清洗段功能描述.
基于S1000D标准的飞机维修手册编写应用研究

基于S1000D标准的飞机维修手册编写应用研究孙玛丽【摘要】With the increasing complexity of aircraft design, the operator increases the higher requirement for the maintenance technical publication, especialy for criterion and data exchange of manual.S1000D is applied in authoring civil aircraft technical publication. Based on S1000D, the article states the developing concepts, which is distributed to the data module code structure, the type of maintenance data module, the content and source of the aircraft maintenance manual data module. It provides the guidance in authoring the aircraft maintenance manual based onS1000D.%随着飞机设计复杂性的日益提高,运营人对于维护飞机的技术出版物,特别是手册的规范性和数据交换等方面的要求越来越高,民机技术出版物的编写应采用国际通用规范S1000D。
该文基于S1000D标准,研究了飞机维修手册数据模块的编码结构,确定了飞机维修手册的数据模块类型以及数据模块清单的制定方法,分析并研究飞机维修手册数据模块的编写的内容及来源,阐述了基于S1000D 标准的飞机维修手册的编写思路,对编写更具有国际竞争力的飞机维修手册有一定的指导作用。
清洗岗位职责
清洗岗位职责清洗岗位职责1岗位职责:1. 了解美国主要竞争对手及国内主要生产厂家高压清洗机产品的结构和功能特点,专利著作以及发展趋势,做出技术分析报告。
2. 主要竞争对手和国内主要生产厂家样品的'性能测试。
3. 选择性能最合适的生产厂家给公司进行oem贴牌生产。
4. 生产厂家工程样机及批量生产产品的测试工作。
岗位要求:机械类专业本科以上学历,流体专业优先考虑。
有高压清洗机的研发经验清洗岗位职责2岗位职责1、在销售总监的领导下,负责产品销售服务工作,负责完成个人销售任务,并按时回收货款;2、负责定期向客户提供销售服务和技术支持,每月为客户提供优质服务报告;3、负责协助销售总监完成订单准确率的跟踪管理,避免非正常退货造成的.损失;4、负责开拓潜在客户,创新服务,发掘客户需求并提供解决方案;5、负责与客户维持良好关系,保持良好的客户满意度,对有可能出现的风险,及时汇报;6、完成上级交办的其他工作任务。
任职要求1.有三年以上乳品、饮料、啤酒、饮料、食品加工等厂生产、质量管理相关工作经验,熟悉车间cip、cop等清洗工艺;2. 有清洗消毒行业销售或技术服务工作经验者优先;3.具有良好的沟通技巧,高度的责任心,以及独立解决问题的能力;4.工作责任心强,愿意从事销售工作,能接受全国性出差;5.动手能力强,具备简单的机械维修能力;6.熟练使用office办公室软件。
清洗岗位职责31 贯彻有关安全生产和环境保护法规、制度和标准,并检查其执行情况。
2 负责车间设备的安全运行管理,使之符合健康、安全和环保规范、标准。
3 负责监督检查清洗机的维护保养及编制设备操作规程,并在施工中检查操作人员是否按操作规程操作设备。
4 负责现场的安全管理工作,对所有现场进行动态监测工作,重点项目必须在现场指挥作业。
5 参与拟订、修订车间安全技术规程和有关安全生产管理制度,并监督检查执行情况。
6 在现场中严格执行票证书表管理,按要求及时填写票证书。
全自动运行模式下列车自动清洗机的功能设计张方辉

全自动运行模式下列车自动清洗机的功能设计张方辉发布时间:2021-09-16T02:34:16.914Z 来源:《中国科技人才》2021年第18期作者:张方辉王华军[导读] 为跟上全自动运行系统在轨道交通领域的发展速度,济南轨道交通R2线列车自动清洗机(以下简称“洗车机”)也紧跟发展形势,实现对全自动运行列车进行自动清洗的功能。
在传统洗车机的基础上,列车自动清洗机增加了洗车机与联锁系统的信号接口,通过联锁系统实现洗车机与列车之间信号的交互,洗车机根据与信号交互的内容和设备自身传感器的检测信号,完成对全自动运行列车的清洗工作。
济南轨道交通集团建设投资有限公司山东 250000摘要:为跟上全自动运行系统在轨道交通领域的发展速度,济南轨道交通R2线列车自动清洗机(以下简称“洗车机”)也紧跟发展形势,实现对全自动运行列车进行自动清洗的功能。
在传统洗车机的基础上,列车自动清洗机增加了洗车机与联锁系统的信号接口,通过联锁系统实现洗车机与列车之间信号的交互,洗车机根据与信号交互的内容和设备自身传感器的检测信号,完成对全自动运行列车的清洗工作。
同时为提高洗车作业操作的便捷性,满足场段无人区的管理要求,洗车机还增加了远程控制的功能。
在DCC控制室设置一套洗车机操作系统,操作人员在进行洗车作业时,可直接在DCC控制室对洗车机进行洗车操作和监控,而无须提前到洗车库进行洗车前的准备工作,整个洗车作业会根据预先设置好的清洗方式自动执行,从而提高了场段的工作效率。
关键词:列车自动清洗机;全自动运行;联锁系统;远程控制Function Design of Automatic Train Washing MachineUnder Full Automatic Driving Mode Abstract:To keep pace with fully automatic train operation system in rail transit field,Ji’nan rail transit R2 line automatic train washing machine(TWM for short)has realized the function of automatically washing train under driverless mode. The automatic train washing machine is added with signal interface of TWM and interlocking system on the basis of traditional TWM. By interlock system to realize signal interaction of ATM and train,TWM will wash the fully automatic driving train according to the interacts with signal and the detection signal of the sensor. Meanwhile the TWM is also added with the function of remote control to improve the convenience of train washing operation and meet the management requirements in unmanned area of the depot. A set of TWM operation system is set in the DCC control room,operation staff can operate and monitor in the DCC control room of the TWM without going to the washing plant to make preparation of train washing in advance,the washing work will operate automatically according to the preset washing mode to enhance the working efficiency of the depot.Key words:Automatic Train Washing Machine,full automatic driving,interlocking system,remote control一、概述列车自动清洗机(以下简称“洗车机”)作为地铁车辆段内最为重要的设备之一,随着全自动运行技术的发展,洗车机也在逐步提高设备本身的自动化程度。
酸洗工艺质量.pptx
结构组成: 由消音外壳、调宽用齿轮马达-丝杆、喷嘴移动小车、跟踪及检测开关等组成。 调宽丝杆由齿轮马达驱动,通过跟踪及检测开关控制马达-丝杆启停及旋向, 丝杆驱动喷嘴移动小车到达正确带宽位置,开压缩空气阀门进行吹边。 (2) 带钢烘干机 数量:1台 布置:清洗段出口处 功能:将清洗段出口处残留在带钢表面的水分烘干。 技术数据:5500(长)×3480(宽)×4300(高)。 无动力Ø 160托辊2根。 结构形式:卧式单管箱壳式,高速条隙式风口,箱体内衬高效保温材料。 (3)高压吹边风机 数量:1台 布置:烘干机入口侧。 功能:干燥。 技术数据:L=14643 m3/h,P=12078Pa,n=2900rpm。 结构形式:离心式风机;电机功率:75KW 配套减震台座。
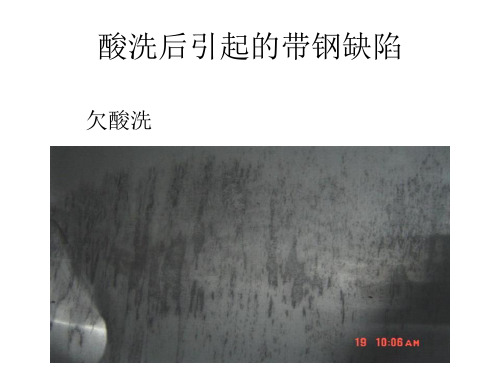
差
连续的或束状的,比铅笔芯粗,深度 ≤1/2厚度公差
细小的,无粗糙感觉 极浅的,颗粒较小的 的缺陷
较深的,间断出现的
深度<1/10板厚
深度<1/8板厚
深度<1/5板厚
触摸无感觉,尺寸极 触摸有轻微粗糙感,较浅,能磨 触摸有明显粗糙感,加深的,不易磨
小
去
去
颗粒尺寸,仔细观察 杂质颗粒较大,较明显,在板面 明显呈连续带状分布,面积<总面积
面轻微发黄
明显黄斑
边裂长度<1℅
从边部起算<10mm长 的,触摸有轻微粗糙 感
边裂长度<5℅
从边部起算<15mm长的,触摸有 粗糙感的
边裂长度<10℅
从边部起算<20mm长的,触摸有粗糙 感的
不连续,<50mm,比 不连续,>50mm,比铅笔芯粗, 铅笔芯细,无粗糙感 触摸有轻微粗糙感的≤1/4厚度公
酸洗后引起的带钢缺陷
镀锌线工艺段简介及硬件和程序的介绍

MRG : master ramp generator LCO : line coordinate SSF : sequence support function HMI : human machine interface Ops : 操作面板 MTR :material tracking
MRG
LCO
OPs HMI
MTR
SSF
SSF 的功能
• • • • • •
液压、润滑 入口钢卷运输 出口钢卷运输 线上辅助设备 工艺设备 第三方接口(切边剪、 涂油机、焊机、打捆 带机…) • 辅助(中压监视、自 动化设备监视…)
• • • •
自动时序 定位 接口 消息、报警
LCO 的功能
• • • • • • •
工艺段介绍:共有两个机架 1#机架为顺控,2#机架为LCO和MRG MRG : 控制变频电机 SSF : 传动以外的基础控制(水泵,阀门,风机等) LCO :全线的逻辑控制(张力等) 工艺段有3种张力模式:TCOND 光整段张力控制 ECON 拉矫段张力控制 TCON2 炉区和清洗的张力控制 建张的条件:两端活套必须先建张 自动建张:以速度主令为中间点,由远及近来建张 系统的3种运行模式:a creep爬行模式 v=30m/分 b run运行模式(设定速度后,若压辊没有打开则Vmax=60m/分 c hold保持模式
FB_2D1V
Function block for a device with two direction and one speed. 例如:Snubber roll Pinch roll Threading table
FB_2D2V
Function block for a device with two direction and two speed. 例如:Coil car Roll change car Shuttle car
拉弯矫清洗设备改造升级和高效清洗工艺

0前言近年来,在铝及铝合金板带加工行业,随着市场竞争的日趋激烈,下游客户对铝板带材表面质量提出了更高的要求。
像退火油斑、残留的轧制油痕以及带材表面的轧制铝粉油灰等表面质量缺陷是不被客户接受的[1-3]。
因此,最近几年,各个铝板带加工厂也都越来越重视对原有机列的清洗工艺改进和清洗设备的改造升级。
某冷连轧线的拉矫机列的清洗系统主要是用热水清洗铝板带材,目前也存在铝板带材清洗不净、带材表面存在各种表面质量缺陷以及水系统跑冒滴漏等问题。
本文结合现场,针对如何提高铝合金厚板、带材的表面清洗质量问题,从清洗工艺改进和清洗段设备的改造升级方面进行阐述。
1拉弯矫机列目前清洗系统概况1.1原清洗工艺以及设备状况拉弯矫机列是铝带材加工的重要工序设备,其主要功能是对轧机轧制出的产品进行精整工序处理。
该机列主要功能为:切边,即通过圆盘剪剪切至成品宽度;带材板形矫正,即通过S 辊组的拉伸弯曲实现,如果还不能达到要求,可投入矫直机实现板形改善;表面质量改善,即通过水系统清洗,去除表面油污、油灰,提升铝带材表面质量;重新卷取,以获得所需的卷材[3]。
洛阳设计院设计的拉弯矫机列的清洗段,一般都是高压冲刷洗加低压漂洗。
清洗段设备布局如图1所示。
机列带材通过开卷机、切头剪、圆盘剪、拉弯矫清洗设备改造升级和高效清洗工艺殷雷(西南铝业(集团)有限责任公司,重庆401326)摘要:对1950mm 拉弯矫机列的清洗系统现状进行阐述,对铝板带清洗质量不高的原因进行分析,并提出提高拉弯矫机列清洗质量和能力的有效清洗工艺和设备改造升级方案。
关键词:拉弯矫;铝板带材;清洗工艺;油团油条中图分类号:TG333.2文献标志码:B文章编号:1005-4898(2024)02-0060-04doi:10.3969/j.issn.1005-4898.2024.02.12作者简介:殷雷(1984-)男,陕西商南人,工程师,主要从事铝加工设备管理和维护工作。
收稿日期:2023-09-111—缝合机;2—挤干辊;3—高压冲刷洗箱;4—低压漂洗箱;5—烘干箱。
空段清扫器说明书

空段清扫器说明书一、产品概述:空段清扫器是一种用于清理空调、暖通设备等空段管道的专用清洁装置。
它采用先进的技术和创新的设计,能够快速、高效地清除管道内的污垢和堵塞物,保证空调和暖通设备的正常运行和高效工作。
二、产品特点:1. 高效清洁:空段清扫器采用高压气流和强力吸力相结合的清洁方式,能够彻底清除污垢和堵塞物,确保空调和暖通设备的通风畅通。
2. 安全可靠:空段清扫器的工作过程中,采用防止反吹和溅射设计,确保操作人员的安全,并避免污垢的二次污染。
3. 省时省力:使用空段清扫器可以快速清洁大面积的管道,比传统的手工清洁方式更加高效。
同时,减少了人工操作,减轻了工作负担。
4. 多功能:空段清扫器可以清洁各种类型的管道,适用于不同规格和材质的空调、暖通设备。
同时,还可用于清理其他类型的管道,如排水管道等。
三、产品使用方法:1. 准备工作:将空段清扫器和配套的材料准备好,确认清洁目标的管道位置。
2. 安装准备:将空段清扫器的吸风管和排风管分别连接到适当的接口,确保连接牢固无松动。
3. 开始清洁:打开空段清扫器的电源,将吸风管插入管道入口处,确保密封性能良好。
通过控制面板上的按钮来控制开关机和调节吸力大小。
4. 清洁完成:当清洁完成后,关闭清扫器的电源,将吸风管取出,并进行清洁和消毒。
注意清洁器的一切运作必须由操作人员操作完成,不得让其他人近距离接触。
四、注意事项:1. 使用前请阅读说明书并遵守使用方法,以确保安全操作;2. 在清洁过程中请佩戴防护眼镜和口罩,避免吸入灰尘和污染物;3. 清洁器的电源必须连接到正常的电源接口,避免电源问题造成的故障和意外伤害;4. 在清洁过程中要注意周围环境和其他人员的安全,确保不会造成伤害或损坏;5. 清洁器的各个部件和连接件必须经常进行清洁和保养,确保其正常运行和功能;6. 长时间未使用的清洁器,请拔掉电源并放置在干燥通风的地方,以避免损坏和功能降低。
五、常见问题解答:1. 清洁器无法启动:请检查电源是否连接正常,是否有电源故障等;2. 清洁器吸力不足:请检查清洁器的过滤网是否堵塞,是否需要清洗;3. 清洁器管道堵塞:请通过排风管清理堵塞的位置,并检查吸风管是否连接牢固;4. 清洁器噪音过大:请检查清洁器的电机和风扇是否正常运行,是否需要进行维修或更换。
酸连轧机组——酸洗工艺概述

• 出口段设有滚筒式飞剪及卡鲁塞尔卷取机。 • 轧机辊系:工作辊 Ф425/385*1420,2495 Kg (辊径
425mm,使用范围40mm,即可使用的最小辊径为 385mm,辊身长度1420mm,辊重2495Kg/件)
• 其中,在No.1轧机和No.5轧机配置有AGC 自动厚度控制系统,在No.1轧机入、出口和 No.5轧机入、出口配有测厚仪,在No.2和 No.5轧机入、出口配有激光测速仪,可以实 现厚度AGC控制和秒流量AGC控制。在每 架轧机上均可实施轧辊倾斜、工作辊正负弯
辊、中间辊正弯、中间辊窜辊等手段以改善 带钢的板形,No.5轧机出口配有精细分段冷 却和板形仪,实现No.5轧机板形闭环控制。
(4)跟无头轧制一样,可以不停机来变换产品 规格,生产灵活,计划安排比较方便。
(5)由于轧制速度比常规轧制低,主电机容量 相应可以减少1/4—1/3,电气设备和能耗可以 减少。
(6)由于工序和设备减少,自动化程度提高, 操作人员可大大减少。
酸连轧机组为什么要经过
? • 酸洗的意义:酸洗
冷轧的原料为热轧带钢卷,它是在高温下 进行轧制和卷取的,带钢表面在该条件下生成 的氧化铁皮,能够牢固的覆盖在带钢表面上, 并掩盖着带钢表面的缺陷。若将这些带着氧化 铁皮的带钢直接送到冷轧机去轧制,则其一, 带钢在大压下量的条件下进行轧制,会将氧化 铁皮压入带钢的基体,影响冷轧板的表面质量 及加工性能,甚至造成废品;
• 入口段:
1#步进梁→2#步进梁→钢卷梭车→ • 1#钢卷小车→1#开卷机→1#开卷器→1#夹送辊→1#
直头矫直机→1#测导对中装置→ • 2#钢卷小车→2#开卷机→2#开卷器→2#夹送辊→2#
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
a)
b)
挤干辊-传动 挤干辊安装在第1个转向辊上面。辊子由齿轮电机驱动与 线速同步。1号转向辊就像一个底辊。 挤干辊是用来将带钢表面清洗液挤掉。挤干辊也最大限 度的减少了在线槽体中液体的损失。 本地控制面板的本地模式 本地-远程选择开关必须在本地。每一个辊在本地控制面 板上都可以独立控制 ,点动正转或反转。当选择了成组点 动时,在所选点动组后的所有辊子也一起点动。 自动模式 所有互锁启动,本地-远程选择开关在远程模式。 -顶辊始终保持在生产线运行模式。 -所有辊子传动都打开并与带钢速度保持同步。 -操作时需要一个平滑的速度-转矩曲线。 -辊子的驱动是在不影响带钢的速度的情况下传递带钢穿过 清洗段。 -在线运行模式下,所有辊子都按着带钢运行方向旋转。
1#喷洗段
转向辊和沉没辊 齿轮电机所驱动的转向辊是用来引导带钢穿过垂 直的喷洗槽。转向辊是与线上速度同步的。 a) 本地控制面板的本地模式 本地-远程选择开关必须本地控制。每一个辊在本 地控制面板上都可以独立控制,非互锁的,点动 正转或反转。操作工必须始终看到所点动的辊子。 b) 自动模式 所有互锁启动,本地-远程选择开关在远程模式。
a)
b)
挤干辊-调整 挤干辊的上辊是由气压缸独立操作的。上辊有三个位 置:投入—松开—缩回。 上辊必须压下才能启动生产线。一旦生产线运行起来, 挤干辊在松开和缩回状态时不能将生产线停下,但是会 警告操作者。 本地控制面板的本地模式 本地-远程选择开关必须本地控制。每一个辊在本地控 制面板上都可以独立控制投入或缩回,它们是非互锁的。 操作工必须始终看到所点动的辊子。 自动模式 所有互锁启动,本地-远程选择开关在远程模式。当 焊缝经过的时候,挤干辊将处于松开状态(焊缝检测/跟 踪)。当生产线停止时,有一个时间延迟(Δt≌0~ 30S),顶辊打开。在一个长时间延迟后(Δt≌0~ 30min),顶辊会自动打开。 注意:1号挤干辊只有在生产线后退时使用。
带钢干燥机
带钢的干燥是将湿带钢通过空气干燥器 的吹干来实现的。1号风机从周围的大气中 吸入气体,气体穿过可手动调整的叶片, 然后把它吹入干燥机的循环空气中。2号风 机将湿空气送到排放系统。带温度控制的 热水热交换器,用来加热空气和保持热空 气所需要的温度以达到最佳的带钢干燥效 果。
废气排放系统
在工艺段产生的废气,根据环境保护要求 及防止污染的规程,经过去雾器的过滤可以安 全的排放到大气中。所有的污染物质都被过滤 掉并且留在去雾器中。干净的空气被排放到大 气中,液雾中的所有的污染介质被送到污水坑 中。
清洗段功能描述
清洗段介绍
2号 张 紧 辊
1号 张 紧 辊
转 向 辊 1
1号 喷 洗 段
1号 刷 机
2号 喷 洗 段
2号 刷 机
电 解 清 洗 段
3号 刷 机
漂 洗 段
烘 干 机
喷洗段
在喷洗段,热的碱液以一定的压力喷射到带钢上。热碱液能够去除带钢表面的油 脂,润滑油和脂肪物。其它的杂质和散落的碎片通过高压喷洗机械的冲洗掉。这些冲 洗掉的杂质在磁性过滤链系统中被过滤掉。碱液是由脱盐水,NaOH和脱脂剂在循环 槽中按比例混合而成。当需要的时候,还可以添加一些消泡剂。 循环泵通过一个蒸汽式热交换器将清洗液输送到喷头处或者再次将清洗液输送回 循环槽中。从在线槽,清洗液流回到循环槽中:一个可行的流向就是引导到磁性链式 过滤器那里。过滤后的清洗液将流回到循环槽中。所有这些回流都是靠重力完成的。 废弃的清洗液将排放到污水坑。一个流量计将用来监控排放到污水坑的废液量。 在清洗液循环泵中,转向阀是用来选择方向的阀门。在加热模式下,清洗液将通 过热交换器再次循环回到循环槽中。一旦达到工作温度,程序开始模式开始工作,清 洗液将输送到在线槽体中的喷头处。 所有独立的泵的手阀都由接近开关监控其打开状态。如果运行泵的打开状态丢失, 这个泵将被停止运行。 打开和关闭任何一个手阀是由操作工来决定的。 泵的压力管路通过流量计来监控其最小流量。当没有流量和低流量的时候将自动 关闭正在运行的泵。 清洗液的浓度由一个在线电导率仪连续测量。偶尔,操作工也要放出一部分清洗 液来进行实验分析,来确定清洗液或者脱脂剂是否失效。定期的,废弃的清洗液将排 放到污水坑。计量泵将被测量并记录来监控其性能。优先补充是漂洗段的漂洗液。否 则,将使用脱盐水。 热交换器安装在循环泵的压力管路上。清洗段在一定的温度下能够获得较好的脱 脂效果。
刷机循环系统
刷洗泵将循环漂洗液(脱脂液稀释后的温的液体)从循 环槽21-CT01(22-CT01)输送到刷机的喷头上。回流是靠 重力,要么经过1#链式磁性过滤器要么直接回流到循环槽。 路径选择是靠邻近开关所监控的手阀控制的。 喷洗-漂洗液的温度和化学成分都已经在喷洗段中描述过 了。喷洗段和刷洗循环系统共用一个循环槽。 液位控制是用来控制泵运行和泵的保护的。在泵的入水 口处的手阀是由接近开关控制的,用来监控其打开状态。如 果一个正在工作的泵的“打开状态”信号消失了,那么那个 泵将自动停止工作。打开和关闭手动阀是由操作工决定的。 泵的压力管路通过流量计来监控其最小流量。当没有流量或 流量很小时,将自动停止正在运行的泵。
磁性链式过滤系统
从刷机中流出来的漂洗液,里面包含了 从带钢上喷洗下来的所有剩余的油脂和脏 物。这样的液体在回到循环槽之前,将被 输送到一个磁性链式过滤系统,用来过滤 和除去淤泥。操作工通过打开或关闭手阀, 来选择过滤路径和不过滤路径。手阀由接 近开关控制。
脱脂剂制备系统
在82-CT01制备罐中装的是苛性钠。被装好的罐由叉 车运走。脱脂剂容易结晶,因此脱。如果有需求,脱脂剂将作为添加剂,被输送到需要 额外消耗的地方。可能消耗脱脂剂的循环罐有21-CT01, 22-CT01和28-CT01。 在存储罐中的液位由液位计来监控,当需要输送新的 脱脂剂的时候,液位仪将自动向操作台HMI发出报警。 温度的控制基本上要避免脱脂剂结晶。 泵的压力管路通过流量计来监控其最小流量。低流量 警报将自动停止正在运行的泵。 脱脂剂的制备过程容易产生过多的泡沫,这些泡沫将 会被手动或自动控制的消泡剂来消除。消泡剂存储在本地 的由液位开关控制的一个大存储罐中。