非织造学
非织造学复习重点集合
第一章绪论1.非织造的定义及工艺基本原理?定义:定向或随机排列的纤维通过摩擦、抱合或粘合或者这些方法的组合而相互结合制成的片状物、纤网或絮垫(不包括纸、机织物、簇绒织物,带有缝编纱线的缝编织物以及湿法缩绒的毡制品)。
工艺原理:包括纤维准备、成网、加固、后整理2.非织造材料与纸的区别?在纤维成分中长径比大于300的纤维占全部质量的50%以上,或长径比大于300的纤维虽只占全部质量的30%以上但其密度小于0.4g/cm3的,属于非织造材料,反之为纸。
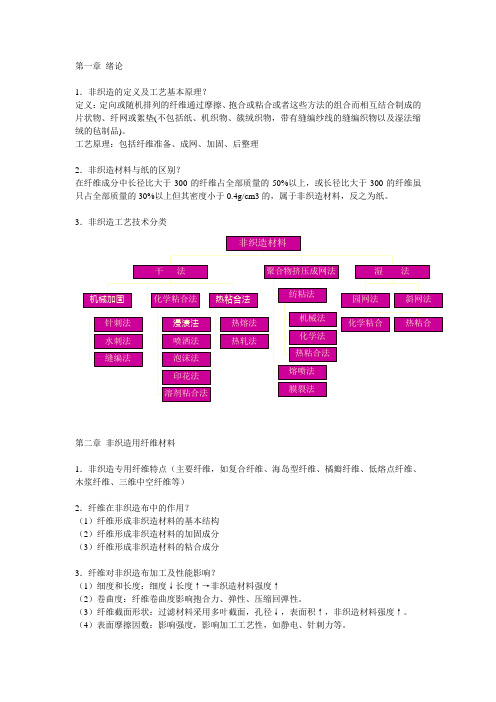
3.非织造工艺技术分类第二章非织造用纤维材料1.非织造专用纤维特点(主要纤维,如复合纤维、海岛型纤维、橘瓣纤维、低熔点纤维、木浆纤维、三维中空纤维等)2.纤维在非织造布中的作用?(1)纤维形成非织造材料的基本结构(2)纤维形成非织造材料的加固成分(3)纤维形成非织造材料的粘合成分3.纤维对非织造布加工及性能影响?(1)细度和长度:细度↓长度↑→非织造材料强度↑(2)卷曲度:纤维卷曲度影响抱合力、弹性、压缩回弹性。
(3)纤维截面形状:过滤材料采用多叶截面,孔径↓,表面积↑,非织造材料强度↑。
(4)表面摩擦因数:影响强度,影响加工工艺性,如静电、针刺力等。
(5)吸湿性:影响加工工艺性,如静电、粘合剂扩散等。
(6)线密度:线密度↓→非织造材料强度↑4.非织造工艺选择纤维原料的依据?(1)满足非织造材料使用性能的要求(2)满足非织造材料加工工艺和设备对纤维的要求(3)性价比的平衡及其他环境资源方面的要求第三章短纤维成网工艺和原理1.杂乱梳理形式和原理(书P59)2.气流成网的机理,影响气流成网均匀度的主要因素?机理:纤维经开松混合后,喂入高速回转的锡林或刺辊,进一步梳理成单纤维。
在锡林或刺辊的离心力和气流联合作用下,纤维从锯齿上脱落,靠气流输送,凝聚在成网帘(或尘笼)上,形成纤网因素:喂入纤维层的均匀性,纤维在气流中的均匀分布和输送,纤维在成网帘上的凝聚条件第八章纺丝成网工艺和原理1.纺丝成网的机理:纺丝成网法是聚合物挤压成网制造非织造材料的主要工艺,它充分利用了化学纤维纺丝成型的原理,采用高聚物的熔体进行熔融纺丝成网,或浓溶液进行纺丝和成网,纤网经机械、化学、热粘合加固后制成非织造材料。
非织造学 第二章 非织造用纤维原料
§2.1 纤维在非织造材料中的作用 §2.1 纤维与非织造材料性能的关系 §2.3 纤维选用的原则 §2.4 非织造常用纤维 §2.5 非织造用特种纤维
§2-1 纤维在非织造材料中的作用
一、纤维形成非织造材料的基本结构 对于大多数粘合法非织造材料,针刺、水刺加固非织造材
料,纺丝成网法非织造材料,湿法非织造材料,纤网型缝编 法非织造材料,纤维以网状形式构筑成非织造材料的主体结 构,纤维在这种非织造材料中的比重从一半以上直至百分之 百。 二、纤维形成非织造材料的加固成分
粘胶纤维已开发出许多新品种,如高卷曲、高湿强、高吸湿 等,常用于医卫材料,和其它纤维混和后用于服装衬基布、合 成革基布、食品过滤材料等。
八、麻纤维
苎麻纤维 性能:纤维细长,断裂强度4.9~5.7cN/dtex,断裂伸长1.5~ 2.3%,湿态断裂强度5.1~6.8cN/dtex,湿态断裂伸长2.0~ 2.4%,初始模量176~220cN/dtex,吸湿性很好,刚性好,硬 挺性好,但抱合力较小。
绷带和敷料:棉,粘胶 合成革基布:聚酯,聚酰胺 内底革:聚酯,粘胶,聚氯乙烯纤维 土工合成材料:聚酯,聚丙烯,聚酰胺,聚乙烯醇 过滤材料:聚酯,聚丙烯,棉,耐高温纤维等 吸油材料:聚丙烯,天然秸杆材料 电器绝缘材料:聚酯,聚丙烯 隔音材料:聚丙烯,聚乙烯醇,废纤维 隔热材料:棉,粘胶,麻纤维,废纤维 包装材料:聚乙烯,废纤维,聚酯,聚酰胺 抛光材料:聚酰胺,麻纤维 书籍布:聚酯,聚酰胺,聚乙烯 造纸毛毯:聚酰胺,羊毛
与聚丙烯纤维混和后可生产土工合成材料,水溶性纤维可用 于绣花基布、用即弃材料等。
五、聚丙烯腈纤维
定义:由丙烯腈和其它单体共聚而成,湿纺或干纺成形。 性能:断裂强度2.5~4.0cN/dtex,断裂伸长25~50%,湿 态断裂强度1.9~5.5cN/dtex,湿态断裂伸长25~60%,初 始模量22~55cN/dtex,密度为1.17g/cm3,软化点190~ 240℃,分解点280~300 ℃,强力较高,弹性好,耐光性 好,染色性好,蓬松性较好,易起毛起球,耐磨性较差。
非织造学 第六章 热粘合工艺和原理

合非织造材料性能提高、生产成本降低。
返回
§6-1 热粘合原理与分类
一、热粘合加固纤网基本原理 高分子聚合物材料大都具有热塑性,即加热到一定温 度后会软化熔融,变成具有一定流动性的粘流体,冷 却后又重新固化,变成固体。热粘合非织造工艺就是 利用热塑性高分子聚合物材料这一特性,使纤网受热 后部分纤维或热熔粉末软化熔融,纤维间产生粘连, 冷却后纤网得到加固而成为热粘合非织造材料。
• 表面粘合热轧采用的热轧机一般采用钢-棉-钢三辊形式, 两根钢辊均加热,轧辊线压力视所需非织造材料的密度而 定,通常为981~2452N/cm。
• 采用表面粘合热轧的非织造材料常用针刺非织造工艺进 行加固,根据产品的密度要求,可进行轻度针刺或高密度 针刺加固。
返回
面粘合
• 面粘合热轧适合于生产婴儿尿片和妇女卫生巾包覆材料、药 膏基布、胶带基布及其他薄型非织造材料,其纤网的定量通常 为18~25g/m^2,少数甚至在10g/m^2以下。面粘合热 轧制成的非织造材料一般表面多比较光滑。上世纪80年代许 多非织造材料生产企业采用这种工艺方法来代替化学浸渍粘合 法生产用即弃非织造材料,因为热轧非织造材料产品不含化学 粘合剂,更符合卫生要求,投资和生产成本也较低。
• 二、热粘合工艺分类 • ⒈热轧粘合
• 电加热 • 油加热 • 电磁感应加热 • ⒉热熔粘合 • 热风穿透式 • 热风喷射式 • ⒊超声波粘合
• 热轧粘合与热熔粘合的区别
• 热轧粘合是指利用一对加热辊对纤网进行加热,同时加 以一定的压力使纤网得到热粘合加固。
• 热熔粘合是指利用烘房加热纤网使之得到粘合加固。
非织造学一至三复习提纲
非织造学复习资料第一章非织造材料基本工艺路线纤维/原料选择→成网→加固→烘燥→后整理→卷材→最终产品,前四个为基本原理过程。
1、纤维准备:开松、除杂、混合、(加油润滑以及喷洒除静电剂)2、成网三大类:干法、湿法、聚合物直接成网法。
干法成网:成网设备(各种棉毛梳理机,气流成网机)湿法成网:特点:适用一些较短纤维(2-10mm)、成网较薄。
聚合物直接成网:由切片直接成为无纺布,流程短三种成网方法优缺点比较:干法:应用范围广,投资小、建厂快。
湿法:生产速度高,产品均匀性好,但建厂投资达,水源要求丰富,产品不易更换。
聚合物直接成网法:产量大,产品强度高,产品更换困难。
3、加固方法:机械加固、化学加固、热熔粘合加固、自身粘合。
4、后整理:增进最终产品的使用性能与美观。
方法:机械后整理、化学后整理、功能后整理非织造材料的发展原因:1. 传统纺织工艺与设备复杂化,生产成本不断上升,促使人们寻找新技术。
2. 化纤工业的迅速发展,为非织造技术的发展提供了丰富的原料,拓宽了产品开发的可能性。
短纤维在干燥状态下,经过梳理设备或气流成网机制成单向的、二维的或三维的纤维网,然后经过机械、化学粘合或者热粘合加固等而制成的非织造布。
聚合物直接成网法定义:利用化学纺丝原理,在聚合物纺丝成型过程中使纤维直接铺置成网,然后经过机械、化学或热方法加固而成非织造布,或利用薄膜生产原理直接使薄膜分裂成纤维状制品(非织造布)。
类型:纺粘法、闪纺法、湿法纺丝直接成网法机械加固法1、针刺法:纤维网通过针刺机刺针的反复穿刺作用,使部分纤维相互缠结,将蓬松的纤网加固的工艺。
特点:适用范围宽,成本低2、水刺法:利用高压高速的极细水流(水针)冲击纤维网,使纤维网中的纤维相互缠结而制成手感柔软的非织造布的加工工艺特点:发展较快,前景较好3、缝编法:利用缝编机,把维网用少量的成圈纱线紧固在一起而制成缝编织物的加固工艺。
特点:工艺简单、产量高、花色品种多,外观酷似纺织品,国内发展并不快。
非织造学笔记(XYH)
非织造学备课笔记第一章绪论1.1 非织造基本原理及发展简史一、非织造基本原理不同的非织造工艺技术具有各自对应的工艺原理。
但从宏观上来说,非织造技术的基本原理是一致的,可用其工艺过程来描述,一般可分为以下四个过程:(1)纤维准备;(2)成网;(3)加固;(4)后整理。
二、非织造材料的发展简史(一)非织造材料的起源非织造材料的起源可追溯到几千年前的中国古代。
(二)现代非织造工艺技术发展(三)世界非织造材料工业的发展概况第一阶段:二十世纪40年代初~50年代中,萌芽期。
第二阶段:二十世纪50年代末~60年代末,商业化生产。
第三阶段:二十世纪70年代初~80年代末,发展重要时期。
第四阶段:90年代初至今,全球发展期。
1-2 非织造材料的定义与分类一、非织造材料的定义(一)国家标准(GB/T5709-1997)定向或随机排列的纤维通过摩擦、抱合或粘合或者这些方法的组合而相互结合制成的片状物、纤网或絮垫(不包括纸、机织物、簇绒织物,带有缝编纱线的缝编织物以及湿法缩绒的毡制品)。
所用纤维可以是天然纤维或化学纤维;可以是短纤维、长丝或当场形成的纤维状物。
为了区别湿法非织造材料和纸,还规定了在其纤维成分中长径比大于300的纤维占全部质量的50%以上,或长径比大于300的纤维虽只占全部质量的30%以上但其密度小于0.4g/cm3的,属于非织造材料,反之为纸。
(二)ISO9002 赋予的定义A manufactured sheet, web or batt of directionally or randomly orientated fibers, bonded by friction, and/or cohesion and/or adhesion, excluding paper (see note) and products which are woven, knitted, tufted, stitch-bonded incorporating binding yarns or filaments, or felted by wet-milling, whether or not additionally needled.The fibers may be of natural or man-made origin. They may be staple or continuous filaments or be formed in site.二、非织造材料的分类非织造材料的分类方法一般基于以下两种分类方法进行,即成网方法和加固方法。
非织造学复习资料

非织造学复习资料一、非织造材料定义非织造材料又称非织造布、非织造织物,非织造材料主要利用纺织加工的工艺方法生产纤维形成一定形状,由纤维束形成的柔韧且具有良好透气的片状、块状、卷状、或其它形状的材料。
非织造材料的主要原料有天然纤维和合成纤维,如棉、毛、丝、麻、化学纤维等。
二、非织造材料的分类1、干法非织造材料:用机械成网,或化学纤维摩擦聚合成网,或者两者联合起来制成的非织造材料。
干法非织造材料主要由化学纤维制造。
干法非织造材料也具有交织成网的线,但它所用的原料与水刺非织造材料所用的原料有所不同,结构也比较简单,形成的网体也与水刺非织造材料有所不同。
干法非织造材料在某些特定产品中具有一定的优点,因此使用量也在不断增加。
2、湿法非织造材料:用机械或化学方法将纤维与液体一起混合,使纤维形成凝聚体。
湿法非织造材料除了可以采用一些干法非织造材料所用的纤维以外,还可以采用短纤维、长丝束等许多其他纤维作为原料。
湿法非织造材料的结构基本上是单层薄页结构。
湿法非织造材料主要用于卫生用品和工业用布等。
3、聚合物熔体或溶液的非织造加工:聚合物熔体或溶液的非织造加工是近年来发展起来的一种新的非织造技术。
这种方法主要用于聚合物单体的熔融纺丝或溶液纺丝过程。
它的特点是在纺丝过程中没有交织点存在,因此特别适合于高分子聚合物的连续长丝的制造。
高分子聚合物熔融纺丝或溶液纺丝所形成的纤维,在形态上与干法或湿法所形成的纤维有明显的不同。
前者形成的是连续长丝,而后者的纤维结构呈随机排列的纤维束。
4、电极法非织造加工:电极法非织造加工是最近几年才发展起来的,它的特点是制造过程中使用了电场作为驱动力进行加工的,这种加工方法主要用于生产具有特殊性能的产品,例如具有高导电性能的电极布等。
5、熔喷法非织造加工:熔喷法非织造加工是近年来发展起来的一种新工艺,它主要用于生产具有特殊性能的产品,例如防水透气的膜等。
6、静电纺丝法非织造加工:静电纺丝法非织造加工是最近几年才发展起来的一种新工艺,它主要用于生产具有特殊性能的产品,例如具有纳米级超细纤维的产品等。
非织造学 第七章 化学粘合工艺和原理
天然类 粘合剂
氨基酸衍生物—植物蛋白,酪朊,血蛋白,骨胶,鱼胶
天 然 树 酯 —木质素,单宁,松香,虫胶,生
漆
热固型—
酚醛树脂,间苯二酚甲醛树脂,尿醛树 脂,不饱和聚酯,聚异氰酸酯,丙烯酸
树脂型
双酯,有机硅等
热塑型— 聚醋酸乙烯酯,聚氯乙烯-醋酸乙烯酯,
聚丙烯酸酯,聚苯乙烯,聚氯乙烯,聚
合成类 粘合剂 橡胶型
超低温
环氧树脂改性聚氨酯、聚氨酯、尼龙改 性环氧树脂等
压敏
橡胶型:聚异丁烯橡胶、丁基橡胶、丁 苯橡胶
树脂型:丙烯酸酯、硅、氟树脂
基材(布、纸、塑料膜等)、隔 离剂
光敏
树脂单体或预聚体为主料,加入光敏剂、 经光催化聚合固化
二、粘合剂组成 粘合剂是由多种成份构成的混合物,除主体材料
(基材)外,还应根据不同特性和产品需要,添加若干 种辅助材料,包括固化剂、溶剂、增塑剂、乳化剂、 增稠剂、偶联剂、分散剂、络合剂、引发剂、发泡 剂、填料等。 1.基材
热固性粘合剂为网状体形结构,受热不软 化,遇溶剂不溶解,具有较高的凝聚强度, 而且耐热、耐介质腐蚀、抗蠕变,但冲击强 度和剥离强度较低。如酚醛树脂、环氧树脂 等。
可分为树脂型粘合剂、橡胶型粘合剂、无机 粘合剂和天然粘合剂。
树脂型粘合剂是由合成树脂为主要原料配制 而成的粘合剂。如酚醛树脂、环氧树脂等。
填充剂而不影响乳液稳Fra bibliotek树脂: 热塑性树脂:聚醋酸乙烯,聚丙烯 酸酯,环氧
定性乳液固含量高。 橡胶:丁苯,氯丁,天然橡胶。热
粉末
水溶性树脂在使用前加 热塑型树脂:乙烯或丙烯基聚合物。
溶 制剂成(溶水液或。有价机格溶 低剂 ,) 适,热固型树脂:酚类热固化树脂。
作业_非织造学
作业:第一章:1.1分析周围的非织造材料结构、性能;1.2试说明非织造材料与其他四大柔性材料的相互关系1.3 每5人一组,翻译一篇外文文献。
第二章:2.1结合外文文献,说明纤维在非织造材料中的作用;2.2结合外文文献,说明纤维性能对非织造材料性能的影响;2.3阐述非织造材料选用纤维原料的原则。
第三章:3.1 解释各向同性和各向异性,试述二者之间的主要区别;3.2气流成网原理是什么?气流成网有哪几种形式;3.3影响气流成网均匀度的因素有哪些;3.4简述湿法纤网的成型原理。
第四章:4.1 简述针刺加固原理和针刺机的基本结构;4.2 翻译关于针刺成型的外文文献;4.3 刺针在结构上可有哪些变化?这些变化对针刺非织造材料的性状有何影响?第五章:5.1试分析输网帘的结构对产品性能的影响。
5.2试述水刺非织造工艺参数对非织造材料性能的影响。
第六章6.1 试从工艺原理、产品结构、性能角度,论述热轧与热熔工艺的异同。
6.2与普通合成纤维相比,低熔点(双组分)纤维用于热粘合非织造工艺的特点是什么?6.3 分析轧点区域纤网结构和聚合物微结构的变化。
6.4 翻译外文文献,写出综述。
第七章7.1说明纤维表面浸润性,接触角的结构因素,如何提高纤维表面性能,从而提高纤维的粘合性能?7.2纤维的细度、长度、横截面几何形状,卷曲度以及纤维表面孔洞缝隙与它的粘合性能有什么关系?要提高非织造材料的强度,又要保证它的柔软性应如何控制这些指标?第八章:8.1阐述纺丝成网工艺中熔融纺丝牵伸基本原理第九章:9.1试从聚合物性能和熔喷工艺角度,论述获得超细纤维的途径与规律。
第十章:10.1查阅文献,简述非织造材料产品开发范围及特征;10.2简述过滤材料的主要性能指标和测试方法10.3试述非织造材料和机织物的机械拉伸性能的主要区别。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第一章
1、说明非织造材料与其他四大柔性材料的相互关系。
答:它的产品性能可以纺织品、塑料、皮革和纸四大柔性材料相似。
5、根据成网和加固的方法,将非织造材料进行分类。
答:成:干法、湿法、聚合物挤压
加:机械加固、热粘合、化学粘合
第二章
1、纤维在非织造材料中的作用。
答:纤维形成非织造材料的基本结构、加固成分、粘合成分。
2、分析纤维特性对非织造工艺和材料性能的影响。
答:特性:
(1)长度:长度D,强度D。
(2)线密度:密度X,强度D,手感柔软。
(3)卷曲度:卷曲D,抱合力D. (4)截面形状:三角形截面比圆形硬挺度高。
(5)表面摩擦因数:D,不容易滑脱,强度高。
工艺:
(1)成网工艺:由于在这个过程中纤维要受到多次机械力的作用,因此要求纤维要具有一定的强度、伸长度和耐磨性。
(2)加固工艺:热粘合中,此工艺对纤维的热熔温度、时间和纤维熔化后形态变化都有要求。
第三章
1、名词解释:
(1)纤网均匀度:纤维在纤网中发布的均匀程度。
(2)纤维面密度:单位面积的纤网有多少质量。
(3)纤维定向度:纤维在纤网中在某个方向排列的程度。
(4)纤网杂乱度:纤维在纤网中在各个方向排列的均匀程度。
(5)各向同性和各向异性:杂乱度高的纤维成品,其在各个方向上面的力学性能很可能相似。
同性:定向性高的纤维成品,其在各个方向上面的力学性
能可能相差很大。
2、梳理的目的。
答:使纤维平行伸直、混合均匀、清理杂质、成单纤维状态。
4、什么是梳理单元?他有什么作用?
答:单元:有剥离罗拉、工作罗拉、锡林组成的单元。
作用:梳理纤维
6、梳理机的主要种类有哪两种?各自的特点及其主要差异是什么?
答:种类:盖板—锡林式、罗拉—锡林式
特点:(1)盖:梳理面多、损失部分短纤维排出、连续梳理对长纤维有损伤等。
(2)罗:梳理面少、没有短纤维排出、间歇梳理对长纤维损伤少等。
7、高速梳理机主要有哪两种形式,增长原理是什么?
答:形式:单锡林双道夫、双锡林双道夫。
原理:单:可以提高锡林的转速,在锡林后配置两只道夫,可转移出两层纤维,增加产量。
双:在单锡林基础上再加一个锡林,通过增加梳理面积来增加产量。
8、杂乱梳理有那几种形式,其原理是什么?
答:带凝聚罗拉的杂乱梳理、带杂乱锟的杂乱梳理,组合杂乱梳理。
原理:凝聚罗拉:凝聚罗拉1比凝聚罗拉2的速度高,纤维受到推挤作用变相杂乱。
杂乱罗拉:杂乱罗拉高速旋转,在杂乱罗拉与锡林间形成的三角气流湍流使纤维进行变相杂乱。
9、交叉铺网装置的主要作用是什么?
答:加厚度、加幅宽、增加纤网中纤维杂乱度。
10、铺网的形式有几种,各自特点如何?
答:平行式、交叉式
平行式:产品的宽度受梳理机工作宽度的限制,表面平整。
交叉铺网:产品的宽度也不再受梳理机工作宽度限制,增加纤网中纤维杂乱度,表面有叠痕。
13、如何使铺网后纤网进一步杂乱,应采取什么装置?其原理是什么?
答:纤维杂乱牵伸机
原理:通过多级小倍数牵伸,使纤网中原来呈横向排列的部分纤维朝纵向排列。
14、气流成网的原理是什么?气流成网有哪几种形式?
答:纤维在高速回转的锡林或刺滚的离心力和气流联合作用下,纤维送锯齿上脱落,靠气流输送,凝聚在成网帘上,形成纤网。
15、气流成网形成的纤维结构特点是什么?是说明其形成原理?
答:纤维呈三维取向杂乱的纤网。
原理:略
16、什么是干法造纸,干法造纸的基本工艺是有哪些?
答:先用气流成网设备将纤维制成纤网,然后再经加固形成非织造材料的一种新工艺。
工艺:木浆纤维的成网、纤网的加固
17、湿法纤网的成形原理?
答: 以水为介质,在成网抄纸前加入大量的水,使纤维分散成悬浮液,然后在网过程中进行大量脱水,使之成为纤维网状结构,最后再经物理或者化学的方法进行加
工和处理。
第四章
1、试述针刺机构的技术要求与性能指标。
答:(1)运转平稳,震动小、(2)针刺机的针刺频率、(3)针板的植针孔应该与拖网板和剥网板的孔眼相对应、(4)针板坚固耐用,不易变形,装卸方便、(5)工作
幅宽、(6)自动化程度高,减震性好,动力消耗少。
指标:工作幅宽、针刺频率、布针密度、针刺动程、针刺方式
3、阐明主针刺机和预针刺机的主要区别?
答:主针刺机比预针刺机针刺密度大,针刺频率高,针刺动程小,针刺方式更多。
6、针刺密度和针刺深度对产品质量有什么影响?
答:针刺密度越大,产品的强度越大,过大会损伤强度,产品越硬挺
针刺深度越大,纤维的缠结更好,强度会提高。
但是刺的过深,会损伤强
度。
第五章
1、试阐述水刺加固缠结的基本原理。
答:通过喷水板喷射高压水形成水针对脱网帘和转鼓上运动的纤维进行喷射,在水针的直接
冲击力和反射水流的双重作用下,纤维网内的纤维相互缠结,穿插,形成
无数机械加固,从而使纤网加固。
2、试讨论预湿工艺对缠结性能的影响。
答:对纤维网进行压实,使喷射的水流可以有效的穿过纤网。
使纤维变得柔软易于缠结。
4、阐述转鼓水刺工艺和平网水刺工艺的区别。
答:平网水刺:占地面积大,精度低,生产过程中存在跑偏现象,更换产品样式方便转鼓水刺:占地面积小,不存在跑偏现象,适合高速生产,更换产品样式难。
5、试分析输送网帘的结构对产品性能的影响。
答:金属微孔圆网转鼓有利于水针的反弹和纤维的缠结,强度比平网更高。
不同网眼结构的输网帘可以生产不同外观的水刺布。
6、水过滤的主要作用有哪些?
答:节约用水,除掉杂质与微生物防止堵塞喷水口,除去有色物质。
第六章
1、试从工艺原理、产品结构、性能角度、论述热轧与热熔工艺的异同。
答:原理:
热轧:利用一对加热辊对纤网进行加热和加压,从而使纤网得到加固。
热熔:利用烘房对纤网进行加热,从而使纤网得到加固。
同:都是热粘合的方式。
异:热轧适用薄型到中厚型,点粘合产品柔软,面粘合产品硬挺;热熔产品适用薄型到厚型,产品蓬松,透气性好。
4、与普通合成纤维相比,低熔点(双组分)纤维用于热粘合非织造工艺的特点是什么。
答:双组份纤维有一组分充当基础成分提供强力,另一组分充当粘合成分,纤网强度好。
7、试述超声波粘合的工作原理。
答:利用换能器将电能转化为机械振动,变幅杆扩大振幅,振动传到连接传振器上带销钉上,销钉与纤维之间剧烈摩擦,与销钉接触的纤维变开始熔融,冷却加固。
第七章
1、天然类、合成类粘合剂的种类、品种有哪些?树脂型、橡胶型、复合型粘合剂的结构性
能异同点是那些?
答:天然类粘合剂:葡萄糖衍生物,氨基酸衍物,天然树脂
合成类粘合剂:树脂型,橡胶型,复合型。
同:都是化学粘合,主要组成是C和H元素。
异:树脂的玻璃化温度比室温高,橡胶的玻璃化温度比室温低,复合型玻璃化温度取决于两种聚合单体组成和比例。
3、化学粘合法非织造材料的工艺设计应考虑哪些因素。
答:(1)粘合剂的种类(2)粘合剂的施加工艺(3):粘合剂的用量与浸渍时间
8、试述粘合剂的含固量、玻璃化温度与非织造材料性能的关系
答:粘合剂含固量增加,无纺布的强度增加,密度增加;玻璃化温度更高,产品更硬挺。
9、阐述泡沫浸渍法和饱和浸渍法非织造材料加工工艺的异同点,并由此说明对各其产品性
能的影响。
答:同:都是化学粘合法。
异:泡沫浸渍法是发泡的粘合剂破裂,粘附在纤维的交叉点上固化。
粘合剂的用量少,干燥能耗较少,产品蓬松,柔软,密度小。
浸渍法粘合剂用量多,干燥能耗多,产品硬挺,密度
大。
第八章
4、阐述纺丝成网工艺中熔融纺丝、拉伸、冷却的作用。
答:熔融纺丝:生产无纺布(开玩笑的,我也不知道)
拉伸:使纤维变细,增加取向提高结晶度和强度。
冷却:防止丝条粘和并丝,增加更多准结晶结构。
5、分析丝条冷却作用。
答:见上
6、拉伸中纤维结构产生什么变化?对纤网性能有什么影响。
答:在拉伸的过程中,取向度和结晶度提高,纤维变细,纤网强度提高。
7、试比较单组份和双组份纺丝成网产品的性能特点。
答:(我也不知道)
第九章
2、分析比较纺丝成网和熔喷工艺与产品的差别,讨论SMS复合材料特点。
答:纺丝成网:是长丝成网,均匀拉伸取向,纤网强度高。
熔喷工艺:是短纤成网,不均匀取向拉伸,纤网强度低。
S:纺粘无纺布M:熔喷无纺布。