齿轮各项公差表之令狐文艳创作
齿轮各项公差和极限偏差地分组

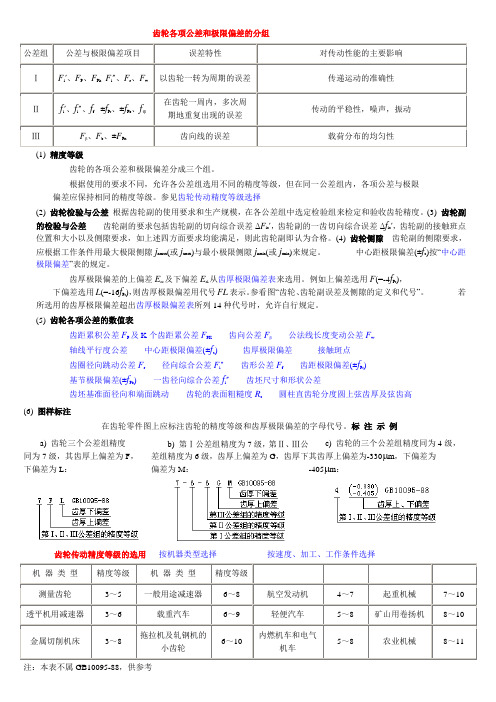
齿轮各项公差和极限偏差的分组公差组公差与极限偏差项目误差特性对传动性能的主要影响ⅠF i′、F P、F Pk F i″、F r、F w以齿轮一转为周期的误差传递运动的准确性Ⅱf i′、f i″、f f ±f Pt、±f Pb、f fβ在齿轮一周内,多次周期地重复出现的误差传动的平稳性,噪声,振动ⅢFβ、F b、±F Px齿向线的误差载荷分布的均匀性(1) 精度等级齿轮的各项公差和极限偏差分成三个组。
根据使用的要求不同,允许各公差组选用不同的精度等级,但在同一公差组内,各项公差与极限偏差应保持相同的精度等级。
参见齿轮传动精度等级选择(2) 齿轮检验与公差根据齿轮副的使用要求和生产规模,在各公差组中选定检验组来检定和验收齿轮精度。
(3) 齿轮副的检验与公差齿轮副的要求包括齿轮副的切向综合误差ΔF ic′,齿轮副的一齿切向综合误差Δf ic′,齿轮副的接触班点位置和大小以及侧隙要求,如上述四方面要求均能满足,则此齿轮副即认为合格。
(4) 齿轮侧隙齿轮副的侧隙要求,应根据工作条件用最大极限侧隙j nmax(或j tmax)与最小极限侧隙j nmin(或j tmin)来规定。
中心距极限偏差(±f a)按“中心距极限偏差”表的规定。
齿厚极限偏差的上偏差E ss及下偏差E si从齿厚极限偏差表来选用。
例如上偏差选用F(=-4f Pt),下偏差选用L(=-16f Pt),则齿厚极限偏差用代号FL表示。
参看图“齿轮、齿轮副误差及侧隙的定义和代号”。
若所选用的齿厚极限偏差超出齿厚极限偏差表所列14种代号时,允许自行规定。
(5) 齿轮各项公差的数值表齿距累积公差F P及K个齿距累公差F PK齿向公差Fβ公法线长度变动公差F w轴线平行度公差中心距极限偏差(±f a)齿厚极限偏差接触斑点齿圈径向跳动公差F r径向综合公差F i″齿形公差F f齿距极限偏差(±f Pt)基节极限偏差(±f Pb)一齿径向综合公差f i″齿坯尺寸和形状公差齿坯基准面径向和端面跳动齿轮的表面粗糙度R a圆柱直齿轮分度圆上弦齿厚及弦齿高(6) 图样标注在齿轮零件图上应标注齿轮的精度等级和齿厚极限偏差的字母代号。
机械设计基础课后习题答案(第五版)(完整版)之令狐文艳创作
机械设计基础(第五版)课后习题答案(完整版)令狐文艳高等教育出版社杨可桢、程光蕴、李仲生主编1-1至1-4解机构运动简图如下图所示。
图 1.11 题1-1解图图1.12 题1-2解图图 1.13 题1-3解图图1.14 题1-4解图1-5 解1-6 解1-7 解1-8 解1-9 解1-10 解1-11 解1-12 解1-13解该导杆机构的全部瞬心如图所示,构件 1、3的角速比为:1-14解该正切机构的全部瞬心如图所示,构件 3的速度为:,方向垂直向上。
1-15解要求轮 1与轮2的角速度之比,首先确定轮1、轮2和机架4三个构件的三个瞬心,即,和,如图所示。
则:,轮2与轮1的转向相反。
1-16解( 1)图a中的构件组合的自由度为:自由度为零,为一刚性桁架,所以构件之间不能产生相对运动。
( 2)图b中的 CD 杆是虚约束,去掉与否不影响机构的运动。
故图 b中机构的自由度为:所以构件之间能产生相对运动。
题 2-1答 : a ),且最短杆为机架,因此是双曲柄机构。
b ),且最短杆的邻边为机架,因此是曲柄摇杆机构。
c ),不满足杆长条件,因此是双摇杆机构。
d ),且最短杆的对边为机架,因此是双摇杆机构。
题 2-2解 : 要想成为转动导杆机构,则要求与均为周转副。
( 1 )当为周转副时,要求能通过两次与机架共线的位置。
见图 2-15 中位置和。
在中,直角边小于斜边,故有:(极限情况取等号);在中,直角边小于斜边,故有:(极限情况取等号)。
综合这二者,要求即可。
( 2 )当为周转副时,要求能通过两次与机架共线的位置。
见图 2-15 中位置和。
在位置时,从线段来看,要能绕过点要求:(极限情况取等号);在位置时,因为导杆是无限长的,故没有过多条件限制。
( 3 )综合( 1 )、( 2 )两点可知,图示偏置导杆机构成为转动导杆机构的条件是:题 2-3 见图 2.16 。
图 2.16题 2-4解 : ( 1 )由公式,并带入已知数据列方程有:因此空回行程所需时间;( 2 )因为曲柄空回行程用时,转过的角度为,因此其转速为:转 / 分钟题 2-5解 : ( 1 )由题意踏板在水平位置上下摆动,就是曲柄摇杆机构中摇杆的极限位置,此时曲柄与连杆处于两次共线位置。
齿轮各项公差表

80
125
200
320
500
800
1250
2000
3200
5000
8000
12500
齿坯基准面径向跳动*和端面圆跳动公差mm
分度圆直径(mm)
精度等级
大于
到
5、6
7、8
9、10
—
125
400
800
125
400
800
1600
11
14
20
28
18
22
32
45
28
36
50
71
注:*当以顶圆作基准面时,本栏就指顶圆的径向跳动。
齿条
1.5708
1.0047
1.0047
1.0047
1.0046
1.0046
1.0044
1.0042
1.0041
1.0000
注:1.用成形铣刀加工齿轮时,标注和测量分度圆弦齿厚和弦齿高;
用范成法加工时,可以标注或测量固定弦厚和弦齿高。
2.对于斜齿圆柱齿轮和圆锥齿轮,使用本表时,应以当量齿数zd代替z(斜齿轮:zd=z/cos3bb;
0
20
22
25
28
28
32
36
40
40
45
50
56
50
56
63
71
63
71
80
90
齿坯尺寸和形状公差
齿轮精度等级①
5
6
7
8
9
10
孔
尺寸公差
形状公差
1T5
1T6
1T7
1T8
轴
齿轮各项公差和极限偏差的分组
齿轮各项公差和极限偏差的分组(1) 精度等级齿轮的各项公差和极限偏差分成三个组。
根据使用的要求不同,允许各公差组选用不同的精度等级,但在同一公差组内,各项公差与极限偏差应保持相同的精度等级。
参见齿轮传动精度等级选择(2) 齿轮检验与公差根据齿轮副的使用要求和生产规模,在各公差组中选定检验组来检定和验收齿轮精度。
(3) 齿轮副的检验与公差齿轮副的要求包括齿轮副的切向综合误差ΔF ic′,齿轮副的一齿切向综合误差Δf ic′,齿轮副的接触班点位置和大小以及侧隙要求,如上述四方面要求均能满足,则此齿轮副即认为合格。
(4) 齿轮侧隙齿轮副的侧隙要求,应根据工作条件用最大极限侧隙j nmax(或j tmax)与最小极限侧隙j nmin(或j tmin)来规定。
中心距极限偏差(±f a)按“中心距极限偏差”表的规定。
齿厚极限偏差的上偏差E ss及下偏差E si从齿厚极限偏差表来选用。
例如上偏差选用F(=-4f Pt),下偏差选用L(=-16f Pt),则齿厚极限偏差用代号FL表示。
参看图“齿轮、齿轮副误差及侧隙的定义和代号”。
若所选用的齿厚极限偏差超出齿厚极限偏差表所列14种代号时,允许自行规定。
(5) 齿轮各项公差的数值表齿距累积公差F P及K个齿距累公差F PK齿向公差Fβ公法线长度变动公差F w轴线平行度公差中心距极限偏差(±f a)齿厚极限偏差接触斑点齿圈径向跳动公差F r径向综合公差F i″齿形公差F f齿距极限偏差(±f Pt)基节极限偏差(±f Pb)一齿径向综合公差f i″齿坯尺寸和形状公差齿坯基准面径向和端面跳动齿轮的表面粗糙度R a圆柱直齿轮分度圆上弦齿厚及弦齿高(6) 图样标注在齿轮零件图上应标注齿轮的精度等级和齿厚极限偏差的字母代号。
标注示例a) 齿轮三个公差组精度同为7级,其齿厚上偏差为F,下偏差为L:b) 第Ⅰ公差组精度为7级,第Ⅱ、Ⅲ公差组精度为6级,齿厚上偏差为G,齿厚下偏差为M:c) 齿轮的三个公差组精度同为4级,其齿厚上偏差为-330μm,下偏差为-405μm:齿轮传动精度等级的选用按机器类型选择按速度、加工、工作条件选择齿距累积公差(FP)及K个齿距累积公差(FPK)值注:1. F P和F PK按分度圆弧长L查表:查F P时,取L=πd/2=πm n z/2cosβ;查F PK时,取L=Kπm n/cosβ(K为2到小于z/2的整数)。
齿轮精度表

f β =0.5(L/b)Fβ
f δ =2 f β
例如
1700r
L=108mm,
根据圆周速度:
查表7-12确定齿轮精度为7级
(1)计算最小极限侧隙jbnmin jbnmin1=1000a(1 jbnmin2
t1
-2 t )2sinn
2
20
20
8
jbnmin= jbnmin1+jbnmin2
1
2
jbnmin2: 润滑需要
jbnmin= jbnmin1+ jbnmin2 (3)查表法 GB/T 18620.2-2002
表7-14
齿厚上偏差(Esns)的确定:
jbn min J n Esns1+Esns2= 2 f a tan n cos n
fa——中心距偏差,在设计者经验不足时, 建议可以从GB/T 10095-88的相关表格 中查取;
基准面的形位公差
图1-3
内孔圆柱度公差
表7-16
表7-17
取上两值中较小者。 小齿轮端面圆跳动公差:
齿坯径向和端 面圆跳动
大齿轮端面、径向圆跳动公差:
齿坯表面粗糙度: 齿面、内孔: 端面: 顶圆: 其余:
Ra
表7-16
表7-17
0.002
1.25
0.002
±0.2
2.5
E
2.5
表7-16
表7-17
1) 齿廓总偏差(F)
在计值范围内,包容实际齿廓迹线的两 条设计齿廓迹线间的距离 2) 齿廓形状偏差(ff) 包容实际齿廓迹线的两条与平均齿廓迹 线完全相同的曲线间的距离,且两条曲线与 平均齿廓迹线的距离为常数。
3)齿廓倾斜偏差(fH) 在计值范围的两端与平均齿廓迹线相交 的两条设计齿廓迹线间的距离 3.切向综合偏差 1) 一齿切向综合偏差(f´i) 被测齿轮与测量齿轮单面啮合检查时, 在被测齿轮一个齿距角内,实际转角与公称 转角之差的最大幅度值以分度圆弧长计值。
4XM16攻螺纹主轴箱设计论文正文之令狐文艳创作
第1章绪论令狐文艳1.1 课题来源、概述及发展方向4XM16攻螺纹主轴箱设计这个课题是来源于生产实际中的。
为了提高生产效率,并且能保证加工精度及加工质量,需要设计专门的机械加工设备对其阀体进行加工。
组合机床是由已经系列化,标准化的通用部件为基础,配以少量专用部件组合而成的一种高效专用机床。
它常用多刀、多面、多工位同时加工,是一种工序高度集中的加工方法,其生产率和自动化率程度高,加工精度稳定。
组合机床设计设计是一次性设计,它根据被加工零件的加工特点、精度、和技术要求、定位夹紧情况以及生产率的要求等制定总体方案,再用预先设计制造好的通用部件和通用零件,加上少量的专用部件和专用零件组成的。
而通用零部件占整台机床总零件数的70%~90%,这大大的缩短了设计制造周期,减少了制造中的问题,提高了机床工作的可靠性,降低了机床制造成本。
就大多数组合机床来说,目前主要用来完成钻孔、扩孔、铰孔、攻丝、镗孔、铣削等工序。
完成这些工序,在工厂常常要采用大量的立钻、镗床、万能铣床,占用很大的厂房面积和很多工人。
采用组合机床,由于采用多轴多面加工,就能大大缩小占地面积,成倍和几十倍地提高劳动生产率。
组合机床的发展方向为:(1)提高生产率。
(2)扩大工艺范围。
(3)提高加工精度。
(4)提高自动化程度。
(5)提高组合机床及自动线的可调性。
(6)创造超小型组合机床。
(7)发展专能组合机床及自动线。
1.2 课题目的和意义此课题的目的是让我们在以往学习的基础上综合机械设计、液压传动、电气控制,让机械设计和控制技术得到有机的结合,让专业所学(机电一体化知识)得到理论和实际的融合运用,并使我们能进一步掌握组合机床的相关知识。
同时,通过CAD制图提高CAD在现代机械设计中的应用能力。
另外,通过应用所学知识,深入学习组合机床的机械部分设计和传动技术、控制理论,从而发现并解决在学习中的一些问题,使我们进一步掌握机械设计及传动控制技术;在设计过程中通过找到各种组合机床中的共同点和不同点,从而简化组合机床设计过程,可以有效改变人工设计周期长、错误多的状况。
齿轮副各公差组的检验组及各项误差的公差数值
齿轮副各公差组的检验组及各项误差的公差数值
检验目
检验方法
公差数值
1
F’ic
装配后
实测
齿轮副的切同综合公差F’ic等于两齿轮的切向综合公差F’i之和,即:F’ic= F’i1+ F’i2当两齿轮的齿数比为不大于3的整数,且采用选配时,Fic可比计算值小25%或更多
2
f’ic
装配后实测
齿轮副的一齿切向综合公差f¢ic等于两齿轮的一齿切向综合公差fi之和,
即:f’ic = f’i1 + f’i2
3
接触斑点
装配后
实测
一般齿轮副的接触班点要求按表“接触班点”规定。接触班点的分布位置应趋近齿面中部,齿顶和齿端部棱边不允许接触
4
侧隙
根据jnmax、jnmin来规定,由中心距极限偏差fa和齿厚极限偏差来保证
5
fx.fy
按表“轴线平行度公差”规定
加工余量查询之令狐文艳创作
表7-1 模具常用加工方法的加工余量、加工精度、表面粗糙度量。
本道工序加工余量要视加工基本尺寸、工件材料、热处理状况、前道工序的加工结果等具体情况而定。
1. 加工总余量的确定(1)加工总余量和工序余量加工总余量(毛坯余量)—毛坯尺寸与零件图设计尺寸之差。
工序余量—相邻两工序的工序尺寸之差。
某个表面加工余量Z∑为该表面各加工工序的工序余量Zi之和,即式中n—该表面的加工工序数。
(2)影响加工余量的因素1)加工表面上的表面粗糙度和表面缺陷层深度。
2)加工前或上工序的尺寸公差。
3)加工前或上工序各表面相互位置的空间偏差。
4)本工序加工时的装夹误差。
(3)查表法确定机械加工余量,总余量和半精加工、精加工工序余量可参考有关标准或工艺手册查得,并应结合实际情况加以修正。
粗加工工序余量减去半精加工和精加工工序余量而得到。
2. 工序尺寸及公差计算对于各种工序的定位基准与设计基准重合时的表面的多次加工(如外圆和内孔的加工),工序尺寸可由后续加工的工序尺寸加工上(对被包容面)或减去(对包容面)公称工序余量而求得;工序尺寸公差按所用加工方法的经济精度选定。
图4-2 表示外圆加工时加工余量、工序尺寸及其公差的分布,图中Z1、Z2、Z3为粗加工、半精加工、精加工的公称余量;To为毛坯公差。
T1 、T2、T3为粗加工、半精加工、精加工的工序尺寸公差。
当各工序的公称余量和公差确定后,卡按下面顺序计算每一工序的工序尺寸;终加工(精加工)工序尺寸A3,公差T3由零件图规定。
半精加工的工序尺寸A2=A3+ Z3,公差为T2.粗加工的工序尺寸A1= A2+ Z2,公差为T1。
毛坯尺寸Ao= A1+Z2。
公差为To。
工序尺寸的公差一般应按“入体原则”标注,而在毛坯的基本尺寸上一般都注以双向偏差。
当基准不重合时,或零件在加工过程中需要多次转换工序基准,或工序尺寸尚需在继续加工的表面上标注时,有关工序的工序尺寸及其公差,则需通过尺寸链的分析,计算得到。
齿轮精度表参考文档
jbn min ? J n
cos? n
fa——中心距偏差,在设计者经验不足时, 建议可以从GB/T 10095-88 的相关表格
中查取;
Jn ?
f2 pb1
?
f2
pb2
?
2(Fβ
cos?
n
)2
?
(F?
δ
sin?
n
)2
?
(F?
β
cos?
n
)2
Jn ?
f2
pb1
?
f2
pb2
?
(Fβ1cos?
n)2
? (Fβ2cos?n)2
另规定,F pk值被限定在不大于1/8的 圆周上评定。因此,F pk的允许值(allowable values )适用于齿距数k为2到小于z/8的圆 弧内。
3)齿距累积总偏差(F p) 齿距累积总偏差(F p)是指齿轮同侧齿
面任意圆弧段(k=1 至 k=z )内的最大齿距 累积偏差。
4 )基圆齿距偏差* (f pb ) 基圆齿距偏差f pb (基节偏差)是指实际
? (F? δ sin?n)2
? (F? β cos?n)2
f? β =0.5 (L/ b)F β
f?δ =2 f? β
例如
L=108mm ,
根据圆周速度:
1700r
查表7-12 确定齿轮精度为7级
(1 )计算最小极限侧隙j bnmin
jbnmin1 =1000 a( ? 1 ? t1 -? 2 ? t2 )2sin ? n
jbnmin2 20
20
8
jbnmin = jbnmin1 +jbnmin2
Esns1 +Esns2 =
ES变频器调试指导说明之令狐文艳创作
ES变频器调试指导性说明令狐文艳概述:ES变频器是由艾默生CT公司生产的一种高性能驱动器,适用于同步电机及异步电机,有齿轮曳引机及无齿轮曳引机。
在匹配同步机方面有着独到的优越性:首先,该驱动器优化的速度控制方式,增加了灵活的S曲线设计计算功能,防止电梯在起停过程中的冲击,增加了电梯的舒适感;精确的距离控制模式,实现直接停靠,根据运行距离自动计算运行速度,效率更高,平层更准,调试更加智能化。
其次,驱动器的零伺服和转矩补偿功能,增强了电梯起动瞬间的动态响应性,使启动不会出现倒溜,提高了电梯的启动性能和舒适感;优化的运行曲线功能,简化了电梯的控制,通过给定相同的减速距离自动计算速度曲线,自动区分单、多层运行。
一.配线说明L1,L2,L3,变频器的进线输入U, V, W,变频器的输出DC2, BR接制动电阻3,5,6,模拟量口22,(24V用户电源) COM424,(数字输入输出1)变频器运行信号输入25,(数字输入输出2)多段速126,(数字输入输出3)多段速227,(数字输入4)正转28,(数字输入5)反转29,(数字输入6)多段速331,(安全禁区用端)使能信号41,(继电器输出)变频器故障输出二.编码器配线说明1(B- 3b), 2(B+ 4a),3(A+ 2a),4(A- 5b),5(DATA 6b), 6(DATA \1a),11(CLK 2b),12(CLK\ 5a), 13(+5V 1b),14(0V 4b)注意:上述所配线为AD58编码器,其中括号前面数字是变频器编码器接口的15个针脚定义,括号中前面数字是编码器信号定义,后面数字是编码器插头端子定义。
三.键盘操作说明键盘包括:导航键、一个模式键M、三个控制键(含红色复位键)四维导航键用于控制参数结构并更改参数值。
模式键用于切换各种显示模式,如察看参数,编辑参数、状态。
若选用键盘模式,可用三个控制键控制变频器。
红色停止键可以用于变频器复位。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一齿径向综合公差f i″值m m
令狐文艳
齿坯尺寸和形状公差
注:① 当三个公差组的精度等级不同时,按最高的精度等
级确定公差值。
② 若顶圆不作测量齿厚的基准,尺寸公差按1T11给定,但
不大于0.1m n。
标准公差数值μm
齿坯基准面径向跳动*和端面圆跳动公差m m
注:*当以顶圆作基准面时,本栏就指顶圆的径向跳动。
齿轮的表面粗糙度(R a)推荐值m m
注:本表不属GB10095-88,供参考。
非变位直齿圆柱齿轮分度圆上弦齿厚及弦齿高
*
注:1. 用成形铣刀加工齿轮时,标注和测量分度圆弦齿厚和弦齿高;用范成法加工时,可以标注或测量固定弦厚和弦齿高。
2. 对于斜齿圆柱齿轮和圆锥齿轮,使用本表时,应以当量齿数z d代替z(斜齿轮:z d=z/cos3b b;锥齿轮:z d=z/cosd)。
z d非整数时,可用插值法求出。
3. 本表不属GB10095-88,供参考。