FANUC发那科机器人 附D系统变量(B-82594CM 22)
最新FANUC机器人系统设置资料

3.8.1 机器人启动请求(RSR ) 设定RSR操柞3-S 设定R s R 步骤1 拒卜[MENU ]〔-吳跟'键.显亦出岡間黑单2 逸岸"6吐登”-3 U 5 "叢型”.GL 示HliH 血切换录单:4 進择“选悴伏序1 出恥林序込择山恥 5皙肚柿半向4外FiiM 取式-某據卜F d” i+f - R y R "・按卜卜3 •'科.细"• t 翼心选出剛E. F3S.43PSR 设■首面(ifffl )MMHER 段,RSttl 程序■号 RSH2程.于骗号 RSR3祁巧第号 RER4秤字編号 RSK&程.爭鼎号 RSA6和亭箱号 RSR7程手馆号KSRS 秤宇娠号 宇符率解嫌 基歡确iM ;(号煉冲宴反k 狄右6:再尢林南冋忡h 请n.箍人鱼.7 在踐变了程申暹释方式的情北卜.羁険设定右边*倍赛种时断开电理,能后揖播通电馮机器人10配置3+机器人系统的设定•机架机昵聚把LO K 块的神美. • o -处理13印轉电蜡权、roil 煙设备连槎星兀• e M - IO Utut-MODEL A B • 32 = VO itfttiiS 从机崔 2 •48 = R JOrB Mdle 的上般化RMAmtlMAJ 可・插槽描艳宗描%总杭架的IQ 樓块曲涓号“ • 便用ttavo 印剧电甜扳、DQ 连接设备连接皐兀时・按谨接的■序为插AM. 2..… • 便用I/OUmt-MODELA 时*崟魁白F3模块的擢本单尤的轴怕号为谕樓块郴«1笛・- 便用I/OUhit-MODELBB^况卜.通过臬牛軍元的DB 开关设定的雏元端号,即为谨基本单兀的掩特值 • LO jl4£r^&K 'XJEI ]- RJ&B Mate -!j±|?tfrRMAT5 CFLMAlSlP.汽忙费璋力 I・ 物理嵋号ftstt 号ififliMo 耦块内前信号歸号*技如下所示方式託壷谨村斤顒号 • 掘宇愉人悄号ini. in2... • 故字新自信号:wt 1, oui2. > . • 権用曾入仃弓ninb Jtn2... • amnl. acnji ;...用卅用用用川用用旧剧Hfi 旧efi启】【12]1( 21] ][331 t491 ][W ] ][£0] ]f 70] ][W] 血幻 t t>] [£A ] [4MJ为了在机■人控制装■上对to悄号临进1?技创・盘裁建湮伫巧和週圳信号的養联-琲建,这先莊称惟to井配+RACK (机架)机轧系特10權块的种类*-SLOT (靖槽)插常薦指柿虑議架的跑慕堆部件的号码.•开始点幵号纜的映射而擀枸用号硏仆配龄理牡号硏“穗宦谨脅加的圳M的构幵号码,操作3 1数字】o的分配筋摄1 f4 b LMENtL (震4 I 也出心;'I 艾生2 J MITUT・J 摊卜Fl-类■甩界出恆血口利汇片.4 遇择“散字_・数宁I/0—览画面I/O数字输岀#1234 5 67S9 rL rL- rL- r* fL- fl rl r- _L DODODODOg W 杰光关关爰董关关关关[娄型J 分配:N/OUT 开关5要进行输人闻Ift和辆出阿*1的切换.按下F 3 * I N / OUT B,6 耍进仃LOffJ分配,按卜F 2 ”分配“ a姿返已到一坦画面,抹卜F 2 览“ e取宇I/O筍出黄节1常t IZJ 鞄憎机絮am开始点如1 DO(1- 2&)D121JLCTIV2 DO121 512100UNASQ【类理-ffi IN/OUT帑助■7 I/D ftSiam的掩fl:1 将叱抹怡向范阳.输入进厅分配的倍码蒂岡42.袒据Mlffc入的加I払门功分卅疔.丄RACK. SLOT. H tl'i.H.中愉入适亠的血.4 输h F;商的伎訝.我QI%不出PtN口・港定衍逞的情况下*狀窓中忌示出INVAJ疗在不荒叮的抒的情况下,按TF4 (设疋淸锻)就删陶厅.'STAT ^ 的含bW*Acnv当曲正峻用漫灯配・PEND L.正朋井配.书石逋由H.成为ACTTVINVAL段定有堤斗UNASG尚屯裁廿札.PMC 已邇过PMCi£?r^配.无认f「此画丽上ilf丁变鯉+S 按下F2 “一览”犍・返冋到一览LEtii面.I/O数字输出[数宇倍号1 ][数字伯号2 1[數字僧号3 ]【數字僧号4 1 9 耍进汙IO属件的设氢按下NEXT (下页丨.再按下一页上的F4龍详细”.关节10%^uuuu〔类型]分配IN/OUT 开关#12 3 4I敷字I/O输出轴1«端口惮轴L/3数字输出¥[ 1]1注称;[]2极性:遇常$互补;无姣T 1- 211类型] 上一步下一步数字1O乾返冋一醫国面.崔卜PRE V滞10要输入注聲a 将才:标的呦利注释d ti卜ENTER (i&X) tif .b 赴择地弔单词*匪文字母n< 按下诂告的珂栽谜*檢入汁释"d 泣释曙入完启.按下ENTER11要设定篆冃.将光标捋问设定栏,妊择功能犍集单.n 扶进片下-个戏宇LO徂的贡定・按卜FX - F —步”・13设盂聒朿看.按下PRIV氓.返冋员闯薪I/O数学输出其节10*14婆忡说沱和垃.币新迪申。
FANUC发那科工业机器人系统基本参数设定

维修培训实习教材第二节基本参数设定一实习目的(一)掌握FANUC 数控系统的参数输入方法(二)掌握FANUC 数控系统的参数设定步骤(三)掌握机床运行所需要设定的最基本参数二实习内容学习“参数设定支持画面”中每一项的设定三实习步骤有关参数设定的说明:对于FANUC数控系统,其参数的数目是很大的,想对每一位参数都进行掌握和设定是很困难的。
事实上,对FANUC数控系统参数,并不是需要对其输入某个数值才称之为设定参数。
大部分的位型参数,设为0时反而是有效的,设为0反而是很多机床默认的习惯状态。
这点在进行参数学习时要清楚。
具体步骤:(一)系统通电,将“参数可写入”开关打开。
- 1 -(二)系统断电,重新开机,开机的同时按住[RESET]功能键直到系统进入正常画面,其结果是系统参数被清除,但系统功能参数(也叫保密参数)(NO.9900-9999)不被清除,如果是新版系统,系统功能参数(也叫保密参数)存在于系统软件中,也不会被清除。
所以,此项操作仅会清除系统功能参数(也叫保密参数)之外的普通参数(三)按[SYSTEM] 功能键,然后按扩展软键[+]几次,直到出现参数设定支持画面的软键[PRMTUN] 。
进入参数设定支持画面(按软键[PRMTUN])。
按此键几次,出现下图中的软键[PRMTUN]- 2 -参数设定步骤和内容画面中的项目就是参数的设定调试步骤。
这次着重学习第一项“AXISSETTING(轴设定)”项和最后一项“MISCELLANY (其它)”项,参数设定支持画面里的其他项(伺服参数设定,主轴设定等)将在别的课时里学习。
(四)按照顺序设定这两项参数。
第一项:AXIS SETTING(轴设定)项,轴设定里面有以下几个组,对每一组参数进行设定。
(BASIC(基本))组:有关基本设定的参数。
组参数号简述设定说明- 3 -基本1001#0 直线轴的最小移动单位0:公制(公制机床)公制机床设定为01002#1 无档块参考点设定1004#1 设定最小输入单位和最小移动单位。
发那科系统变量详解
`第二节变量普通的加工程序直接数字标注G代码和移动距离,例如G55和X55.0,用定制宏指令时,可以直接用数字或使用变量。
当使用变量号时可通过程序或MDI操作改变变量值,例如:#33=#1+10.5G01 X#1 F500变量的表示:当标注一个变量时在符号(#)的后面标注变量号,例如:#1表达式可以用来当变量号,但表达式必须放在括号里,例如:#[#33-2+#4]。
变量的类型:变量的取值围:局部变量和公共变量可以取:47-29-2947范围内的任意值0、-10和+10到-10到+10如果计算无结果会P/S警报器报警。
小数点的使用:在程序中给变量进行赋值时,可以省略小数点。
例如:#1=100;意义就是;变量#1的实际值是100.000。
变量的使用:在程序中要使用一个变量值,在地址语句后面标注变量号即可,当用表达式标注变量时表达式要放在括号里,例如:G02 I[#1+#18]F#9;文档Word`在1/1000mm的增量系统中被使用的变量值的小数点后面第四位会被四舍五入。
例如:#1=500.123678;那么当执行G00X#1时实际的命令会被翻译成G00X500.124;当使用了一个没有定义的变量时,该变量会被忽略。
例如#1=0;#2的是空,那么当运行G00X#1Y#2;时其结果是G00X0;未定义的变量:当没有给变量定义值时,该变量称为“空”变量。
变量#0永远是空变量。
它不能写,但能读。
比如:当使用了一个没有定义的变量时,该变量会被忽略。
除非用<空>代替否则<空>等于0。
当用在条件表达式时:只在EQ和NE时<空>才不等同于0当#1=<空>时当#1=0时#1EQ#0 #1EQ#0不确定确定#1NE#0#1NE#0文档Word`不确定确定#1GE#0 #1GE#0确定确定#1GT#0 #1GT#0不确定不确定程序号、顺序号、选择快的跳跃不能使用变量。
变量不能不使用的情况:这种情况都是不可以的使用变量的。
发那科系统变量详解

第二节变量普通的加工程序直接数字标注G代码和移动距离,例如G55和X55.0,用定制宏指令时,可以直接用数字或使用变量。
当使用变量号时可通过程序或MDI操作改变变量值,例如:变量的表示:当标注一个变量时在符号(#)的后面标注变量号,例如:#1表达式可以用来当变量号,但表达式必须放在括号里,例如:#[#33-2+#4]。
变量的类型:变量的取值范围:局部变量和公共变量可以取:0、-1047到-10-29和+10-29到+1047范围内的任意值如果计算无结果会P/S警报器报警。
小数点的使用:在程序中给变量进行赋值时,可以省略小数点。
例如:#1=100;意义就是;变量#1的实际值是100.000。
变量的使用:在程序中要使用一个变量值,在地址语句后面标注变量号即可,当用表达式标注变量时表达式要放在括号里,例如:G02 I[#1+#18]F#9;在1/1000mm的增量系统中被使用的变量值的小数点后面第四位会被四舍五入。
例如:#1=500.123678;那么当执行G00X#1时实际的命令会被翻译成G00X500.124;当使用了一个没有定义的变量时,该变量会被忽略。
例如#1=0;#2的是空,那么当运行G00X#1Y#2;时其结果是G00X0;未定义的变量:当没有给变量定义值时,该变量称为“空”变量。
变量#0永远是空变量。
它不能写,但能读。
比如:当使用了一个没有定义的变量时,该变量会被忽略。
除非用<空>代替否则<空>等于0。
当用在条件表达式时:只在EQ和NE时<空>才不等同于0变量不能不使用的情况:程序号、顺序号、选择快的跳跃不能使用变量。
例如:O#2;/#3G00Z300.0;N#9Y1000.0;这种情况都是不可以的使用变量的。
第三节系统变量可以用系统变量读和写CNC内部的数据,如当前的工件坐标系中的位置和刀具偏置数据。
有些系统变量只能读。
系统变量对编写自动化程序和通用程序十分重要。
fanuc机器人指令讲解【附图】

程序编辑界面,在编辑(EDCMD)中有一系列的功能选项,本文重点对“变更编号”、“取消”及“改为备注”三个功能做详细介绍。
1.变更编号(Renumber)该选项的功能作用是:以升序方式,从光标所在行起,自上而下赋予程序中位置变量新的位置编号,使程序中的位置编号更加整齐。
图1示教编程中,由于经常需要对示教位置点执行插入或删除操作,位置编号在程序中会变得零乱无序(如图2)。
图2通过变更编号功能,可使位置编号在程序中依序排列(如图3)。
图3注意:1、变更编号功能仅对编号顺序进行调整,不改变原程序轨迹。
2、变更编号功能只对位置变量P[i]有效,对位置寄存器PR[i]无效。
具体操作步骤:将光标移至程序首行后①选择F5编辑命令;②选择“变更编号”选项;③选择F4“是”(如图4、图5所示)。
图4备注:由于行1与行6中位置变量相同,都为P[1]。
所以,变更编号后两者编号保持一致。
图52.取消(Undo)该选项的功能作用是:可以撤销指令的更改、行插入、行删除等程序编辑操作。
注意:该功能只能撤销上一步操作,不能撤销多次操作。
下文以行删除为例对该功能进行说明。
原程序如图6所示:图6在原程序中删除1-3行后,程序如图7所示:图7通过使用取消(Undo)功能,能够撤销删除操作,恢复已删除行。
具体操作步骤:①选择F5编辑命令;②选择“取消”;③选择F4“是”(如图8、图9所示)。
图8图9取消后,程序如图10所示。
图103.改为备注(Remark)该选项的功能作用是:通过将程序中的单行或多行指令改为备注,可以在程序运行中不执行该指令。
原程序如图11,图11该程序对应机器人轨迹如图12,图12将原程序2-4行改为备注后,在行的开头会显示“//”。
改为备注的指令在程序运行中相当于被屏蔽,不会被执行。
将2-4行改为备注后,程序如图13,图13改为备注后的程序执行效果如图14,行2至行4指令内容保留,但不被执行。
图14具体操作步骤:①将光标移至需要改为备注的行号位置;②选择F5编辑命令;③选择“改为备注”选项(如图15);④根据提示,下移光标选中目标对象;⑤选择F4“改为备注”(如图16)。
FanucOITDOIMD参数更改说明
FanucOITDOIMD参数更改说明
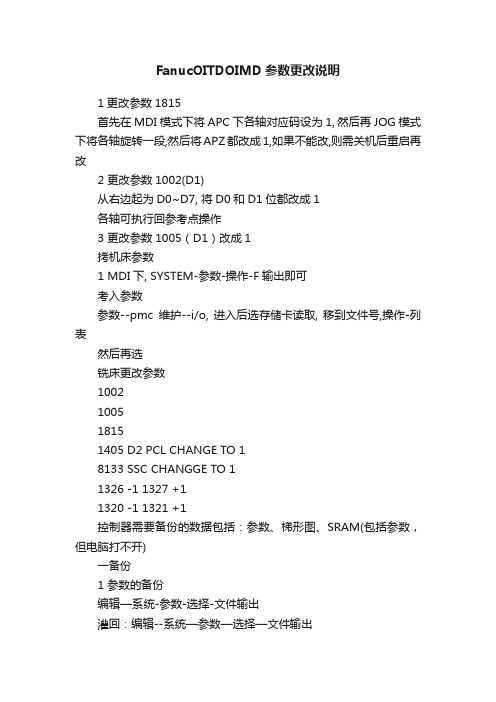
1更改参数1815
首先在MDI模式下将APC下各轴对应码设为1, 然后再JOG模式下将各轴旋转一段,然后将APZ都改成1,如果不能改,则需关机后重启再改
2 更改参数1002(D1)
从右边起为D0~D7, 将D0和D1位都改成1
各轴可执行回参考点操作
3 更改参数1005(D1)改成1
拷机床参数
1 MDI下, SYSTEM-参数-操作-F输出即可
考入参数
参数--pmc维护--i/o, 进入后选存储卡读取, 移到文件号,操作-列表
然后再选
铣床更改参数
1002
1005
1815
1405 D2 PCL CHANGE TO 1
8133 SSC CHANGGE TO 1
1326 -1 1327 +1
1320 -1 1321 +1
控制器需要备份的数据包括:参数、梯形图、SRAM(包括参数,但电脑打不开)
一备份
1 参数的备份
编辑—系统-参数-选择-文件输出
灌回:编辑--系统—参数—选择—文件输出。
fanuc机器人有关动作速度倍率的相关系统变量-解释说明
知识专题:探索未知的世界标题:解密fanuc机器人动作速度倍率相关系统变量一、fanuc机器人简介fanuc机器人是世界知名的工业机器人品牌,其在制造业领域有着广泛的应用。
作为自动化生产线的关键组成部分,fanuc机器人的动作速度倍率相关系统变量是其工作效率和精度的重要保障。
二、动作速度倍率的核心含义fanuc机器人的动作速度倍率相关系统变量是指控制机器人动作速度的参数。
人们可以通过修改这些参数来实现对机器人速度的调节,从而适应不同的生产需求。
这些参数包括加速度、减速度和最大速度等,通过合理设置这些参数,可以实现机器人动作的快速、平稳、精准执行。
三、fanuc机器人动作速度倍率相关系统变量的作用1. 提高生产效率通过合理设置动作速度倍率相关系统变量,fanuc机器人可以在不同的生产环境下灵活调整速度,从而实现生产效率的最大化。
在需要加快生产节奏的情况下,可以将速度倍率提高到最大,以快速完成任务;在需要高精度操作的情况下,可以调整速度倍率以降低速度,保证操作的精准性。
2. 保证产品质量fanuc机器人在执行装配、喷涂、焊接等任务时,需要保证产品的高质量。
通过设置动作速度倍率相关系统变量,可以在高速运动和精准操作之间找到平衡点,保证产品质量的同时提高生产效率。
3. 增强设备安全性合理设置动作速度倍率相关系统变量可以避免机器人在高速运动过程中产生过大的惯性力,从而提高设备操作的安全性。
通过减小加速度和减速度,可以降低机器人在运动过程中的冲击力,保护设备和操作人员的安全。
四、我的个人观点和理解在fanuc机器人的应用过程中,动作速度倍率相关系统变量的合理设置是十分重要的。
我认为,在使用fanuc机器人时,操作人员应该根据具体的生产需求,合理设置这些参数,以实现生产效率和产品质量的最佳平衡。
也要注重设备的安全性,避免因速度过快导致的意外损坏。
总结:fanuc机器人动作速度倍率相关系统变量的合理设置,可以有效提高生产效率、保证产品质量并增强设备安全性。
FANUC发那科机器人操作指南
FANUC机器人操作指南1 机器人程序FANUC机器人程序分为TP、MACRO、CAREL几种类型。
TP为一般程序,用示教器可以创建、编辑、删除。
MARCO为宏程序,在设备调试完成后一般无需添加和编辑,需要时宏程序也可在示教器上创建、编辑、删除。
CAREL为系统自带程序,操作者没有编辑权限。
1.1 Fanuc机器人使用Style方式调用程序,主程序名即为Style X ,标准见表1-1。
1: !STYLE10: CARRIED SERVO WELD ;2: !******************************** ;3: !SAIC Motor ;4: !Station RBS010 - Robot 1 ;带!的语句为程序中的注释 5: !PROGRAM W261 ;6: !******************************** ;127: !ECHO STYLE ; 8: TIMER[1]=RESET ; 9: TIMER[1]=START ;10: GO[1:Manual Style Select]=10 ; 11: RESET WS 1 ; 12: CALL POUNCE1 ;13: CALL S10PROC1 ; 14: RUN CAP_WEAR ; 15: MOVE TO HOME ; 16: TIMER[1]=STOP ;17: WAIT (F[1:Capwear Complete]) ;表1-1 机器人Style 程序标准焊接子程序31.2 焊接子程序S(X)PROC(X)命名,如S10PROC1,其中S10代表被STYLE10调用,PROC1即为焊接PROCESS。
1: !******************************** ;2: !STYLE10: PROCESS1 ;3: !******************************** ;4: !SAIC Motor ;5: !Station RBS010 Robot 1 ;6: !PROGRAM W261 ;7: !******************************** ;8: !BEGIN PROCESS - PATH SEGMENT ;9: SET SEGMENT(50) ;10: UTOOL_NUM=1 ;11: UFRAME_NUM=0 ;12: PAYLOAD[1] ;4514:J P[2] 100% CNT100 ; 15:J P[3] 100% CNT100 ; 16:J P[4] 100% CNT50 ; 17:J P[5] 100% CNT50 ;18:L P[6:w261bs1115] 2000mm/sec FINE : SPOT[SD=10,P=2,S=2,ED=10] ; 19:J P[7] 100% CNT50 ; . . . . . .87:L P[72:w261bs1245] 2000mm/sec FINE : SPOT[SD=10,P=1,S=1,ED=10] ; 88:J P[73] 100% CNT80 ; 89:J P[74] 100% CNT100 ; 90:J P[75] 100% CNT100 ; 91:J P[76] 100% CNT100 ;焊点号,将机器人光标移到P[X]上,点击ENTER 键即可编辑。
最新FANUC机器人系统设置资料
3.8.1 机器人启动请求(RSR ) 设定RSR操柞3-S 设定R s R 步骤1 拒卜[MENU ]〔-吳跟'键.显亦出岡間黑单2 逸岸"6吐登”-3 U 5 "叢型”.GL 示HliH 血切换录单:4 進择“选悴伏序1 出恥林序込择山恥 5皙肚柿半向4外FiiM 取式-某據卜F d” i+f - R y R "・按卜卜3 •'科.细"• t 翼心选出剛E. F3S.43PSR 设■首面(ifffl )MMHER 段,RSttl 程序■号 RSH2程.于骗号 RSR3祁巧第号 RER4秤字編号 RSK&程.爭鼎号 RSA6和亭箱号 RSR7程手馆号KSRS 秤宇娠号 宇符率解嫌 基歡确iM ;(号煉冲宴反k 狄右6:再尢林南冋忡h 请n.箍人鱼.7 在踐变了程申暹释方式的情北卜.羁険设定右边*倍赛种时断开电理,能后揖播通电馮机器人10配置3+机器人系统的设定•机架机昵聚把LO K 块的神美. • o -处理13印轉电蜡权、roil 煙设备连槎星兀• e M - IO Utut-MODEL A B • 32 = VO itfttiiS 从机崔 2 •48 = R JOrB Mdle 的上般化RMAmtlMAJ 可・插槽描艳宗描%总杭架的IQ 樓块曲涓号“ • 便用ttavo 印剧电甜扳、DQ 连接设备连接皐兀时・按谨接的■序为插AM. 2..… • 便用I/OUmt-MODELA 时*崟魁白F3模块的擢本单尤的轴怕号为谕樓块郴«1笛・- 便用I/OUhit-MODELBB^况卜.通过臬牛軍元的DB 开关设定的雏元端号,即为谨基本单兀的掩特值 • LO jl4£r^&K 'XJEI ]- RJ&B Mate -!j±|?tfrRMAT5 CFLMAlSlP.汽忙费璋力 I・ 物理嵋号ftstt 号ififliMo 耦块内前信号歸号*技如下所示方式託壷谨村斤顒号 • 掘宇愉人悄号ini. in2... • 故字新自信号:wt 1, oui2. > . • 権用曾入仃弓ninb Jtn2... • amnl. acnji ;...用卅用用用川用用旧剧Hfi 旧efi启】【12]1( 21] ][331 t491 ][W ] ][£0] ]f 70] ][W] 血幻 t t>] [£A ] [4MJ为了在机■人控制装■上对to悄号临进1?技创・盘裁建湮伫巧和週圳信号的養联-琲建,这先莊称惟to井配+RACK (机架)机轧系特10權块的种类*-SLOT (靖槽)插常薦指柿虑議架的跑慕堆部件的号码.•开始点幵号纜的映射而擀枸用号硏仆配龄理牡号硏“穗宦谨脅加的圳M的构幵号码,操作3 1数字】o的分配筋摄1 f4 b LMENtL (震4 I 也出心;'I 艾生2 J MITUT・J 摊卜Fl-类■甩界出恆血口利汇片.4 遇择“散字_・数宁I/0—览画面I/O数字输岀#1234 5 67S9 rL rL- rL- r* fL- fl rl r- _L DODODODOg W 杰光关关爰董关关关关[娄型J 分配:N/OUT 开关5要进行输人闻Ift和辆出阿*1的切换.按下F 3 * I N / OUT B,6 耍进仃LOffJ分配,按卜F 2 ”分配“ a姿返已到一坦画面,抹卜F 2 览“ e取宇I/O筍出黄节1常t IZJ 鞄憎机絮am开始点如1 DO(1- 2&)D121JLCTIV2 DO121 512100UNASQ【类理-ffi IN/OUT帑助■7 I/D ftSiam的掩fl:1 将叱抹怡向范阳.输入进厅分配的倍码蒂岡42.袒据Mlffc入的加I払门功分卅疔.丄RACK. SLOT. H tl'i.H.中愉入适亠的血.4 输h F;商的伎訝.我QI%不出PtN口・港定衍逞的情况下*狀窓中忌示出INVAJ疗在不荒叮的抒的情况下,按TF4 (设疋淸锻)就删陶厅.'STAT ^ 的含bW*Acnv当曲正峻用漫灯配・PEND L.正朋井配.书石逋由H.成为ACTTVINVAL段定有堤斗UNASG尚屯裁廿札.PMC 已邇过PMCi£?r^配.无认f「此画丽上ilf丁变鯉+S 按下F2 “一览”犍・返冋到一览LEtii面.I/O数字输出[数宇倍号1 ][数字伯号2 1[數字僧号3 ]【數字僧号4 1 9 耍进汙IO属件的设氢按下NEXT (下页丨.再按下一页上的F4龍详细”.关节10%^uuuu〔类型]分配IN/OUT 开关#12 3 4I敷字I/O输出轴1«端口惮轴L/3数字输出¥[ 1]1注称;[]2极性:遇常$互补;无姣T 1- 211类型] 上一步下一步数字1O乾返冋一醫国面.崔卜PRE V滞10要输入注聲a 将才:标的呦利注释d ti卜ENTER (i&X) tif .b 赴择地弔单词*匪文字母n< 按下诂告的珂栽谜*檢入汁释"d 泣释曙入完启.按下ENTER11要设定篆冃.将光标捋问设定栏,妊择功能犍集单.n 扶进片下-个戏宇LO徂的贡定・按卜FX - F —步”・13设盂聒朿看.按下PRIV氓.返冋员闯薪I/O数学输出其节10*14婆忡说沱和垃.币新迪申。
发那科(FANUC)机器人维护保养调试维修(2024)
的模拟操作和编程练习,提高学习效率。
参加比赛和项目
03
参加与发那科机器人相关的比赛和项目,可以锻炼实际操作能
力,学习他人的优秀经验和技巧。
22
2023
PART 06
总结回顾与展望未来发展 趋势
REPORTING
2024/1/30
23
本次维护保养调试维修成果总结
成功完成了对发那科(FANUC)机 器人的定期维护保养,确保了机
17
远程协助和现场服务流程
发那科(FANUC)提供远程协助服务, 通过电话或网络远程指导客户解决机 器人故障问题。
现场服务流程包括现场勘查、故障诊 断、维修方案制定、零部件更换、系 统调试等步骤,确保机器人恢复正常 运行。
对于需要现场服务的情况,发那科 (FANUC)将派遣专业工程师前往客户 现场进行维修和调试。
服务相关信息和联系方式。
2024/1/30
16
技术支持团队组成和职责划分
发那科(FANUC)技术支持团队 由多个专业领域的工程师组成 ,包括电气、机械、软件等。
2024/1/30
技术支持团队负责解答客户在 使用过程中遇到的问题,提供 技术指导和解决方案。
技术支持团队还负责收集客户 反馈,持续改进产品和服务质 量。
13
故障排除流程和注意事项
流程
首先了解故障现象,然后根据现象进行初步分析,接着使用 调试工具进行详细检查和测试,最后根据检查结果进行维修 或更换损坏部件。
2024/1/30
注意事项
在排除故障过程中,要注意安全,确保机器人处于停机状态 并断开电源;同时要保持清洁,避免污染机器人内部环境; 此外还要详细记录维修过程和相关参数,以便后续分析和总 结。