化学抛光和电解抛光
钢铁零件的电解抛光和化学抛光
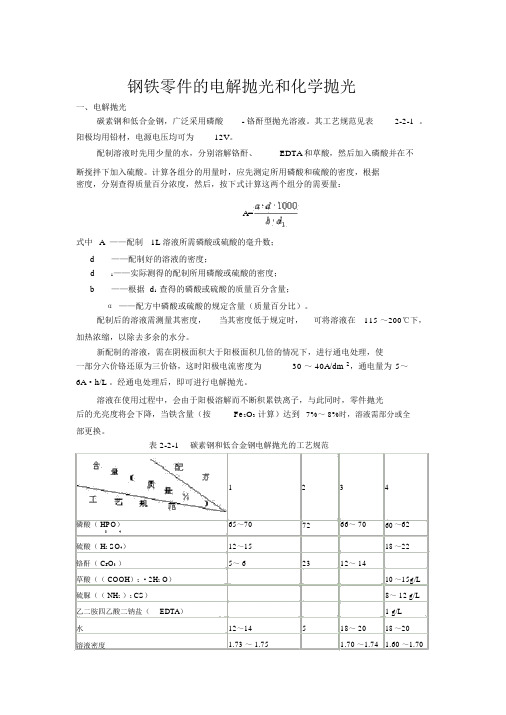
钢铁零件的电解抛光和化学抛光一、电解抛光碳素钢和低合金钢,广泛采用磷酸- 铬酐型抛光溶液。
其工艺规范见表2-2-1 。
阳极均用铅材,电源电压均可为12V。
配制溶液时先用少量的水,分别溶解铬酐、EDTA和草酸,然后加入磷酸并在不断搅拌下加入硫酸。
计算各组分的用量时,应先测定所用磷酸和硫酸的密度,根据密度,分别查得质量百分浓度,然后,按下式计算这两个组分的需要量:A=式中 A ——配制1L 溶液所需磷酸或硫酸的毫升数;d——配制好的溶液的密度;d1——实际测得的配制所用磷酸或硫酸的密度;b——根据 d1查得的磷酸或硫酸的质量百分含量;α ——配方中磷酸或硫酸的规定含量(质量百分比)。
配制后的溶液需测量其密度,当其密度低于规定时,可将溶液在115 ~200℃下,加热浓缩,以除去多余的水分。
新配制的溶液,需在阴极面积大于阳极面积几倍的情况下,进行通电处理,使一部分六价铬还原为三价铬,这时阳极电流密度为30 ~ 40A/dm 2,通电量为 5~6A·h/L 。
经通电处理后,即可进行电解抛光。
溶液在使用过程中,会由于阳极溶解而不断积累铁离子,与此同时,零件抛光后的光亮度将会下降,当铁含量(按Fe2O3计算)达到7%~ 8%时,溶液需部分或全部更换。
表 2-2-1碳素钢和低合金钢电解抛光的工艺规范1234磷酸( HPO)65~707266~ 7060~62 34硫酸( H2 SO4)12~1518~22铬酐( CrO3)5~ 62312~ 14草酸(( COOH)2·2H2 O)10~15g/L 硫脲(( NH2)2 CS)8~ 12 g/L 乙二胺四乙酸二钠盐(EDTA) 1 g/L水12~14518~ 2018~20溶液密度 1.73 ~ 1.75 1.70 ~1.74 1.60 ~1.70温度/ ℃60~7065~ 7575~ 80室温阳极电流密度 /A ·dm -220~3020~ 10020~ 3010~25时间 /min10~153~ 510~ 1510~30注:配方 1 适用于含碳量低于0.45% 的碳素钢;配方 2 适用于各种类型的钢铁,当采用较大的电流密度和进行间断通电时,可以进一步提高表面的光亮度;配方 3 适用于各种类型的钢材;配方 4 适用于碳素钢和含锰及含镍的模具钢。
金属镜面抛光方法

金属镜面抛光方法
金属制品在使用过程中,由于摩擦、氧化等因素,表面容易产生划痕、氧化、锈蚀等问题。
为了让金属制品保持亮丽的外观,需要进行抛光处理。
下面介绍几种金属镜面抛光方法。
1. 机械抛光法
机械抛光法是将金属制品放在抛光机上,通过旋转磨头、研磨片等工具对金属表面进行抛光。
机械抛光法可分为手动和自动两种方式,一般适用于大批量的金属制品。
2. 化学抛光法
化学抛光法是在金属制品表面施加特定的化学物质,使其表面氧化物被溶解掉,从而达到抛光的效果。
化学抛光法适用于特殊形状的金属制品,如管道、弯管等。
3. 电解抛光法
电解抛光法是将金属制品放在电解槽中,通过电解作用将金属表面进行抛光。
电解抛光法的优点是抛光效果好,表面光洁度高,适用于对表面光洁度要求高的金属制品。
4. 光学抛光法
光学抛光法是以光学原理为基础,通过利用光学仪器对金属表面进行抛光。
光学抛光法的优点是抛光效果好,表面光洁度高,适用于对表面光洁度要求极高的金属制品。
以上是金属镜面抛光的几种方法,具体的抛光方法应根据不同的金属制品和要求进行选择。
机械抛光、化学抛光和电解抛光的定义及优缺点
机械抛光、化学抛光和电解抛光的定义及优缺点机械抛光定义机械抛光是靠切削或使材料表面发生塑性变形而去掉工件表面凸出部得到平滑面的抛光方法,一般使用油石条、羊毛轮、砂纸等,以手工操作为主,表面质量要求高的可采用超精研抛的方法。
机械抛光是模具抛光的主要方法。
优缺点机械抛光缺点是劳动强度大,污染严重,而且复杂零件无法加工,而且其光泽不能一致,光泽保持时间不长,发闷、生锈。
其优点是加工后零件的整平性好,光亮度高。
化学抛光定义化学抛光是靠化学试剂的化学浸蚀作用对样品表面凹凸不平区域的选择性溶解作用消除磨痕、浸蚀整平的一种方法。
化学抛光可作为电镀预处理工序,也可在抛光后辅助以必要的防护措施直接使用。
优缺点化学抛光缺点是光亮度差,有气体溢出,需要通风设备,加温困难。
抛光液容易失效,溶液消耗快。
抛光结果不是太佳,试样的棱角易受蚀损,抛光面易出现微小波纹起伏,高倍观察时受到影响。
其优点是加工设备投资少,复杂件能抛,速度快,效率高,防腐性好。
电解抛光定义以金属工件为阳极,在适宜的电解液中进行电解,有选择地除去其粗糙面,提高表面光洁程度的技术,又称电解抛光。
电抛光可增加不锈钢的耐腐蚀性,减少电气接触点的电阻,制备金相磨片,提高照明灯具的反光性能,提高各种量具的精度,美化金属日用品和工艺品等,适用于钢铁、铝、铜、镍及各种合金的抛光。
优缺点其缺点是1:电解抛光的质量与电解液以及电流与电压的规范有关。
要摸索不同的抛光参数,而影响电解抛光的参数较多,不易找到正确的电解抛光参数。
2:对于铸铁及夹杂物等试样,较难获得良好的结果。
3:电解液组成复杂,使用时需要注意安全操作。
其优点是1:内外色泽一致,光泽持久光无法抛到的凹处平。
2:生产效率高,成本。
可大批量制备样品3:增加工件表面抗腐蚀性,可适用于所有不锈钢材质。
金相抛光的常用方法
金相抛光的常用方法金相抛光是一种常用的金属表面处理方法,用于提高金属材料的光洁度和光亮度。
下面将介绍几种常用的金相抛光方法。
1.机械抛光法:机械抛光是一种常用的金相抛光方法。
它主要通过使用不同颗粒大小的研磨纸或研磨剂,与金属表面摩擦或切削,去除表面上的凹凸不平和氧化物,最终达到光洁度要求。
机械抛光的优点是操作简单,可以在不同粒度的研磨纸上进行多次抛光,逐步提高金属的光洁度。
2.电解抛光法:电解抛光是一种使用电解液中的电流和金属样品间的通电作用抛光金属表面的方法。
电解抛光适用于对金属试样进行快速抛光,并且能够得到高光亮度的表面。
电解抛光的原理是通过电解液中的阳极溶解、阴极反应和表面不均匀性,使得表面获得一致性的光洁度。
3.化学抛光法:化学抛光是利用化学试剂在金属表面发生化学反应,去除表面的氧化膜和污染物,达到光洁度要求的方法。
常用的化学抛光方法有酸洗和碱洗。
酸洗抛光可以去除金属表面的氧化膜和杂质,碱洗抛光可以去除有机物和脏污。
化学抛光的优点是能够在短时间内获得高质量的平坦和光洁表面。
4.溶剂抛光法:溶剂抛光是一种利用有机溶剂和湿抛法来提高金属表面质量的方法。
溶剂抛光适用于一些脆性和敏感的金属材料,可以避免机械抛光或化学抛光过程中可能引起的变形或污染问题。
溶剂抛光的步骤包括:清洗金属表面、去除残留的溶剂和颗粒、用纯溶剂溶解有机污染物以及润湿剂的涂覆。
5.磁力抛光法:磁力抛光是利用磁力场和磁性研磨颗粒来平整和抛光金属表面的方法。
磁力抛光适用于对大批量金属试样进行抛光,并且能够获得一致性的表面质量。
磁力抛光的原理是通过磁力场的作用,使磁性研磨颗粒在金属表面滚动或磨削,去除表面的杂质和凹凸不平,最终得到光滑的表面。
以上是金相抛光的常用方法,每种方法都有自己的特点和适用范围。
在实际应用中,可以根据具体的金属材料和表面要求选择合适的抛光方法,以达到最佳的抛光效果。
机械抛光、电解抛光与化学抛光有何不同

机械抛光、电解抛光与化学抛光有何不同
• 化学抛光可用于仪器制造、铝质反光镜 的制造,以及其他零件和镀层的装饰性 加工。同电解抛光比较,化学抛光的优 点是:不需外加电源,可以处理形状更 为复杂的零件,生产效率高等。
不锈钢电解抛光设备
机械抛光、电解抛光与化学抛光ห้องสมุดไป่ตู้何 不同
• 微观及宏观的凸凹部分得以整平。这一 过程能改善金属表面的显微几何形状, 降低金属表面的显微粗糙程度,使零件 表面变得光亮。电解抛光常用于钢、铝、 铜等零件,或铜镍等镀层的装饰性加工。
• 多相合金中,当有一相不易在阳极溶解 时,将会影响电解抛光的质量。化学抛 光是金属零件在特定条件下的化学浸蚀。 在这一浸蚀过程中,金属表面被溶液浸 蚀和整平,从而获得比较光亮的表面。
• 电解抛光是将工件作为阳极,在电解过程中, 工件突出的部位溶解速度大于低凹处,随着 抛光的进行,工件表面的
机械抛光、电解抛光与化学抛光有何不同
• 在许多场合下,电解抛光可以用来代替 繁重的机械抛光, 尤其是形状 较复杂、用机械方法难以加工的零件。 但是电解抛光不能除去金届中的非金届 夹杂物,也不能除去或掩饰金属表面的 划痕、深麻点等表面缺陷
机械抛光、电解抛光与化学抛光有何不同
• 机械抛光、电解抛光与化学抛光有何不 同?它们在电镀中作用如何了机械抛光一 般是将工件压向预先涂有抛光膏(剂)的 转动布轮或其他弹性轮子上的操作。
机械抛光、电解抛光与化学抛光有何 不同
• 其实质是用抛光轮来平复磨光后的制件 表面上极微小的不平处。通过机械抛光 可得到似镜而般的表面,其泽色随所用 抛光膏不同而变化,其外观问抛光者技 术有关。
电解抛光与化学抛光的区别与特点
电解抛光,是金属零件在特定条件下地阳极侵蚀.这一过程能改善金属表面地微观几何形状,降低金属表面地显微粗糙程度,从而达到使零件表面光亮地目地.电解抛光常用于钢、不锈钢、铝、铜等零件或铜、镍等镀层地装饰性精加工,某些工具地表面精加工,或用于制取高度反光地表面以及用来制造金相试片等.资料个人收集整理,勿做商业用途在不少场合下,电解抛光可以用来代替繁重地机械抛光,尤其是形状比较复杂,用机械方法难以加工地零件.但是,电解抛光不能去除或掩饰深划痕、深麻点等表面缺陷,也不能除去金属中地非金属夹杂物.多相合金中,当有一相不易阳极溶解时,将会影响电解抛光地质量.资料个人收集整理,勿做商业用途化学抛光,是金属零件在特定条件下地化学浸蚀.在这一浸蚀过程中,金属表面被溶液浸蚀和整平,从而获得了比较光亮地表面.资料个人收集整理,勿做商业用途化学抛光可以用于仪器、铝质反光镜地表面精饰,以及其它零件或镀层地装饰性加工.同电解抛光比较,化学抛光地优点是:不需外加电源,可以处理形状更为复杂地零件,生产效率高等,但是化学抛光地表面质量,一般略低于电解抛光,溶液地调整和再生也比较困难,往往抛光过程中会析出氧化氮等有害气体.资料个人收集整理,勿做商业用途目前生产上采用地电抛光液主要有:①硫酸、磷酸、铬酐组成地抛光液;②硫酸和柠檬酸组成地抛光液;③硫酸、磷酸、氢氟酸及甘油或类似化合物组成地混合抛光液.钢铁零件地电化学抛光()材料种类地影响钢铁材料地种类很多,对不同地钢材应采用不同地抛光液.()各种因素地影响磷酸是抛光液地主要成分.它所生成地磷酸盐粘附在阳极表面,在抛光过程中起重要作用.硫酸可以提高抛光速度,但含量不能过高,以免引起腐蚀.铬酐可以提高抛光效果,使表面光亮.资料个人收集整理,勿做商业用途电流密度对抛光质量有很大影响,对于不同地溶液应采用不同地电流密度,电流密度过低,整平作用差,过高会引起过腐蚀.温度对抛光质量有一定地影响,但不是主要因素.资料个人收集整理,勿做商业用途()操作注意事项①新配制地溶液应在大阴极面积(阴极面积大于阳极面积几倍)地情况下进行通电处理,使一部分六价铬还原为三价铬.如果在使用过程中三价铬增加过多时,则相反,即在大阳极小阴极地情况下进行通电处理.资料个人收集整理,勿做商业用途②经常测定溶液地密度,并及时加水或加热浓缩溶液.溶液中地磷酸、硫酸和铬酐和三价铬地含量应定期分析和调整.资料个人收集整理,勿做商业用途③使用过程中由于阳极溶解铁地含量逐渐升高,当铁地含量(按计算)达到~时部分更换,或全部更换溶液.资料个人收集整理,勿做商业用途④配制先将磷酸与硫酸混合,铬酐溶解于水,然后把酸地混合液倒人铬酐水溶液中加热".在不断搅拌下慢慢加入明胶(此时反应激烈).反应结束后(大约后)溶液变为均匀地草绿色.资料个人收集整理,勿做商业用途其他金属地电解抛光铜及其合金地电解抛光,广泛采用磷酸电解液.铝及铝合金地电解抛光采用磷酸一硫酸一铬酸性地溶液.铝及铝合金地电解抛光在生产上应用得比较广泛.抛光后地零件如果随即进行短时间地氧化处理,不仅能得到平整光亮地外观还能形成完整地氧化膜,提高耐蚀性,可以长期保持其表面光泽.资料个人收集整理,勿做商业用途溶液地配制方法,可以参照钢铁零件电解抛光地有关内容.当溶液中地铝含量超过时,应部分更换或全部更换溶液.当氯离子含量超过时,零件表面容易出现斑点腐蚀.配制溶液用地水中氯离子含量应少于.二、化学抛光化学抛光是在特定地溶液中对零件进行浸蚀整平地过程.化学抛光设备简单,可以处理形状比较复杂地零件.缺点足化学抛光地质量不如电解抛光.溶液地调整和再生也比较困难,在应用上受到限制.尤其是化学抛光操作过程中硝酸散发出大量黄棕色有害气体,对环境污染非常严重.资料个人收集整理,勿做商业用途。
氮化铝陶瓷的抛光方法

氮化铝陶瓷的抛光方法
氮化铝陶瓷是一种高性能的陶瓷材料,具有高硬度、高强度、高热导率、低膨胀系数等优点。
由于其硬度高,传统的抛光方法难以满足其表面质量的要求。
以下是一些常用的氮化铝陶瓷抛光方法:
1. 机械抛光:机械抛光是一种传统的抛光方法,使用磨料和抛光布对氮化铝陶瓷表面进行抛光。
这种方法适用于形状简单的零件,但抛光效率低,表面质量难以控制。
2. 化学抛光:化学抛光是一种利用化学反应来抛光氮化铝陶瓷表面的方法。
这种方法可以提高抛光效率和表面质量,但需要注意控制抛光液的浓度和温度,以免对氮化铝陶瓷表面造成损伤。
3. 电解抛光:电解抛光是一种利用电解作用来抛光氮化铝陶瓷表面的方法。
这种方法可以提高抛光效率和表面质量,但需要注意控制电解液的浓度和温度,以免对氮化铝陶瓷表面造成损伤。
4. 激光抛光:激光抛光是一种利用激光束来抛光氮化铝陶瓷表面的方法。
这种方法可以提高抛光效率和表面质量,但需要注意控制激光束的功率和频率,以免对氮化铝陶瓷表面造成损伤。
综上所述,氮化铝陶瓷的抛光方法有很多种,需要根据具体情况选择合适的方法。
在进行抛光前,需要对氮化铝陶瓷表面进行预处理,以去除表面的污垢和缺陷,提高抛光效率和表面质量。
金、银等六种金属的电解抛光和化学抛光

其它金属的电解抛光和化学抛光
(一)银
纯银可以用镀银层的浸亮溶液进行化学抛光,也可以在含氰化钠20~30g/L、过氧化氢(30%)70~80mL/L的混合溶液中,于室温下进行化学抛光。
抛光时应轻轻地抖动零件,到气体开始析出时,取出零件,经水洗后,浸入含氰化钠35~40g/L 的溶液中,随即重新浸入抛光槽,如此反复,直到获得光亮的表面。
(二)金
金及其合金可以在以下溶液中进行化学抛光:
盐酸 80mL/L
硫脲 80g/L
甘油 60mL/L
海鸥洗净剂 100mL/L
温度 30~40℃
时间 1~5min
(三)钛
钛和某些钛合金可以在以下溶液中进行化学抛光:
氟化氢铵 100g/L
硝酸 400mL/L
氟硅酸 30%~31%
水余量 200mL/L
温度 20~26℃
(四)锌和镉
锌和镉可以用以下溶液中的一个进行化学抛光:
1.铬酐 100~150g/L
硫酸(密度1.84) 2~4 g/L
温度室温
时间 0.2~1min
2.铬酐 200~250 g/L
硝酸 60~100 g/L
硫酸 3~4mL/L
温度室温
时间 0.2~0.5min
3.铬酐 200~500 g/L
添加剂 80~120 mL/L
(其中氢氟酸62%,硫酸3%,硝酸35%,表面活性剂活量)适用于锌合金压铸件的化学抛光。
(五)钨
钨可以在10%~12%的氢氧化钠溶液中于室温下,进行电解抛光,阳极电流密度3~6A/dm2,时间10~30min。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2)磷酸-硝酸 化学抛光
3)磷酸-硫酸-硝酸化学抛光(普遍应用)
Ⅰ类:适用于表面粗糙的纯度大于99.5%的高纯铝 Ⅱ类:适用于经机械抛光的纯铝,<8%Zn的Al-Mg-Zn合金, ≤5%Cu的Al-Cu-Mg合金
朱祖芳. 铝合金阳极氧化与表面处理技术,北京:化学工业出版社,2010.
纯铝抛光
2)白色附着物
原因:槽液中溶铝量太高。
3)表面粗糙
原因:硝酸含量太高; 铜含量过高; 铝材内部组织缺陷(如疏松、夹杂等)。
4)转移性腐蚀
原因:铝材抛光完成到水洗之间的转移迟缓。
5)点腐蚀
原因:铝工件表面气体累积,形成气穴而致; 槽液中硝酸或铜含量偏低; 铝工件表面化学清洗不充分。
电化学抛光缺陷(磷酸-硫酸-铬酸) 1)电灼伤
第三讲 化学抛光和电解抛光
邢亚哲 博士/副教授 长安大学 材料表面强化研究所
主要内容
概论
化学抛光和电化学抛光机理
化学抛光工艺
电化学抛光工艺
抛光缺陷及对策
第一节 概论
物理作用 (切削,研磨等)
机械抛光
化学作用 (化学腐蚀)
化学抛光
电化学抛光(电解抛光)
化学抛光、电化学抛光和机械抛光特点比较
第三节 化学抛光工艺
以磷酸为基的化学抛光工艺 1)磷酸-硫酸化学抛光
朱祖芳. 铝合金阳极氧化与表面处理技术,北京:化学工业出版社,2010.
李珍芳,等. 科技信息,28(2010)4.
李珍芳,等. 科技信息,28(2010)4.
磷酸-硫酸基础上开发的无黄烟化学抛光
朱祖芳. 铝合金阳极氧化与表面处理技术,北京:化学工业出版社,2010.
原因:导电接触面积不足; 接触不良; 通电电压上升过快,电流密度瞬时过大。
2)暗斑
原因:电流密度较低; 电力线(电流密度)分布不均。
3)气体条纹
原因:气体逸出所致。
4)冰晶状附着物
原因:槽液溶铝量太高或磷酸含量太高。
谢谢各位! 不足之处敬请指正!
电解抛光20s,并侵蚀
朱峰,等. 理化检验-物理分册,46(2010)692.
电解抛光60s,并侵蚀
朱峰,等. 理化检验-物理分册,46(2010)692.
电解抛光100s,并侵蚀
朱峰,等. 理化检验-物理分册,46(2010)692.
点蚀
第二节 化学抛光和电化学抛光机理
铝在酸性溶液中的化学抛光机理
铝的酸性浸蚀 硝酸钝化过程 磷酸粘滞性铝盐 扩散层扩散过程
铝的电化学抛光机理
AB区:铝活性溶解区 BC区:B点以后,金属溶解速 度超过产物向溶液的扩散速度, 导致粘膜层形成 CD区:抛光区。C点时阳极表面 附近溶液中金属盐饱和,粘膜 层厚度不再增长,阳极反应速 度完全受扩散速度控制而与电 位无关。 DE区:阳极氧化膜部分溶解与 氧气析出区。
光亮区
方景礼. 电镀与涂饰,24(2005)42.
4)磷酸-乙酸-硝酸化学抛光
硝酸-氟化物化学抛光工艺 1)硝酸-氢氟酸-阿拉伯胶化学抛光
朱祖芳. 铝合金阳极氧化与表面处理技术,北京:化学工业出版社,2010.
2)硝酸-氢氟酸-芳香胺化学抛光
第四节 电化学抛光工艺
碳酸钠-磷酸三钠碱性电化学抛光
陈祖秋[53]针对铝合金化妆盒盖开发的含50-55%磷酸、 10-20%硫酸、20-25%添加剂、5%水的无铬电化学抛光工艺, 其在漳州化学品厂得到应用,效果良好。
胡丰泽,等. 现代制造工程,11(2007)68.
第五节 抛光缺陷
化学抛光缺陷(磷酸-硫酸-硝酸化学抛光)
1)光亮度不足
原因:铝材生产加工工艺质量不高; 硝酸含量不足或太高; 抛光时间不足、温度不够、搅拌不充分; 槽液水分含量过大,槽液老化等。
最佳工艺成分: 20%碳酸钠 +6%磷酸三钠
磷酸-铬酸-硫酸电化学抛光
氟硼酸电化学抛光(Alzak工艺)
硫酸-铬酸电化学抛光
无铬酸电化学抛光
粘膜层
பைடு நூலகம்
凹陷处钝化 凸出处快速溶解
提高醇类分子的羟基数目有利于抛光,如冯宝义[52]等人以 含更多羟基的PEG(多元醇聚合物)为添加剂的电解抛光液:
磷酸-硫酸-添加剂环保型无黄烟抛光液
最佳磷酸/硫酸比:2
孙洪波,等. 电镀与环保,29(2009)20.
磷酸-硫酸-添加剂环保型无黄烟抛光液
最佳铝离子浓度:8-10 g/L
孙洪波,等. 电镀与环保,29(2009)20.
磷酸-硫酸-添加剂环保型无黄烟抛光液
最佳添加剂浓度:10 g/L
孙洪波,等. 电镀与环保,29(2009)20.