要求以毫米为单位。
3)ANGULAR TOLERANCE±1°角度公差±1°。
4)DIMS TOLERANCE±0.1未注尺寸公差±0.1。
5)SURFACE FINISH 3.2 UNLESS STATED 未注粗糙度3.2。
2 常见尺寸的标注及要求2.1孔(HOLE)如:(1)毛坯孔:3"DIA+1CORE芯子3"0+1;(2)加工孔:1"DIA1";(3)锪孔:锪孔(注C'BORE=COUNTER BORE锪底面孔);(4)铰孔:1"/4 DIA REAM 铰孔1"/4;(5)螺纹孔的标注一般要表示出螺纹的直径,每英寸牙数(螺矩)、螺纹种类、精度等级、钻深、攻深,方向等。
如:例1.6 HOLES EQUI-SPACED ON 5"DIA (6孔均布在5圆周上(EQUI-SPACED=EQUALLY SPACED均布)DRILL 1"DIATHRO'钻1"通孔(THRO'=THROUGH通)C/SINK22×6DEEP沉孔22×6例2.TAP7"/8-14UNF-3BTHRO'攻统一标准细牙螺纹,每英寸14牙,精度等级3B级(注UNF=UNIFIED FINE THREAD美国标准细牙螺纹)1"DRILL 1"/4-20 UNC-3 THD7"/8 DEEP 4HOLES NOT BREAK THRO钻1"孔,攻1"/4美国粗牙螺纹,每英寸20牙,攻深7"/8,4孔不准钻通(UNC=UCIFIED COARSE THREAD 美国标准粗牙螺纹)1"-14NS-2THRO攻美国固定特种螺纹M1",每英寸牙数14,精度等级为二级(注NS=NATIONAL SPECIAL THREAD:美国固定特种标准)2.2倒角(CHAMFER)例1/8×45°BEV倒角1/8×45°(注BEV=BEVEI,斜面)1.5×45°CHAM倒角1.5×45°(注CHAM=CHAMFER倒角)2.3方(SQUARE)例5"SQUARE5"×5"方2.4剖视(SECTION)例SECTION A-A A-A剖面2.5圆角半径例1"R R1"RADIUS MUST BE SMOOTH AND BLEND INTO FACE圆弧必须光滑且与平面相切2.6加工余量例DOTTED LINES INDICATED MAX FINISH 1"/8虚线表示最大加工余量1"/82.7零件标记例USE 5"/16 RAISED HAIRLINE LET-TERS MARKING ON ONE SIDE OF BODY用突起高为5"/16的细实线字母在本体一侧打标记3 关于铸锻件的技术要求例1.FORGING MUST BE ANNEALED TO BE BELOW 203 BRINELL HARDNESS 锻件必须退火处理,布氏硬度<203例2.NORMALIZE TO 163-207BHNMUST BE FREE OF SCALE & RUST锻件正火处理,布氏硬度163-207,锻件表面不得有氧化皮和锈蚀例3.FORGING TO BE SHOT OR SAND BLASTED锻件需经喷丸或喷砂处理例4.UNLESS OTHERWISE SPECIFIED DRAFT ANGLES 7°未注明锻造拔模斜度7°例5.CAST TO BE FREE OF EXCESSIVE FLASH 铸件不得有过多的毛边例6.DRAFT ANGLE 2° UNLESS OTHER-WISE SPECIFIED 未注明铸造拔模斜度2°总之,看英文机械工程图纸并不是高不可攀,只要坚持常看,熟记部分单词即可。
英文机械图纸的几点经验

英文机械图纸的几点经验 (更多经验总结,陆续传上,请关注)外商传真发来的图纸都是英文标注,平时阅看有一定的困难。
下面把我们积累的几点看英文图纸的经验与同行们交流。
近几年,我厂和英国、西班牙的几个公司有业务往来,外商传真发来的图纸都是英文标注,平时阅看有一定的困难。
下面把我们积累的几点看英文图纸的经验与同行们交流。
1 标题栏英文工程图纸的右下边是标题栏(相当于我们的标题栏和部分技术要求),其中有图纸名称(TILE)、设计者(DRAWN)、审查者(CHECKED)、材料(MATERIAL)、日期(D ATE)、比例(SCALE)、热处理(HEAT TREATMENT)和其它一些要求,如:1)TOLERANCES UNLESS OTHERWISE SPECIFIAL 未注公差。
2)DIMS IN mm UNLESS STATED 如不做特殊要求以毫米为单位。
3)ANGULAR TOLERANCE±1° 角度公差±1°。
4)DIMS TOLERANCE±0.1 未注尺寸公差±0.1。
5)SURFACE FINISH 3.2 UNLESS STATED 未注粗糙度3.2。
2 常见尺寸的标注及要求2.1 孔(HOLE)如:1)毛坯孔:3"DIA+1CORE 芯子Φ3"0+1;2)加工孔:1"DIA 孔Φ1"3)锪孔:锪孔 (注C'BORE=COUNTER BORE锪底面孔);4)铰孔:1"/4 DIA REAM 铰孔Φ1"/45)螺纹孔的标注一般要表示出螺纹的直径,每英寸牙数(螺矩)、螺纹种类、精度等级、钻深、攻深,方向等。
如:例1. 6 HOLES EQUI-SPACED ON 5"DIA6孔均布在5圆周(EQUI-SPACED=EQUALLY SPACED均布)DRILL 1"DIATHRO'钻Φ1"通孔(THRO'=THROUGH通)螺纹孔的标注一般要表示出螺纹的直径,每C/SINK Φ22×6DEEP沉孔Φ22×6例2. TAP7"/8-14UNF-3B THRO 攻统一标准细牙螺纹,每英寸14牙,精度等级3级(注UNF=UNIFIED FINE THREAD美国标准细牙螺纹)1"DRILL 1"/4-20 UNC-3 THD7"/8 DEEP 4HOLES NOT BREAK THRO钻孔,攻Φ1"/4美国粗牙螺纹,每英寸20牙,攻深7"/8,4孔为盲(UNC=UCIFIED COAR SE THREAD 美国标准粗牙螺纹)1"-14NS-2 THRO -攻美国固定特种螺纹M1",每英寸牙数14,精度等级为二级(注NS=NATIONAL SPECIAL THREAD:美国固定特种标准)2.2 倒角(CHAMFER)例 1/8×45°BEV 倒角1/8×45°(注BEV=BEVEI,斜面)1.5×45°CHAM 倒角1.5×45°(注CHAM=CHAMFER倒角)2.3 方(SQUARE)例 5"SQUARE 5"×5"方2.4 剖视(SECTION)例 SECTION A-A A-A剖面2.5 圆角半径例 1"R R1"RADIUS MUST BE SMOOTH AND BLEND INTO FACE圆弧必须光滑且与平面相切2.6 加工余量例 DOTTED LINES INDICATED MAX FINISH 1"/8虚线表示最大加工余量1"/82.7 零件标记例 USE 5"/16 RAISED HAIRLINE LET-TERS MARKING ON ONE SIDE OF BODY 用突起高为5"/16的细实线字母在本体一侧打标记3 关于铸锻件的技术要求例1.FORGING MUST BE ANNEALED TO BE BELOW 203 BRINELL HARDNESS 锻件必须退火处理,布氏硬度<203例2. NORMALIZE TO 163-207BHNMUST BE FREE OF SCALE & RUST锻件正火处理,布氏硬度163-207,锻件表面不得有氧化皮和锈蚀例例3. FORGING TO BE SHOT OR SAND BLASTED 锻件需经喷丸或喷砂处理例4. UNLESS OTHERWISE SPECIFIED DRAFT ANGLES 7°未注明锻造拔模斜度7° 例5. CAST TO BE FREE OF EXCESSIVE FLASH 铸件不得有过多的毛边例6. DRAFT ANGLE 2° UNLESS OTHER-WISE SPECIFIED 未注明铸造拔模斜度2° 看英文机械工程图纸并不是高不可攀,只要坚持常看,熟记部分单词即可4、热处理(heat treatment)例1. HT 30T gear teeth 3mm min below root dia40-50HR热处理:感应淬火,在齿轮根径以下的3mm至少是,40-50HRC1.5min case deptp 层深度最小1.5例2. casting to be free from de-carburisation to allow for post selective hardening to 45-55 rockwell铸件需防止脱碳随后局部淬火到45-55洛氏硬度post selective Hardening随后淬火例3. HEAT TREATMENT: 热处理:HRU HARDEN AND TEMPER TO 41-45 HRC淬火并回火至HRC41-45PREHEAT: 预热FROM ROOM TEMPERATURE, RAMP UP TO 1200 DETREES F (650 DETREES C) AND SOAK AT TEMPERATURE FOR 45 MINUTES.从室温缓慢升至华氏1200度(650 氏度),保温45分钟HARDENING:硬化:FROM 1200DETREES F (650 DETREES C), RAMP UP TO 1555 DETREES F (845 DETREES C) AND SOAK AT TEMPERATURE FO R 45MINUTES.从华氏1200度(650摄氏度)加热至华氏1555度(845摄氏度)保温45分钟QUENCH: 淬火:IN OIL, AS-QUENCHED HARDNESS 53-55 HRC.油淬,淬火后硬度53-55 HRCEMPER:回火:600DETREES F (315 DETREES C) FOR TWO HOURS 在华氏600度(315 摄氏度)下保温2小时NOTE: 注意:DECARBORATION MUST BE PREVENTED BY USING ENTHER VACUUM FURNACE OR CONTROLLED ATMOSPHERE.必须防止脱碳,可使用真空炉或者可控气氛炉4.4 常见的热处理方式:T empering回火Annealing 退火 Nnormalising正火 Hardening淬火Case carburising渗碳Case Hardening表面淬火nitriding氮化aging 时效处理 induction hardening 感应淬火impedance matching 感应淬火 hardening and tempering 调质常见的冷却方式:air cooling 空冷furnace cooling 炉冷oil cooling 油冷5、常见的表面处理 (surface treatment) Coating for casting/铸件喷涂1). Normal painting 普通喷漆2). Powder painting 粉末喷漆3).Galvanize (galvanization) 电镀 镀锌4).Zinc coating 镀锌5).Cataphoretic coating 电泳敷层 KTL (德语:Kathodische Elektrotauchlackierung )6). Hot dipping 热浸镀7). Bluing 发蓝 ,black 发黑8). Thermal spraying 热喷涂9).Electrostatic spraying 静电喷涂10).Aqueous rust preventive 防锈水11). Rust preventive oil 防锈油12).Oxiron painting 金属漆13).Epoxy resin plastic powder painting 环氧树脂型塑料粉末喷漆14). descaling 除污,除氧化皮等black oxide coating 氧化发黑。
快速看懂国外CAD图纸
快速看懂国外机械图纸自改革开放以来,我国引进了不少国外设备、图纸和其它技术资料,有不少发达国家的机械图样投影方法与我国所采用的投影方法不同。
为了更好地学习发达国家的先进技术,故快速看懂国外机械图纸很有必要。
1 概述当今世界上,ISO国际标准规定,第一角和第三角投影同等有效。
各国根据国情均有所侧重,其中俄罗斯、乌克兰、德国、罗马尼亚、捷克、斯洛伐克以及东欧等国均主要用第一角投影,而美国、日本、法国、英国、加拿大、瑞士、澳大利业、荷兰和墨西哥等国均主要用第三角投影。
解放前我国也采用第三角投影,新中国成立后改用第一角投影。
在引进的国外机械图样和科技书刊中经常会遇到第三角投影。
ISO国际标准规定了第一角和第三角的投影标记(图1和图2)。
在标题栏中,画有标记符号,根据这些符号可识别图样画法,但有的图纸无投影标记。
图1 第一角画法标记符号图2 第三角画法标记符号2 第三角投影空间可由正平面V、水平面H、侧平面W将其划分成八个区域,分别为第1、第2、第3、第4、第5、第6、第7、第8分角,如图3所示。
图32.1 将物体放在第一分角内投影称为第一角投影,又称E法——欧洲的方法。
2.2 将物体放在第三分角内投影称为第三角投影,又称为A法——美国的方法。
我国用的是第三角投影法。
第三角投影是假想将物体放在透明的玻璃盒中,以玻璃盒的每个侧面作为投影面,按照人—面—物的位置作正投影而得到图形的方法,如图4、图5。
图4 图52.3 第三角投影中六个基本视图的位置ISO国际标准规定,第三角投影中六个基本视图的位置如图6所示。
图6以上视图是将物体投影到一个封闭矩形(透明的)“投影箱”的各个投影面上而得到的。
每个视图都可以理解为:当观察者的视线垂直与相应的投影面时,他所看到的物体的实际图像。
前视图即观察者假想自己处于物体的前面,并逐点移动眼睛的位置,且视线始终垂直于一个假想的正立投影面(透明的)而得到的物体的正面投影,其它视图可按类似方法获得。
快速看懂国外机械图纸
快速看懂国外机械图纸株洲职业技术学院刘培德1 概述当今世界上,ISO国际标准规定,第一角和第三角投影同等有效。
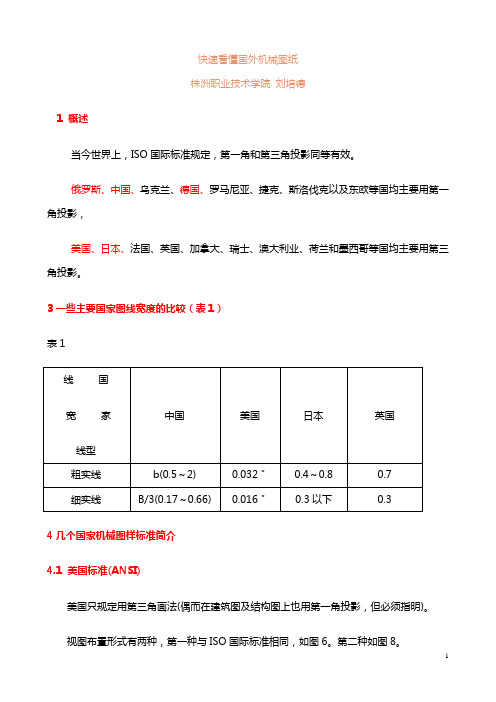
俄罗斯、中国、乌克兰、德国、罗马尼亚、捷克、斯洛伐克以及东欧等国均主要用第一角投影,美国、日本、法国、英国、加拿大、瑞士、澳大利业、荷兰和墨西哥等国均主要用第三角投影。
3一些主要国家图线宽度的比较(表1)表14几个国家机械图样标准简介4.1 美国标准(ANSI)美国只规定用第三角画法(偶而在建筑图及结构图上也用第一角投影,但必须指明)。
视图布置形式有两种,第一种与ISO国际标准相同,如图6。
第二种如图8。
图8美国标准中尺寸标注法:美国图样中的尺寸很少以mm为单位,一般采用英寸(1英寸=25.4mm),原来采用分数形式表示多少英寸,如9/16英寸等,1966年以后改为十进制,写成小数形式。
数值小于1时小数点前不写0,数字推荐水平书写。
公差尺寸的上、下偏差,要注意与基本尺寸保持相同的小数位数,如或,尺寸在6英尺以上应注出英尺英寸符号,如“12′7″。
(1)直径、半径、球形代号①视图明确反映为圆形时,不注直径代号DIA(diameter)或D,如图9;只有一个非圆视图时,尺寸数字后加注直径代号DIA或D,如图10。
图9图10②半径尺寸数字后不加注半径代号R(radius),当半径尺寸标注在不反映半径和圆弧实形的视图中,要求半径尺寸数字后加注代号TRUER (TRUE RADIUS)(真实的R)。
球形代号在尺寸数字后加注代号SPHER DIA(球直径)或SPHERR(SPHER RADIUS)(球半径)。
(2)弦长(CHORD)、弧长(ARC)注法如图11所示。
图11(3)倒角CHAM(CHAMBER)如图12所示。
图12(4)沉孔如图13。
图13(5)键槽如图14。
图14(6)螺纹标记如图15。
图154.2 日本标准(JIS)图样表示方法与美国接近,一般使用第三角投影画法,原则上同一张图纸不得混用第一角、第三角画法,必要时两种画法可局部地混合使用,但必须用箭头示出另一种画法的投影方向。
模具技术之快速看懂国外图纸
模具技术之快速看懂国外图纸1 概述当今世界上,ISO国际标准规定,第一角和第三角投影同等有效。
各国根据国情均有所侧重,其中俄罗斯、乌克兰、德国、罗马尼亚、捷克、斯洛伐克以及东欧等国均主要用第一角投影,而美国、日本、法国、英国、加拿大、瑞士、澳大利业、荷兰和墨西哥等国均主要用第三角投影。
解放前我国也采用第三角投影,新中国成立后改用第一角投影。
在引进的国外机械图样和科技书刊中经常会遇到第三角投影。
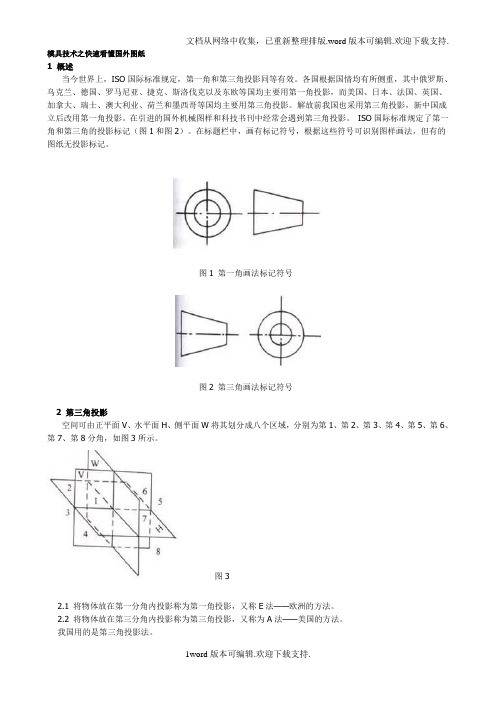
ISO国际标准规定了第一角和第三角的投影标记(图1和图2)。
在标题栏中,画有标记符号,根据这些符号可识别图样画法,但有的图纸无投影标记。
图1 第一角画法标记符号图2 第三角画法标记符号2 第三角投影空间可由正平面V、水平面H、侧平面W将其划分成八个区域,分别为第1、第2、第3、第4、第5、第6、第7、第8分角,如图3所示。
图32.1 将物体放在第一分角内投影称为第一角投影,又称E法——欧洲的方法。
2.2 将物体放在第三分角内投影称为第三角投影,又称为A法——美国的方法。
我国用的是第三角投影法。
第三角投影是假想将物体放在透明的玻璃盒中,以玻璃盒的每个侧面作为投影面,按照人—面—物的位置作正投影而得到图形的方法,如图4、图5。
图4 图52.3 第三角投影中六个基本视图的位置ISO国际标准规定,第三角投影中六个基本视图的位置如图6所示。
图6以上视图是将物体投影到一个封闭矩形(透明的)“投影箱”的各个投影面上而得到的。
每个视图都可以理解为:当观察者的视线垂直与相应的投影面时,他所看到的物体的实际图像。
前视图即观察者假想自己处于物体的前面,并逐点移动眼睛的位置,且视线始终垂直于一个假想的正立投影面(透明的)而得到的物体的正面投影,其它视图可按类似方法获得。
读图者应当始终把视图看作是物体本身的一面。
从前视图可看出物体的高度与宽度,以及物体顶面、底面、左侧面和右侧面的位置。
顶视图显示物体的深度和宽度。
2.4 第三角投影的优点(1)视图配置较好,便于识图视图之间直接反映了视向,便于看图,便于作图。
机械制图最全讲解(包括第一角视图与第三角视图即中国图纸和欧美日国家图纸的区别)
A-A
A
☆ 标注方法: ☆ 适用范围: 当机件具有倾 斜部分,同时这部 分内形和外形都需 表达时。 ☆ 此剖视可按斜视 图的配置方式配 置。
A
B B-B B
A-A
⒉ 两相交的剖切平面(旋转剖)
用两个相交的剖切面(交线垂直于某一基本投影 面)剖开机件,以表达具有回转轴机件的内部形状。
A-A
⒊ 六面视图的投影对应关系
前 上 右视 下 俯视 后 高 主视 左视 右 后视 长
仰视
左
左
长
右
度量对应关系 :仍遵守“三等”规律 方位对应关系: 除后视图外,靠近主视图的一边是物体的后 面,远离主视图的 一边是物体的前面。
扩展:欧美日国家用第三角视图机械视图表示方法
二
向视图
有时为了便于合理地布置基本视图, 可以采用向视图。向视图是可自由配置 的视图,它的标注方法为:在向视图的 上方注写“×” (×为大写的英文字母, 如“A”、“B”、“C”等),并在相应视
实长 拉杆轴套断开画法
实长 阶梯轴断开画法
6-5 机件表达方法综合运用举例
一 选用原则
在选择表达机件的图样时,首先应考虑看图方便,并
根据机件的结构特点,用较少的图形,把机件的结构状 完整、清晰地表达出来。
在这一原则下,还要注意所选用的每个图形,它既要
有各图形自身明确的表达内容,又要注意它们之间的相互 联系。
综合运用举例
以阀体为例,说明表达方法的综合运用。
图形分析
阀体的表达方案共五 个图形:两个基本 视图(全剖主视 图“B—B” 全剖俯 视图 “A—A”)、 一个局部视图 ( “ D” 向 ) 一 个 局 部 剖 视 图 (“C—C”和一个 斜剖的全剖视图 ( “ E—E 旋
建筑设备工程CAD制图与识图09--海外工程图的识读
国外工程图的识读
随着全球经济一体化的加速和中国加入WTO,我国 工程界与海外的合作与交流越来越多,越来越深入 。会有更多的海外产品和技术进入中国,同时中国 企业也要走出国门,进行海外投资或承揽国际项目 ,因此要求学生不但能够读懂国内的工程图纸,并 且也要具备一定的海外工程图纸的识读和制作能力 。由于历史的原因,各国的制图标准存在或大或小 的差异,本章以我国的制图标准为参照物,简要介 绍ISO、美国、英国、日本等组织和国家的制图标准 。
9.1 ISO暖通空调、卫生工程制图 ISO(国际标准化组织) 成立于1947年,是世界上最大 的非政府性标准化专门机构,它在国际标准化中占 主导地位。ISO的主要活动是制定国际标准,协调世 界范围内的标准化工作,组织各成员国和技术委员 会进行情报交流,以及与其他国际性组织进行合作 ,共同研究有关标准化问题。
(3) 阀门 截止阀、三通阀、四通阀、止回阀、减压阀、疏水 阀与我国供热制图标准相同。其他阀门图例见表9-2
表9-2 阀门
(4) 设备 散热器与我国暖通标准基本相同,换热器、闭式水 箱、开式水箱与我国供热制图标准基本相同。其他 设备图例见表9-3。
表9-3 设备
9.1.2风管系统
(2)图幅、线型、比例、单位 日本图幅与中国基本一致,也采用了ISO标准。线型 基本与我国一致,即与表5-1类似,但JIS Z 8312-1999 规定的线型种类更多一些。其基本思想为辅助线原 则上采用细线,粗线一般用于表达 主题思想。
表9-45 单点长画线的种类及其用途
表9-46 各单位记号
表9-49 各种管道表示方法
图9-3 一般管道管径流向标注方式
a)示例一
机械图纸看不懂怎么办?别急!明白这些方法和步骤,再难的也能懂
机械图纸看不懂怎么办?别急!明白这些方法和步骤,再难的也能懂图纸在工程、建筑、制造等领域中起着非常重要的作用,它是用来指导生产的依据,也是技术交流的语言,所以无论你在哪一行的技术领域,图纸要看得懂才能更好地胜任其工作。
各领域的图纸都有各行业的标准规范,下面我们说说机械制造业的图纸怎么看?识读零件图纸的一般方法和步骤,希望能帮助到大家。
正投影法投影时投影线都相互平行,投影线与投影面相垂直的平行投影法。
1. 基本视图2. 向视图3. 局部视图4. 斜视图5. 剖视图1)全剖视图2)半剖视图3)局部剖视图4)阶梯剖5)旋转剖6)断面图假想用剖切平面将机件在某处切断,只画出切断面形状的投影并画上规定的剖面符号的图形,称为断面图,简称为断面。
识读零件图纸的一般方法和步骤1、首先看标题栏,概括了解零件看标题栏,了解零件名称、材料和比例等内容,从而大体了解零件的功用,从名称判断该零件属于哪一类零件。
从材料判断该零件大致的加工方法。
从比例判断该零件的实际大小,从而对零件有初步的了解。
2、分析研究视图,想象结构形状看视图,分析零件各视图的配置及视图之间的关系,采用的表达方法和表达的内容,运用组合体的读图方法,形体分析法和线面分析法来读懂零件各部分的结构,想象出零件各部分的形状、相对位置及其作用。
3、分析所有尺寸,弄清尺寸要求综合分析视图和形体,分析零件的长、宽、高三个方向的尺寸基准,然后从基准出发,以结构形状分析为线索,再了解各形体的定形和定位尺寸,弄清各个尺寸的作用,图形和尺寸表达的是零件的形状和大小,读图时应把视图、尺寸和形状结构三者结合起来分析。
4、分析技术要求,综合看懂全图读图时应弄清表面粗糙度、尺寸公差、形位公差等技术要求。
了解其代号含义。
必要时还要联系与该零件有关的零件一起分析。
欧美图纸识别
快速看懂国外机械图纸于网络下载,版权归作者所有自改革开放以来,我国引进了不少国外设备、图纸和其它技术资 料, 有不少发达国家的机械图样投影方法与我国所采用的投影方法不 同。
为了更好地学习发达国家的先进技术,故快速看懂国外机械图纸 很有必要。
1 概述当今世界上, ISO 国际标准规定, 第一角和第三角投影同等有效。
各国根据国情均有所侧重,其中俄罗斯、乌克兰、德国、罗马尼亚、 捷克、斯洛伐克以及东欧等国均主要用第一角投影,而美国、日本、 法国、英国、加拿大、瑞士、澳大利业、荷兰和墨西哥等国均主要用 第三角投影。
解放前我国也采用第三角投影,新中国成立后改用第一 角投影。
在引进的国外机械图样和科技书刊中经常会遇到第三角投 影。
ISO 国际标准规定了第一角和第三角的投影标记 (图 1 和图 2)。
在标题栏中,画有标记符号,根据这些符号可识别图样画法,但有的 图纸无投影标记。
图 1 第一角画法标记符号图 2 第三角画法标记符号2 第三角投影空间可由正平面 V、水平面 H、侧平面 W 将其划分成八个区域, 分别为第 1、第 2、第 3、第 4、第 5、第 6、第 7、第 8 分角,如图 3 所示。
图 32.1 将物体放在第一分角内投影称为第一角投影, 又称 E 法——欧洲 的方法。
2.2 将物体放在第三分角内投影称为第三角投影, 又称为 A 法——美 国的方法。
我国用的是第三角投影法。
第三角投影是假想将物体放在透明的玻璃盒中, 以玻璃盒的每个 侧面作为投影面,按照人—面—物的位置作正投影而得到图形的方 法,如图 4、图 5。
图 4 图 52.3 第三角投影中六个基本视图的位置ISO 国际标准规定,第三角投影中六个基本视图的位置如图 6 所示。
图 6以上视图是将物体投影到一个封闭矩形(透明的)“投影箱”的各 个投影面上而得到的。
每个视图都可以理解为:当观察者的视线垂直与相应的投影面 时,他所看到的物体的实际图像。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
首先感谢这份资料的作者,但这份资料误导了我们一些基本知识,这份资料是在百度文库上面下载的,在此纠正一些原作者的关于第一视角与第三视角的错误,希望大家得到正确的知识
快速看懂国外机械图纸
株洲职业技术学院刘培德
自改革开放以来,我国引进了不少国外设备、图纸和其它技术资料,有不少发达国家的机械图样投影方法与我国所采用的投影方法不同。
为了更好地学习发达国家的先进技术,故快速看懂国外机械图纸很有必要。
1 概述
当今世界上,ISO国际标准规定,第一角和第三角投影同等有效。
各国根据国情均有所侧重,其中俄罗斯、乌克兰、德国、罗马尼亚、捷克、斯洛伐克以及东欧等国均主要用第一角投影,而美国、日本、法国、英国、加拿大、瑞士、澳大利业、荷兰和墨西哥等国均主要用第三角投影。
解放前我国也采用第三角投影,新中国成立后改用第一角投影。
在引进的国外机械图样和科技书刊中经常会遇到第三角投影。
ISO国际标准规定了第一角和第三角的投影标记(图1和图2)。
在标题栏中,画有标记符号,根据这些符号可识别图样画法,但有的图纸无投影标记。
图1 第一角画法标记符号
图2 第三角画法标记符号
原作者错误的投影标记符号正确的投影标记符号
其实对于第一角投影画法和第三角投影画法可以这样理解
第一角投影画法:以「视点(观察者)」→「物体」→「投影面」关系而投影视图的画法
第三角投影画法:以「视点(观察者)」→「投影面」→「物体」关系而投影视图的画法
空间可由正平面V、水平面H、侧平面W将其划分成八个区域,分别为第1、第2、第3、第4、第5、第6、第7、第8分角,如图3所示。
图3
2.1 将物体放在第一分角内投影称为第一角投影,又称E法——欧洲的方法。
2.2 将物体放在第三分角内投影称为第三角投影,又称为A法——美国的方法。
我国用的是第三角投影法。
第三角投影是假想将物体放在透明的玻璃盒中,以玻璃盒的每个侧面作为投影面,按照人—面—物的位置作正投影而得到图形的方法,如图4、图5。
图4 图5
2.3 第三角投影中六个基本视图的位置
ISO国际标准规定,第三角投影中六个基本视图的位置如图6所示。
图6
以上视图是将物体投影到一个封闭矩形(透明的)“投影箱”的各个投影面上而得到的。
每个视图都可以理解为:当观察者的视线垂直与相应的投影面时,他所看到的物体的实际图像。
前视图即观察者假想自己处于物体的前面,并逐点移动眼睛的位置,且视线始终垂直于一个假想的正立投影面(透明的)而得到的物体的正面投影,其它视图可按类似方法获得。
读图者应当始终把视图看作是物体本身的一面。
从前视图可看出物体的高度与宽度,以及物体顶面、底面、左侧面和右侧面的位置。
顶视图显示物体的深度和宽度。
2.4 第三角投影的优点
(1)视图配置较好,便于识图
视图之间直接反映了视向,便于看图,便于作图。
左视图在左边,右视图在右边。
而第一角投影有时要采用“向视图”来弥补表达不清楚的部位。
(2)易于想象物体的空间形状
左视图和右视图向里,顶视图向下,这样易于想象物体的形状。
(3)便于绘制轴侧图
易于想象物体的空间形状,对绘制轴侧图时想象物体形状有直接帮助。
(4)有利于表达零件细节
相邻图就近配置,一般均不需另加标注,如图7。
图7
(5)尺寸及其它标注相对集中。
3一些主要国家图线宽度的比较(表1)
表1
4几个国家机械图样标准简介
4.1 美国标准(ANSI)
美国只规定用第三角画法(偶而在建筑图及结构图上也用第一角投影,但必须指明)。
视图布置形式有两种,第一种与ISO国际标准相同,如图6。
第二种如图8。
图8
美国标准中尺寸标注法:美国图样中的尺寸很少以mm为单位,一般采用英寸(1英寸=25.4mm),原来采用分数形式表示多少英寸,如9/16英寸等,1966年以后改为十进制,写成小数形式。
数值小于1时小数点前不写0,数字推荐水平书写。
公差尺寸的上、下偏差,要注意与基本尺寸保持相同的小数位数,如或,尺寸在6英尺以上应注出英尺英寸符号,如“12′7″。
(1)直径、半径、球形代号
①视图明确反映为圆形时,不注直径代号DIA(diameter)或D,如图9;只有一个非圆视图时,尺寸数字后加注直径代号DIA或D,如图10。
图9
图10
②半径尺寸数字后不加注半径代号R(radius),当半径尺寸标注在不反映半径和圆弧实形的视图中,要求半径尺寸数字后加注代号TRUER (TRUE RADIUS)(真实的R)。
球形代号在尺寸数字后加注代号SPHER DIA(球直径)或SPHERR(SPHER RADIUS)(球半径)。
(2)弦长(CHORD)、弧长(ARC)注法如图11所示。
图11
(3)倒角CHAM(CHAMBER)如图12所示。
图12
(4)沉孔如图13。
图13
(5)键槽如图14。
图14
(6)螺纹标记如图15。
图15
4.2 日本标准(JIS)
图样表示方法与美国接近,一般使用第三角投影画法,原则上同一张图纸不得混用第一角、第三角画法,必要时两种画法可局部地混合使用,但必须用箭头示出另一种画法的投影方向。
日本标准中尺寸标注法:
(1)直径、半径、正方形、球形代号
图中有直径、半径、正方形或球面直径、半径时,在尺寸数字前加注“φ”、“R”、“□”,当图形明确时,可省去φ、R、□。
(2)倒角
一般与我国相同,对45°倒角,可用字母“C”表示,如图16所示,C2相当于2×45°,C3相当于3×45°。
图16
(3)板厚未画出时,可加注字母“t”,如图16中的t10,相当于我国的δ=10。
(4)用“P”表示铆钉孔间距,如:P=100,P=98(表示孔间距为100或98)。
(5)孔的尺寸数字后可表示其它内容
①盲孔,如图17。
关于加工方法的说明通常标注在尺寸数字之后,如深サ(表示深度)、キソ(表示钻孔)等。
②螺纹画法与我国相近,其标注形式如图18所示。
图17
图18
4.3 英国标准(BS)
视图表达方法与ISO国际标准基本相同,尺寸标注方法与我国国标(GB)基本相同,单位也是mm,在尺寸引出线与轮廓间留有间隙(1mm左右)。
剖视图中,有的画出剖面线,有的不画剖面线。
4.4 法国标准(NF)
视图表达方法与ISO国际标准基本相同,尺寸标注与我国尺寸标注基本相同。
4.5 德国(主要指原联邦德国)标准(DIN)
视图表示方法与ISO国际标准基本相同,投影为圆的视图中尺寸线只有一个箭头,尺寸后加注Φ;有两个箭头的不注“Φ”。
其它尺寸注法都能看懂。
4.6 俄罗斯等独联体国家标准(ГОСТ)
视图表达、尺寸标注与我国基本相同。
其它如:加拿大标准(CSA)、波兰标准(PN)与ISO国标标准也大同小异。