化工原理-精馏
化工原理-精馏课件

6.3 双组分连续精馏塔的计算
xD
xq
xF
e
d
xW
yq
a
e
d
a
f
c
yq
非理想溶液
理想溶液
xD
xq
xF
xW
c
吸收
6.3 双组分连续精馏塔的计算
NT,min 当操作线远离平衡线 NT减少,与对角线重合时达到 NT,min,一般由图解法求取。若体系为双组分理想溶液,则可通过解析法计算 (Fenske方程):
L
V
L’
V’
F
L
V
L’
V’
F
L
F
F
冷液进料
饱和液体进料
气液混合物进料
饱和蒸气进料
过热蒸气进料
吸收
6.3 双组分连续精馏塔的计算
不同 q值对应的 q线方程
进料状况
进料的焓 IF
q值
q线斜率 q/q-1
冷液体
IF<IL
q>1
+
饱和液体
IF=IL
q=1
无穷大
气液混合物
IL<IF<IV
0 < q <1
–
吸收
6.1 理想溶液的气液相平衡
6.1.2 相平衡——相平衡方程 纯液体的挥发度:该液体在一定温度下的饱和蒸气压。 溶液中各组分的挥发度:该组分在蒸气中的分压和与之相平衡的液相中的摩尔分率之比。 相对挥发度:是指溶液中两组分挥发度之比,常以易挥发组分的挥发度为分子。
吸收
6.1 理想溶液的气液相平衡
吸收
6.3 双组分连续精馏塔的计算
对加料板作物料衡算 V’-V=L’-L-F 令 则有: q 线方程,精馏段操作线和提馏段操作线的交点,但经过 点。
化工原理_精馏
IV I F IV I F q IV I L rm
IV - IF相当于将1kmol的原料液由20 ℃变成92.5 ℃的饱和蒸气 所需要的热量。 IV – IF= (92.5-20)CPm +rm
CPm为混合液体的平均比热;rm为混合液体的平均潜热
rm =r1 x1 + r2 x2
y2
x2
操作关系
y3
……
xm x w
提馏段理论板数=m-1
再沸器
结论: 全塔理论板数NT=(n-1)+(m-1) (不含再沸器)
其中精馏段理论板数NT1=n-1 (或注明第n块为加料板)
关于理论板数的确定注意: ∵xn是加料板浓度,而加料板属于提馏段,∴精
馏段板数在采用全凝器时为 n-1
y y1 y2
f
2
1
•a
3
4 5 6
d • e
b
xD R 1
•
8
7
•c xW
x1(xn )
xF
x2
x 1 xD
x
5.进料热状况对q线及操作线的影响 (1) 冷液进料ef1 q>1
内 容 回 顾
一、精馏原理
(1)无中间加热及冷凝器的多次部分气化和多次部分冷凝 (2)顶部回流及底部气化是保证精馏过程稳定操作的必不 可缺少的条件。 (3)精馏操作流程 (4)相邻塔板温度及浓度的关系
tn1 tn tn1 xn1 xn xn1 yn1 yn yn1
ym1
W/F=1-0.3476=0.6524
1.1123 1 0.6524 xm 0.025 1.447 xm 0.0112 1.1123 1 0.6524 1.1123 1 0.6524
化工原理课件 9.4 精馏

q [rF cP (tb tF )] rF
b. 饱和液体进料(泡点进料) 饱和液体温度等于泡点
iF i
q 1
V V
0 q 1
L LF
c.汽液混合物进料 汽液混合物的温度介于泡点和露点之间
i iF I
V V
LL
q=x(液相分率) 已知进料中汽相与液相的摩尔数之比为2:1,轻组分的摩尔分 数为0.55,则q=_____. A. 1/3 B. 0.55 C.不能确定
传质单元高度
精 馏
实 际 塔 板 数
理论板数
反映分离任务的难易, 与设备型式无关
反映设备效能的高低
全塔效率
④塔板物料、热量衡算及传递速率的最终简化 引入理论板的概念及恒摩尔流假设使塔板过程的物料衡 算、热量衡算及传递速率最终简化为 物料衡算式
Vy n1 Lxn1 Vy n Lxn
相平衡方程
LL q F 以1kmol/h进料为基准,提馏段中的液体流量较精馏段的液 体流量增大的kmol/h数即为q值
L L qF
V V (1 q)F
I iF q I i
iF i I
q 1
L L qF
V V, L L
V V (1 q)F
a. 过冷液体进料 过冷液体温度低于泡点
I iF q I i
L L qF
V V (1 q)F
d.饱和蒸汽进料(露点进料) 饱和蒸汽的温度等于露点
iF I
q0
V V F
LL
e.过热蒸汽进料(过热蒸汽的温度高于露点)
iF I
q0
V V, L L
q cP (tF td ) rF
化工原理精馏实验
化工原理精馏实验化工原理精馏实验是化工工程中的一项重要实验内容,它主要用于分离和提纯混合物中的组分。
本文将介绍化工原理精馏实验的基本原理、实验步骤以及实验中需要注意的事项。
1. 实验目的化工原理精馏实验的主要目的是通过温度差异,利用液体蒸汽和凝结的原理,将混合物中的组分分离并得到纯净的产品。
通过这个实验,我们可以了解精馏作为一种分离技术的原理和应用。
2. 实验原理化工原理精馏实验的基本原理是利用混合物中各组分的不同沸点,通过升温使其中具有较低沸点的组分先蒸发,然后通过冷凝使其变为液体,从而实现分离。
在实验过程中,我们需要使用精馏塔,该塔内部设置有填料,用于增加混合物和蒸汽之间的交流面积,并实现更充分的分离。
3. 实验步骤(1) 准备实验所需设备和药品,包括精馏装置、混合物、填料等。
(2) 将混合物加入精馏瓶中,并将瓶塞密封。
(3) 将冷凝管和进料管连接到精馏瓶上,确保连接牢固。
(4) 将精馏瓶放入加热设备中,逐渐升温。
(5) 观察精馏瓶内的液体是否开始蒸发,当温度上升到某一点时,开始收集冷凝液。
(6) 根据实验需要,调整加热温度和收集冷凝液的时间,以实现所需组分的分离和提纯。
4. 实验注意事项(1) 在进行化工原理精馏实验前,需先对所需设备进行检查和清洁,确保实验过程的安全性。
(2) 在实验操作中,热量的传递速度会影响分馏过程的效果,因此需要掌握合适的加热速率。
(3) 为了避免精馏烧坏填料或其他设备,需要控制温度,确保温度在安全范围内。
(4) 实验结束后,应将设备进行清洗和消毒,防止残留物对下次实验的影响。
5. 实验结果分析通过化工原理精馏实验,可以得到分离出的纯净组分,并进行定量分析。
根据实验结果,可以进一步探讨精馏的分离效果、提纯效率等指标,并对所得纯净组分进行性质分析。
总结:化工原理精馏实验是一项重要的实验内容,通过实验可以了解精馏作为一种分离技术的原理和应用。
在实验过程中,需要注意设备的清洁和安全操作,合理控制加热温度和加热速率,以达到较好的分馏效果。
(化工原理)精馏原理

精馏的原理和过程
原理
基于物质的沸点不同,通过加热和冷凝的方法,将不同沸点的物 质分离出来。
过程
将液体混合物加热至沸腾,产生的蒸汽在冷凝器中冷凝,再通过 回流装置将冷凝液返回精馏塔中,重复进行加热和冷凝的过程, 直至达到分离目的。
操作温度应根据进料组成 和产品要求进行选择,以
实现最佳分离效果。
操作压力应根据进料组成 和产品要求进行选择,以
实现最佳分离效果。
操作条件的优化
实验法
通过实验方法测定不同操作条件下的分离效果,找 出最优的操作条件。
模拟法
利用计算机模拟软件对精馏过程进行模拟,通过优 化算法找出最优的操作条件。
经济分析法
石油化工原料的制备
通过精馏技术可以制备石油化 工原料,如乙烯、丙烯等,这 些原料是生产塑料、合成橡胶 等材料的重要基础。
精馏在其他领域的应用
01
02
03
食品工业
精馏技术可用于食品工业 中,如分离果汁中的果糖 和乙醇饮料中的酒精等。
制药工业
精馏技术可用于药品的生 产和提纯,如分离抗生素、 维生素等。
精馏的分类
02
01
03
根据操作方式的不同,精馏可以分为连续精馏和间歇 精馏。
根据进料位置的不同,精馏可以分为侧线精馏、塔顶 精馏和塔底精馏。
根据操作压力的不同,精馏可以分为常压精馏、加压 精馏和减压精馏。
02
精馏塔的构造和工作原理
精馏塔的结构
塔体
进料板
塔板
溢流管
冷凝器
精馏塔的主要部分,用于 容纳待分离的液体混合物 和进行传热传质过程。
化工原理实验--精馏实验
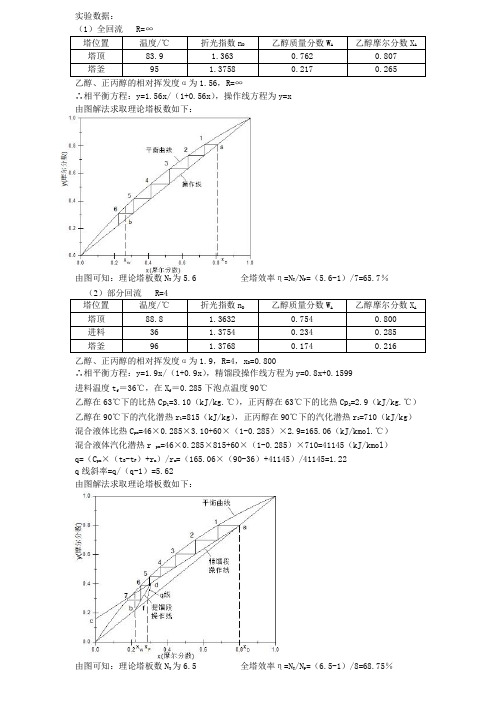
实验数据:
(1)全回流 R=∞
乙醇、正丙醇的相对挥发度α为1.56,R=∞
∴相平衡方程:y=1.56x/(1+0.56x),操作线方程为y=x
由图解法求取理论塔板数如下:
由图可知:理论塔板数N T为5.6 全塔效率η=N T/N P=(5.6-1)/7=65.7%
乙醇、正丙醇的相对挥发度α为1.9,R=4,x D=0.800
∴相平衡方程:y=1.9x/(1+0.9x),精馏段操作线方程为y=0.8x+0.1599
进料温度t f=36℃,在X f=0.285下泡点温度90℃
乙醇在63℃下的比热Cp1=3.10(kJ/kg.℃),正丙醇在63℃下的比热Cp2=2.9(kJ/kg.℃)乙醇在90℃下的汽化潜热r1=815(kJ/kg),正丙醇在90℃下的汽化潜热r2=710(kJ/kg)混合液体比热C pm=46×0.285×3.10+60×(1-0.285)×2.9=165.06(kJ/kmol.℃)
混合液体汽化潜热r pm=46×0.285×815+60×(1-0.285)×710=41145(kJ/kmol)
q=(C pm×(t B-t F)+r m)/r m=(165.06×(90-36)+41145)/41145=1.22
q线斜率=q/(q-1)=5.62
由图解法求取理论塔板数如下:
由图可知:理论塔板数N T为6.5 全塔效率η=N T/N P=(6.5-1)/8=68.75%。
化工原理实验—精馏
板式精馏塔的操作与塔效率的测定一、实验目的(1)熟悉板式塔的结构及精馏流程;(2)理论联系实际,掌握精馏塔的操作;(3)学会精馏塔塔效率的测定方法。
二、基本原理1.二元精馏过程的质量指标和操作变量精馏塔的进料通常是前一工序或另一精馏塔的出料,为简化讨论,认为它稳定不变。
二元精馏过程的质量指标是塔顶塔釜的轻组分含量d x和w x。
主要操作变量是塔顶采出率D和塔釜加热量Qh。
2.维持连续精馏过程稳定操作的条件(1)根据进料量及组成、产品的分离要求,严格维持物料平衡。
1)总物料平衡:塔的总进料量应恒等于总出料量。
即F = D + W当进料量大于出料量时,会引起淹塔;相反,出料量大于进料量时,会引起塔釜干料,最终都将破坏精馏塔的正常操作。
2)各组分的物料平衡:在满足总物料平衡的情况下,应同时满足轻组分物料平衡。
即w d f Wx Dx Fx +=由上述二式可知:为获得合格产品,必须保证一定的塔顶、塔釜采出率: w d w f x x x x F D --=和 F D FW -=1 实际操作中,塔釜采出率W 一般是根据塔釜液位的高低来操作,而塔顶采出率D 的大小则直接影响着质量指标。
(2)精馏塔应有足够的分离能力。
在塔板数一定的情况下,正常的精馏操作要有足够的回流比,才能保证一定的分离效果,得到合格的产品。
而回流比的大小是由塔内热量衡算所决定,其中,塔釜加热量Qh 是个十分重要的操作变量。
(3)精馏塔操作时,塔内应有正常的气液负荷量,避免发生以下不正常的操作状况:1)严重的液沫夹带现象上升气流将塔板上的液体的一部分带至上层塔板,这种现象称为液沫夹带。
液沫夹带是一种与液体主流方向相反的流动,属返混现象,将使板效率降低。
液流量一定时,气速过大将引起大量的液沫夹带,严重时还会发生夹带液泛,破坏塔的正常操作。
2)严重的漏液现象精馏塔内,液体与气体在塔板上应进行错流接触,但是当气速较小时,部分液体会从塔板开孔处直接漏下。
化工原理-精馏

y x 1 ( 1)x
y
思考: 若=1,则情形如何?
y x ,不能用普通蒸
馏方法分离提纯。
x
5.2.3.非理想溶液的汽液相平衡
正 偏 差 溶 液 负 偏 差 溶 液
与拉乌尔定律有偏差的溶液称为~。
此时, f A A f BB f AB
pA p*A xA
pB
pB* xB
(1)正偏差溶液
第二节 二元物系的汽液相平衡
5.2.1 相律
自由度=组分数-相数+2 即F = C –φ+2
t, P, y
A
B
t, x 溶液(A+B)
加热
故双组分气液平衡物系的自由度为2,在t、p、y、x 4个变量
中,任意确定其中的两个变量,则物系的状态被唯一地确定,余 下的参数已不能任意选择。
一般精馏在恒压(p一定)下操作,物系只剩下1个自由度。 故:
精馏
汽油
煤油
柴油 原 油
润滑油
石蜡
沥青
三. 蒸馏的分类
二元蒸馏 根据被蒸馏的混合物的组分数,可分为:多元蒸馏
连续蒸馏 根据操作过程是否连续,可分为:间歇蒸馏
常压蒸馏 根据操作压力,可分为加压蒸馏
减压蒸馏
简单蒸馏 根据操作方式,可分为:平衡蒸馏
精馏 四、蒸馏操作的费用
主要费用:加热和冷却费用,即能耗大
汽相线
I点:tI=101.5℃;饱和汽体
G
F
J点:tJ=120℃;过热汽体
泡点线 液相线
t-x 或 y 图
杠杆定律: M液CH=M汽HD
注意:
①纯物质在一定压力下饱和温度称为沸 点,是一定值,且无泡点、露点之分;
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1. 已知精馏塔塔顶第一层理论板上的液相泡点温度为t1,与之平衡的气相露点温度为t2,而该塔塔底某理论板上的液相泡点温度为t3,与之平衡的气相露点温度为t4,则这四个温的大小顺序是______①t1 >t2 >t3>t4②t1 < t2 < t3< t4③t1 =t2 >t3=t4④t1 =t2 < t3=t42.设计精馏塔时,若F、x f、x D、x W均为定值,将进料热状况从q=1变为q>1,但回流比取值相同,则所需理论塔板数将_______,塔顶冷凝器热负荷______ ,塔釜再沸器热负荷______。
①变大,②变小,③不变,④不一定3.连续精馏塔操作时,若减少塔釜加热蒸汽量,而保持馏出量D和进料状况(F, x f, q)不变时,则L/V______ ,L′/V′______,x D______ ,x W______ 。
①变大,②变小,③不变,④不一定4.精馏塔操作时,若F、x f、q,加料板位置、D和R不变,而使操作压力减小,则x D______,x w______。
①变大,②变小,③不变,④不一定5.操作中的精馏塔,保持F,x f,q,D不变,若采用的回流比R< R min,则x D ______,x w______。
①变大,②变小,③不变,④不一定6.用精馏方法将A、B分离,N T=∞,当x f=0.4时,塔顶产品是_____,塔底是_____ 。
当x f=0.8时,塔顶产品是_____。
塔底是_____。
(A或B或AB)7.某精馏塔,进料量为100kmol/h,x f=0.6,要求得到塔顶x D不小于0.9,则塔顶最大产量为________。
(塔高不受限制)① 60kmol/h; ②66.7kmol/h; ③90kmol/h;④不能定8. 精馏塔操作时,若操作从最佳位置上移二块,则x D------------_。
x w_-------------_。
(↑、↓、=、不确定)X D↓,X w↑。
9. 某连续精馏塔,进料状态q=1,D/F=0.5,x f=0.4,回流比R=2,且知,提馏段操作线方程的截距为零。
则提馏段操作线斜率L′/V′= _______ ;馏出液组成x D=______。
10.精馏塔操作时,保持F,x f,q,R不变,增加塔底排液量W,则x D_______ ,L/V_______ ,L′/V′_______ ,x w _______ 。
(1)变小(2)变大(3)不变(4)不确定11.某操作中的精馏塔,维持F、q 、X D、、V′不变,但X f增大,则D________ ,R ________ 。
(1)变小; (2 )变大; (3)不变; (4)不确定12.全回流时,y-x图上精馏段操作线的位置_______D_______。
A.在对角线之上B.在对角线与平衡线之间C.在对角线之下D.与对角线重合填空题1.简单蒸馏与平衡蒸馏的主要区别是____________________________________,简单蒸馏与间歇精馏的主要区别是____________________________________ 。
2. 某泡点进料的连续精馏塔,已知其操作线方程分别为y=0.80x+0.172和y=1.2x-0.017,则回流比R=_______,馏出液组成x D =_________,釜液组成x W =_________。
3. 若某精馏塔的回流比为R,塔顶轻组分的摩尔分率为x D,则该塔的精馏段操作线方程为4. 精馏过程的操作线为直线,主要基于_____________________假设。
5. 在精馏操作中,已知回流比为R,塔顶、塔底产品浓度分别为x D、x w原料组成为x f,泡点进料,试作出精馏段和提馏段的操作线。
yx6.精馏塔中恒摩尔流假设,主要依据是各组分的________ ,但精馏段与提馏的摩尔流量由于________影响而不一定相等。
7.溶液的相对挥发度等于两组份________ ,а>1则表示组分A和B________ ,а=1则表示组分A和B________ 。
8.当某塔板上_______________时,该塔板称为理论塔板。
9.精馏过程的回流比是指________ ,最小回流比是指________。
10.在设计连续操作的精馏塔时,如保持x F,D/F,x D,R一定,进料热状态和选用的操作气速也一定,则增大进料量将使塔径________ ,而所需的理论板数________。
11.塔设计中求取精馏理论板时,以过两操作线交点的那块板作为最佳加料板位置时,所需理论数量最少,其原因是________ 。
12.精馏塔操作时,若加料板由最佳位置上移两板,则x D ________,x W ________ 。
(1)变小(2 )变大(3)不变(4)不确定13.某操作中的精馏塔,维持F、q 、X D、、V′不变,但x f增大,则D________ ,R ________ 。
(1)变小(2 )变大(3)不变(4)不确定14.精馏塔内,气液两相的流动,液体靠_________自上而下地流动,气体靠___________自下而上地与液体成逆流流动。
重力、压力差15. 全回流时,操作线与_________重合,操作线方程为________,理论塔板数为__________.当回流比减少到_____________________________称为最小回流比,所需的理论塔板数_________________________.适宜的回流比应通过_________确定。
对角线y=x、最小、两操作线的交到相平衡线时、无限多、经济核算。
16. y-x相平衡曲线上各点的温度是_______ 。
不等的17. 当增大操作压强时,精馏过程中物糸的相对挥发度__________,塔顶温度_________,塔釜温度_________。
减少、增加、增加。
18. 精馏塔设计时,若工艺要求一定,减少需要的理论板数,回流比应_____,蒸馏釜中所需的加热蒸汽消耗量应________,所需塔径应________操作费和设备费的总设资将是___________________________增大、增大、增大、急速下降至一最低点后又上升19.混合液两组分的相对挥发度愈小,则表明用蒸馏方法分离该混合液愈_____20.塔设计中求取精馏理论板时,以过两操作线交点的那块板作为最佳加料板位置时,所需理论数量最少,其原因是________ 。
21.精馏塔操作时,若加料板由最佳位置上移两板,则x D ________,x W ________ 。
(1)变小(2 )变大(3)不变(4)不确定22.某连续精馏塔,进料状态q=1,D/F=0.5,x f=0.4,回流比R=2,且知,提馏段操作线方程的截距为零。
则提馏段操作线斜率L′/V′=_______ ;馏出液组成x D= _______。
23.在设计连续精馏塔时,欲保持馏出液组成x D和易挥发组分的回收率不变,试定性判断分别改变如下操作参数(其它参数不变)时所需的理论板数将如何变化:(1)加大回流比R,___________________________________;(2)提高操作压强P,_________________________________;(3)提高加料温度t F,_________________________________;(4)增加生产能力30%(仍能正常操作),_____________________。
24.精馏塔操作时,保持F,x F,q,R不变,增加塔底排液量W,则x D_______ ,L/V_______ ,L′/V′_______ ,x w _______ 。
(1)变小(2)变大(3)不变(4)不确定25.在精馏塔的一层理论板上,离开塔板的气相的露点温度与液相的泡点温度的关系为_______ 。
26.从塔板水力学性能的角度来看,引起塔板效率不变的原因,可能是_______ ,_______ 和_______ 等现象。
27.塔板结构设计时,溢流堰长度L w应当适当,过长则会_______ ,过短则会_______ 。
1.用板式精馏塔在常压下分离苯-甲苯混合液,塔顶为全凝器,塔釜用间接蒸汽加热,平均相对挥发度为2.45,进料为100kmol/h、组成为0.4(摩尔分率)的饱和液体(泡点进料),回流比为1.5,塔顶馏出液中苯的回收率为0.95,塔釜采出液中甲苯的回收率为0.95,求:①塔顶馏出液及塔釜采出液的组成;②精馏段及提馏段操作线方程;③回流比与最小回流比的比值。
2.在连续操作的精馏塔中分离苯-甲苯溶液。
塔釜间接蒸汽加热。
塔顶全凝器,泡点回流。
进料中含苯35%(mol%,下同),进料量为100kmol/h,以饱和蒸汽状态进入塔中部。
塔顶馏出液量为40kmol/h。
系统的相对挥发度为2.5,且知精馏操作线方程为y=0.8x+0.16。
试求:(1)提馏段操作线方程,(2)若塔顶第一块板下降的液相中含苯70%,求该板以气相组成表示的板效率Emv。
(3)若塔釜停止供应蒸汽,保持回流比不变,当塔板数无限多时,塔底残液的浓度为多少?3.某精馏塔在常压下分离某双组分混合液,该塔的精馏段和提馏段方程分别为y=0.723x+0.263和y′=0.723x′-0.0188,每小时送入塔内75kmol的混合液,进料为q=1.2的冷液,试求精馏段和提馏段上升的蒸汽量为多少kmol/h?进料组成x f为多少?4.某连续精馏塔将组成x f=0.42的双组分混合液分离为x D=0.8, x w=0.02(均为mol分率),泡点加料,F=0.001kmol/s,组分汽化热均为2000kJ/k mol,系统的α=2.5,求以下两种不同加料方式下的回流比及塔釜耗热量: (该塔的板数很多,可设N e=∝)。
1.塔中部适当位置加料2.塔顶第一块板加料解:X f=0.42,x D=0.8,x W=0.02,q=1,F=0.001kmol/s,γ=2000KJ/K mol,α=2.51)∵N e=∞ ∴回流比R=R minX f=0.42Y f=2.5*0.42/(1+1.5*0.42)=0.6442R=R min =(XD-Y f)/(Y f-X f)=(0.8-0.6442)/(0.6442-0.42)=0.6952V=V'=L+D=(1+R)D=(1.6952)DF x f=D x D+(F-D)XWD=F(Xf-XW)/(XD-XW)=0.001X(0.42-0.02)/)(0.8-0.02)=5.128*10-4Qb=V'γ=1.6592*5.128*10-4*2000=1.739KJ/SxD=0.8yD=0.8X1=y/(α'-(α'-1)y)=0.8/(2.5-1.5x0.8)=0.6154操作线斜率k=(0.8-0.02)/(0.6154-0.02)=1.31V′=D+L L′=F+L操作线斜率L′/V′ =(F+L)/(D+L)=1.31R=L/D(F+RD)/((1+R)D)=1.31F/D-R/(1+R)=1.95+R/(1+R)=1.31R=2.0645Q=Vr=(1+R)D*r=3.0645×5.128×10-4×2000=3.143KJ/S5.每小时将15000kg含苯40%(质量%,下同)和甲苯60%的溶液,在连续精馏塔中进行分离,要求釜残液中含苯不高于2%,塔顶馏出液中苯的回收率为97.1%。