塑料超声波焊接技术(下)
超声波焊接法

超声波焊接法
超声波焊接是一种利用高频振动波传递到两个需焊接的物体表面,在加压的情况下,使两个物体表面相互摩擦而形成分子层之间的熔合的焊接方法。
超声波焊接具有以下优点:
1.熔合强度高,适用于多种塑料焊接,同时还能大大增强焊缝的机械性能;
2.工作效率高,相比于其他焊接方法,超声波焊接的速度更快;
3.对环境污染小,因为整个焊接过程不需要任何辅助剂、焊剂或者气体。
然而,超声波焊接也存在一些缺点:
1.需要对焊头施加压力,导致设备较复杂且维修成本较高;
2.需要焊头传递超声波能量到产品,产品会轻微压痕。
在具体操作过程中,有以下几点注意事项:
1.在熔接法中,通过超音波超高频率振动的焊头在适度压力下,使二块塑胶
的接合面产生摩擦热而瞬间熔融接合,焊接强度可与本体媲美。
此外,采用合适的工件和合理的接口设计,可达到水密及气密的效果;
2.在埋植法中,通过焊头之传道及适当之压力,瞬间将金属零件(如螺母、
螺杆等)挤入预留入塑胶孔内,固定在一定深度。
完成后无论拉力、扭力均可媲美传统模具内成型之强度;
3.在成型法中,该方法与铆焊法类似,将凹状的焊头压着于塑胶品外圈,焊
头发出超音波超高频振动后将塑胶溶融成形而包覆于金属物件使其固定。
总的来说,超声波焊接法是一种有效的塑料焊接方法,它利用了超声波的高频振动来传递能量,使得两个塑料的表面能够迅速地熔合在一起。
塑料超声波焊接机原理
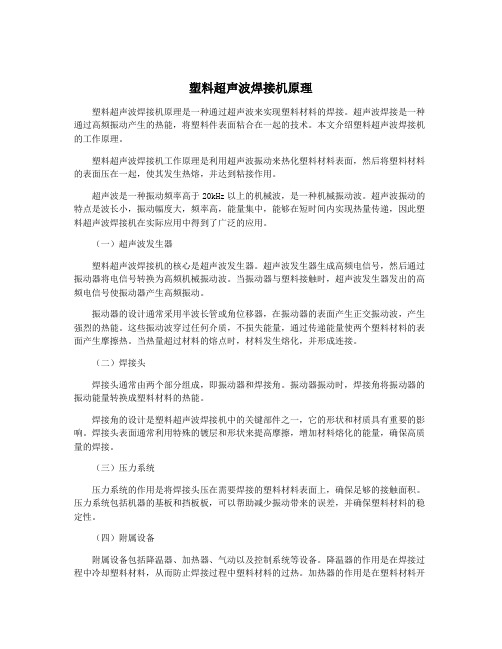
塑料超声波焊接机原理塑料超声波焊接机原理是一种通过超声波来实现塑料材料的焊接。
超声波焊接是一种通过高频振动产生的热能,将塑料件表面粘合在一起的技术。
本文介绍塑料超声波焊接机的工作原理。
塑料超声波焊接机工作原理是利用超声波振动来热化塑料材料表面,然后将塑料材料的表面压在一起,使其发生热熔,并达到粘接作用。
超声波是一种振动频率高于20kHz以上的机械波,是一种机械振动波。
超声波振动的特点是波长小,振动幅度大,频率高,能量集中,能够在短时间内实现热量传递,因此塑料超声波焊接机在实际应用中得到了广泛的应用。
(一)超声波发生器塑料超声波焊接机的核心是超声波发生器。
超声波发生器生成高频电信号,然后通过振动器将电信号转换为高频机械振动波。
当振动器与塑料接触时,超声波发生器发出的高频电信号使振动器产生高频振动。
振动器的设计通常采用半波长管或角位移器,在振动器的表面产生正交振动波,产生强烈的热能。
这些振动波穿过任何介质,不损失能量,通过传递能量使两个塑料材料的表面产生摩擦热。
当热量超过材料的熔点时,材料发生熔化,并形成连接。
(二)焊接头焊接头通常由两个部分组成,即振动器和焊接角。
振动器振动时,焊接角将振动器的振动能量转换成塑料材料的热能。
焊接角的设计是塑料超声波焊接机中的关键部件之一,它的形状和材质具有重要的影响。
焊接头表面通常利用特殊的镀层和形状来提高摩擦,增加材料熔化的能量,确保高质量的焊接。
(三)压力系统压力系统的作用是将焊接头压在需要焊接的塑料材料表面上,确保足够的接触面积。
压力系统包括机器的基板和挡板板,可以帮助减少振动带来的误差,并确保塑料材料的稳定性。
(四)附属设备附属设备包括降温器、加热器、气动以及控制系统等设备。
降温器的作用是在焊接过程中冷却塑料材料,从而防止焊接过程中塑料材料的过热。
加热器的作用是在塑料材料开始熔化前加热,增加材料的热能。
气动系统用来控制机械零件的运动,确保焊接的质量和精度。
控制系统包括PLC、触摸屏等设备,用来自动控制超声波焊接机的运行过程。
塑料超声波焊接结构
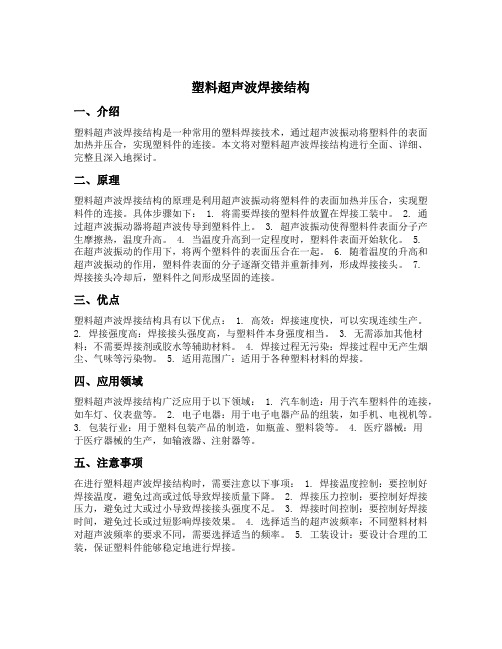
塑料超声波焊接结构一、介绍塑料超声波焊接结构是一种常用的塑料焊接技术,通过超声波振动将塑料件的表面加热并压合,实现塑料件的连接。
本文将对塑料超声波焊接结构进行全面、详细、完整且深入地探讨。
二、原理塑料超声波焊接结构的原理是利用超声波振动将塑料件的表面加热并压合,实现塑料件的连接。
具体步骤如下: 1. 将需要焊接的塑料件放置在焊接工装中。
2. 通过超声波振动器将超声波传导到塑料件上。
3. 超声波振动使得塑料件表面分子产生摩擦热,温度升高。
4. 当温度升高到一定程度时,塑料件表面开始软化。
5. 在超声波振动的作用下,将两个塑料件的表面压合在一起。
6. 随着温度的升高和超声波振动的作用,塑料件表面的分子逐渐交错并重新排列,形成焊接接头。
7. 焊接接头冷却后,塑料件之间形成坚固的连接。
三、优点塑料超声波焊接结构具有以下优点: 1. 高效:焊接速度快,可以实现连续生产。
2. 焊接强度高:焊接接头强度高,与塑料件本身强度相当。
3. 无需添加其他材料:不需要焊接剂或胶水等辅助材料。
4. 焊接过程无污染:焊接过程中无产生烟尘、气味等污染物。
5. 适用范围广:适用于各种塑料材料的焊接。
四、应用领域塑料超声波焊接结构广泛应用于以下领域: 1. 汽车制造:用于汽车塑料件的连接,如车灯、仪表盘等。
2. 电子电器:用于电子电器产品的组装,如手机、电视机等。
3. 包装行业:用于塑料包装产品的制造,如瓶盖、塑料袋等。
4. 医疗器械:用于医疗器械的生产,如输液器、注射器等。
五、注意事项在进行塑料超声波焊接结构时,需要注意以下事项: 1. 焊接温度控制:要控制好焊接温度,避免过高或过低导致焊接质量下降。
2. 焊接压力控制:要控制好焊接压力,避免过大或过小导致焊接接头强度不足。
3. 焊接时间控制:要控制好焊接时间,避免过长或过短影响焊接效果。
4. 选择适当的超声波频率:不同塑料材料对超声波频率的要求不同,需要选择适当的频率。
塑料焊接(超声波 摩擦焊)
聚 聚苯 PET 聚乙 聚氯 聚甲 丙 乙烯 +PC 烯 乙烯 尼龙 醛 烯
PBT
14
材料因素
二、材料融化的温度: 塑料的融化温度越高、所需的焊接能量越大 不同软化温度的材料会影响其结合性能,两种材料软化温度相差小于22度。 三、刚度: 材料的刚度 零件的刚度 四、材料吸水性 材料吸湿性会显著影响焊接性能。 五、脱模剂、润滑剂 六、材料改性添加剂 增塑剂、冲击改性剂、阻燃剂、发泡剂、填料 七、表面处理 喷漆、电镀、皮纹 八、回料 不能大于10%,如焊接要求较高,禁止添加回料
34
影响震动焊接因素
三、材料改性添加剂 增塑剂、冲击改性剂、阻燃剂、发泡剂、填料
100P – 没有填充的聚甲醛 300AS – 碳纤维填充聚甲醛 35 35
影响震动焊接因素
四、脱模剂、润滑剂 、喷漆、电镀、皮纹 五、回料:如焊接要求较高,禁止添加回料 六、焊接深度对强度影响不大
Effect of MeltdBiblioteka wn15结构设计因素
为了得到稳定的高性能的焊接: 焊接筋初始接触面尽量小 被零件有合理的定位 焊头接触面要合理 零件结构有利于超声波的传播
16
焊接设计
1、直接结合 有效、快速 能量消耗少 对零件尺寸精度要求低 溢料较少 焊接强度取决于横向结合面积
17
焊接设计
设计时的注意事项: 焊接筋为正三角形或等边三角形,前段角度一般无定型材料为 90°,半晶体材料为60 ° ,视具体情况可在60~90变化。焊接量 的高度方向尺寸与设定角度有关,一般在以0.5mm左右。 挡料边的一般为1/3壁厚,焊接完成后应有0.25到0.6m的间隙。 产品设置防止融化引起的飞边外露的沟槽。沟槽必须大于焊接 时被软化的三角形凸起部分的体积。此时,三角形的凸起的高度 为沟槽深度+焊接深度。
超声波焊接技术

超声波焊接技术大全n ewmaker超声波焊是一种快捷,干净,有工工国效的装配工艺,用来装配处理热塑性塑料配件,及一些合成构件的方法。
目前被运用的朔胶制品与之间的粘结,朔胶制品与金属配件的粘结及其它非朔胶材料之间的粘结!它取代了溶剂粘胶机械坚固及其它的粘接工艺是一种先进的装配技术!超声波焊接不但有连接装配功能而且具有防潮、防水的密封效果。
超声波的优点:1,节能2,无需装备散烟散热的通风装置3,成本低,效率咼4,容易实现自动化生产!超声波焊接机的工作原理!超声波焊接装置是通过一个电晶体功能设备将当前50/60HZ的电频转变成20KHZ或40KHZ的电能高频电能,供应给转换器。
转换器将电能转换成用于超声波的机械振动能,调压装置负责传输转变后的机械能至超声波焊接机的焊头。
焊头是将机械振动能直接传输至需压合产品的一种声学装置。
振动通过焊接工作件传给粘合面振动磨擦产生热能使塑胶熔化,振动会在熔融状态物质到达其介面时停止,短暂保持压力可以使熔化物在粘合面固化时产生个强分子键,整个周期通常是不到一秒种便完成,但是其焊接强度却接近是一块连着的材料!!焊接:指的是广义的将两个热塑性塑料产品熔接的过程。
当超音停止振动时,固体材料熔化,完成焊接。
其接合点强度接近一整块的连生材料,只要产品的接合面设计得匹配,完全密封是绝对没有什么问题的,碟合:熔化机械锁形成一个材质不同的塑料螺栓的过程。
嵌入:将一个金属无件嵌入塑料产品的预留孔内。
具有强度高,成型周期短安装快速的优点!!类似于模具设计中的嵌件!11Ultrasonic WeldingHatt jitint itiretw(nti J ildltCilYf ( pWelding Technique• Poor but joint design< Eicesske M6l (9 timff f E?(強睜钊叫 汕卑「gy * £xlidtng nielt re suds in a visual defect♦ Improved bull J G I nt design• Reduced w»ld tlnw * R^uc&d w&ld &n@rgy • Exuding 12雷H (/Isible) • FE?»sh 俪 |p jddwd* R&ductlanln wflIM ar«a • Exiting mol( not mult In a visual defect♦ Step joint design# Fwprcv^d -sneM f«si$nnce • Exiting nt< does nor mult in a visual dated♦ Assist in locaiiftg 因厲昂Ultras onic Weldi ng 1W elding TechniquesUltrasonic WeldingAirorplious polymerSeml-crystalhie polymer Ditn” Small part Largs part Small part L 白 ”g 电 part hS3 - 0405 *0.605 - 070.1 ・ to0 60° (0 9Q D90®rypiattdimlttr di tin ■» > in/! \iiHiUimt ^7 s/Ultras onic Weldi ng2Welding TechniquesUltrasonic WeldingUltras onic Weldi ng 3Welding TechniquesUltrasonic Weldinga严surrounding energy directorI —Ultras onic Weldi ng 4.弯曲性成音波将配件的一部分熔化再组成一个塑料的突起部位或塑料管或其它挤出配件。
超声波焊接技术PPT课件.ppt

焊头接触
耦合面
太小
正确
不正确
焊头接触
增加法兰以便焊头 直接位于焊接区域 上
超声波模具設計和应用对焊接效 果産生什庅作用
?
• 換能器 • 調幅器 • 焊头 • 底座
模具技术
压电陶瓷
H H
通电前
通电后
标准振幅
可能损坏的原因
✓ 横向振动 ✓过热 ✓撞击 ✓焊头频率相差大 ✓不適當調幅器
什么是调幅器 ?
剪切接口的局限
需要紧密公差 需要刚性侧壁支撑 零件尺寸 不规则外形
塑膠件焊接線設計外,還需要考 慮其它因素吗
?
其它设计考虑因素
尖角 孔洞和弯曲 附加物 振动膜 焊头接触
尖角
避免
推荐
孔洞和弯曲
焊头
空洞
潜在的焊接盲区
半结晶型树脂
无定型树 脂
附加物
焊头
潜在的裂纹点
附加物
振动膜
焊接时间改小 振幅加大或减小 Amplitude ProfilingTM 焊头中心柱塞 内壁加厚 内部支撑筋
调幅器是铝合金或钛合金材料制成的一 个半波长共振部分。它安置于换能器和焊头 之间,调节传递至焊头的振动幅度。
调幅器的增益
1:0.6
1:1
1:1.5
1:2.0
1:2.5
1:0.6
1:1
1:1.5
1:2.0
能量 = 功率 X 时间
功率因素
力
X
速率
力可以改变
速率因素
压强
下降速率
频率 X 振幅
负 载
黑色 银色
压力
金色
无调幅 器
如何选择调幅器
• 可咨询本公司应用部 • 超声焊头有其相应的调幅器增益极限 • 工件塑膠特性,面積大少,形狀------振幅 • 应用之種類---铆焊,点焊,嵌插焊等
超声波塑料焊接相容性及应用
一.超声波主要应用技术二.超声波塑料焊接的相容性和适应性:热塑性塑料,由于各种型号性质不同,造成有的容易进行超声焊接,有的不易焊接.表3.3中黑方块表示两种塑料的相容性好,容易进行超声焊接,圆圈表示在某些情况下相容,焊接性能尚可,空格表示两种塑料相容性很差,不易焊接.■-表示相容○-表示在煤屑情况下相容表中所列仅供参考,因为熟知的变化可导致结果略有差异.应用:超声波焊接的焊口设计:两个热塑性塑料零件的超声波焊接要求超声波振动通过焊接头传递到组合件的上半部,最后传至两半的结合处或界面上.在此,振动能量转换成热能,用以熔化塑料.当振动停止后,塑料在压力下固化,在结合面上产生焊接.两个结合表面的设计,对于获得最佳焊接结果来说是非常重要的.有各种各样的连接设计,每一种都有特色和优点.各种设计的使用取决于许多因素,例如塑料类型、零件几何形状、焊接的要求(即粘性、强度、密封等).夹具装置:塑料超声波焊接的一个重要因素是夹具装置.夹具装置的主要用途是固定零件,使之与焊接头对准,同时对组合件提供适当的支撑.被焊接的材料、零件几何形状、壁厚和零件的对称性均可影响能量向界面的传递,因此设计夹具时必须加以考虑.某些用途,例如铆接和嵌插,要求在焊接头接触区下面有坚硬的承托装置.铝质的夹具装置可提供必要的刚度,可以镀铬来防止零件出现疤痕和提高耐磨性.在一些用途中,夹具必须具有一定程度的弹性以保证在连结区产生异相状态.异相状态一般在最差的结合处出现,这是待焊接的范围;不过,由于某些零件材料和几何形状,结合的两半可能合成一整体,上下同时振动,如果这种状态出现,将承槽由刚性材料改为弹性材料,或者将硬度计由软性材料改为另一种材料,往往足以在连结区重新建立异相状态.简单的实验性夹具可用木料、环氧树脂或熟石膏建造.对于更精密、更长寿命的夹具将要用铝、钢、黄铜、铸塑尿烷,或其它的弹性材料.夹具设计范围广,从快速拆卸夹具到简单的金属板均有.应用的要求和生产率通常决定夹具的设计.焊接:图10表示简单的对接焊连接和有能量导向部分的理想连接的时间--温度曲线.能量导向部分允许迅速焊接,同时达到最大的强度.在导向部分的材料如图示在整个结合区内流动.图11表示焊前按要求比例设计能量导向部分改进对接焊与导致的材料流动.工件尺寸的选择应是如图示能量导向部分熔化后足够分布于结合面之间,通常,对于易焊的树脂能量导向部分最小高度为0.010英寸(0.25毫米).对于某些需要高能量的树脂,即结晶型、低刚度或高熔化温度的非晶型(例如聚碳酸酯、聚砜)树脂,需要较大的能量定向部分,其最小高度为0.020英寸(0.5毫米).在工件之间对齐的方法,例如销钉和插口,应包括在工件设计中.必须指出,为熔剂焊封所作的设计一般可以修改,以符合超声波焊接的要求.要避免:能量导向部分设计的典型错误是将结合面削成45度的斜面.图12表示这样做的结果.图13表示便于对齐的阶梯式连接.这种连接设计适合于在侧面不宜有过多的熔体或溢料之场合.榫槽连接法:(图14)主要用于焊接和防止内外烧化.不过,需要保持榫舌两侧的间隙使模制较困难.锥度可根据模塑实践经验进行修改,但必须避免在零件之间产生任何障碍.图15表示适用于超声波焊接的各种基本能量导向连接法,这些可作为典型连接部分的参考,对具体用途应稍作修改.图16表示需要严密封接时所用的剪切连接法,特别适合于晶型树脂(尼龙、聚甲醛、热塑性聚酯、聚乙烯、聚丙烯和聚苯硫).因为晶型树脂从固态到熔化改变迅速、温度范围窄、能量导向式连接就不是最佳方法,原因是来自导向部分的熔融树脂在它能与相结合的表面熔合之前会迅速凝固.剪切连接法的焊接方法是:首先熔化较小的开始接触区域,然后继续熔化沿着垂直壁的阻碍部分,使零件压在一起.为了便于自定位,需要引入端,而且必要时可设一个溢料收集点.连接强度与焊缝的垂向尺寸(焊接深度)有关,而且可以调整以满足应用的要求.对于超过零件强度的连接强度,建议深度为壁厚的1.25倍.对于连接的典型阻阻碍范围列于下表内:底部零件的壁必须用夹具支持在焊缝处,夹具必须与此零件的外部轮廓吻合,以免在焊接压力下向外挠曲.顶部零件应尽可能薄,实际上象是一个盖子,以防向内挠曲,对于中间壁连接,最好采用图17所示的榫槽连接法,这种连接对于大零件也有用.图18表示各种基本剪切连接设计.。
塑料超声波焊接操作流程
塑料超声波焊接操作流程
塑料超声波焊接是一种常用的塑料焊接方法,通过超声波的振
动作用将塑料材料加热并压合在一起,从而实现焊接的目的。
下面
将介绍塑料超声波焊接的操作流程。
首先,准备工作。
在进行塑料超声波焊接之前,需要准备好焊
接设备,包括超声波焊接机、模具、工件等。
确保设备处于正常工
作状态,并进行必要的检查和维护。
其次,选择合适的焊接参数。
根据要焊接的塑料材料的类型和
厚度,调整超声波焊接机的参数,包括振动频率、振幅、焊接时间等。
确保参数设置合适,以确保焊接质量。
接下来,安装模具和工件。
将要焊接的塑料工件放置在模具中,并确保工件的位置和方向正确。
调整模具的位置和压力,以确保工
件能够被均匀加热和压合。
然后,进行焊接操作。
启动超声波焊接机,使其产生超声波振动。
将模具压合在一起,使工件被加热并压合在一起。
根据设定的
焊接参数,控制焊接时间和压力,直至完成焊接。
最后,检查焊接质量。
完成焊接后,取出焊接好的工件,进行
外观检查和拉伸测试等质量检验。
确保焊接部位牢固、无气泡和裂
纹等缺陷,达到预期的焊接质量要求。
总的来说,塑料超声波焊接操作流程包括准备工作、选择焊接参数、安装模具和工件、进行焊接操作以及检查焊接质量等步骤。
通过严格按照操作流程进行操作,可以确保塑料超声波焊接的质量和效率。
超声波焊接技术规范
何谓超声波焊接在进行超声波振动的同时施加压力,使要结合的塑料产品的一部分因摩擦产生热量软化,焊接在一起的方法。
接合部的接合形状案例(1)斜面接合该接合是利用斜面以达到完全的面接合。
由于可获得均一的热能及较大的焊接面积,故焊接强度高,气密性好。
设计时的注意事项•接合部的倾斜角度越大则焊接面积也就越大,但由于结合面不易产生滑动,故需要较大的能源。
另一方面,当倾斜角为锐角时,在焊接时会形成压入状态,并因打开接合部而引起变形、降低了融化密合性等,有可能引起不良问题的发生。
在设计是我们必须考虑到成型品的厚度,一般成品厚度应设定在30~60的范围内。
•将要进行焊接的二个成型品在组合时,确定纵向与横向的焊接深度是尤为重要的。
虽然所设定的尺寸会因使用塑料的等级与性能要求而异,但纵向与横向的设定标准则为0.4~0.7mm左右。
•为了确保焊接时嵌接状态的稳定性,尽可能地将接合部设计的大一点。
实际上成型品的间隙设计的大则不会发生晃荡,且不能有压入。
单侧设定为0.05mm左右为最佳。
•为了达到焊接后的制品尺寸(进入量)的稳定,必须设有浇口塞。
设定位置为可软化焊接的位置。
•若想防止在焊接时发生融化飞边时,最好能设有飞边滞留。
•以下为最具代表性的斜面接合设计案例,以及该接合形状的焊接强度例。
(2)逐次接合属于剪切焊接,由振动方向的面接触结合部获得均一的热量,其气密性、焊接强度都十分良好。
但是,焊接后所产生的飞边会滞留在表面,特别是不允许有飞边产生时,一定要注意。
设计时的注意事项•接合部倾斜角度的考虑方法斜面接合一样。
同时也要考虑到成型品的厚度,我们希望设定在40~50的范围内。
•焊接深度含倾斜部分的设定一般为纵向1.0~1.2mm,横向0.3~0.5mm左右。
当纵向的焊接深度发生变化时其焊接强度也会发生变化,焊接量过大的话在焊接时容易产生飞边,由此引发出破裂、气密不良等问题。
此外,横向的焊接深度以适当为佳。
•间隙的设定斜面接合一样,单侧设定为0.05mm左右。
超声波塑料焊接机操作规程
超声波塑料焊接机操作规程
《超声波塑料焊接机操作规程》
一、设备准备
1. 确保超声波塑料焊接机的电源已经连接并且稳定。
2. 检查超声波振动系统和压力系统是否正常工作。
3. 准备所需的塑料焊接模具。
二、操作步骤
1. 打开超声波塑料焊接机,将需要焊接的塑料件放置在模具上。
2. 调整超声波振动系统的频率和幅值,以及压力系统的压力和时间。
3. 将焊接头轻轻放置在塑料件上,开始焊接。
4. 当焊接完成后,将焊接头移开,等待一段时间以确保焊接完全固定。
三、安全注意事项
1. 在操作时要注意不要触摸超声波振动系统和焊接头,以免造成伤害。
2. 在操作时要戴上防护耳罩和手套,以防止噪音和热量对人员造成危害。
四、设备保养
1. 每次使用后要将超声波塑料焊接机清洁干净,并做好防尘防潮措施。
2. 定期检查超声波振动系统和压力系统的工作情况,及时进行维护和保养。
五、结束操作
1. 关闭超声波塑料焊接机的电源。
2. 拆卸焊接模具并进行清洁。
3. 将焊接机放置在干燥通风的地方。
以上就是关于超声波塑料焊接机操作规程的内容,希望能够帮助大家正确操作超声波塑料焊接机,提高工作效率并确保操作安全。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。