管道制造焊缝跟踪解决方案
基于DSP的管道TIG焊焊缝跟踪系统
焊工 的经 验来选 择 。
1 焊 缝跟 踪 试 验 系 统
要 实现 管道焊接 的全 自动 化 ,首先 需要研 制焊缝 跟踪 系统 ,对焊 缝进行 识 别 ,并 通过调 节焊 炬位 置和 焊接 参 数来适应 各 种焊接 状态 。将视 觉传 感技术应 用 于焊缝 跟踪 是 当前 焊缝 跟踪 系统研 究 的主 流 。
本文 以水 下高压 管道 T I G焊 为背 景 , 提 出 了一种管 道焊缝 跟踪 系统 。该系统 包括 5轴 管道焊接 装 置及 其配 套 的控 制器 和视 觉传感 系统 ,可 以使焊炬 和视觉 传感 器 自动地 到达 即将焊接 的位 置 。视觉 传
0 引 言
在 海洋 石油 开发 中,诸如 钢塔 建造 以及水 、油 、气输送 等 工程项 目实 施要求 大规 模制造 和精确 地 焊接 管 道结构 。管 道焊接 中应 用最广 泛 的是 圆周 电弧焊 ,包 括打 底焊 和填 充焊 。管道坡 口的制造误 差 会 导致 变形和 偏心 ,且缝 隙大 小与焊 缝位 置不 匹配 。由于 打底成 形 的不规 则性 ,不 能将 焊接 参数和 焊 炬位 置 设置为恒 定 参数 。因此 , 实现 管道焊 接全 自动化 非常 困难 , 通 常需要 熟练 的焊 工进行 人工干 预 。
的清 晰程 度 ,有两个 办 法可 以用 来减 少这 种干 扰 【 5 ] ,一种 办法 是利 用某 一种 金属元 素 的线状 光谱来 过 滤氩 元 素 的线 状光 谱 ,这种 办 法要 求 带宽很 窄 的滤 光 镜 ;另一 种办 法是 过滤 线状光 谱 ,仅使 用强度 相 对较 低 的连续 光 谱 。 本文 中的滤 光系 统采 用 的是后 者 。 从 光谱 图上 可 以明显地 发现 , 在波 长大 于 8 6 0 n m 的近 红外 光谱 范 围 内,几乎 没有 线状 光谱 ,而连 续 光谱 的强度 也很 弱 ,如 图 2 f b ) 所 示 ,因此 ,这个 范
管道焊接施工的质量控制

管道焊接施工的质量控制
管道焊接施工是建筑工程中非常重要的一环,其质量直接关系到工程的安全和运行效率。
为此,针对管道焊接施工的质量控制也显得尤为必要。
以下是一些关于管道焊接施工
质量控制的措施:
1.确定焊接材料品质及检查方法。
保证焊缝的质量,从材料上进行监控,焊接材料
的供货必须附有材料质量证明,对材料进行入库检查,检查外观质量,包括外观、标志、
规格、尺寸等。
定期对焊接材料进行验收,检查焊条保管情况和使用情况。
2.向工人提供专业的培训。
工人需要理解并掌握焊接的工艺和技术,才能高效且正确
地完成管道的焊接工作。
因此应该给工人提供专业的培训,并定期进行技术交流和研讨。
3.执行规范的现场管理。
管道焊接施工需要有现场人员进行指挥,逐步完成不同步骤。
需要对焊接现场进行规范管理,并定期进行检查。
4.对材料及产品进行检查。
在进行管道焊接施工时,需要对管材、保护材料等进行检查。
焊接工作完后,还需要进行必要的检查,以确保焊缝的质量。
5.使用先进设备和技术。
现代管道焊接施工需要使用先进的设备和技术,如焊接机器人,以提高焊缝的质量和工作效率。
6.加强质量监督与检查。
施工过程应严格按照规定的验收标准进行检查和监督,方式
应灵活多样,包括:委托检验、自查自纠、现场检查、按阶段验收等方式。
管道焊接激光视觉跟踪的定位方法研究
Vol48,No6 June,2018
文章编号:10015078(2018)06067507
·激光应用技术·
管道焊接激光视觉跟踪的定位方法研究
Abstract:InordertosolvetheproblemoftheidentificationandpositioningoftheVgrooveintheprocessofautomatic weldingofthelargepipeline,amultiplesteppositioningmethodbasedonlocalareaoflaservisionsensorispresen tedFirstly,thetemplatematchingisestablishedtoobtaintheinitialpositionoftheweldingseamThen,thelaser stripeedgelineisobtainedbythresholdsegmentationandedgeextraction;theShiTomasialgorithm isusedtodetect thecornerpointsoftheedgelines,andthesubpixelcornerpositioncoordinatesontheedgelineareobtainedFinal ly,theleastsquaresmethodisusedtogettheexactedgelineThecenterlineofthelaserstripeisextractedfromthe upperandlowerboundarylinesTheinflectionpointinformationofthegroovecontourisobtainedbygettingtheinter sectionofthestraightlineFiftyimagescapturedfromdifferentpositionsatthesameheightareinspectedTheresults showthatthemultiplesteppositioningmethodhasstrongantiinterferenceabilityandhighprecision,whichlaysthe foundationfortrackinginthewholeautomaticweldingprocess Keywords:laservisionsensing;weldingseam locating;ShiTomasicornerdetect;subpixel
管道自动焊常见缺陷产生原因及防治措施

管道自动焊常见缺陷产生原因及防治措施管道自动焊常见缺陷产生原因及防治措施管道自动焊常见缺陷产生原因及防治措摘要:西气东输管道工程焊接工作量大,焊接质量要求高,采用自动焊的总里程数超过("")*。
通过对西气东输管道工程自动焊机组的长期跟踪,了解并掌握了经常出现的几种焊接缺陷,文章以西气东输管道工程第’+标段山西临汾现场自动焊接为例,详细分析了未熔合、气孔、余高超标、咬边和迸丝产生的原因,并结合现场的具体情况,针对每种焊接缺陷提出了切实有效的防治措施,进一步提高了焊接质量和施工效率。
0 引言西气东输管道工程是国家重点工程,主线路全长4000km)*,其特点是口径大(1016mm )、管壁厚(’14.6-26.2)、钢级高(API Spec 5L X70)、压力高(10MPa ),这在我国管道建设史上尚属首次。
由于焊接工作量巨大,焊接质量要求高,因此在较平坦的区段采用了自动焊技术。
采用自动焊的总里程超过800km 。
自动焊技术在长输管道施工中的规模化应用,对大多数施工单位来说是一项全新的焊接工艺。
在焊接过程中,焊接机头沿着安装在管道上的轨道行走,焊工通过操作盒进行参数设置,焊接过程是在自动控制下完成的。
因此,自动焊可大大降低人为因素的影响,并且劳动强度低,焊缝质量好,焊接效率高。
由于各施工单位都是初次接触和使用自动焊设备,因操作使用不当,有时也出现一些缺陷和问题,既影响焊缝质量,又影响工程进度,同时影响自动焊技术高效率特性的发挥。
我们通过对西气东输管道工程中自动焊机组的长期跟踪,对焊接施工中出现的缺陷进行了分析研究,提出了相应的措施,焊接质量和工程进度得到了保证,为今后的施工积累了经验。
本文以西气东输管道工程第17标段山西临汾现场自动焊接为例,分析焊接缺陷产生的原因,并提出防治措施。
西气东输管道工程第17标段(山西临汾段),管材规格为1016*14.6mm,部分地段为1016*17.5mm,材质为X70钢。
管道焊缝跟踪控制系统

定的情况 , 焊缝 跟 踪 控 制 系统还 采 用 了模 糊 推 理 算 法 , 经过 试验 证 明 管道 焊缝 跟踪 控 制 系统 具备 良好 的灵活性 、 扩展 性 、 可 靠 性 和 实 时性 。
【 关冀词 】 焊缝 中心位置
模糊控制 多轴运动控制卡
倾 角传 感器
0
引 言
随 着 焊 接 自动 化 技 术 的 日益 发 展 ,在 该 领 域 中 焊 接 机 器
和 图像 特 征 点 提 取 后 , 得 到 焊 枪 和 焊 缝 中 心 线 的纵 横 向偏 差 ,
并对其进行纠正。
状态监测 t < . - - - - - - 3 控制面板 I I R S 2 3 2 串口K ; 倾角传感器
收 稿 日期 : 2 0 l 3 一 O 7 一 。 9
( 1 8 0 A) 有源滤波器 。经现场对 H X J 1 3 5海 洋 钻 修 机 的 电 控 系
统 进 行 试 验 和测 试 , 该 型 号 的 有 源 滤 波 器 可 以保 证 HXJ 1 3 5电
参 考 文献
[ 1 ] 秦 皇岛 3 2 — 6油 田调 整项 目 H X J 1 3 5钻修 机 E P C项 目基 本 设
差的影响 , 正 是 由于 这 种 焊 接 过 程 的复 杂性 和 特 殊 性 , 使焊缝 跟 踪系统还存在着稳定性 和可靠性差 、 控制 方法落后等 问题 ,
因此 , 焊 缝 中 心位 置 的 检 测 采 用 了 L a b v i e w软 件 编 制 跟 踪 系统
焊缝缺陷整改实施方案
焊缝缺陷整改实施方案一、背景介绍。
焊接是制造业中常见的一种工艺,而焊缝缺陷是在焊接过程中难免出现的问题。
焊缝缺陷不仅会影响焊接质量,还可能导致安全隐患,因此需要及时进行整改。
二、整改目标。
1. 提高焊接质量,确保焊缝无缺陷;2. 降低焊接成本,减少重复修补;3. 提升生产效率,保证生产进度。
三、整改措施。
1. 加强焊接工艺控制,严格按照焊接工艺规程进行操作,确保焊接参数准确;2. 严格执行焊接操作规程,操作人员需经过专业培训并持证上岗;3. 加强焊接设备维护保养,确保设备处于良好状态;4. 强化质量监控,建立焊接质量检查制度,对焊缝进行全面检测;5. 加强人员管理,建立责任制度,对于焊接质量问题进行追责;6. 加强沟通协作,形成整体合力,共同完成焊缝缺陷整改工作。
四、实施步骤。
1. 制定整改计划,明确整改目标、责任人和时间节点;2. 开展培训,对焊接操作人员进行技术培训和安全教育;3. 完善工艺规程,根据实际情况对焊接工艺进行调整和优化;4. 落实设备维护保养措施,确保设备正常运转;5. 开展焊缝质量检查,对存在缺陷的焊缝进行修补或重焊;6. 加强沟通协作,形成整体合力,共同完成焊缝缺陷整改工作。
五、整改效果评估。
1. 对整改后的焊缝进行质量检查,确保焊缝无缺陷;2. 比对整改前后的焊接成本和生产效率,评估整改效果;3. 汇总整改过程中的经验和教训,为今后的焊接工作提供参考。
六、总结。
通过以上整改措施的实施,焊缝缺陷得到了有效的整改,焊接质量得到了提升,焊接成本得到了控制,生产效率得到了保证。
整改工作的顺利开展离不开全体员工的共同努力和配合,也为今后的工作积累了宝贵经验。
以上就是本次焊缝缺陷整改实施方案的全部内容,希望能够得到大家的认可和支持,也希望在今后的工作中能够继续发扬团结合作的精神,共同为企业的发展贡献力量。
如何提高管道焊接质量

浅谈如何提高管道焊接质量
焊接是管道安装的最主要环节,焊缝质量的好与坏直接影响着产品的使用性能和安全程度。
然而,现场施工时经常会出现焊缝尺寸不符合要求、咬边、根部未焊透等缺陷,给产品的质量带来很大的隐患。
1现场调查
3.3
数据仔细分析,发现质量问题及时整改。
3.4施工过程中,注意控制焊接变形
目前,经常采用的控制焊接变形的工艺措施有:反变形法、刚性固定法、选择合理的装焊顺序、适当变换焊接顺序、散热法、锤击法等,或同时使用几种控制焊接变形的方法,以获得良好的控制效果。
在焊接过程中,根据焊接结构的具体情况,尽可能的采用较小的焊接工艺参数,即小直径焊条和小焊接电流,可减小焊接电弧的热输入量,使热影响区范围减少,从而减小焊接变形。
焊缝跟踪和焊缝寻位的原理
焊缝跟踪和焊缝寻位的原理
一、焊缝跟踪原理
焊缝跟踪是焊接过程中的一项重要工作,它能够确保焊接质量和工艺
参数的一致性。
其原理是通过焊缝检测传感器或视觉传感器对焊接过
程中的焊缝进行实时监测,根据预置的规程控制焊接电流和速度实现
焊接质量的稳定性。
焊缝跟踪系统一般由控制器、传感器、信号接口等组成。
其中,传感
器可分为近红外传感器、激光传感器、摄像头传感器等,根据不同的
焊接场景选择相应的传感器。
通过掌握焊接过程中的实时参数,如焊
接速度、电流强度、电压等,可以及时调整焊接参数,确保焊接质量。
二、焊缝寻位原理
焊缝寻位是焊接前的重要工作,它可以在焊接前精确定位焊接部位,
降低焊接质量测评成本,提高焊接效率。
焊缝寻位技术可以通过机械
手臂、计算机视觉、激光测量等方式实现。
消费电子产品采用的主要焊缝寻位技术是机械手臂寻位,通过机械臂
精确控制焊枪位置,实现对焊接部位的寻位。
另外,一些大型生产厂
家也使用了激光测量的方法,在焊接前使用激光传感器对焊接部位进行测量,确定焊接位置。
三、焊缝跟踪与焊缝寻位的关系
焊缝跟踪和焊缝寻位是两个不同的概念,但它们在焊接中有着密切的关系。
首先,焊缝寻位可以为焊缝跟踪提供准确的焊接部位信息,避免焊接过程中出现偏差。
同时,焊缝跟踪技术也可以为焊缝寻位的自动化提供支持,通过对焊接过程中的数据分析,优化焊缝寻位方案,提高寻位精度和效率。
总之,焊缝跟踪和焊缝寻位是两项相互依存的技术,在焊接过程中都发挥着重要作用,提高焊接质量,降低成本。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
APPLICATIONS
©2008 Servo-Robo©t2In0c0.9 ASlel rRviog-hRtsobRoetsIenrcv.eAd.ll2R0i0g8h-t0s2Reserved.
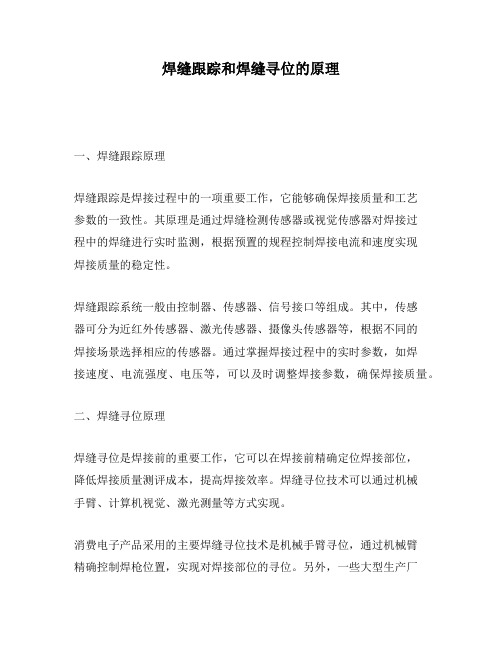
管道制造的焊缝跟踪解决方案
•螺旋管
•U-O 直缝焊管
©2008 Servo-Robo©t2In0c0.9 ASlel rRviog-hRtsobRoetsIenrcv.eAd.ll2R0i0g8h-t0s2Reserved.
2. 自动内焊缝检测 (几何成形和缺陷)
3. 采用两步法工艺时跟踪外焊缝和内焊缝.
4. 自动外焊缝检测
• 外超声波探伤提供焊缝跟踪 (在线或离线)
1. 在管子端面精加工时提供外部接缝的跟踪
2. 测量管子端面坡口,为机器人加工提供反馈
3. 为“短”管子接合提供跟踪
4. 测量管子末端的坡口 (钝边和斜边)
©2008 Servo-Robo©t2In0c0.9 ASlel rRviog-hRtsobRoetsIenrcv.eAd.ll2R0i0g8h-t0s2Reserved.
U-O 直缝焊管
U-O直缝焊管总体制造过程
1. 内焊缝跟踪
2 点固焊缝跟踪
3. 外焊缝跟踪
4. 为超声探伤提供 焊缝跟踪
©2008 Servo-Robo©t2In0c0.8 ASlel rRviog-hRtsobRoetsIenrcv.eAd.ll2R0i0g8h-t0s2Reserved.
•Skelp Measurement Application Program
•Diagram of Adjustment for Angle
©2008 Servo-Robo©t2In0c0.9 ASlel rRviog-hRtsobRoetsIenrcv.eAd.ll2R0i0g8h-t0s2Reserved.
螺旋管 激光视觉能为你做些什么?
12 个机会提高螺旋管的制造工艺:
1. 钢卷末端内部对接焊缝跟踪和检测
2. 测量钢板/钢带的宽度和边缘轮廓
3. 测量管子外经
4. 跟踪内焊缝:
焊接 - 一步法的第一个步骤.
•
跟踪 - 两步法的第二步.
•
- 调整,根据间隙/错边调整钢带送进角度
1.
- 焊接参数自适应控制
©2008 Servo-Robo©t2In0c0.8 ASlel rRviog-hRtsobRoetsIenrcv.eAd.ll2R0i0g8h-t0s2Reserved.
U-O 直缝焊管
外部多丝埋弧焊
©2008 Servo-Robo©t2In0c0.8 ASlel rRviog-hRtsobRoetsIenrcv.eAd.ll2R0i0g8h-t0s2Reserved.
激光传感器控制执 行器,使焊丝精确 位于接头上
©2008 Servo-Robo©t2In0c0.9 ASlel rRviog-hRtsobRoetsIenrcv.eAd.ll2R0i0g8h-t0s2Reserved.
螺旋管
在线OD焊接
激光传感器控制执行器, 使焊丝精确位于接头上
©2008 Servo-Robo©t2In0c0.9 ASlel rRviog-hRtsobRoetsIenrcv.eAd.ll2R0i0g8h-t0s2Reserved.
螺旋管
间隙控制
钢带 激光条纹
实时控制错边和间隙
激光传感器
注意: 在测量位置几毫米之 后进行ID焊接
©2008 Servo-Robo©t2In0c0.9 ASlel rRviog-hRtsobRoetsIenrcv.eAd.ll2R0i0g8h-t0s2Reserved.
螺旋管
在线ID焊接
激光传感器: DIGI-I/S
U-O 直缝焊管
激光视觉能为你做些什么?
12 个机会提升U-O直缝焊管制造过程:
1. 测量坡口边缘加工情况 2. 测量管子外经 3. 为MIG点固焊提供焊缝跟踪 4. 为两步法制造工艺提供外焊和内焊的焊缝跟踪。 5. 自动化外焊缝检测 6. 为超声探伤提供焊缝跟踪 (在线和离线) 7. 在加工管子端面上跟踪接合焊缝 8. 自适应控制焊接参数 9. 为机器人加工提供管子端面测量 10. 为“短”管子接合提供跟踪 11. 自动内焊缝检测 (几何成形和缺陷) 12. 测量管子末端的坡口 (钝边和斜边)
螺旋管
为超声探伤提供焊缝跟踪
• 保持最佳的超声探头位置,保证对 焊缝和热影响区的正确检测。
• 适当的焊缝跟踪可以避免超声探伤 设备因为碰撞而损坏。
©2008 Servo-Robo©t2In0c0.9 ASlel rRviog-hRtsobRoetsIenrcv.eAd.ll2R0i0g8h-t0s2Reserved.
U-O 直缝焊管
MIG 焊接
激光传感器和十字滑台用于U-O焊管制造第一道 MIG 焊的焊缝跟踪
©2008 Servo-Robo©t2In0c0.8 ASlel rRviog-hRtsobRoetsIenrcv.eAd.ll2R0i0g8h-t0s2Reserved.
U-O 直缝焊管
集成焊缝跟踪的内部 MIG 焊接头
3. 焊缝跟踪
1. 钢带测量
2. 间隙控制
©2008 Servo-Robo©t2In0c0.9 ASlel rRviog-hRtsobRoetsIenrcv.eAd.ll2R0i0g8h-t0s2Reserved.
螺旋管
钢带测量
在钢带两端进行测量,确保送进的 钢板宽度是一致的而且ID 焊接
激光传感器控制执行 器,使焊丝精确位于 接头上
QUANTA/SP 含有内置的 2D摄像头和照明,可以 直接监控内部的情况
©2008 Servo-Robo©t2In0c0.9 ASlel rRviog-hRtsobRoetsIenrcv.eAd.ll2R0i0g8h-t0s2Reserved.
©2008 Servo-Robo©t2In0c0.9 ASlel rRviog-hRtsobRoetsIenrcv.eAd.ll2R0i0g8h-t0s2Reserved.
螺旋管
主要应用
1. 钢带测量 2. 间隙控制 3. 焊缝跟踪 4. 为超声波探伤提供跟踪
螺旋管制造的总体过程
4. 为超声探伤 提供跟踪