预热及焊后热处理对T91钢焊接残余应力的影响_李松明
回火热处理对T91耐热钢持久性能的影响及持久过程中的微观组织演变

上海交通大学硕士学位论文回火热处理对T91耐热钢持久性能的影响及持久过程中的微观组织演变姓名:杨成玉申请学位级别:硕士专业:材料学指导教师:王起江;张澜庭20090201回火热处理对T91耐热钢持久性能的影响及持久过程中的微观组织演变摘要T91(10Cr9Mo1VNb)铁素体耐热钢是制造超超临界火力发电机组的重要材料,其使用温度不超过620ºC。
T91铁素体耐热钢用于制造超超临界火力发电机组的锅炉本体、过热器和再热器,其使用温度不超过600 ºC。
高温设备通常根据105h蠕变断裂强度计算的允许应力进行设计,并可使用数十年。
但是,最近一部分高Cr铁素体耐热钢在高温使用过程中蠕变强度急剧下降,出现了意料之外的早期断裂现象,因此迫切希望弄清早期断裂的机理,并考虑从热处理制度上加以控制。
本文考察了热处理制度对T91耐热钢组织及持久性能的影响,并对长时高温持久过程中组织演变特别是析出相进行了研究。
通过对不同回火时间得到的样品在不同应力下进行持久,分别研究其组织、形貌和亚结构,采用了碳复型,X射线能谱 (EDS)技术,并对主要相的成分、尺寸、分布进行定量统计。
发现:对T91而言,较长的回火时间能够带来形核位置的增加,有利于Laves相在低应力下长时持久的后续析出,从而带来M23C6的细化,有助于保持长时持久强度。
但是在更长的时间内,要考虑到Laves相增大增多可能造成的危害,以及与M23C6细化带来的强化作用的综合效应,需对显微组织演变进行进一步的观察。
高温持久过程中的组织演变研究中,在600℃长期持久试样中,发现有成分与Z相接近的粒子存在,而在650℃长时持久样中,发现M2X 粒子的粗大化。
但是即使在600℃下持久14185.15h的最长时样品中,以及在更高温度650℃下持久12453.3h的样品中,仍然没有发现Z相的存在。
这说明Z相的形成,可能需要更长的持久时间。
M2X粒子的粗大化,以及某些成分与Z相接近的小粒子,表明Z相粒子可能正在形成。
T91焊接接头性能及组织
第26卷第12期2005年12月焊接学报TRANSACTIONS OF THE CHINA WELDING INSTITUTIONVol.26 No.12December 2005T91钢TIG+MIG焊接接头性能及组织常铁军1,龚正春2,李子峰1,王长柏1(1.哈尔滨工程大学机电学院,哈尔滨150001;2.哈尔滨锅炉厂有限责任公司,哈尔滨150046)摘要:对采用TIG+MIG焊的T91钢焊接接头进行了力学性能、持久强度和高温时效试验,并对T91钢TIG+MIG焊接接头的显微组织及断口的断裂特征进行了观察和分析。
结果表明,T91钢TIG+MIG焊接接头的韧脆转变温度(FATT)为-13℃,625℃17958h高温持久试验为70MPa,外推105h高温持久强度为46.48MPa。
焊接接头的高温性能取决于其组织的变化,以M23C6为主的合金碳化物对持久强度起了重要作用。
关键词:T91钢;韧脆转变温度;显微组织;持久强度中图分类号:TG401 文献标识码:A 文章编号:0253-360X(2005)12-59-04常铁军0 序言改进型9Cr1Mo钢是美国橡树岭国家实验室(ORNL)和美国燃烧工程公司(CE)于1976年共同研究开发的综合性能优良的动力工程锅炉用耐热钢。
在随后的1977~1984年间,橡树岭国家实验室、燃烧工程公司、法国Vallourec公司先后分别或联合对改进型9Cr1Mo钢进行了大量试验研究。
因此1983年ASTM将改进型9Cr1Mo钢列入SA2l3标准,钢号为T91;1984年ASME将其列入SA335标准,钢号为P91,并规定T91和P91钢可用于动力锅炉的压力管道及集气管[1,2]。
20世纪90年代初国内开始研制和生产T91钢管,并列入国家标准GB5310-1995《高压锅炉用无缝钢管》,钢号为10Cr9Mo1VNb[3]。
T91钢系马氏体耐热钢,焊接性较差,焊接中要重点防止冷裂纹及根部合金元素氧化过烧;另一方面它有良好的塑性和韧性,对焊接有利。
焊接后热处理技术及焊接残余应力的影响
焊接后热处理技术及焊接残余应力的影响发表时间:2019-05-13T16:16:49.880Z 来源:《防护工程》2019年第2期作者:王岩王建中黄新宇[导读] 焊接残余应力的存在,会直接影响到钢混结构的承载能力。
为了保证焊接结构的安全可靠,准确地推断焊接过程中的力学行为和残余应力是十分重要的。
中车齐齐哈尔车辆有限公司黑龙江齐齐哈尔 161002摘要:焊接残余应力的存在,会直接影响到钢混结构的承载能力。
为了保证焊接结构的安全可靠,准确地推断焊接过程中的力学行为和残余应力是十分重要的。
对于焊接残余应力,以往多是采用切割、钻孔等试验测量方法,不但费时费力,而且受到许多条件的限制,结果数据误差也会很大。
本文结合焊接后热处理技术要点,对焊接残余应力的影响因素、危害以及消除策略等进行分析与探讨。
关键词:焊接;热处理;残余应力;影响;消除焊接残余应力会严重影响焊接结构的使用性能,可能引起结构的脆性断裂,拉伸残余应力会降低疲劳强度和腐蚀抗力,压缩残余应力会减小稳定性极限,焊接残余应力是焊件产生变形和开裂等工艺缺陷的主要原因。
由于焊接残余应力的测定程序麻烦,计算残余应力又极为复杂,因此给残余应力的研究带来了许多困难,对焊接结构的残余应力研究就显得尤为重要。
1 影响焊接残余应力的主要因素焊接过程是一个先局部加热,然后再冷却的过程。
焊件在焊接时产生的变形称为热变形,焊件冷却后产生的变形称为焊接残余变形,这时焊件中的应力称为焊接残余应力。
焊接应力包括沿焊缝长度方向的纵向焊接应力,垂直于焊缝长度方向的横向焊接应力和沿厚度方向的焊接应力。
焊接残余应力产生的主要原因是由焊接过程中不均匀加热所引起的。
焊接应力按其发生源来区分,有如下3种情况:(1)直接应力是进行不均匀加热和冷却的结果,它取决于加热和冷却时的温度梯度,是形成焊接残余应力的主要原因。
(2)间接应力是由焊前加工状况所造成的压力。
构件若经历过轧制或拉拔时,都会使之具有此类残余应力。
层间温度对TP91钢焊接残余应力的影响
mmꎮ
简化( 2) : 瞬 态 传 导 热 损 失 发 生 在 其 周 围 的 基
体金属和环境中ꎬ通过估计的焊接行进速度保持短
时间的熔化温度ꎮ 如图 1 所示[9] ꎬ维持焊缝熔融温度持续时间所
需的热输入被模拟为一维瞬态热传导模型ꎬ其中 Ls 代表焊接熔敷物和基体金属ꎮ
在此过程中ꎬ假定通过传导进入基体金属的热
Effect of Interlayer Temperature on Welding Residual Stress of TP91 Steel
CHEN SongꎬGUO ShuaiꎬJIANG Peize
( Fujian Boiler and Pressure Vessel Inspection and Research Instituteꎬ Fuzhou 350008ꎬ Fujianꎬ China)
1.2 焊接工艺与材料参数 根据电力标准 DL / T 869—2012 « 火力发电厂
焊接技术规程» ꎬTP91 钢采用的焊接工艺方法为:钨 极氩弧焊打底ꎬ手工电弧焊进行后续焊道焊层的填 充ꎮ 因此ꎬ本论文分析采用高斯热源模型ꎮ
TP91 钢管的焊接工艺参数如表 1 所示ꎬ焊接热 效率 η 在打底焊时取 0.85ꎬ中间焊层及盖面焊时取 0.75ꎮ 板厚 10 mm 的平板对接接头ꎬ焊接试板及其 尺寸如表 2 所示ꎮ
层间温度对 TP91 钢焊接残余应力的影响
文章编号:1004 ̄8774(2019)02 ̄0027 ̄06 DOI:10.16558 / j.cnki.issn1004 ̄8774.2019.02.006
层间温度对 TP91 钢焊接残余应力的影响
陈 嵩ꎬ郭 帅ꎬ江佩泽
( 福建省锅炉压力容器检验研究院ꎬ福建 福州 350008)
影响TP91这类铁素体耐热钢焊缝韧性的因素及改善的途径
影响TP91这类铁素体耐热钢焊缝韧性的因素及改善的途径⑴焊接方法的影响;⑵焊材化学成分的影响;⑶预热、层间温度的影响预热温度和层间温度可降低焊接残余应力,减缓马氏体转变时的冷却速度,防止产生粗大的马氏体,而达到防止焊缝产生冷裂纹的目的。
同时提高焊缝的韧性。
焊接达到1100℃以后熔化,温度低于马氏体转变点(380℃)产生自回火,但不能低于马氏体终了转变线Mf,也是防止产生冷裂纹的措施。
所以必须合理选择预热温度。
(温度过高,不能形成马氏体和自回火,使晶粒长大,而形成粗大的马氏体)⑷焊接线能量的影响焊接线能量大,焊缝金属在高温(1100℃以上)停留时间长,晶粒长大变脆,致使焊缝韧性下降。
焊接线能量过低,易造成未焊透,未熔合和夹渣等缺陷。
一般控制在17-22KJ/cm。
(如果控温点布置合理,通过焊接过程控制曲线可以检测到焊接线能量是否超标,如果超标热处理人员有义务通知焊工停止焊接)。
⑸焊后热处理温度的影响(热处理应得到回火板条马氏体组织)热处理温度不能太低,否则影响冲击功,但温度低于母材和焊缝Ac1一定的温度740℃以下和超过Ac1时,就可能得到过硬的马氏体组织。
(焊条Ac1为790-800℃,母材Ac1为810℃),所以必须对热处理温度严格控制。
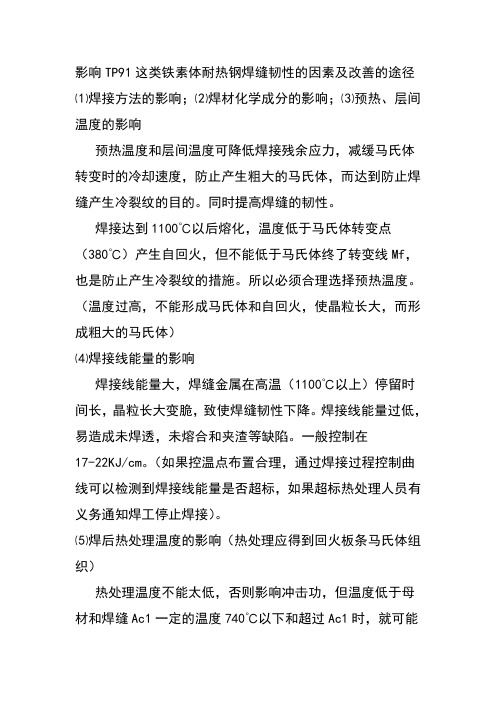
下图为P91焊缝不同热处理温度下的组织及硬度图片和数据,从图片和数据可看出,随回火温度的提高,焊缝硬度先降低后升高。
图5 820℃回火焊缝(100×) 270HV/258HB图6 860℃回火焊缝(100×) 355 HV/336 HB图1 91未处理焊缝(100×) 365HV/346HB 图2 700℃回火焊缝(100×) 275HV/261HB 图3 740℃回火焊缝(100×) 257HV/245HB图4 780℃回火焊缝(100×) 237HV/226HB。
热处理对T91钢金相组织及显微硬度的影响
热处理对T91钢金相组织及显微硬度的影响摘要:近年来,T9l钢管材才开始投入到我国电站的应用中,所以对其焊接接头与母材的金相结构以及显微硬度的了解不够深入,所以有了加强探索的必要性。
本文以热处理方法为依据,对T91钢焊接接头各个部分的受热况进行了简单模拟,并仔细分析了其金相组织和显微硬度,从而总结出了各个受热区域,显微硬度和金相组织的变化规律,以供电厂或者电建金属检修人员实行现场检测工作时作为参考依据。
关键词:热处理;T91钢;金相组织;显微硬度一般情况下,电站锅炉用管在低温阶段可使用碳素钢,在高温阶段可使用贝氏体型钢。
我国在80年代初的时候,从美国CE公司引进了600MW、300MW 亚临界压力锅炉的设计和建造工艺,而且在高温段开始应用T91/P91。
当前情况下,我国各个电站锅炉在高温段使用的材料质量参差不齐,比如,主蒸汽管道采用的P22钢,当机组参数逐渐提高时,要确保管道可以承受更大的压力,就要采取措施,加厚主蒸汽管道的壁厚度,但这会给管件带来较大的温度梯度应力,并且加大了安装难度。
近年来,T9l钢管材才开始投入到我国电站的应用中,所以对其焊接接头与母材的金相结构以及显微硬度的了解不够深入,所以有了加强探索的必要性。
本文以热处理方法为依据,对T91钢焊接接头各个部分的受热况进行了简单模拟,并仔细分析了其金相组织和显微硬度,从而总结出了各个受热区域,显微硬度和金相组织的变化规律,以供电厂或者电建金属检修人员实行现场检测工作时作为指导标准。
1 试验材料与方法1.1 试验材料本次试验材料样本选择取日本生产的T91钢管,规格为42mm×5mmT91。
CCT(奥氏体连续冷却变化曲线图)如图所示。
T91钢管的成分组成中,C含量为0.098,S含量为0.004,P含量为0.016,Mn含量为0.44,Cr含量为8.82,Mo含量为0.88,Si含量为0.36。
结合T91钢管的化学成分以及CCT可以看出,T91钢为低碳高台金钢,合金总含量大于l0%。
T91P91钢的发展应用及其焊接性综述

T91/P91钢的发展应用及其焊接性综述[摘要] 本文对T91/P91钢的发展概况及现状、焊后裂纹的产生与冲击韧性下降的问题进行了综述和分析。
初步讨论了焊接缺陷和裂纹等问题,总结了国内T91/P91的生产现状和现存问题,为得到优质的焊接接头提供研究方向。
,[关键词] T91/P91钢焊接性裂纹冲击韧性1.引言如今火力发电锅炉机组的发展趋势是大容量、高参数、超临界。
所以确保机组设备安全可靠运行,提高生产效率和经济效益,满足高温、高压就是管道用钢要满足的基本的需要。
热强性高、工艺性好、价格低廉材料的应用也是需要解决的关键问题。
2 .T91/P91钢的化学成分和力学主要物理性能,T91/P91钢是一种在9Cr-1Mo钢的基础上采用V、Nb、N等微合金化,并应用纯净化、细晶化冶金技术,以及控轧、控冷等工艺开发出的新一代中合金耐热马氏体钢。
T91/P91钢在正火并经730~760℃回火热处理后,金相组织呈典型的马氏体骨架结构,导致M23C6 铬碳化物沉淀在马氏体骨架的边缘,并形成MX 形的V/Nb碳氮化物。
在较粗的M23C6 碳化物及内部较细的沉淀转换成细箔之后,会发现次微粒内较大的错位密度,这种高位错密度的细次晶粒结构是T91/P91具有高温蠕变强度的决定因素。
其常温下屈服强度σs≥415MPa,抗拉强度σb≥585MPa,断面收缩率δ≥20,硬度HB≤250。
T91/P91钢在550℃和600℃下时效,力学性能变化大。
超过600℃,韧度还能保持在100J/cm²以上,强度与塑性也能满足标准要求。
但现在各国都把T91/P91钢的使用温度定在593℃。
3.T91/P91钢的焊接性目前,国内对T91/P91的研究主要集中在焊接工艺、焊接接头冲击韧性、焊接脆性、焊后热处理和焊接热影响区等方面。
3.1. T91/P91钢的焊接工艺T91/P91钢多采用氩弧焊打底焊接,焊条电弧焊填充和盖面焊接工艺。
焊前要对管道接口进行坡口制备,一般选用U型或V型坡口,并用角向打磨机打磨坡口表面及局坡口15~20mm范围,清除水,锈,油等赃物。
火力发电厂新材料T91_P91钢性能综述_李志翔

焊接材料 , 选用与母材成分基本相同的同类焊 材 。焊材的合金 (尤其是 Cr 、Mo) 含量必须与母 材相同 , 一保证焊接接头与母材有相同的高温强 度 、高温蠕变性能与抗氧化性能 。同时也要控制合 金成分 , 改善钢的焊接性 。如 Nb 、V 都是强碳化 物形成元素 , 对改善钢的转变特性 、细化晶粒 、提 高焊缝金属的韧性和抗冷裂纹性能具有重要作用 , 但是当 Nb 、V 含量过高时 , 也会提高中合金耐热 钢焊缝金属的热裂纹和再热裂纹倾向 。因此中合金 耐热钢焊材中的 Nb 含量一般控制在 012 %以下 , V 含量控制在碳 (C) 含量的 2 - 3 倍 。此外 , 还应 选用低氢型超低氢型焊材 , 严格保管与使用 。 413 焊接前后热处理
1 前 言
T91/ P91 钢是一种改进型马氏体耐热钢 , 该材
一介绍 。
2 T91/ P91 钢的发展概述
料具有良好的高温热强性和抗氧化性能 , 与其他合
T91/ P91 钢是在 T9 (9Cr - 1Mo) 钢的基础上
金耐热钢 (如 12Cr1MoV 、钢 102 等) 相比 , 在同 通过涂加 V 、Nb 、N 等合金元素而形成的一种改
32 年
卷 3月
云南电力技术 YUNNAN EL ECTR IC POWER
Vol132No11 Mar12004
火力发电厂新材料 T91/ P91 钢性能综述
李志翔 李晓平 赵永强
(云南电力试验研究院 (集团) 有限公司 , 云南 昆明 650051)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
李 松 明a, 杨 晓 翔b
(福州大学 a.石油化工学院;b.机械工程及自动化学院,福建 福州 350116)
摘要:T91钢属于马氏体不锈钢,其焊接性能较差,焊 接 接 头 易 脆 化,焊 接 时 容 易 产 生 冷 裂 纹 和 再 热裂纹。基于 ANSYS软件平台,应用移动高斯热源结合单元生死技术方法,对超临界锅炉用小管 径 T91钢的焊接残余应力进行数值 模 拟,分 析 了 焊 后 残 余 应 力 的 分 布 规 律,讨 论 了 焊 前 预 热 温 度 以及焊后热处理工艺对焊接残余应力的影响。模拟结果表明,焊后残余应力集中在 T91 钢 焊缝区 与热影响区,最大等效应力值超过了材料屈服应力值;提高焊前预热温度可以降低 Mises等效残余 应力值,但应力值仍然较大;进行焊后热处理可以明显改善焊 接 残 余 应 力 的 分 布,最 大 应 力 数 值 下 降 60% ~70% 。 关 键 词 :T91 钢 ; 残 余 应 力 ; 预 热 温 度 ; 焊 后 热 处 理 ; 数 值 模 拟 中图分类号:TQ050.6;TG444 文献标志码:A doi:10.3969/j.issn.1000-7466.2016.06.002
T91 钢 管 焊 缝 附 近 部 位 1/2 有 限 元 模 型 及 分 析 所取路径见图 1。 轴 向 路 径 L1 ~L4 分 别 表 示 起 焊 处截面(0°)外表面、起 焊 处 截 面 内 表 面、180°截 面 内 表 面 和 180°截 面 外 表 面 的 路 径 。
近年 来,许 多 学 者 对 不 同 材 料 的 焊 接 残 余 应 力
Key words:T91steel;residual stress;preheating temperature;post-weld heat treament;numeri-
cal simulation
收 稿 日 期 :2016-05-29 基 金 项 目 : 国 家 自 然 科 学 基 金 (No.11372074) 作 者 简 介 : 李 松 明 (1991-),男 ,福 建 安 溪 人 ,在 读 硕 士 研 究 生 ,研 究 方 向 为 焊 接 残 余 应 力 。
51
1 500 59.0 820 16.3
30 0.31
10
1.2 分 析 方 法
采用间接耦合法模拟焊接残余应力的形成过 程 ,即 先 进 行 焊 接 温 度 场 的 模 拟 ,然 后 进 行 应 力 场 的 分 析 ,分 析 应 力 场 时 导 入 各 节 点 的 温 度 ,从 而 实 现 热 力结构耦合。
1 小管径 T91钢有限元模型与边界条件
图 1 T91 钢 管 焊 缝 附 近 部 位 1/2 有 限 元 模 型 及路径示图
假设焊缝填充材料与母材材料的力学性能相 同,并视为各向 同 性。 在 焊 接 过 程 及 冷 却 过 程 中 模 型温度变化范围梯 度 大,因 此 需 要 输 入 随 温 度 变 化 的材料性能 参 数。 不 同 温 度 下 T91 钢 性 能 参 数 见
200 28.0 490 11.3 207 0.29 465
温 度/℃
400
600
29.1
29.0
530
800
11.9
12.4
190
168
0.30
0.30
430
342
750 28.5 1 020 12.7 152 0.31 194
1 000 28.1 820 14.2 108 0.30
综合 考 虑 工 件 表 面 与 环 境 的 对 流 及 辐 射,在 表 面 热 效 应 单 元 上 施 加 复 合 表 面 传 热 系 数 h[13]:
{0.066 8t1 (0 ℃≤t1≤500 ℃)
h= 0.231t1-82.1 (t1≥500 ℃)
在焊 后 热 处 理 的 温 度 场 模 拟 过 程 中,通 过 控 制 表面传热系数及环 境 温 度 实 现 升 温、降 温 速 率 的 近 线性以及保温过程。
第45卷 第6期 石 油 化 工 设 备 Vol.45 No.6 2016年11月 PETRO-CHEMICAL EQUIPMENT Nov.2016
文 章 编 号 :1000-7466(2016)06-0007-06
径 T91 钢 管 道 环 焊 缝 进 行 分 析,开 单 面 V 型 坡 口, 无预留钝边。对接焊接 形 式,对 合 间 隙 2 mm,焊 道 共有3层。虽然模 型 具 有 对 称 性,但 由 于 焊 接 过 程 模拟中的热源移动 不 具 对 称 性,因 此 采 用 三 维 整 体 模型分析。整体有限 元 模 型 单 元 数 为 27 200,节 点 数 为 37 300。
Fuzhou University,Fuzhou 350116,China)
Abstract:T91steel is martensite stainless steel,the welding performance of T91steel is poor,
easy to produce cold cracking and reheat cracking when welding,and the welded joints is easy to brittle.Applications of Gaussian heat source binding element birth and death to simulation of su- percritical boiler steel T91welding residual stress based on the ANSYS software platform,analy- sis of the distribution of welding residual stress field and discussed the preheating temperature and the post-weld heat treatment press for welding residual stress.The simulation results show that the welding residual stress concentration in the weld zone and the heat affected zone,the maximum equivalent stress exceeds the yield stress value,and preheating temperature increase can reduce the Mises equivalent residual stress,but stress is still large,and post-weld heat treat- ment can significantly improve the distribution of welding residual stress,the maximum stress value decreased 60% to 70%.
Influence of Preheat and Post Weld Heat Treatment on T91Steel Welding Residual Stress
LI Song-minga,YANG Xiao-xiangb (a.School of Chemical Engineering;b.School of Mechanical Engineering and Automation,
利用 SOLID185 单 元 模 拟 焊 接 过 程 的 应 力 场, 读取由各个时刻温度场分析得到的节点温度到结构 单元的节点上,在模 型 端 面 施 加 防 止 刚 性 位 移 的 边 界条件,对其中 一 端 面 约 束 轴 向 位 移。 采 用 双 线 性 等向强化的 Mises屈服准则得到焊接残余应力。
1.1 有 限 元 模 型 及 参 数 选 择
表 1,超 过 1 500 ℃ 时 T91 的 性 能 参 数 视 为 与
采用规格为 92mm×6mm×300mm 的小管 1 500 ℃时的相同 。 [10,11]
表1 不同温度下 T91钢性能参数
进行了大量的 分 析 研 究。 文 献 [6]对 SUS304 不 锈
钢管进行了多 道 焊 的 数 值 模 拟,得 到 了 SUS304 不
锈钢残余应力的分 布 情 况。 文 献 [7]从 实 验 和 模 拟
两方面对比分析了奥氏体不锈钢的焊接残余应力,
文献 [8]研 究 了 T 型 焊 接 接 头 中 的 焊 接 残 余 应 力,
·8·
石 油 化 工 设 备 2016年 第45卷
基于我国经济 的 快 速 发 展,对 用 电 的 需 求 不 断 增加,火力发电正朝 着 大 容 量、高 参 数、超 (超)临 界 的趋势 发 展。T91 钢 作 为 一 种 改 良 型 马 氏 体 耐 热 钢 ,具 有 良 好 的 高 温 性 能 和 抗 氧 化 性 能 ,被 广 泛 应 用 于各种大型电站锅 炉 及 燃 气 轮 机 锅 炉 的 再 热 器、过 热器等承受高温、高压(蒸汽温度580~650 ℃,蒸汽 压力10 MPa以上)的 电 力 机 组 部 件 。 [1-4] 由 于 T91 钢属于马氏 体 钢,焊 接 性 能 较 差,焊 接 接 头 容 易 脆 化,韧性低,焊 接 时 会 产 生 冷 裂 纹 和 再 热 裂 纹 的 倾 向。因此,控制 T91钢的焊 接 工 艺 以 保 证 焊 接 质 量 显得尤为重要 。 [5]
用对手工焊、钨极氩 弧 焊 等 模 拟 效 果 较 为 理 想 的 移 动高斯热源 : [12]
q(x,y,z,t)=3πηRU2I×
{ } exp
-3