常用热塑性塑料注件的壁厚范围
几种常用的热塑性塑料简介
PVC属于无定形料,吸湿小。成型前可以不用干燥,如有必要可在65℃左右干燥2小时。PVC的熔化温度和分解温度非常接近,流动性差。在成型前要加入增塑剂,稳定剂,润滑剂等多种助剂。经过改善后PVC的成型温度范围仍然很窄,约在160-190℃之间,熔体粘度高。超过190℃PVC就很容易分解放出HCL气体,而HCL又会加速PVC的分解,200度温度下与钢.铜接触更易分解,分解时逸出腐蚀.刺激性气体。所以成型PVC要尽量采用低温,低速,高压。现在普遍认为PVC产品有毒,其实PVC本身可以说是没有毒性的,毒性主要来自于各种添加剂。生产PVC的模具浇注系统宜粗短,浇口截面宜大,不得有死角。模具温度适宜在20-50℃,采用螺杆式注射机喷嘴时,孔径宜大,以防死角滞料,模具,螺杆和料筒表面应镀铬。最好不带镶件,如有镶件应预热。
5.ABS
5.1性能和用途
ABS(Acrylonitrile Butadiene Styrene丙烯腈-丁二烯-苯乙烯),是丙烯晴--丁二烯--苯乙烯共聚物,密度为1.05 g/cm³。为浅黄色粒状或珠状不透明树脂,无毒、无味、吸水率低,具有良好的综合物理机械性能,如优良的电性能、耐磨性,尺寸稳定性、耐化学性和表面光泽等,且易于加工成型。缺点是耐候性,耐热性差,且易燃。
POM强度高,质轻、常用建材来代替铜、锌、锡、铅等有色金属,广泛用于工业机械、汽车、电子电器、日用品、管道及配件、精密仪器等部门,适于制作减磨耐磨零件,传动零件,以及化工,仪表等零件。
7 .2成型注意事项
POM吸水率大于0.2%,成型前应预干燥,在80-90℃干燥3小时左右。POM熔融温度与分解温度相近,成型性较差。成型温度在180-200℃左右,最好不要超过210℃,成型收缩率为1.2-3.0%。POM属于结晶性塑料,熔融范围窄,熔融和凝固快,料温稍低于熔融温度即发生结晶,流动性中等。POM的摩擦系数很低,弹性好,塑件表面易产生皱纹花样的表面缺陷。极易分解,分解温度为240度,分解时有刺激性和腐蚀性气体发生。
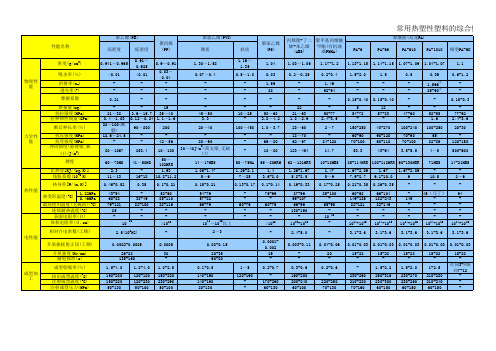
常用热塑性塑料的综合性能表
1014-1015 1014-1015 3.1-3.6 3.1-3.6 0.01-0.03 0.01-0.03 15-28 15-28 1-2.5 径向3-4纵向7210-280 210-240 60-150 -
的综合性能表
热塑性聚酯(线性聚酯) 氟塑料 聚对苯二甲 聚三氟氯 聚碳酸酯(PC) 聚对苯二甲酸丁二 均聚 共聚 聚四氟乙烯PTFE 乙烯 酸乙二(醇) (醇)酯PBTP 酯PETP PCTFE 1.18-1.2 1.42-1.43 1.41-1.43 1.37-1.38 1.3-1.55 2.1-2.2 2.1-2.2 0.2-0.3 0.2-0.27 0.22-0.29 0.08-0.09 0.03-0.09 0.01-0.02 0.02 1.586 89-93 0.15-0.35 0.15-0.35 0.04 14 13 13 14 60-88 58-70 62-68 57 52.5-65 14-25 31-42 2.5-3.0 2.9-3.1 2.8 2.8-2.9 2.6 0.4 1.1-2.1 80-95 15-75 40-75 50-300 250-500 50-190 122 113 94-130 98 91-92 84-117 83-103 18-20 52-65 640-830 64-123 53-85 0.4 35.4 107-160 192 ② 68-86HRM 118-120HRR 120HRR 68-98HRM 118HRR 50-65HD 74HD② 1.17-1.26 1.47 1.47 1.17 1.17-2.3 1.05 0.92 6~7 10 11 6.0-9.5 6 10.0-12 4.5-7 0.19 0.15 0.25 0.2-0.22 129-141 124 110 85 54 132-143 170 158 116 154 121 138 121 91 100 79 138 288 177-199 120 121 80 15 10 16 14 14 14 17 18 10 10 10 >10 10 -10 >1016 5 3.1 3.8 3.8 3.37 2.0-2.2 2.3-2.7 3.0-4.0(10 Hz) 5 0.03 0.004-0.0050.004-0.005 0.021 0.015-0.022(10 Hz) 0.0002-0.0005 0.0012 17-32 18.6 18.6 17-24 25-40 19.7 10-120 129-240 129-240 >360 360 0.5-0.8 2.0-2.5 2.0-3.0 1.5-2.5 1.0-5(模压) 1-2.5 220-270 160-190 160-190 <304 250-280 250-300 160-185 160-185 270-300 230-270 80-160 60-130 60-130 50-100 40-170 聚甲醛(POM) 聚酰亚胺(PI) 聚全氟乙 聚苯醚(PPO) 均苯型 烯丙烯FEP 1.06-1.36 0.06-0.12 0.18-0.23 17 48-66 2.3-2.6 35-60 69-113 57-97 214-374 60-65HD② 115-120HRR 1.17 1.46 8.5-10.5 3.3-3.7 0.25 0.16-0.22 82-135 70 98-137 204 79-104 60-121 10 18 1016-1017 6 2.1(10 Hz) 2.6-2.8 0.0007 0.001 40 16-22 >165 2.0-5 0.5-0.8 270-330 280-340 80-200 2.1-2.2 0.01 0.08 19-22 0.35 250-330 醚酐型 聚 聚砜(PSU) 苯硫醚(PPS聚醚醚酮(PEEK)聚芳酯(PAR) 1.2-1.51 0.26-0.27 85-90 60-67 2.1-2.3 50-65 82 75-100 219-294 65-100HRM 6.2-6.3 0.18 170-174 179 >1013 10 13 3.0-3.6 0.01-0.42 0.6-0.9 -
塑胶产品结构设计准则--壁厚篇
塑胶产品结构设计准则--壁厚篇基本设计守则壁厚的大小取决于产品需要承受的外力、是否作为其他零件的支撑、承接柱位的数量、伸出部份的多少以及选用的塑胶材料而定。
一般的热塑性塑料壁厚设计应以4mm为限。
从经济角度来看,过厚的产品不但增加物料成本,延长生产周期”冷却时间〔,增加生产成本。
从产品设计角度来看,过厚的产品增加引致产生空穴”气孔〔的可能性,大大削弱产品的刚性及强度。
最理想的壁厚分布无疑是切面在任何一个地方都是均一的厚度,但为满足功能上的需求以致壁厚有所改变总是无可避免的。
在此情形,由厚胶料的地方过渡到薄胶料的地方应尽可能顺滑。
太突然的壁厚过渡转变会导致因冷却速度不同和产生乱流而造成尺寸不稳定和表面问题。
对一般热塑性塑料来说,当收缩率”Shrinkage Factor〔低于0.01mm/mm 时,产品可容许厚度的改变达;但当收缩率高于0.01mm/mm时,产品壁厚的改变则不应超过。
对一般热固性塑料来说,太薄的产品厚度往往引致操作时产品过热,形成废件。
此外,纤维填充的热固性塑料于过薄的位置往往形成不够填充物的情况发生。
不过,一些容易流动的热固性塑料如环氧树脂”Epoxies〔等,如厚薄均匀,最低的厚度可达0.25mm。
此外,采用固化成型的生产方法时,流道、浇口和部件的设计应使塑料由厚胶料的地方流向薄胶料的地方。
这样使模腔内有适当的压力以减少在厚胶料的地方出现缩水及避免模腔不能完全充填的现象。
若塑料的流动方向是从薄胶料的地方流向厚胶料的地方,则应采用结构性发泡的生产方法来减低模腔压力。
平面准则在大部份热融过程操作,包括挤压和固化成型,均一的壁厚是非常的重要的。
厚胶的地方比旁边薄胶的地方冷却得比较慢,并且在相接的地方表面在浇口凝固后出现收缩痕。
更甚者引致产生缩水印、热内应力、挠曲部份歪曲、颜色不同或不同透明度。
若厚胶的地方渐变成薄胶的是无可避免的话,应尽量设计成渐次的改变,并且在不超过壁厚3:1的比例下。
常用热塑性塑料特性

本文由GONGPW1贡献pdf文档可能在WAP端浏览体验不佳。
建议您优先选择TXT,或下载源文件到本机查看。
常用热塑性塑料简介 1. PP 1.1 性能和用途 PP( Polypropylene 聚丙烯)是与我们日常生活密切相关的通用树脂,是丙烯最重要的下游产品,世界丙烯的 50%,我国丙烯的 65%都是用来制聚丙烯。
聚丙烯是世界上增长最快的通用热塑性树脂,总量仅仅次于聚乙烯和聚氯乙烯PP 是结晶性塑料,一般为呈不规则圆形表面有蜡质光泽白色颗料。
密度0.9-0.91g/cm3,是塑料中最轻的一种。
有较明显的熔点,根据结晶度和分子量的不同,熔点在 170℃左右,而其分解温度在 290℃以上,因而有着很宽的成型温度范围,成型收缩率1.0-2.5%。
PP 的使用温度可达 100℃,具有良好的电性能和高频绝缘性,且不受湿度影响。
但低温下易脆,不耐磨,易老化。
适于制作一般机械零件,耐腐蚀零件和绝缘零件。
此外,用 PP 料制做的铰链产品具有突出的耐疲劳性能。
1 .2 成型注意事项 PP 的吸湿性很小,成型前可以不要干燥,如果存偖不当,可在 70℃左右干燥 3 小时。
成型流动性好,但收缩范围及收缩值大,易发生缩孔,凹痕,变形。
冷却速度快,浇注系统及冷却系统应缓慢散热。
PP 在成型时要特别注意控制原料的熔化时间,PP 长期与热金属接触易分解。
易发生融体破裂,料温低方向方向性明显,低温高压时尤其明显。
模具温度方面,在低于 50℃度时,塑件不光滑,易产生熔接不良,流痕,在 90℃以上易发生翘曲变形。
塑料壁厚须均匀,避免缺胶,尖角,以防应力集中。
2.PE 2.1 性能和用途 PE( Polyethylene 聚乙烯),有高密度聚乙烯(低压聚合),低密度聚乙烯(高压聚合),线形低密度聚乙烯,超高分子量聚乙烯等多种,密度在 0.91-0.97 g/cm3之间,成型收缩率为 1.5-3.6%。
熔点在 120-140℃左右,分解温度在 270℃以上。
塑料模具设计 重点总结(高分子材料专业)2

塑料模具设计重点总结(高分子材料专业)2无流道浇注系统是指在注塑成形的过程中不产生流道凝料的浇注系统。
其原理是采用加热的办法或者绝热的办法,是整个生产周期中从主流道入口起到型腔浇口止的流道中的塑料一直保持熔融状态,因而在开模时,只需取出产品而不必取出浇注系统凝料。
采用绝热的办法的称为绝热流道模具,采用加热的办法的称为热流道模具,目前在应用上以后者为主。
绝热流道注塑模具绝热流道系统是将流道设计得相当粗大,以致流道中心部位的塑料在连续注塑时来不及凝固而始终保持熔融状态,从而让塑料熔体能通过它顺利地进入型腔。
分类:1.单型腔的井坑式喷嘴:又名井式喷嘴,绝热主流道,是最简单的绝热式流道,适用于单型腔。
2.多型腔的绝热流道模具:又称为绝热分流道模具,浇口常见有主流道型浇口,针点浇口等热流道注塑模具热流道模具的优点:1.节省了普通浇注系统流道凝料的回收加工的费用。
2.缩短成形周期,省去脱浇注系统的时间,和有时为了冷却粗大的浇注系统所多耗费的时间。
3.能更有效完成地利用注塑机的注塑能力生产出较大的产品,节省了每次注塑时耗于浇注系统的料。
与三板式模相比由于无需脱浇注系统,所需的开模行程大大减小能生产高度更大的制品。
4.浇注系统粗大且保持最佳的熔融状态,因此充模流动阻力减少,有效补料的时间延长,有利于提高制品质量。
同时由于不需在新料中大量掺入回收的浇口料,也有益于提高制品质量。
热流道模具的缺点:1.开机时要较长时间才能到达稳定操作,因此开机时废品较多。
2.需要操作技能较高的专业人员。
3.模具结构复杂,成本高,需要增添外接温控仪等辅助设备。
4.易出现熔体泄露、加热元件故障等较敏感问题,需精心维护,否则产生热降解等不良现象。
具有以下性质的塑料,适宜采用热流道模具:1.加工温度的范围宽,熔体粘度随温度变化小的塑料。
2.对压力敏感,不加压力时不流延,但施以很小压力即容易流动的塑料熔体。
3.热变形温度较高。
制品在高温下而能快速固化,并能快速脱出的塑件。
10种常用热塑性塑料简介

10种常用热塑性塑料简介PP1.1性能和用途PP( Polypropylene聚丙烯)是与我们日常生活密切相关的通用树脂,是丙烯最重要的下游产品,世界丙烯的 50%,我国丙烯的 65%都是用来制聚丙烯。
聚丙烯是世界上增长最快的通用热塑性树脂,总量仅仅次于聚乙烯和聚氯乙烯。
PP是结晶性塑料,一般为呈不规则圆形表面有蜡质光泽白色颗料。
密度0.9-0.91g/cm3,是塑料中最轻的一种。
有较明显的熔点,根据结晶度和分子量的不同,熔点在 170℃左右,而其分解温度在 290℃以上,因而有着很宽的成型温度范围,成型收缩率1.0-2.5%。
PP的使用温度可达100℃,具有良好的电性能和高频绝缘性,且不受湿度影响。
但低温下易脆,不耐磨,易老化。
适于制作一般机械零件,耐腐蚀零件和绝缘零件。
此外,用 PP料制做的铰链产品具有突出的耐疲劳性能。
1 .2成型注意事项PP的吸湿性很小,成型前可以不要干燥,如果存储不当,可在 70℃左右干燥 3小时。
成型流动性好,但收缩范围及收缩值大,易发生缩孔,凹痕,变形。
冷却速度快,浇注系统及冷却系统应缓慢散热。
PP在成型时要特别注意控制原料的熔化时间,PP长期与热金属接触易分解。
易发生融体破裂,料温低方向方向性明显,低温高压时尤其明显。
模具温度方面,在低于 50℃度时,塑件不光滑,易产生熔接不良,流痕,在 90℃以上易发生翘曲变形。
塑料壁厚须均匀,避免缺胶,尖角,以防应力集中。
PE2.1性能和用途PE( Polyethylene聚乙烯),有高密度聚乙烯(低压聚合),低密度聚乙烯(高压聚合),线形低密度聚乙烯,超高分子量聚乙烯等多种,密度在 0.91-0.97 g/cm3之间,成型收缩率为1.5-3.6%。
熔点在 120-140℃左右,分解温度在 270℃以上。
PE的耐腐蚀性,电绝缘性 (尤其高频绝缘性 )优良,并可以通过氯化、辐照、玻璃纤维等改性增强。
高密度聚乙烯的熔点、刚性、硬度和强度较高,吸水性小,有良好的电性能和耐辐射性;低密度聚乙烯的柔软性,伸长率,冲击强度和渗透性较好;超高分子量聚乙烯冲击强度高,耐疲劳,耐磨。
常用注塑材料

常用注塑材料1.AS苯乙烯-丙烯腈共聚物典型应用范围:电气(插座、壳体等),日用商品(厨房器械,冰箱装置,电视机底座,卡带盒等),汽车工业(车头灯盒、反光境、仪表盘等),家庭用品(餐具、食品刀具等),化装品包装等。
注塑模工艺条件:干燥处理:如果储存不适当,AS有一些吸湿特性。
建议的干燥条件为80℃、2~4小时。
熔化温度:200~270℃。
如果加工厚壁制品,可以使用低于下限的熔化温度。
模具温度:40~80℃。
对于增强型材料,模具温度不要超过60℃。
冷却系统必须很好地进行设计,因为模具温度将直接影响制品的外观、收缩率和弯曲。
注射压力:350~1300bar。
注射速度:建议使用高速注射。
流道和浇口:所有常规的浇口都可以使用。
浇口尺寸必须很恰当,以避免产生条纹、煳斑和空隙。
化学和物理特性:AS是一种坚硬、透明的材料。
苯乙烯成份使AS坚硬、透明并易于加工;丙烯腈成份使AS具有化学稳定性和热稳定性。
AS具有很强的承受载荷的能力、抗化学反应能力、抗热变形特性和几何稳定性。
AS中加入玻璃纤维添加剂可以增加强度和抗热变形能力,减小热膨胀系数。
AS的维卡软化温度约为110℃。
载荷下挠曲变形温度约为100℃。
AS的收缩率约为0.3~0.7%。
2.ps又叫聚苯乙烯,诞生于1930年,是一种热塑性塑料。
在未着色时透明。
制品落地或敲打,有金属似的清脆声,光泽和透明很好,类似于玻璃,性脆易断裂,用手指甲可以在制品表面划出痕迹。
改性聚苯乙烯为不透明。
常见制品:文具、杯子、食品容器、家电外壳、电气配件等注塑模工艺条件,干燥处理,除非储存不当,通常不需要干燥处理。
如果需要干燥,建议干燥条件为80℃、2~3h,熔化温度:180~280℃。
对于阻燃型材料其上限为250℃。
模具温度:40~50℃,注射压力:200~600bar。
注射速度:建议使用快速的注射速度。
留到和浇口:可以使用所有常规类型的浇口。
大多数商业用的ps都是透明的,非晶体材料。
常用热塑性塑料加工特性

常用热塑性塑料加工特性
塑料名称
成型特性
聚苯乙烯
(PS)
1无定型塑料,吸湿性小,不易分解,性脆易裂,热膨胀系数大,易产生应力开裂
2流动性能较好,溢边值0.03mm左右
3塑件壁厚应均匀,不宜有嵌件(如有嵌件应预热),缺口、尖角,各面应圆滑连接
4可用螺杆或柱塞式注塑机加工,喷嘴可用直通式或自锁式
5宜用高料温、高模温、低注射压力,延长注射时间有利于降低内应力,防止缩孔、变形(尤其对厚壁塑件),但料温高易出银丝,料温低或脱模剂多则透明性差
5模具设计时要注意浇注系统,选择好进料口为位置、形式。推出力过大或机械加工时塑件呈现“白色”痕迹(但在热水中加热可消失)。脱模斜度宜取2℃以上
苯乙烯-丙烯腈共聚体
(AS)
1无定型塑料,吸湿性大,热稳定性好,不易分解
2流动性比ABS好,不易出飞边
3易发生裂纹,塑件应避免尖角、缺口。定出均匀,脱模斜度宜取大值
3流动性中等,溢边料0.04mm左右(流动性比聚苯乙烯,AS差,但比聚碳酸酯、聚氯乙烯好)
4比聚苯乙烯加工困难,宜取高料温、模温(对耐热、高抗冲击和中抗冲击型树脂,料温更宜取高)。料温对物性影响较大、料温较高易分解(分解温度为250℃左右,比聚苯乙烯易分解),对要求精度较高塑件,模温宜取50~60℃,要求光泽及耐热型料宜取60~80℃,注射压力应比加工聚苯乙烯稍高,一般用柱塞式注塑机时料温为180~230℃,注射压力为100~140MPa,螺杆式注塑机则取160~220℃,70~100MPa为宜
吸湿性极小,但水敏性强,含水量不得超过0.2%加工前必须干燥处理,否则会出现银丝、气泡及强度显著下降现象
流动性差,益边值为0.06mm左右,流动性对温度变化敏感,冷却速度快