乙二醇技术对比分析
转轮热回收与乙二醇热回收的比较分析
转轮热回收与乙二醇热回收对比分析一、转轮热回收和乙二醇热回收工作原理转轮热回收:以轮芯作为换热媒介,转轮使用定制的蜂窝状金属材料,表面涂有一层特殊等级的吸附材料分子筛干燥剂。
将转轮置于风道之间,从而使其分成两部分。
来自空调房间不新鲜空气从一半转轮排出,室外空气以相反的方向从另一半转轮进入。
同时,轮子缓慢旋转(约20RPM)。
金属层从较热(冷)空气流吸收存储热量(冷量),并释放到较冷(较热)部分,显热发生转移。
附着干燥剂的金属片将来自高湿度的空气流里的湿气冷凝后,通过干燥剂吸收(同时释放热量),再蒸发(吸热),将湿气释放到低湿度的气流里,这个过程将潜热转移。
乙二醇热回收:以换热器和乙二醇溶液作为换热媒介在排风侧将排风中的冷量(热量)通过换热器传递给乙二醇溶液,降低(提高)乙二醇溶液的温度,然后通过循环泵将被冷却(加热)的乙二醇溶液输送到新风侧的换热器中,降低(提高)新风温度,减少系统的负荷和整个空调系统的运行成本。
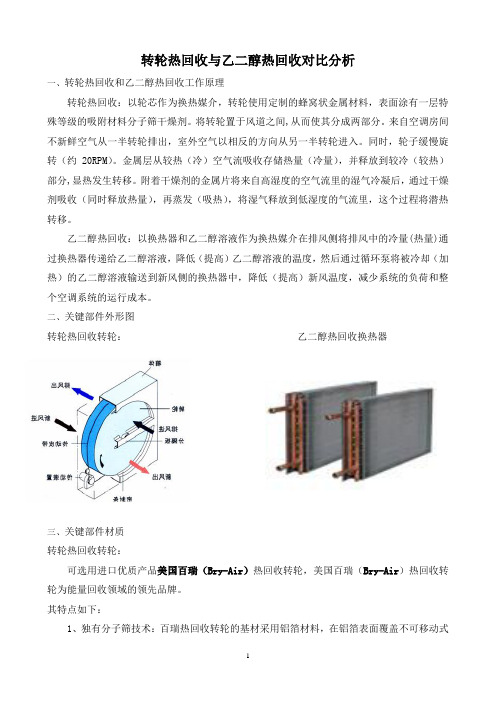
二、关键部件外形图转轮热回收转轮:乙二醇热回收换热器三、关键部件材质转轮热回收转轮:可选用进口优质产品美国百瑞(Bry-Air)热回收转轮,美国百瑞(Bry-Air)热回收转轮为能量回收领域的领先品牌。
其特点如下:1、独有分子筛技术:百瑞热回收转轮的基材采用铝箔材料,在铝箔表面覆盖不可移动式分子筛干燥剂;相比采用其他材料覆盖在铝箔上的其他热回收转轮,美国百瑞(Bry-Air)热回收转轮在铝箔表面覆盖低微孔尺寸佛石干燥剂,仅容许水分子通过,拒绝所有其他污染物,其结果是污染物只留在排风中。
2、百瑞转轮内置净化装置:消除了交叉污染,做到新风和排风气流的隔离,防止新风排风的交叉污染;净化装置具备严格的空气流隔离功能,以防止细菌、灰尘和污染物从排风侧携带到新风侧,净化装置和迷宫式密封系统把交叉污染的排风浓度限制在0.04%。
3、清洁扇:转轮采用可调整式内置清洁扇清洗部件;免除清洁烦恼,降低运行成本。
25%乙二醇热传导率
25% 乙二醇热传导率研究本文主要介绍了 25% 乙二醇热传导率的研究背景、实验方法、结果分析以及应用价值。
通过对 25% 乙二醇热传导率的研究,可以更好地了解其热学性质,为实际应用提供理论依据。
下面是本店铺为大家精心编写的5篇《25% 乙二醇热传导率研究》,供大家借鉴与参考,希望对大家有所帮助。
《25% 乙二醇热传导率研究》篇1引言乙二醇是一种常用的冷却液,广泛应用于汽车、空调等领域。
25% 乙二醇是指乙二醇和水按质量比 1:3 混合而成的溶液,其热传导率是衡量其导热性能的重要指标。
本文旨在通过实验研究 25% 乙二醇的热传导率,为其在实际应用中的优化提供理论依据。
实验方法本实验采用热电偶测量法来测量 25% 乙二醇的热传导率。
具体实验步骤如下:1. 准备实验样品,将 25% 乙二醇溶液倒入实验容器中,并将其置于恒温器中,保持温度恒定。
2. 在实验容器的两端分别放置热电偶,记录热电偶的初始温度。
3. 通过加热器对实验容器进行加热,使 25% 乙二醇溶液的温度上升,并记录热电偶的温度变化。
4. 根据热电偶的温度变化和加热器的功率,计算 25% 乙二醇的热传导率。
结果分析经过实验测量,得出 25% 乙二醇的热传导率为 45 W/(m·K)。
实验结果表明,25%乙二醇的热传导率随着温度的升高而增加,呈现出较好的热传导性能。
应用价值25% 乙二醇的热传导率对其在实际应用中的优化具有重要意义。
在汽车发动机冷却系统中,25% 乙二醇的热传导率直接影响着冷却效果。
冷却效果好,可以提高发动机的效率和寿命。
因此,研究 25% 乙二醇的热传导率,可以为优化汽车发动机冷却系统提供理论依据。
《25% 乙二醇热传导率研究》篇2乙二醇(ethylene glycol,也称为甘油)是一种常用的冷却剂和抗冻剂,它在许多工业和应用领域具有重要作用。
热传导率是衡量材料导热性能的重要参数,对于乙二醇的研究具有重要意义。
乙二醇的热传导率随着温度的升高而增加,这是由于分子热运动的增强导致热量更容易在材料中传递。
乙二醇

大都处于实验阶段,暂未有工业化进展
草酸酯法(氧化偶联法)
草酸酯法主要是指 CO 气体首先合成草酸二酯,再经催化加氢
我国聚酯产能经过前几年的过度发展,面临产能相对过剩的局 面,并受2008年金融危机的影响装置开工率逐年下降,一些小聚酯 企业逐步退出竞争。2010 年,随着世界经济的进一步复苏,但仍将 保持一定的发展速度,由此对乙二醇的需求将继续增加。另外,随 着我国汽车工业的发展和汽车保有量的增加,乙二醇在防冻液上的 需求量也将会有所增长。由此可以预见,2010 年我国乙二醇的需求 量将仍继续增长。 预计2014年我国对乙二醇的需求量将达 1100.0-1150.0万吨,而届时的生产能力将达到550.0万吨。
有效 甲醇原料 价格低廉, 资源丰富, 收率较高 反应条件 温和适用 范围广
缺点 费大量水
反应条件 苛刻,催化 剂不稳定
DMO 加氢 催化剂寿
命短
研究方向 开发催化剂,减少耗 水量,同时提高环氧 乙烷的转化率和乙二
醇的选择性 开发在较低压力和温 度下显示高活性且稳
定的催化剂 处于实验阶段
氢制 EG 取得了重要进展,加氢压力降为 3MPa。
此后,日本宇部暂停了在草酸酯加氢制乙二醇方面的研究,仅在气
下表为石油法与非石油法优缺点对比
相 法合 成草 酸酯 及碳 酸酯 方面 进行 了 产业 化的 继续 研发 工作 。 于
石油法 直接法 甲醇甲醛法 草酸酯法
优点 历史悠久,
工艺成熟
反应最为 直接,简单
煤制乙二醇技术及在聚酯纤维生产中的应用
应用方法。
关键词:煤化工制取乙二醇;工艺路线;应用;聚酯纤维
中图分类号:TQ340.42
文献标志码:A
Production of Coal-based Ethylene Glycol and Its Application to PET Fiber
Abstract: The paper introduced two processes of ethylene glycol produced from coal, that is Methanol to Olefin (MTO) and Dimethyl Oxalate process, and analyzed their advantages and disadvantages in terms of reaction principle, equipment investment and product quality, etc. The author also introduced the application of coal-based ethylene glycol to PET fiber production, including the impact of coal-based ethylene glycol on PET’s appearance and spinning performance. Based on the above analysis, some methods on how to apply coal-based ethylene glycol to PET fiber production were referred. Key words: ethylene glycol produced from coal; process; application; PET fiber
乙二醇技术对比分析
乙二醇技术对比分析
乙二醇(ethylene glycol)是一种重要的化工原料,广泛应用于聚酯、溶剂、冷却剂等领域。
乙二醇的生产技术也有多种不同的方法,下面
对比分析常见的乙二醇技术。
1.氧化方法:
2.氢化方法:
氢化法是乙二醇生产的另一种重要方法。
该方法使用氢气作为氢化剂,将乙醛催化加氢得到乙二醇。
与氧化法相比,氢化法反应条件较为温和,
不需要高温和高压,更适合大规模生产。
此外,氢化法对催化剂的选择和
设计也有较大影响,选择合适的催化剂可以显著提高乙二醇的产率和选择性。
3.半氢化方法:
半氢化法是氢化法的一种改进方法,使用半氢化催化剂,将乙醛部分
加氢得到乙醇,再将乙醇氧化成乙醛,循环反应进行乙二醇生产。
这种方
法可以减少氢气的消耗,提高原料的利用率,降低生产成本。
但是半氢化
法的操作相对复杂,对催化剂的选择和反应条件的控制要求较高。
4.二甲酯水合法:
综上所述,乙二醇的生产技术有氧化法、氢化法、半氢化法和二甲酯
水合法等多种方法。
不同的方法具有不同的优缺点,应根据实际需要选择
合适的技术。
随着科学技术的发展,乙二醇生产技术还将不断创新和改进,以满足社会经济的需求。
聚乙二醇干扰素治疗儿童与成人慢性肝炎的不良反应对照分析
中图分 类号 :R 1 . 5 26
文 献标识 码 :B
文章编 号 :17— 14 (02 1- 02 0 6 1 8 9 2 1) 9 0 6 - 2
Pe ylt d nt re on g ae I efr The a orChr r py f oni e ttsi cH pa i n Chidr n nd dul i l e a A tAdv r e Re cton Con r lA nayss e s a i to l i
o te h scln iaossmmaie e d e erat n Reut h et n oppt ns t o r ep ney e r we a ecnrl o p f yia dctr,u h p i r vr eci . s l T erame t u ai t h p o so s p s e o r nt o t u ; zt a s h o s t r g e wi r t we l h t h og r
M eho s n 2 0 rlt 01 e e b ri urh s ia o e t e to 0 ae fp t n swi honch p t sr ltd i o main, ei c o d n e t d I 0 8Ap i o2 0 S ptm e o o ptl rt am n f1 0c s so ai t t c r i e ai eae r to b a c r a c n f r e h i t nf n wih tea ei i d d it ete t e tg o p a ec nr lg o p,3 ae n te te t e tg o p weeb lw ea eo 6 ain s 9 c s so e t h g sdvie n ot r am n r u ndt o to r u h h 1c ssi h am n u r eo t g f1 p te t,6 a e ft r r h h
酒精分析中两种氧化试验方法的比较
酒精分析中两种氧化试验方法的比较发表时间:2020-08-19T15:26:16.637Z 来源:《基层建设》2020年第10期作者:杨丽萍吴丹唐威[导读] 摘要:酒精是人们生活中较为常用的材料,尤其是医疗行业中,不仅需要酒精开展相关消毒、灭菌工作,也需要使用该物质对患者的相关疾病进行治疗。
中粮生化能源(肇东)有限公司摘要:酒精是人们生活中较为常用的材料,尤其是医疗行业中,不仅需要酒精开展相关消毒、灭菌工作,也需要使用该物质对患者的相关疾病进行治疗。
为了确保酒精的有效性,能够用于医疗行业中的使用、应用于人们的生活过程中,则需要有关机构采用科学的方法,实现对酒精成分、浓度、成分等进行检验。
本文对酒精分析中的两种氧化方法进行论述,希望能够为有关检测机构提供参考。
关键词:酒精;氧化方法;比较酒精的检测过程中,需要检测的内容较多,氧化试验是重要的检测方法之一,能够准确判断酒精的氧化性质,能够为酒精的应用提供准确的数据依靠。
通常情况下,对于酒精的氧试验可以采用直接氧化法、采用高锰酸钾的氧化反应。
本文对两种检测方法进行分析,相关过程如下。
1.酒精的概述乙醇是一种有机物,俗称酒精,化学式为CH3CH2OH(C2H6O或C2H5OH)或EtOH,是带有一个羟基的饱和一元醇,在常温、常压下是一种易燃、易挥发的无色透明液体,它的水溶液具有酒香的气味,并略带刺激。
有酒的气味和刺激的辛辣滋味,微甘。
乙醇液体密度是0.789g/cm3(20C°),乙醇气体密度为1.59kg/m3,沸点是78.3℃,熔点是-114.1℃,易燃,其蒸气能与空气形成爆炸性混合物,能与水以任意比互溶。
能与氯仿、乙醚、甲醇、丙酮和其他多数有机溶剂混溶,相对密度(d15.56)0.816。
乙醇的用途很广,可用乙醇制造醋酸、饮料、香精、染料、燃料等。
医疗上也常用体积分数为70%-75%的乙醇作消毒剂等,在国防工业、医疗卫生、有机合成、食品工业、工农业生产中都有广泛的用途。
乙二醇合成工艺研究综述

乙二醇合成工艺研究综述作者:王一衡来源:《中国化工贸易·下旬刊》2018年第10期摘要:本文综述了目前成熟的乙二醇合成工艺流程:石化路线、煤化工路线和生物质路线。
并对其中的关键技术进行深入研究,对比分析了各种生产工艺流程的优缺点,为我国今后乙二醇的合成提供参考,进一步带动我国化工行业的蓬勃发展。
关键词:乙二醇;石化1 石化路线传统石油路线生产乙二醇是以乙烯为原料,通过氧化、水合两步反应生成乙二醇。
其主要反应为:C2H4+O2→C2H4OC2H4O + H2O → HOCH2CH2OH1.1 环氧乙烷直接水合法直接水合法在进行水合反应时,为了提高反应的选择性,需水量特别大,溫度提高到190-220℃,压力为1.0-2.5MPa,反应条件苛刻。
同时,副反应会产生二甘醇和三甘醇,在后续精馏分离中比较困难,需要消耗大量热能。
1.2 环氧乙烷催化水合法在直接水合法的基础上,国内外开发了水合催化剂,催化水合法主要有两种方式,均相催化水合法和非均相催化水合法,区别在于催化剂的选用。
催化剂的使用降低了需水量,同时也提高了乙二醇的产品纯度,大大降低了精馏分离的能耗。
1.3 碳酸乙烯酯法碳酸乙烯酯法是利用乙烯深度氧化副反应所生成的二氧化碳作为反应原料,通过环氧乙烷与二氧化碳的加成反应生成碳酸乙烯酯(简称EC),再通过EC水解生成了乙二醇。
2 煤化工路线近些年,石油价格不断攀高,导致采用传统石化路线合成乙二醇的成本增加。
面对我国多煤少油的能源结构,将煤炭作为合成乙二醇的化学原料成为研究热点,这种方法也称为煤化工工艺。
2.1 直接合成法直接合成法是制备乙二醇最为简单有效的方法,合成气可以通过煤得到,过程简单且成本低廉。
方程式如下:2CO+3H2 → HOCH2CH2OH通过上式可以看出,直接合成法主要是依照原子经济反应的基本原则,在合成中各原子都被充分利用。
但是该方法对反应的环境要求比较高,需要高温高压催化剂,同时产生大量的副产物甲酸酯,转化率和选择性都比较低,仍处于研究阶段。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
乙二醇技术特点对比
1.中科院福建物构所/江苏丹化/通辽金煤
中科院福建物构所自1982年起就开始了煤制乙二醇的基础研究,经过近9年的历程,开发了自由的催化剂,并形成了初步的工艺。
1991-1995年,开展了200ml的模试试验,获得成功。
1995-2004年,由于技术成熟度、经费投入、成果归属、合作形式、保密等问题,中试失败。
2004-2009年,与江苏丹化和通辽金煤合作开展了百吨级中试和万吨级工业化试验,并取得成功,日产量突破400吨。
其主要工艺包括五个反应和二个处理
(1)氨与空气在氨氧化炉内高温氧化得到NxOy。
(2)NxOy与甲醇、氧气氧化酯化生成亚硝酸甲酯。
(3)工业CO原料气体的催化脱氢净化。
(4)亚硝酸甲酯与CO氧化偶联生成草酸二甲酯。
(5)草酸二甲酯催化加氢生成乙二醇。
(6)乙二醇混合物的精馏。
(7)尾气循环使用和消除污染排放。
技术特点和创新性:
(1)采用氨氧化技术制备NO,补充系统中NO的损失。
(2)实现了工业CO气体中H2的选择氧化消除。
(3)合成草酸酯催化反应技术达到国内外的先进水平,催化剂活性≥750g/l.hr,草酸酯选择性≥98%。
(4)独特的氮氧化物氧化酯化技术。
(5)草酸酯加氢制备乙二醇反应的转化率≥98%,乙二醇选择性≥90%。
(6)研究开发出独特的消除排放气体氮氧化物污染的工艺技术,排放反应尾气达到国家环保规定允许排放标准(≤200ppm)。
目前采用该技术的主要是通辽金煤及其下属的合资公司,产能共计200万吨,有报道称该技术被丹化和金煤买断,且不对外转让。
2.湖北华烁/中国五环
湖北华烁科技(原湖北省化学研究院)具有40年氨合成、耐硫变换、精脱硫、贵金属等8大类催化剂的开发、生产和使用技术研究的丰富经验。
从2006年开始,经过四年的研究,开发了WHB新技术(煤制乙二醇)的3项关键催化剂(CO脱氢、草酸二甲酯合成和加氢)。
中国五环有近60年成套煤化工工程技术并实现产业化的丰富经验。
宝马集团长期从事化工生产,有丰富的化工开车、生产经验。
2009年开始,华烁科技与中国五环和鹤壁宝马合作开展了300吨的中试研究,2011年底,通过验收。
2012年随即开展了工程放大,优化和完善了脱氢、羰化、加氢、酯化再生反应器,提高了一些关键设备的可靠性、先进性,经设计优化与试验验证,WHB新技术10~30万吨EG/年工业装置的能耗可较大降低。
技术特点:
(1)设置CO脱氢工序,避免H2在草酸酯合成系统中累计,造成催化剂失活。
(2)采用高效催化剂,提高反应转化率及选择性,降低副产品损耗。
(3)采用温和的操作条件稳定生产,提高装置运行率。
(4)采用夹点技术优化换热网络、利用低位热能,达到降低蒸汽消耗的目的。
(5)优化大型压缩机系统设计,有效降低了草酸二甲酯循环压缩机的功耗。
(6)开发了高效的精馏塔及精馏工艺,保障了精馏产品直接达标
目前采用该技术的公司合计产能约71万吨。
3.上海戊正
2003-2006开始在实验室研究煤制乙二醇,2006-2009年开展了模试试验,2009-2012年与山东华鲁恒升合作开展了工业化试验,2013年完成了100万吨的技术许可合同,并完成了单套反应器20-30万吨级的放大。
通过关键技术的研发,形成具有自主知识产权的关键专利技术,在生产规模、产品质量和生产工艺技术上优于公开文献报道值。
戊正工程拥有目前国内唯一的合成气制乙二醇全流程发明专利及其它配套专利六项,主要是草酸二甲酯合成和提纯、亚硝酸甲酯合成与循环、草酸二甲酯加氢制乙二醇及乙二醇的分离。
目前采用该技术的公司,合计产能279万吨。
更多的技术细节,需要与该公司签订保密协议才能提供。
4.上海浦景/华东理工大学
华东理工大学1995年就开展了合成气羰化偶联加氢制乙二醇的课题研究,2003年展开30吨乙二醇的模试实验。
2009年,浦景公司与华东理工大学合作开发了合成气制乙二醇项目,2011年在安徽淮化建立了千吨级中试装置,2012年通过了验收,随即开工建设了10万吨级的工业化示范项目。
技术特点:
(1)独特的亚硝酸甲酯的补充和再生方式,工艺过程简单、安全可控;
(2)羰化催化剂高效、稳定且贵金属负载量低,且对CO 原料气中氢含量要求不苛刻(≤1000ppm),无须设置专门的脱氢装置,有利于降低装置投资及原料气净化成本;
(3)加氢反应系统的氢酯比小(约40 左右),循环氢压缩机负荷远小;
(4)获得聚酯级乙二醇的同时联产高附加值的DMC(碳酸二甲酯)产品,装置灵
活性强;
(5)独有的提高乙二醇UV 值技术,不单一以精馏为手段,结合化学和精馏相耦
合的方法,在较低的能耗条件下,最大限度的获得优等品级的乙二醇产品;
目前采用该技术的公司,合计产能150万吨。
5.日本宇部兴产/东华科技
1981年日本宇部开发甲醇羰基化制草酸二甲酯工艺,1982年建成草酸二甲酯/乙二醇中试装置,完成工艺参数确定和催化剂筛选,2006年建设6000t/a 草酸二甲酯工业化装置,2010年,在浙江台州建成1500t/a乙二醇工业化试验装置,完成工程放大和催化剂验证,获得聚酯级乙二醇产品。
2012年12月,新疆50000t/a 乙二醇工业化装置建成。
2013年1月,新疆50000t/a 乙二醇装置投产,并获得聚酯级产品。
东华科技主持编制乙二醇工艺包,按照中石化标准转化DMO工艺包,承担项目的工程设计,按照EPC模式完成项目的交钥匙工程。
东华科技有丰富的煤、天然气、焦炉气制合成氨/甲醇的经验;丰富的总承包项目管理经验;采用CTEG技术,已经完成了30万吨、20万吨、10万吨和5万吨/年工艺包的编制;主要设计人员参加了台州中试的设计、操作,并参与新疆工业化装置的现场服务、开车指导工作,积累了丰富的设计和开车经验。
目前采用该技术的公司,合计产能75万吨。
6.天津大学
天津大学在九五期间开展了合成气制乙二醇的研发工作。
2009完成300吨/年CO气相催化偶联制草酸二甲酯中试和吨级草酸二甲酯加氢模试,2012年完成1500吨/年CO气相催
化偶联制草酸二甲酯、草酸、乙醇中试和万吨级煤制乙二醇项目,目前在建10000吨/年合成气制乙二醇示范项目。
技术特点:
(1)对于进料CO和H2要求更宽,浓度达到98%即可,对CO中CO2、CH4、N2,对H2中CO、CO2、CH4、N2均不做特殊要求;
(2)通过更高的草酸酯合成工艺压力,降低系统体积及设备尺寸;草酸酯合成循环过程操作弹性大,亚硝酸酯回收率95%,NO补充量低;采用NO直接补充,
过程更加稳定,副产硝酸钠,无废水排放;
(3)独有的低能耗聚酯级乙二醇产品分离方案:采用组分优化切割方式,使用4塔精馏即可获得聚酯级乙二醇产品,较传统乙二醇分离方案节能20%以上;
(4)整体型钯系催化剂,Pd负载量仅为0.15%wt(节约85%),催化剂床层阻力大幅降低;
(5)整体型加氢催化剂强度高、稳定高,消除外扩散影响。
目前采用该技术进行工业化生产的合计产能1.5万吨。
7.上海石化院
不详
8.上海华谊
2004年,上海华谊开始了合成气制乙二醇方面的研究工作,先后完成了实验室单元试验、全流程模试试验、万吨级乙二醇工艺包技术开发;2009年华谊集团批准焦化公司建设万吨级乙二醇中试装置;2012年,万吨级工业化装置试运行。
拥有亚硝酸酯、草酸二甲酯、乙二醇合成的反应器技术,草酸二甲酯合成和加氢催化剂技术,草酸二甲酯和乙二醇分离提纯技术以及尾气环保处理和NO补充技术。
技术特点:
(1)羰化反应器温度分布均匀,床层压降小。
(2)草酸二甲酯合成催化剂采用特殊结构载体和复合金属,贵金属用量减少一半。
(3)NO循环和补充技术设备使用少、流程短、能耗低。
9.其他。