聚酯纤维生产工艺页
聚酯纤维的生产工艺有哪些呢
聚酯纤维的生产工艺有哪些呢
在现代纺织工业中,聚酯纤维是一种广泛应用的合成纤维,具有优异的性能和广泛的用途。
聚酯纤维以聚酯为原料,通过特定的工艺生产而成。
下面我们来探讨一下聚酯纤维的生产工艺。
首先,聚酯纤维的生产过程通常分为聚酯预聚体制备、聚酯纤维成型和加工等环节。
在聚酯预聚体制备阶段,主要包括聚酯原料的配制、聚酯化反应、预聚体的净化和分离等步骤。
聚酯预聚体的质量和性能直接影响着最终聚酯纤维的质量。
其次,在聚酯纤维成型阶段,主要包括聚酯熔融、纤维形成、拉伸、冷却和润滑等工艺步骤。
在聚酯熔融过程中,将预聚体加热至熔融状态,通过旋转、挤出或拉伸等方式形成初步的纤维结构。
接着进行拉伸处理,使得纤维拉长、细化并增加强度。
最后,在冷却和润滑环节,通过适当的冷却和表面处理,使得纤维具有一定的形态和手感。
此外,聚酯纤维的加工阶段也是生产过程中至关重要的一环。
加工工艺包括纤维的整理、捻合、编织、织造、染色和后整理等环节。
这些加工步骤不仅能够改善聚酯纤维的外观和性能,还可以扩大其应用范围,满足不同需求。
总的来说,聚酯纤维的生产工艺是一个复杂而精密的过程,需要经过多道工序和精心控制。
只有在每个环节都做到位,并不断优化和改进,才能生产出质量优良、性能稳定的聚酯纤维产品,满足市场和消费者的需求。
希望通过上述介绍,让大家对聚酯纤维的生产工艺有一个初步的了解,并能够进一步关注和学习这一领域的知识。
聚酯纤维作为合成纤维中的重要代表,将继续在纺织领域发挥重要作用,为人们的生活带来更多便利和舒适。
1。
聚酯纤维生产工艺

聚酯短纤维的后加工工艺讨论
Textile Engineeri ng
断: 纤维 长 纤维 种决 。 , 酯 纤维 义长 为38mm, 为90~120mm, 长纤维长 介 与 间, 为51~76mm。 断纤维 控 长 , 长纤维 结丝 ( 称并丝) 个 标。 断机 压 ,可 纤维 种对长 求, 数 。 机为 压 机。
直接纺丝工艺流程: 聚合物熔体→纺丝→后处理 →成品 直接纺丝工艺流程: 切片纺丝工艺流程: 聚合物切片→干燥→熔融→纺丝→后处理 切片纺丝工艺流程: → 成品
Sichuan University
直接纺丝与切片纺丝技术比较
Textile Engineeri ng
纺丝
优 : 工艺 、干 设备 单 缺 , : 求 酯 高 供应 均会 严 故 可 会 求工艺 设备 稳 单 、 产规 、连 单 应 别 产 工 与纺丝工 紧 缺 :可 、 去 工 产、运输、 丝厂 建设资 优 : 与纺丝 局
优 高, 搅 均匀,•ïŽ¨…8 均匀 时间 ,减 可
,Šm•‰ 时间
螺杆挤出机的结构
Textile Engineeri ng
Sichuan University
熔体制备中经常遇到的问题
Textile Engineeri ng
(1) 均匀 ; (2)降 高; (3)环结 。 酯 温 选择 温 杆 3~6区加热。 20℃ ,
Sichuan University
干燥的工艺原理 干 个传热、传质 过 。 干 W=Wf + We W•ç…ýŠV•¥ŠiŽD…‚€ô ,We•®Ž³ŽD…‚€ô ,Wf‰žˆÍŽD…‚€ô 。 属 , 孔隙 。 属 间结 , 与 酯 氢键, 难 脱 。 : 内 、 与干 介质 。这 过 对干 条件 。 们 可 压 来简单 与 压 间 关系: We=KP, ,K为 数,P为 压。 高温 加干 介质 动 干 过 。
聚酯生产工艺
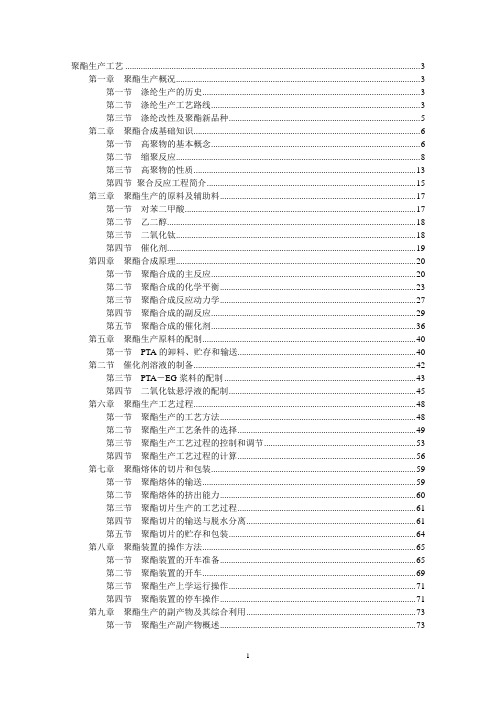
聚酯生产工艺 (3)第一章聚酯生产概况 (3)第一节涤纶生产的历史 (3)第二节涤纶生产工艺路线 (3)第三节涤纶改性及聚酯新品种 (5)第二章聚酯合成基础知识 (6)第一节高聚物的基本概念 (6)第二节缩聚反应 (8)第三节高聚物的性质 (13)第四节聚合反应工程简介 (15)第三章聚酯生产的原料及辅助料 (17)第一节对苯二甲酸 (17)第二节乙二醇 (18)第三节二氧化钛 (18)第四节催化剂 (19)第四章聚酯合成原理 (20)第一节聚酯合成的主反应 (20)第二节聚酯合成的化学平衡 (23)第三节聚酯合成反应动力学 (27)第四节聚酯合成的副反应 (29)第五节聚酯合成的催化剂 (36)第五章聚酯生产原料的配制 (40)第一节PTA的卸料、贮存和输送 (40)第二节催化剂溶液的制备 (42)第三节PTA-EG浆料的配制 (43)第四节二氧化钛悬浮液的配制 (45)第六章聚酯生产工艺过程 (48)第一节聚酯生产的工艺方法 (48)第二节聚酯生产工艺条件的选择 (49)第三节聚酯生产工艺过程的控制和调节 (53)第四节聚酯生产工艺过程的计算 (56)第七章聚酯熔体的切片和包装 (59)第一节聚酯熔体的输送 (59)第二节聚酯熔体的挤出能力 (60)第三节聚酯切片生产的工艺过程 (61)第四节聚酯切片的输送与脱水分离 (61)第五节聚酯切片的贮存和包装 (64)第八章聚酯装置的操作方法 (65)第一节聚酯装置的开车准备 (65)第二节聚酯装置的开车 (69)第三节聚酯生产上学运行操作 (71)第四节聚酯装置的停车操作 (71)第九章聚酯生产的副产物及其综合利用 (73)第一节聚酯生产副产物概述 (73)第二节乙二醇回收 (73)第三节聚酯废料的回收和利用 (75)第十章聚酯生产辅助装置 (77)第一节热媒加热系统 (77)第二节溴化锂制冷装置 (79)第三节仪表压缩空气和过滤器清洗 (81)第十一章聚酯生产公用工程及废水处理 (84)第一节水 (84)第二节电 (85)第三节汽和气 (85)第四节废水处理 (86)第十二章聚酯生产中间产品及最终产品的测试分析 (88)第一节中间控制主要项目的测试分析 (88)第二节中间产品主要项目的测试分析 (89)第三节成品项目的测试分析 (89)第十三章安全生产知识 (92)聚酯生产工艺第一章 聚酯生产概况聚酯是由二元或多元醇和二元或多元酸缩聚而成,在大分子主链上含有酯键〔〕C O O --的一大类高聚物的总称。
聚酯纤维的结构和性能_图文

7.9
7.9
96.8
44.0
5
8
PEN纤维的性能 PEN纤维的耐化学腐蚀性、抗紫外线辐射、热稳定性和水解稳定性均优
于PET。 PEN的玻璃化温度高达110oC左右,其纤维可以耐200oC左右的温度。
目前纤维级的PEN树脂已由美国Shell公司研制成功并投放市场,其商品名 称为Vituf。美国Amoco公司的PEN纤维也已投放市场。
• 第四节 聚酯纤维的结构性能及改性
重点内容:聚酯纤维的各种改性方法和目的。
1.4.1 聚酯纤维的结构和性能
聚酯纤维的结构 – 分子链结构 – 聚集态结构 结晶结构 取向结构
聚酯纤维的性质 – 聚酯纤维的化学性质 – 聚酯纤维的物理性质
聚酯的分子结构PET
聚酯是指分子链中含有酯基的聚合物的总称 聚酯分子的重复单元结构中由三部分组成,即酯基、
62.0 252.0
1
0.682
61.5 248.5
5
0.677
58.8 237.3
8
0.750
57.0 232.0
10
0.656
55.4 226.5
15
0.712
54.7 217.5
随着间位苯环含量的增加,共聚酯的Tg和Tm下降,而冷结晶温度则上升。当 IPA的含量大于 9 mol % 时,共聚酯已无冷结晶峰存在。美国于1959年实现了 PET—IPA共聚酯工业化生产,该共聚酯的商品名为Vycron,主要用于制备易 染纤维。由于PET—IPA结晶速率慢,我国则更多用其制备高收缩纤维。应该 指出的是这种共聚酯广泛用于瓶用聚酯,IPA的添加量为2%~4%
改变聚酯的刚性结构单元
一、间苯二甲酸代替对苯二甲酸 在PET的直接酯化聚合过程中,用对称性较差的间苯二甲 酸(IPA)取代部分的对苯二甲酸(TPA)
荞麦壳和聚酯纤维的枕芯生产工艺

荞麦壳和聚酯纤维的枕芯生产工艺
一、原材料
1. 荞麦壳:采购山西地区优质的荞麦壳,经过干燥、清洗后进行碾碎,大小为2-5毫米不等。
2.聚酯纤维:采购的聚酯粉末经过熔融纺丝制成长度为2-3毫米的短粒。
3.粘合剂:采用天然粉末。
二、生产工艺
1.混料:按85%的荞麦壳和15%的聚酯纤维的质量比,采用混料机进行均匀混合。
2.粘结:将混合好的原料混合适量的粘合剂粉末,再用混料机混合均匀。
3.成形:将混合好的原料通过挤料机以4厚度进行成型挤压。
4.固定:将新鲜挤出的枕芯放置在通风干燥间进行风干固化,约8小时后粘结完成。
5.打包:经过测试质量合格的枕芯进行一次包装后直接向客户提供。
三、优点:
1.采用天然原料,环保。
2.利用荞麦壳的韧性和聚酯纤维的弹性,具有很好的压强支持能力。
3.生产工艺简单,成本低,适合小批量生产。
聚酯纤维生产技术—聚酯切片的生产与质量控制

二、铸带和切粒
切带片 (单辊式)
按刀片 形式
切多根带条 (双辊刀式)
干切
按介质
水切
• 1.铸带头: • (1)长条形缝隙式铸带头:薄片
• (2)多孔型铸带头:圆形长条
• (1)单辊刀式干切:
• 圆柱体条带→冷却固化→吹除表面水分→切 成规格为Ф3mm× 3mm的切片
• (2)双辊刀式干切:
⑤ 端羧基含量 端羧基含量高,说明分子量分布宽,可纺性差。要求端羧 基含量小于30mmol/106mg。
⑥ TiO2含量 TiO2的加入目的是使纤维消光,一般加入量为0.3~0.5%
(半消光纤维)。 ⑦ 灰分
指切片中除TiO2以外的无机物金属盐。若含量高,可纺性差, 故一般要求低于 0.1%。 ⑧ 铁质 含量高,会使纤维发黄,色泽变差,故要求含量<3PPm。
• 六大指标:特性粘度、熔点、灰分、DEG含量、羧基含量、凝聚粒子; • 长丝比短丝要求高 • 表纤维级PET切片的主要质量指标(GB/T14189-93)
与可纺性有关的其他要求
01 切片外观 要光滑整 洁,粉末 要少
02 不含发黄
的夹心粒
子和炭黑
粒子
03 切片的色 泽均匀
04 批与批之 间切片六 大指标差 异要小
聚酯切片的生产与质量控制
CONTENT
04
聚酯切片的质量控制
03
消光切片的生产
02
有色切片的生产
01
常规切片的生产
常规切片的生产
Lorem ipsum dolor sit amet
01
知识回顾
间歇缩聚:聚酯熔 体必须经过铸带和 切粒得到切片,才 能进行干燥和纺丝
聚合实 施方法
聚酯产品分类及生产工艺
PET产品分类及生产工艺聚酯纤维:聚酯纤维(polyester fibre)是由有机二元酸和二元醇缩聚而成的聚酯经纺丝所得的合成纤维。
中国的商品名为涤纶,是当前合成纤维的第一大品种。
聚酯纤维分涤纶长丝和涤纶短纤维两种型式。
涤纶长丝的品种由初生丝:未拉伸丝(UDY)、半预取向丝(MOY)、预取向(POY)、高取向丝(HOY);拉伸丝:拉伸丝(DY)、全拉伸丝(FDY)、全取丝(FOY);变形丝:常规变形丝(DY)、拉伸变形丝(DTY)、空气变形丝(ATY)构成。
涤纶短纤维由棉型(织布)和毛型(纺线)构成。
涤纶的生产过程包括缩聚和熔体纺丝两部分。
缩聚:将对苯二甲酸二甲酯和乙二醇进行酯交换,生成的对苯二甲酸乙二酯,在270~290℃和真空条件下缩聚而得聚对苯二甲酸乙二酯;或将对苯二甲酸与乙二醇直接酯化,然后对苯二甲酸乙二酯进行缩聚获得合成纤维聚合物。
熔体纺丝:有切片纺丝法和直接纺丝法两种。
切片纺丝是将缩聚后的高聚物熔体经铸带、切粒而得到切片,再经过干燥、熔融而纺丝。
(熔融过程中,切片所含的水分能使聚酯发生水解而影响纺丝性能和纤维质量,因此在纺丝前必须经过干燥,使切片含水率降低到0.01%以下)。
直接纺丝则将高聚物熔体干燥后的涤纶切片在螺杆中加热熔融,挤压送入纺丝箱体的各个纺丝部位,由计量泵精确计量和过滤后,从喷丝板的小孔中喷出(喷丝孔的直径一般为0.25~0.30毫米),喷出的熔体细流,被冷却气流冷却凝固成丝条。
纺制短纤维时,多根线条集合在一起,经给湿上油后落入成丝桶。
再经集束、拉伸、卷曲、热定形、切断等工序得到成品。
纺制长丝时,凝固成形的丝条经给湿上油后,即以 1000米/分左右的速度卷绕在筒管上。
卷绕丝在双区热拉伸机上经拉伸而得到长丝,称为无拈无定形长丝,可直接用于织造或经变形加工而成变形丝。
也可进一步经双层加拈机提高拈度,再经蒸汽热定形后供织造用。
随着高速纺丝卷绕技术的改进,为涤纶变形丝的发展创造了条件。
聚酯纤维的直纺工艺
聚酯纤维的直纺工艺
聚酯纤维的直纺工艺包括以下步骤:
1. 原料准备:根据所需品种和用途,选择适当的聚酯切片和配方,将其混合均匀。
2. 熔融:将混合物放入熔融釜中,在高温下熔化。
通常温度控制在250-320之间。
3. 纺丝:将熔融的聚酯液体从細孔中挤出,形成连续的细丝。
这个过程非常关键,需要控制纺丝温度、压力、速度和挤出量等参数,以保证成品性能和外观质量。
4. 冷却:将纺出的聚酯细丝通过喷水冷却,促使其立即形成固体纤维。
5. 张力控制:通过张力控制系统调节拉伸的程度和速度,并对其进行定向调整,以获得所需的线性密度和强度等性能指标。
6. 绕线:将拉伸后的聚酯纤维捻合成条或线,并用筒子收卷。
7. 后处理:根据需要,对聚酯细丝进行涂覆、染色、保护处理等后续加工。
这些步骤共同完成了聚酯纤维的直纺工艺,生产出的聚酯纤维可用于纺织、服装、工业和民用等领域。
聚酯纤维的生产工艺有哪些
聚酯纤维的生产工艺有哪些
聚酯纤维是一种常见的合成纤维,具有柔软光滑、吸湿透气等优良特性,在纺织行业有着广泛的应用。
其生产工艺主要包括聚酯原料准备、聚合反应、纺丝、拉伸固化等环节。
首先,聚酯纤维的生产过程从原料准备开始。
聚酯纤维的制备原料包括对苯二甲酸与乙二醇,在一定的比例下进行酯交换反应,生成聚酯预聚体。
预聚体再通过加热反应,聚合成高分子量的聚酯聚合物,为后续纤维生产打下基础。
接着是聚合反应环节,在此环节中,聚酯原料通过加热和催化剂的作用,发生聚合反应,形成聚酯长链分子结构。
在控制好温度、压力和反应时间的条件下,确保聚酯聚合物的质量和分子结构均匀稳定。
纺丝是将聚合得到的聚酯液体熔体通过细孔纺丝板,将其拉伸成细而均匀的纤维。
在其过程中,需要控制好纤维的直径和拉伸倍数,同时进行冷却固化,使聚酯纤维能保持理想的形状和力学性能。
最后是拉伸固化环节,将纺丝成型的聚酯纤维进行拉伸处理,使其分子链有序排列,提高纤维的拉伸强度和断裂伸长率,最终得到具有理想性能的聚酯纤维产品。
总的来说,聚酯纤维的生产工艺包括聚酯原料准备、聚合反应、纺丝和拉伸固化等多个环节,需要严格控制生产工艺参数,确保产品质量和性能。
随着科技的发展和工艺的不断完善,聚酯纤维的生产工艺也在不断改进,为纺织行业提供更好的材料和技术支持。
1。
聚酯纤维生产工艺
Sichuan University
化學改性
Textile Engineeri ng
經含磺酸鈉苯二甲酸改性後的聚酯(CDP、ECDP)其 物理性質也會產生一定的變化。 第三組分的加入破壞了PET的規整性,而對位元結構的 STPM對PET結構規整性的影響較間位元結構的SIPM要小。
Textile Engineeri ng
表觀晶核側面高×103(μm)
Λ010 2.4 2.9 4.1 5.1 Λ100 2.9 3.4 4.1 4.9 ΛT05 5.4 5.7 7.6 8.4
C 10.7 2 10.7 2 10.7 1 10.7 1
結 晶 濃 度 ( kg/m3 )
1488 1495 1499 1501
估算的結 晶溫度 ( oC)
Sichuan University
聚酯的分子結構PET
Textile Engineeri ng
聚酯是指分子鏈中含有酯基的聚合物的總稱 聚酯分子的重複單元結構中由三部分組成,即酯基、
苯環和亞甲基鏈,大分子的兩端各有一個羥基。 例如:
Sichuan University
聚酯的構象
Textile Engineeri ng
Sichuan University
化學改性
Textile Engineeri ng
IPA/(IPA+TPA) mol %
[η]/(dL•g)-1
Tg/oC
Tc/oC
Tm/oC
0 1 3 5 7 9 12
0.62 0.61 0.60 0.60 0.63 0 79 78
Textile Engineeri ng
隨著間位苯環含量的增加,共聚酯的Tg和Tm下降,而冷結晶溫度則上升。當 IPA的含量大於 9 mol % 時,共聚酯已無冷結晶峰存在。美國於1959年實現了 PET—IPA共聚酯工業化生產,該共聚酯的商品名為Vycron,主要用於製備易染 纖維。由於PET—IPA結晶速率慢,我國則更多用其製備高收縮纖維。應該指出 的是這種共聚酯廣泛用於瓶用聚酯,IPA的添加量為2%~4%