1.SMT开班检查记录表
SMT常规巡检表
2 废纸带是否超过规定尺寸未剪,胶带是否过长
3 是否每日清除机台掉落零件,抛料率是否记录并管制
4 机台换料是否有换料记录并确认签名
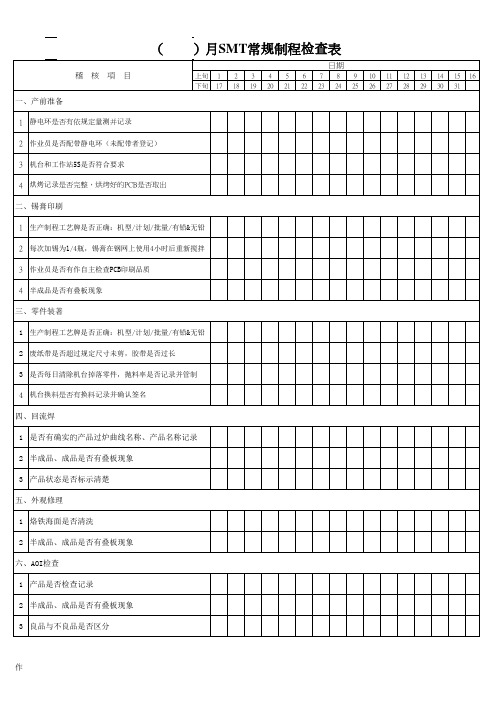
四、回流焊
1 是否有确实的产品过炉曲线名称、产品名称记录
2 半成品、成品是否有叠板现象
3 产品状态是否标示清楚
五、外观修理
1 பைடு நூலகம்铁海面是否清洗
2 半成品、成品是否有叠板现象
(
稽 核 項 目 一、产前准备
)月SMT常规制程检查表
日期
上旬 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 下旬 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1 静电环是否有依规定量测并记录
2 作业员是否配带静电环(未配带者登记)
六、AOI检查
1 产品是否检查记录
2 半成品、成品是否有叠板现象
3 良品与不良品是否区分
作
3 机台和工作站5S是否符合要求
4 烘烤记录是否完整,烘烤好的PCB是否取出
二、锡膏印刷
1 生产制程工艺牌是否正确:机型/计划/批量/有铅&无铅
2 每次加锡为1/4瓶,锡膏在钢网上使用4小时后重新搅拌
3 作业员是否有作自主检查PCB印刷品质
4 半成品是否有叠板现象
三、零件装著
1 生产制程工艺牌是否正确:机型/计划/批量/有铅&无铅
SMT手插件首件检查记录表

SMT手插件首件检查记录表机种客户名制令编号
项目检查内容
判定
记录栏
OK NG
外观检查1.确认元器件制造商、制造商料号、规格
是否符合要求.
2.元器件外观应完好无损、表面无凹陷、
划伤、裂纹等现象;表面有涂层的元器
件表面应无脱落或擦伤.
3.元器件上的型号,规格标示应清晰、完
整、色标位置、颜色应符合标准. 4.电极引线应无折压和弯曲,镀层完好光
洁、无氧化锈蚀.
5.机械结构元器件尺寸合格、螺纹灵活、
转动手感合适.
6. 开关类组件操作灵活、手感良好;接插
件松紧适宜、接触良好。
7.检查PCB有无变形,丝印是否模糊不清,
线路有无短路、断路,表面是否清洁、
刮伤、起铜皮等现象.
8.组件有无误插、漏插、逆插、组件浮高、
组件损伤、组件翘起.
9.锡点检查:检查有无锡多、锡少、裂锡、
锡珠、锡尖、残渣、冷焊、假焊、锡桥、
锡洞等不良现象.
功能测试1.电压测试:实际值 (V)测量值 (V)
2.电流测试:实际值 (A)测量值 (A)
3.功率测试:实际值 (W)测量值 (W)
4.ICT测试:各参数值都在规定范围内
5.波形测试:与标准波形相一致
6.失真度测试:失真度越低越好
7.S/N测试:在规定范围内
承认确认担当判定备
注。
SMT检查表

问题号提问证据2.3是否通知了影响质量的人员有关不符合质量要求对客户造成的影响的后果?3.1组织是否为所有负责过程操作的人员准备了文件化的作业指导书?3.2这些指导书是否在工作现场易于得到?3.3这些指导书是否来源于质量计划、控制计划和产品实现过程?4.1无论何时作了设定,是否都进行了作业设定验证?4.2作业设定人员是否易于得到作业指导书?4.3适用时,供应商是否使用统计方法进行作业设定验证?5.1组织是否标识关键设备,为机器/设备的维护提供适当的资源,并建立有效的、有计划的全面预防性维护体系?预防性维护体系至少是否包括:4. 作业设定的验证3. 作业指导书5. 预防和预测性维护2. 培训2.1从事特殊工作的人员是否在教育、培训、技能和/或经验等方面具备相应的资格证明?2.2组织是否对对影响质量的新的或变更岗位的人员提供岗位培训,包括合同工或代理人员?SMT检查表1.文件要求书否编制了控制计划/流程图/特殊特性表(关键参数)/PFMEMA/PCBAL零件履历表1.11.2检验指导书是否得到被充分的定义,是否有定期确认其有效性、适用性。
- 计划性维护活动- 设备、工装和量具的包装和防护- 关键生产设备备件的可得性;- 文件化、评估和改进维护的目标5.3组织是否采用预测性维护方法以持续地提高其预防性系统?6.1组织是否提供资源以进行工装和量具设计、制造和验证活动?组织是否建立和实施工装管理的体系,包括:- 维护及修理设施与人员- 贮存与修复- 工装设定- 易损工具的更换计划- 工具设计的修改文件,包括工程等级变更- 工具的修改及相应的文件更改- 用以确定工装状态的标识?6.3如果这些工作中任何一项被外委,组织是否具有对工装管理活动实施跟踪的体系?8.3在有可追溯性要求时,组织是否控制和记录产品的独特标识。
9.1组织是否妥善保管在组织控制下或组织使用的顾客财产?8. 标识和可追溯性8.1组织是否在产品实现的全过程使用适当的方法标识产品?9. 顾客财产9.2组织是否对供其使用或组成产品的顾客财产,进行标识、验证、保护和防护?8.2组织是否就监控和测量要求,标识产品的状态?7. 生产计划7.1组织是否以满足客户要求为目的组织生产?6. 工装管理6.25.211.2过期产品是否用与不合格产品相似的方法加以控制?12.1组织是否确定所需采用的监控和测量,以及所需的监控和测量仪器,以提供产品对规定要求的符合性证据?为了保证有效的结果,测量仪器是否:a) 对照能溯源到国际或国家基准的测量标准,定期或在使用前进行校准和验证。
SMT首末件检验记录表
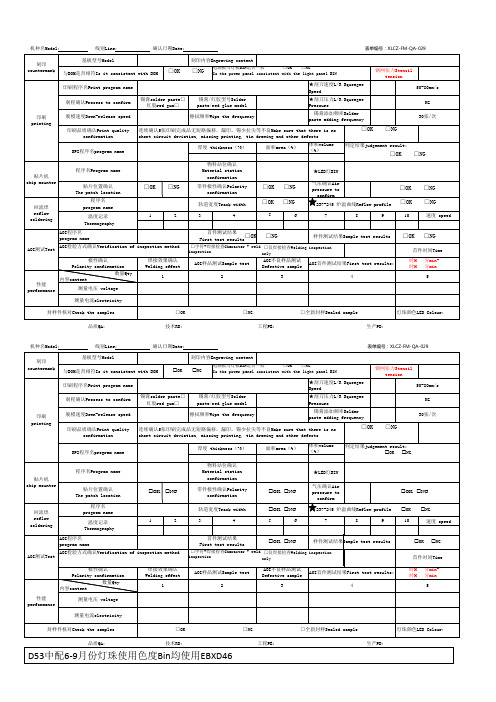
印刷程序名Print program name
★刮刀速度L/R Squeegee Speed
50-80mm/s
制程确认Process to confirm
锡膏solder paste□ 红胶red gum□
锡膏/红胶型号Solder paste/red glue model
★刮刀压力L/R Squeegee Pressure
5
封样件核对Check the samples
□OK
□NG
□全新封样Sealed sample
灯珠颜色LED Colour:
品质QA:
技术RD:
工程PE:
生产PD:
机种名Model:
线别Line:
确认日期Date:
表单编号:XLCZ-FM-QA-029
刻印 countermark
印刷 printing
基板型号Model
刻印内容Engraving content
与BOM是否相符Is it consistent with BOM
OK
NG
电源板与灯板BIN是否一致
□OK □NG
Is the power panel consistent with the light panel BIN
钢网张力Stencil tension
□字符+焊接检查Character + weld □仅焊接检查Welding inspection
inspection
only
AOI样品测试Sample test
AOI不良样品测试 Defective sample
AOI首件测试结果First test results:
2
3
4
SMT设备班前点检表

4
检查机器前后罩盖是否 盖好
5 检查气压是否在范围内 气压范围:0.4MPa--0.6MPa
6 检查感应器是否遮挡 表面干净,清洁周围无异物
7 检查各轨道是否有杂物 无任何物品,无任何障碍物
8 检查紧急开关是否正常
灵活,可靠
检查气动系统是否漏 9 气,过滤装置有无积
水,是否正常工作。
天
1、正常 √ 记入方法 2、异常 ×
3、无此项 -
稽核人: 备注
1、每日开机前必须实际正确操作点检 2、操作员必须按标准作业指导书作业
设备班前点检表
设备名称
设备型号
使用部门
日期
序号
班前点检项目
衡量标准
日期
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1 检查总电源是否正常
2 检查各指示灯是否正常
3 检查安全标示是否完整 完好,无破损模糊现象
SMT日常巡检记录表

PCB放板 及锡膏印 刷
贴片机
摆件 回焊炉
物料 放置
静电防护 作业员静电防护检查
格式编号:HC-004-A2 (20120716)
1.巡检时间:交接班时第一次巡检,后续每两小时巡检一次。 2.稽核项目符合规格时在对应框内填写“OK”;不符合则填写“NG”,并在备注栏中填写处理方案。 3.处理方案分为A:现场纠正 B:开异常单 C:无法改善。同一稽核项目出现两次“NG”必须开异常单给管理人员。 4.开异常单处理时在备注栏中注明异常单号并及时追踪处理结果;经分析单位分析确认有些项目现在无法达到规格要求时, 经品质主管确认后可按“无法改善”处理。
QC巡检记录表
日期: 站别 稽核员: 稽核项目 PCB板真空包装是否完好 拆封数量是否在要求规定内 PCB料号及版本 PCB 日期码 操作员拿取PCB动作 锡膏先进先出管制 锡膏使用期限 印刷锡膏后的管制 锡膏印刷机参数设置 钢板擦拭次数 钢板型号 机台空气压力值 机台程序 吸料率/贴料率检查 物料型号、料号 SMT零件放置(检查4片/次) 手摆件是否摆放良好 回焊炉程序名称 回焊炉温度条件 回焊炉速度 (mm/s) 零件放置 PCB在制品、半成品放置 稽核规格 所有PCB板上线前需真空包装 一般不超过4小时产能,除非SOP有特别要求 与生产工单机型,BOM一致 PCB有效期为制造日期起六个月 不可触摸到焊盘,或者带手套作业 锡膏按来料日期编码,先进先出使用 必须在锡膏标签上标明的使用有效期限之内 印刷完锡膏后,应在4个小时内过完回流焊 印刷机参数设置应和作业文件一致 按制程规定执行(5~10PCS,PWR板20PCS) 与生产产品型号一致,钢网厚度符合规格 0.4~0.6MPa (4.08~6.12kg/cm2) 与生产产品型号一致 记录吸料率 与BOM、料表一致 位置是否偏移,极性是否正确 位置端正,锡膏无短路 记录回焊炉程序名称 PV与SV相差在正负10度范围内 在70-95mm/s范围内 放置在料带、料管、料盘内,保护零件本体、引 脚不变形 放在搁架上或者防静电海绵包裹,不得直接堆叠 、碰撞。 作业员是否身着静电衣、静电鞋,佩戴静手环作 业,静电手环检测 审核: 第一次 第二次 第三次 第四次 第五次 第六次 备注
SMT首件检查表

拒收/REJECT
改善对策
状况
Approved by:
Check ed by:
BY:
1
印 所用的钢板是否与机种相符
刷
机 首片 PCB 的锡膏厚度是否在规格內
首片 PCB 的锡膏外观是否符合 AI
钢板的清洁频率是否与规定相符
2
贴片 所用程是否与生产机种相符
机
首片 PCB 的外观是否规范
所用的料与 BOM 是否相符
零件的极性是否正确
3回
焊 炉
回焊炉的各参数温度是否正常(温度曲线 图) 终检首片 PCB 外观是否符合规范
一:检查内容(Visual Inspection Contents)
序列 项目
检验项目
规格
检查结果
结论
No ITEM
CHECK ITEM
SPEC
CHECK RESULT STATUS
1 PCB
PCB 号,版本号是否与生产机种相符
印
刷
所用的锡膏品牌/型号
机
锡膏的回温时间与开封时间(开封后,必須于
48 小时內用完)
SMT 首件检查表
新机种/NEW PRODUCT
工程变更/EC/CP/FN
正常生产/NOMAL PRODUCT
其它/OTHER
机种/MODEL NAME_______ ___批量/LOTS SIZE___________日期/DATE____________ 线班别/LINE&SHIFT_______
4 其 它 工程变更项目是否完全执行
检 查 人员作业接触 PCBA 时是否作参考
零件受力测试是否在规格
二: 结论与备注(Final Conclusion Or Comments)
SMT首件检查表

电测
敲击检查
敲击高度50MM,在静电垫上敲击3次(不可敲击 目视测试有无异常 PCBA正反面)判定基准:无掉件、偏移及功能测
判定
目视测试有无异常
试OK判定合格
推力测试
针对PCBA各电子元件使用推力计进行推料测试, 其推力值必须≥1KG(IC≥2KG)以上无掉件、偏
移及功能测试OK判定合格
C: L:
Kg R: Kg IC:
Kg Kg
C: Kg R: Kg L: Kg IC: Kg
总结 签署 备注
生产:
工
程:
品质:
首件评审:
检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“/”;
判定 判定
作成:
审核:
批准: 表单编号: 版本:
首件信息(生产部填写) 料号 型号
首件类型 制作 检查项目:(生产部填写)
检查项目
站位
物料要求
XXX有限公司 SMT首件检查表别 日期 初步判定 检验结果(测试值1由生产填写,测试值2由品质部填写)
(检验结果)
测试值1
判定
测试值2
判定
IC贴片前是否需要烧录: 是□
否□ 是否有测试架: 有□ 无□
工程确认签名:
PCB长:
尺寸(是否与图 PCB宽: 纸一致) PCB厚:
PCBA长:
外观(是否与样 品图纸一致)
各部件结构是否与样品/图纸一致
功能测试(图纸 上备注“测试细
测试工序
测试设备要求
分辨率/EDID
软件版本
节参照TSP文件 ”字样按照TSP 执行,无则按照
图纸执行)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
班别:白ห้องสมุดไป่ตู้ 夜班 确认内容
人员合格上岗 人员矩阵图 ESD状态
生产拉长: 检查规范
合格/培训 是否符合要求 人员OK/NG 工作台接地OK/NG 生产前检查人员是否工衣、工 帽工鞋、厂牌等穿戴完整 检查每道工序的5S情况 OK/NG OK/NG 预备物料是否装载飞达完成 人员、设备、环境安全 OK/NG OK/NG
确认
日期: 处理对策
ESD穿戴服饰要求 5S检查 清楚计划生产 物料状态是否满足生产 物料备料 安全生产 生产记录 有无样板、首件板并确认
半成品摆放是否有标示标 OK/NG 记 PCB摆放在架子中合适的位 OK/NG 置
拉长确认 生产车间照明是否正常
生产设备是否工作正常 生产设备 周转架使用 周转半成品 锡膏储存 锡膏回温 锡膏使用 锡膏搅拌 冰箱温度 钢网清洁度、平整度 刮刀表面 印刷、SPI质量首件 生产首件是否存在问题
温度:23±5℃、湿度:30%-75%RH
确认人:
OK/NG OK/NG 轨道的宽度合适、清洁检查 宽度合适、清洁检查 标示清楚、明确、数量正确 符合锡膏管理规定 保证足够的回温时间大约4小时 先进先出、按要求填写记录 时间确认3分钟 0-10℃ OK/NG 清洁、良好 OK/NG OK/NG
接触PCB的作业人员是否佩 OK/NG 戴静电手套 / 温湿度 备注: 1.预生产拉长不在场或请假有组织代替检查工作 2.如有问题无法处理,尽快汇报与SMT科长处理 /