CW6185(天水机床)
天水星火机床有限责任公司产品获春燕奖

・
机械研究与应用 ・
( )刀具循环起点 的影响 文献 [ ] 3 2 中对外 圆 粗加 工循 环 6 1的刀具 循 环 起点 选 择 问题 进 行 了研 ; 7 究, 其结果只适用于 圆钢棒料 毛坯 的情况 , 即循环起 点 A点应在 F点之外 , 如图 1 所示, A点的 值、 即 z 值应大于 F点 的 值 、 z值 , 种情况不 会 出现过 这 切。对于经过锻造或铸造后 已经具有基本形状的毛 坯, 循环起点 A点应 在毛坯轮廓之外 , 如图 4 a 所 () 示 , 减 少 空 行 程 , 环 起 点 A可 以 距 离 工 件 近 一 为 循 些, 但如果距工件太近 , 因刀具沿轮廓 A - 切削后 + 要 沿直 线 A返 回 A点 , 在刀 具返 回过 程 ( ) R 中可 能 会与工件轮廓发生干涉, 产生过切 , 如图 4 a 所示。 () 作 点与工件轮廓最外凸出点 G的连线 B , G 如 将 循环 起点 A选在 连线 B G之外 , 在 刀具 返 回过程 则 中不会与工件轮廓发生干涉 , 避免过切的产生 , 如图
在第六届 ( C T0 0 中国数控机床展览会上, C M 21) 天水星火机床有限责任公 司展 出的承重 6t M 8 10 3 的 K 4 6/ 8 M数控精密轧辊磨床 荣获国产数控机床最高奖——春燕奖。“ 春燕奖” 被誉为我国数控机床的最高奖项。依 照“ 春燕奖” 评选办法, 只有具有 自 主创新、 性能优 良、 质量可靠、 造型 美观 , 并有 良好 市场前景或销售业绩 的展 品才可 申报参评。该公司展 出的高精度、 高效率、 环保型的 M 8 10 8 K 4 6/ M数控精 密轧辊磨床产品 , 其技 术处于
同理 要 求 0 k<A r , ≤A iat 粗加工 过程 中也 不会 出现 t(  ̄
CW6185(天水机床)

CWA6185×5000mm卧式车床技术说明一、机床总体介绍CWA6185卧式车床是我厂系列产品之一,它具有精度高、功率大、刚性高、制造精良、功能齐全等特点。
该系列产品是我厂依据CW61100E系列产品成熟技术的基础上,充分研究国内外现有卧式车床的不同特点,重新开发的新产品系列。
其主要部件和结构均经过优化设计,现经多家用户使用验证,该产品在同类产品中具有明显的优势,其高精度、高效率、高可靠性等特点受到了用户的好评,其全新的主传动变频调速系统的应用,不仅得到用户的高度青睐,而且在同行业也是首屈一指,现已批量生产。
二、主要技术参数床身上最大回转直径Φ850 mm 顶尖间最大工件长度5000 mm 刀架上最大回转直径Φ520 mm 顶尖间工件最大重量4000 kg 主轴端部ISO(GB) A2-11 主轴通孔直径100 mm 主轴前端锥孔公制NO.120 主轴转速四档无级5~630 r/min 纵向进给量64种0.08~9.6 mm 横向进给量64种0.04~4.8 mm 上刀架进给量64种0.02~2.4 mm 公制螺纹56种1~120 mm 英制螺纹56种30~9/8 t.p.i.模数螺纹56种0.5~60 mm 径节螺纹56种60~0.5 D.P 刀架回转角度±90°刀杆截面尺寸32×32 mm 刀架最大切削力45 KN 刀架最大横向行程600 mm 上刀架最大行程250 mm 刀架快速移动纵向3640 mm/min横向1800 mm/min上刀架900 mm/min 尾座套筒直径Φ120 mm 尾座套筒锥孔莫氏6号尾座套筒最大行程250 mm 主电机功率AC 15 kw 快速电机功率 1.1 kw 油泵电机功率0.55 kw 冷却电机功率0.15 kw三、机床各主要部件介绍1)、床身床身采用整体结构,树脂沙造型,导轨采用中频淬火磨削工艺,使用导轨硬度达到HS65°。
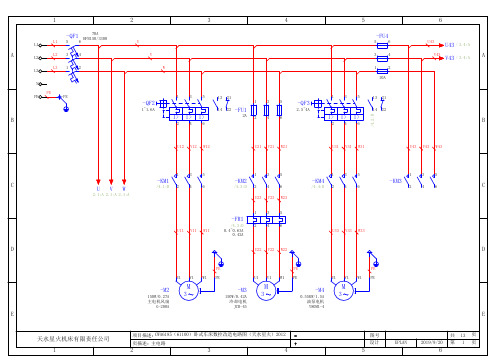
天水星火CW6185卧式车床电路图

E
图号 设计
5
EPLAN
共 6 页 2019/2/24 第 6 页
6
/3.5:D 2 4 6
/3.6:D 2 4 6
/3.5:D 2 4 6
U23 V23 W23
U11 V11 W11
135
-FR1
/3.5:D 2 4 6 0.4~0.63A
0.42A
U33 V33 W33
U44 V44 W44
D
U22 V22 W22
D
PE
PE
PE
PE
U1 V1 W1 PE
U1 V1 W1 PE
-QF3
E
-SA2;-SA3
3VE1015-2JU00 LAY37(PBC)-P-D-B-11
3
4
5
描述 变频器,三相400V,18.5KW,47A 变频器,三相400V,22KW,50A 制动单元,适用电机 30kw; 热过载继电器 - 0.4 ... 0.63 A,配GSC1-09 ... 25接触器 RT18熔断器底座,3P,带指示灯,配装熔断体尺寸 10×38; 普通熔断体(gG),尺寸φ10.3×38,2A; 普通熔断体(gG),尺寸φ10.3×38,10A; RT18熔断器底座,1P,带指示灯,配装熔断体尺寸 10×38; 普通熔断体(gG),尺寸φ10.3×38,4A; 指示灯,孔Φ22,LED110V AC/DC,白 接触式继电器, 2 NO + 2 NC, 线圈 110 VAC; 辅助触头,正面安装,NO+NC,用于GSC1/GSC2和JZC3-d; 接触器,3P+1NO,9A / 4 kw, 线圈 110 VAC; 变频电机,15KW/34.5A/1000r/min,5~50~100Hz 变频电机,18.5KW/39.6A/1000r/min,5~50~100Hz 冷却泵电机,380V/90w/0.42A/2800r/min,流量45L,扬程3.3m; 电动机,0.55KW/1.5A/1390r/min; 溜板箱快速电机,380V/1.1kw/2.75A/1350r/min; 电动机保护器,1NO+1NC,1~1.6A 电动机保护器,1NO+1NC,2.5~4A 二位旋钮,颈部Φ22,1NO+1NC,黑色;
CW61160×5000mm-18T技术说明
CW61160×5000mm重型卧式车床技术说明天水星火机床厂是生产各种大型卧式车床和大型数控卧式车床的骨干企业,经过30多年的发展壮大,在产品方面已形成了13个系列,110个品种,近400个规格的产品构成。
星火机床广泛应用于机械制造、航天、军工、造纸、造船、水泥机械、冶金机械、汽车制造等行业,畅销全国各地并已出口世界五大洲的44个国家和地区,整个产品具有结构可靠,技术指标先进,质量过硬等特点,在国内机床制造业中享有良好的声誉,企业已通过了ISO9001质量体系认证和欧洲CE安全体系认证。
在重型车床,重型数控车床方面引进了世界著名重型车床生产基地TACCHI和SAFOP的先进设计制造技术,产品的各项技术指标及性能达到了国际先进水平。
一、机床的总体介绍CW61160重型卧式车床通过总结设计制造经验和引进吸收世界著名重型车床生产基地TACCHI和SAFOP的先进技术后而成功开发的重型卧式车床,并已形成了Φ1250~Φ2200、承重18000~35000kg的重型车床系列,和国内同类机床相比,具有很大的优越性。
本机床可承担各种车削工作,它能够车削各种零件的外圆、内孔、端面等;上刀架单独机动可车削短的锥度(锥体母线长L≤300毫米),上刀架与纵向进给配合可机动车削长的锥度;此外,还可满足钻孔、镗孔、套料等工艺要求,同时也适用于硬质合金刀具进行强力车削,加工各种黑色金属和有色金属。
此外,本机床还具有功率大、转速高、噪音小、刚性强、精度高和精度保持性好等内在特点,又具有造型美观大方、布局紧凑合理等外部特点,还具有手柄集中、标牌形象直观、操作灵活方便、安全可靠、宜人性好等优点,另外,根据用户的要求还可提供托辊装置、车锥装置等特供附件。
二、主要技术参数床身上最大回转直径Φ1600 mm 最大工件长度5000 mm 刀架上最大回转直径Φ1200 mm 顶尖间工件最大重量21000 kg 床身上部导轨宽度1100 mm 主轴端部ISO(GB) A2-20 主轴通孔直径100 mm 主轴前端锥孔1:7;Φ140 mm 主轴前轴承直径Φ280 mm 主轴转速三档(无级)1~125 r/min 纵向进给量97种0.064~12 mm 横向进给量97种0.032~6 mm 上刀架进给量97种0.016~3 mm 米制螺纹45种1~120 mm 英制螺纹42种30~1/4 t.p.i.模数螺纹46种0.5~60 mm 径节螺纹48种60~0.5 D.P 刀架最大横向行程1300 mm中刀架最大行程400 mm 上刀架最大行程200 mm 刀架快速移动纵向3740 mm/min横向1870 mm/min上刀架935 mm/min 刀架回转角度±90°刀具截面尺寸(高×宽)45×45 mm 尾座套筒直径Φ280 mm 尾座套筒锥孔1:7;Φ80 mm 尾座套筒最大行程300 mm 主电机功率55 kw 快速电机功率 1.5 kw 油泵电机功率0.55 kw 冷却电机功率0.15 kw 三、机床各主要部件介绍⑴床身床身采用整体结构,树脂砂造型,导轨采用中频淬火磨削工艺,使得机床具有良好的耐磨性及精度保持性。
CW6180B技术参数2

YSB-Ⅱ-20 120W 20L/min (逆时针转)CB-B6 6ml/r 2.5Mpa 1450r/min 1-1.5MPa
500mm 200mm
21574N 7840N
100mm 250mm 莫氏 5 号 ±15mm
Y160M-4-B3 11kw
1460r/min NJ12-4(中间法兰盘式) 1.1KW
1450r/min
冷却系统
操纵及滑 系统
冷却电泵型号 冷却电泵功率 冷却电泵流量 齿轮泵型号 齿轮泵排量 齿轮泵压力 齿轮泵转速 油缸的工作压力
CW6280*1500 技术参数
机床型号
床最大工件回转直径 mm 最大工件长度 mm
刀架上最大工件回转直径 mm
主轴内孔直径 mm
主轴
主轴孔前端锥度 mm 顶尖锥度
级数范围
机床型号
纵、横向进给种数
纵向进给量范围 1:1 纵向进给量范围 16:1
纵向细进给量范围
床鞍快速移动速度
横向进给量是纵向进给量
丝杠螺距
尾座
尾座套筒的行程 尾座的锥度
尾座的横同移动量
主电动机型号
主电动机功率
动力系统
主电动机转速 快速电动机型号
快速电动机功率
快速电动机转速
CW6280
800 1500
480 104 公制 120 莫氏 5 号 18 种、5.4-720r/min CW80 系列 各 64 种
0.1-1.52mm/r 1.6-24.3mm/r 0.06-0.912mm/r(用交换齿轮) 4000mm/min 1/2 倍 12mm 50 种 1-240mm 26 种 14-1 牙/吋 53 种 0.5-120mm 24 种 28-1 牙/吋 33mm 32mm×32mm ±90°
CWA6185(61100)卧式车床数控改造电路图(天水星火)2012
C
D 0 / 4.1:D
E
天水星火机床有限责任公司 1
项目描述:CWA6185(61100)卧式车床数控改造电路图(天水星火)2012 =
页描述:控制变压器
2
3
+
4
E
图号 设计
5
EPLAN
共 13 页 2019/9/20 第 3 页
6
1
2
3
4
5
6
10
3.6:C / 10 A
13
B
10脚:X175 通用可编程输入/单断连续 GND有效(输入) 41脚:Y73 通用可编程输出 +5V有效(输出)
J2(USB)接口的连接表 1脚: VCC USB-A电源(+5V) 2脚: USB-A-D- USB-A接口的数据负端 3脚: USB-A-D+ USB-A接口的数据正端 4脚: GND 内部电源地 C
页描述:CNC
2
3
+
4
E
图号 设计
5
EPLAN
共 13 页 2019/9/20 第 5 页
6
1
2
3
4
5
6
220V
5.5:A / 220V
A
0
5.5:A / 0
220V / 7.1:A
0 / 7.1:B
A
-PE
B
11
11
-SQ1-1 -SQ1-2
+X 限位 12 -X 限位 12
+24V
J9/J12(副面板信号)接口的连接表(DB-62P)
1脚: 空
1脚: GND 内部电源地
CW6180车床数控(电气)改造

1. 概述 随着工业的快速发展,数控机床已成为机械制 造业的主流设备。随着我国市场经济的不断发展与 完善,市场竞争也日益激烈。在制造生产领域,零 件的质量和精度要求越来越严格。因此,制造生产 领域对数控机床的需求日益增大。在传统生产制造 领域中,零件制造生产厂商主要通过购买新的数控 机床设备和对已有机床进行改造来提高生产能力。 由于购买新型数控设备需要巨额资金和生产周期, 因此对已有机床设备进行改造,使得机床设备获得 数控能力以及加工其他零件的能力,不失为一种有 效的途径。
该系统开关量输入/输出信号的连接要求,本次机 床的改造使用了以下I/O信号:ESP急停信号使用 带自锁的机床触点式的常闭触点:输入信号UI26、 UI27、(SP、ST标准信号)使用机床触点式的常 开触点;通过参数设置选择返回机床零点方向为 正,减速信号低电平有效;机床I/O信号连接原理 如图5、图6所示。
本数控系统换刀方式由P318参数设置。当 P318=1时,换刀方式1适用于普通四工位电动回转 刀架,正转换刀,反转锁紧。换刀时序如下:① 执行换刀操作后,系统先判断目标刀号是否为当 前刀,若是则不执行换刀输出控制,修改刀偏值后 完成换刀指令,否则执行下一步。②根据新的刀偏 号,计算出新的刀尖坐标且显示。③系统输出刀架 正转信号TL+并开始检测目标刀的刀位信号,检测 到刀具刀位信号后,关闭TL+输出;如果参数P235
输入信号的外部输入有两种方式:触点式开关 输入,如来自机床侧的按钮、限位开关等。另外一 种是接近开关(晶体管)输入。
第二,输出信号的连接方法。输出信号包括 U001~U018,用于控制机床的有关动作,信号方向 由CNC到机床。可以驱动机床侧的继电器和信号 灯,驱动感性负载。
第三,机床开关量I/O接口信号的连接。根据
CW6185车床副主轴箱结构优化

}床副主轴箱的有限元分析和结构优化, 减轻了 车床副主轴箱的重量, 节省了工 程材料, 副主轴箱的刚 { 度
i等指标也得到 了很大的提高, 为同类型机床 的设计生产提供 了更多的理论依据。 } 关键词: 有限元分析 ; ; 刚度 结构优化 2 {
解此方程得 t m个互异正根 。 i12 …, , O的 = , , m)并按升序 (
排序 , w.E …锄 第 i O o( < <J , 阶固有频率 。
=
2分析理论基础
21静力 学分析理 论基础 .
有限单元法的概念 源于结构 力学分析理论 , 它是通过建立
\ 或有率: v / 固频 / 等 1 筹
几广
各 固 频 与/ 正 大 则 位 量 阶有 率 均 、 成 比 越 , 单 质 的
() 1提高各阶 固有频率 ; ) 阶固有 频率尽量均 布 ;3避 ( 各 2 ()
可作为结构动态设计 的一个优化 目标 。 刚度矩 阵, 然后求解得到每个节点 的位移和应力 。 方程可简记为 : 刚度越高 ,
;e舢 ha£ c ahg砒eensntuomtdl 砒e 。ne yl rh emtl c ioe l e dd 帆  ̄u naidurp zn— h id of l yast ta at i e a s r a i i l
》 i C 15 on r i l b ,e e h ot t ut i lb dc as e e一 { s n W68 cut n e o t i t h lh c n rp d o ir ue t v n go f es d x h w g ea e o e s n e x se d h a s p f t
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CWA6185×5000mm卧式车床技术说明
一、机床总体介绍
CWA6185卧式车床是我厂系列产品之一,它具有精度高、功率大、刚性高、制造精良、功能齐全等特点。
该系列产品是我厂依据CW61100E系列产品成熟技术的基础上,充分研究国内外现有卧式车床的不同特点,重新开发的新产品系列。
其主要部件和结构均经过优化设计,现经多家用户使用验证,该产品在同类产品中具有明显的优势,其高精度、高效率、高可靠性等特点受到了用户的好评,其全新的主传动变频调速系统的应用,不仅得到用户的高度青睐,而且在同行业也是首屈一指,现已批量生产。
二、主要技术参数
床身上最大回转直径Φ850 mm 顶尖间最大工件长度5000 mm 刀架上最大回转直径Φ520 mm 顶尖间工件最大重量4000 kg 主轴端部ISO(GB) A2-11 主轴通孔直径100 mm 主轴前端锥孔公制NO.120 主轴转速四档无级5~630 r/min 纵向进给量64种0.08~9.6 mm 横向进给量64种0.04~4.8 mm 上刀架进给量64种0.02~2.4 mm 公制螺纹56种1~120 mm 英制螺纹56种30~9/8 t.p.i.
模数螺纹56种0.5~60 mm 径节螺纹56种60~0.5 D.P 刀架回转角度±90°刀杆截面尺寸32×32 mm 刀架最大切削力45 KN 刀架最大横向行程600 mm 上刀架最大行程250 mm 刀架快速移动纵向3640 mm/min
横向1800 mm/min
上刀架900 mm/min 尾座套筒直径Φ120 mm 尾座套筒锥孔莫氏6号尾座套筒最大行程250 mm 主电机功率AC 15 kw 快速电机功率 1.1 kw 油泵电机功率0.55 kw 冷却电机功率0.15 kw
三、机床各主要部件介绍
1)、床身
床身采用整体结构,树脂沙造型,导轨采用中频淬火磨削工艺,使用导轨硬度达到HS65°。
床身上部宽度为600mm,具有良好的耐磨性及精度保持性,Π型加强筋使床身具有优良的刚度、抗振性和抗断面畸变能力。
45°倾斜后排屑方式,排屑方便。
该床身经过先进的有限元力学分析,从理论上证实了结构的合理性、优良的刚性、抗震性和抗断面畸变能力。
2)、主轴箱
主传动采用四档无级变频调速系统,该系统具有功率大、精度高、转速范围宽、效率高、结构简单、操作方便等优点,能充分发挥刀具的加工特性,可确保不同尺寸范围的工件在加工过程中都处于最佳切削状态,最大限度地发挥机床的工作能力,从而达到真正的高效率生产,是目前国际先进的传动结构。
主轴箱采用前中为主,后端为辅的三点支承主轴结构,合理的跨距设计再配以高刚度的轴承组配形式,使得主轴刚度强、旋转精度高、承载能力强。
主传动齿轮副均经淬硬磨削处理,各传动副和滚动轴承均经强力油液润滑,具有良好高速低温升性能,合理的传动链设计,使得变速箱具有噪声低,传动精度高的特点。
因采用了上述先进的结构,使机床摆脱了现有其它同规格产品主传动链充长、结构复杂、操作繁琐、输出功率低、主轴刚性偏低、精度保持性差等诸多不足。
3)、尾座
尾座由上、下体两部分组成。
上体内装有套筒、主轴、套筒快慢移动机构;下体内装有尾座止退机构。
机床尾座套筒锥孔莫氏6号。
本机床尾座具有精度高、承载能力强、维护周期长、工作可靠等特点。
4)、拖板及刀架
该部分的主要功能用于完成各种进给工作。
为了有效地防止大拖板进给的纵向爬行,拖板导轨副采用粘贴高性能的塑料软带的方法;在纵、横向分支结构上彻底根除了纵、横向进给联动问题,提高了机床的可靠性。
5)、溜板箱
该部份主要设有换向机构、快移机构、一般进给和车螺纹的自锁机构以及润滑机构等。
通过操纵溜板箱右侧的十字手柄杆,可很方便地实现车刀的纵、横向进给移动和快速移动;为了可靠地实现一般进给和快速移动的分配,在溜板箱中特设有三星轮式超越离合器;
为了保证设备在使用功能上不发生冲突,设有护锁机构;该部件中特设有凸轮式柱塞式泵,以满足纵横向导轨副的机动润滑,此外,溜板箱和床鞍刀架联动可机动车削任意锥体。
6)、进给箱
进给箱为二轴滑移式结构,主要功能是实现各种进给量和螺距的变换。
该部份主要设有基本组、移换机构和倍增机构。
基本组的功能是实现所需走刀量和螺距的调整;移换机构的功能是完成公、英制螺纹的变换;倍增机构的主要功能是加大走刀量和螺距范围。
7)、挂轮
挂轮是连接主轴和走刀的纽带。
该机构中设有胶木轮,可在机床车螺纹过载时起到安全保护作用,同时,该机构中还设有特殊因子π的设置。
此外,通过选配适当的挂轮可产生特殊的螺距。
8)、冷却系统
在机床地基地平线下特设有专用冷却箱,冷却液经冷却泵打出后,经过输水管喷至有效切削区内,用以很好地改善切削条件。
冷却液可通过床身底部排屑槽回收到冷却箱中,不会给环境造成污染。
9)、液压系统
用来实现主轴箱和进给箱的润滑。
10)、电气系统
电气系统主要实现强电和弱电控制,使机电有效地融为一体,可很方便地实现机床的控制和操纵,主要电气元件均选用通过CE欧洲安全认证产品。
四、机床的工作精度及定位精度
CWA6185卧式车床执行GB/T4020-1997《卧式车床精度》标准,其主要项目如下:
精车外圆的圆度0.010 mm 精车外圆的圆柱度0.030 mm / 400 mm
精车端面的平面度0.030 mm / 400 mm 精车螺距的螺距精度60 mm长度上0.015 mm 尺寸精度IT 7 精车外圆的表面粗糙度Ra 3.2 五、关键外购元器件明细表
序号货物名称型号和规格数量原产地和制造商名称
1 变频主电机AC15 KW 1套国产专业厂家
2 变频调速系统1套国产专业厂家
3 照明装置1套国产专业厂家
4 电箱及电气1套国产专业厂家
5 主轴轴承1套哈、瓦、洛轴承厂
六、随机附件及工具
序号名称规格或标记数量制造厂商
1 四爪卡盘Φ800mm 1套呼和浩特机床附件厂
2 中心架Φ40~350mm1套天水星火机床有限责任公司
3 跟刀架Φ30~120mm1套天水星火机床有限责任公司
4 顶尖60°2件天水星火机床有限责任公司
5 顶尖套1件天水星火机床有限责任公司
6 活顶尖60°1套天水星火机床有限责任公司
7 地脚螺栓1套天水星火机床有限责任公司
8 随机工具1套国产
天水星火机床有限责任公司
销售公司。