铁生产工艺流程图
炼钢生产过程以及流程图详解(全)
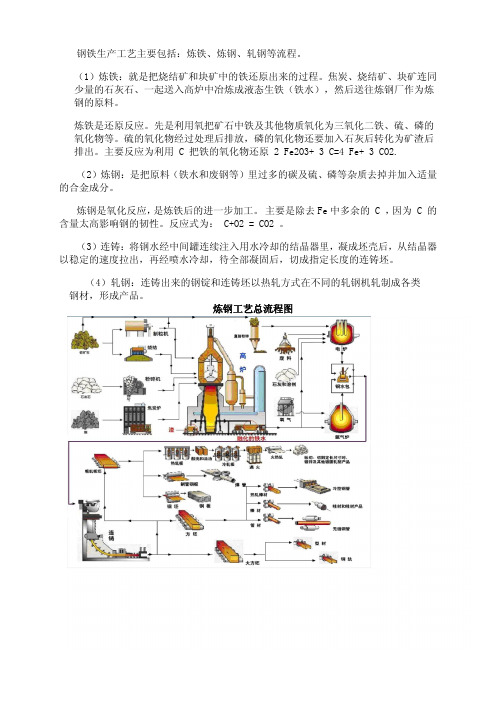
钢铁生产工艺主要包括:炼铁、炼钢、轧钢等流程。
(1)炼铁:就是把烧结矿和块矿中的铁还原出来的过程。
焦炭、烧结矿、块矿连同少量的石灰石、一起送入高炉中冶炼成液态生铁(铁水),然后送往炼钢厂作为炼钢的原料。
炼铁是还原反应。
先是利用氧把矿石中铁及其他物质氧化为三氧化二铁、硫、磷的氧化物等。
硫的氧化物经过处理后排放,磷的氧化物还要加入石灰后转化为矿渣后排出。
主要反应为利用 C 把铁的氧化物还原 2 Fe2O3+ 3 C=4 Fe+ 3 CO2.(2)炼钢:是把原料(铁水和废钢等)里过多的碳及硫、磷等杂质去掉并加入适量的合金成分。
炼钢是氧化反应,是炼铁后的进一步加工。
主要是除去Fe中多余的 C ,因为 C 的含量太高影响钢的韧性。
反应式为: C+O2 = CO2 。
(3)连铸:将钢水经中间罐连续注入用水冷却的结晶器里,凝成坯壳后,从结晶器以稳定的速度拉出,再经喷水冷却,待全部凝固后,切成指定长度的连铸坯。
(4)轧钢:连铸出来的钢锭和连铸坯以热轧方式在不同的轧钢机轧制成各类 钢材,形成产品。
炼钢工艺总流程图炼焦生产流程:炼焦作业是将焦煤经混合,破碎后加入炼焦炉内经干馏后产生热焦碳及粗焦炉气之制程。
烧结生产流程:烧结作业系将粉铁矿,各类助熔剂及细焦炭经由混拌、造粒后,经由布料系统加入烧结机,由点火炉点燃细焦炭,经由抽气风车抽风完成烧结反应,高热之烧结矿经破碎冷却、筛选后,送往高炉作为冶炼铁水之主要原料。
还原气体,还原铁矿石,产生熔融铁水与熔渣之炼铁制程。
转炉生产流程:炼钢厂先将熔铣送前处理站作脱硫脱磷处理,经转炉吹炼后,再依订单钢种特性及品质需求,送二次精炼处理站(RH真空脱气处理站、Ladle Injection盛桶吹射处理站、VOD真空吹氧脱碳处理站、STN搅拌站等)进行各种处理,调整钢液成份,最后送大钢胚及扁钢胚连续铸造机,浇铸成红热钢胚半成品,经检验、研磨或烧除表面缺陷,或直接送下游轧制成条钢、线材、钢板、钢卷及钢片等成品。
炼铁厂原料系统工艺流程图

3# 高 炉 矿 槽
块-8 焦-6
槽前焦炭转运 槽前块矿转运
矿 -1
受料 斗
右焦丁-2
称量斗 焦 丁
右焦丁-1 仓
矿
焦
-2 左焦丁-1 丁
仓
称量斗 左焦丁-2
返矿2
槽上 块矿 皮带
槽上 焦炭 皮带
干煤-1、2
二期烧结
D107BC
喷煤
煤-4
混
混
匀
匀
料
料
场
场
16# J101BC
S102BC 返矿3
S101BC
烧-1 铺-1
F101BC
K101BC
成品矿槽 成-1
6转-1
二次混合
2转-1
成品取 验室
2筛-3 2筛-4
二混-2 取-1
二筛
配-9 配-7
配-8
一 次 混 合
一混-1
燃熔-8 混匀-3
E109BC E108BC
C201BC
E101BC
混 匀 料 场
C102BC
匀
堆
混
机
匀
料
场
烧 结 机
1#高炉 2#高炉 3#高炉
A201BC
A202BC
火车受料槽
煤-2
煤-3
干煤棚
煤-1
成-6
D102BC
焦炭棚
D103BC
D101BC
D104BC
13#
15#
D106BC
D05BC
2#匀取机
12# 1#匀取机
A101BC
A102BC
4#
1# 高 炉 矿 槽
槽 前 烧 结 矿 转 运
炼铁生产工艺流程(13)

能力,力求强度要高一些为好。 铁矿石的软化性包括铁矿石的软化温度和软化温度区
间。高炉冶炼要求铁矿石的软化温度要高,软化温度区间 要窄。
63
2)பைடு நூலகம்熔剂
熔剂的作用: 熔剂在冶炼过程中的主要作用有两个:造渣和使渣铁分离。 熔剂的种类: 按其性质熔剂可分为碱性、酸性和中性三类。
0 0 0 19.89652 4.17442 0
59
2)高炉冶炼对铁矿石的要求是: 含铁量高,脉石少,有害杂质少,化学成分稳定,粒
度均匀,良好的还原性及一定的机械强度等性能。 ①铁矿石的品位 指铁矿石的含铁量,以TFe%表示。
铁矿石含铁量高有利于降低焦比和提高产量。一般矿 石品位提高1%,焦比降低2%,产量提高3%。品位较 低,不能直接入炉的叫贫矿。
15
二、烧结生产工艺流程
烧结就是将各种粉状含铁原料,配入适量的燃料和熔剂, 加入适量的水,经混合和造球后在烧结设备上进行烧结的过 程。
采用带式抽风烧结机生产。 烧结厂有360、280、180 、130 m2烧结机各一台。 烧结生产工艺流程主要包括:烧结料的准备,配料与混 合,烧结和产品处理等工序。
炼铁生产工艺流程
一、钢铁工业生产工艺流程 二、焦化生产工艺流程 三、烧结生产工艺流程 四、炼铁生产工艺流程
2
一、钢铁工业生产工艺流程图
3
二、焦化生产
4
一 )焦化设备
公司本部焦化厂现有一座58孔JN84型焦炉和两座共115 孔JN60型焦炉,炭化室高分别为4.3m和6m,年设计生产能 力分别为38万吨和115万吨。公司与安石集团合资建设的 湖南煤化新能源公司,有两座炭化室高5.5m的捣固焦炉和 六座无回收清洁型捣固焦炉,年设计产能分别为130万吨和 15万吨。煤化公司新焦炉于2009年7月和9月先后投产,因 此,公司当前实际焦炭产能为298万吨,年需炼焦煤415万 吨。
冶金工艺流程图

隔油沉淀池
调节池/气浮间
达标排放 带式压滤机
混凝沉淀池 污泥浓缩池
二次沉淀池
A/O池
污泥回用
配煤燃烧
焦化废水处 理核心系统
图2.1.3 焦化废水处理工艺流程图
烧结矿/球团矿 焦炭 石灰石
热风炉 热风
铁水(约1500℃)
上料系统
高炉
烟尘
高炉渣
水泥厂
除尘系统
高炉煤气 高炉瓦斯灰、泥
图2.2.2 高炉炼铁工艺流程图
锅炉炉膛
高温省煤器 500℃
低温省煤器 170℃
烟气 主给水
汽包 饱和水蒸气
高温过热器
低温过热器
烟囱
风机 图2.5.2 传统锅炉发电工艺流程简图
发电
铁合金 炼铁
白云鄂博矿
氧化镧 氧化铈 氧化镨钕
稀选
灼烧
水浸、C沉
酸溶除杂
余矿
稀土精矿 干颗粒
混合碳酸稀土 钕钐分组
钐Байду номын сангаас钆富集物
碳酸镧
镧铈溶液
轻稀土溶液
灼烧 碳酸铈
碳酸镨 钕盐
反萃取、C沉 铈镨溶液
镨钕溶液
萃取分离
结晶氧化稀土 浓缩 混合稀土金属
Ni-H电池
电解
图2.6 稀土湿法冶炼工艺流程示意图
烟罩 转炉
点 点火 火
蒸
发
冷
静电除尘器
却
器
回收
煤气冷 却器
图2.3.6 转炉煤气干法除尘系统简图
图2.4.1 带钢冷轧工艺流程图
水 塔
循环水泵
煤压机
煤 冷 器
汽轮机
蒸 汽 器
发电 机
铁合金车间工艺流程图

硅铁车间工艺流程图煅烧车间工艺流程图↓↓ ↓↓ ↓原料车间压球工艺流程图↓↓↓↘↓↙↓↓↓↓还原车间工艺流程图↓↓↑↓↓↓↓精炼车间工艺流程图↓↓↓↓↓↓↓↓↓附录F5硅铁车间工艺条件及技术指标1.硅石1.1SiO2含量:≥97%。
1.2硅石中有害杂质含量:Al2O3≤0.8% P2O5≤0.02% MgO+CaO≤1%1.3硅石应有较好的机械强度和抗爆性。
1.4硅石加工粒度:60-120mm。
2.焦粉2.1固定碳含量:≥84%2.2灰分:≤6%2.3挥发份:≤22.4入炉粒度:5-15mm(其中5mm以下的不得大于5%)2.5要求高电阻,不得有粉沫。
3.钢屑3.1含铁量:≥97%3.2应是普通炭钢屑,不得混有合金钢屑、有色金属屑和生铁屑等。
3.3生锈严重的钢屑不得使用。
3.4钢屑的卷曲长度为30-50mm。
3.5要纯净,不得混有泥土等杂质。
4.冶金焦4.1粒度:5—10mm4.2固定碳≥84%4.3灰分≤6%4.4挥发份≤10%4.5不得有粉尘粉沫5.球团矿5.1含铁≤60%5.2粉沫≤5%5.3有较好的机械强度6.硅铁指标6.1硬75#硅铁占90%。
6.2软75#硅铁占10%。
6.370#硅以下的产品不生产。
6.4硅的偏析-不大于4%,小于20×20mm的数量,不得超过8%。
7.硅铁生产技术条件7.1矿热炉容量7.1.1炉膛底部直径5.8m。
7.1.2炉子直径7.32m。
7.1.3炉膛深度2.15m。
7.1.4极心圆直径2.5m。
7.1.5电极直径1.00m。
7.2二次侧电压:118-160A7.3运行电流:13档7.4出铁时间:5-15分钟7.5出铁次数:3-4次/班(特殊情况除外)7.6配料比:硅石200kg 焦粉108-140kg 钢屑10kg7.7 球团矿:36kg(根据硅铁含硅量调整)煅烧工艺条件及技术指标1.工艺条件1.2 要求白云石成分稳定,粒度20~35mm,不含泥土及杂质。
钢铁的工艺流程图
钢铁的工艺流程图钢铁是一种重要的金属材料,广泛应用于建筑、制造业、汽车制造和航空航天等领域。
其生产过程经历了多个主要阶段,包括原料准备、炼钢、炼铁和成品加工等步骤。
首先,原料准备是钢铁生产的第一步。
主要原料包括铁矿石、焦炭和石灰石。
铁矿石是从矿山中开采出来的,经过破碎、磨粉和富集等处理后得到。
焦炭是从煤炭中加热分解得到的固体碳质燃料,用于炼铁过程中提供热能和还原剂。
石灰石是用于炼铁和炼钢过程中的脱硫剂。
接下来是炼钢过程。
炼钢是将生铁中的杂质去除,从而得到纯净的钢材。
炼钢的主要方法有平炉法、转炉法和电弧炉法等。
其中,平炉法是较为传统的方法,通过将生铁和废钢料加热融化,并加入适量的石灰石和氧化剂进行氧化、脱硫和除渣的过程。
转炉法则是将生铁和废钢料加入转炉中进行高温冶炼,通过废气中的氧气进行氧化反应,去除杂质。
电弧炉法是通过电焊机产生电弧,在高温下将废钢料和生铁融化,再进行炉渣调整,并用适量的合金配料调整成分。
随后是炼铁过程。
炼铁是将铁矿石还原成生铁的过程。
炼铁的主要方法有高炉法和直接还原法等。
高炉法是将铁矿石、焦炭和石灰石分层加入高炉中,通过高温和还原气体的作用使铁矿石被还原成生铁。
直接还原法则是将铁矿石和焦炭直接还原为生铁,通常采用的装置是直接还原炉或直接还原球团机。
最后是成品加工。
经过炼钢或炼铁后,得到的钢材还需要进行加工和成型,使其符合特定的要求。
成品加工包括轧制、结构件制造、焊接和涂装等步骤。
轧制是通过将钢坯加热至一定温度后,在轧机中连续轧制和变形,得到所需形状和规格的钢材。
结构件制造是将钢材进一步加工成各种形状的结构部件,通常包括切割、冲孔、弯曲和组装等工艺。
焊接是将多个钢材部件通过加热和加压的方法连接在一起。
涂装是在钢材表面施加防腐涂料或涂漆,以保护钢材免受腐蚀和氧化。
总之,钢铁的工艺流程包括原料准备、炼钢、炼铁和成品加工等环节。
这些步骤的顺序和方法可能有所不同,取决于不同的生产工艺和要求。
钢铁生产工艺全套彩图版【流程图】
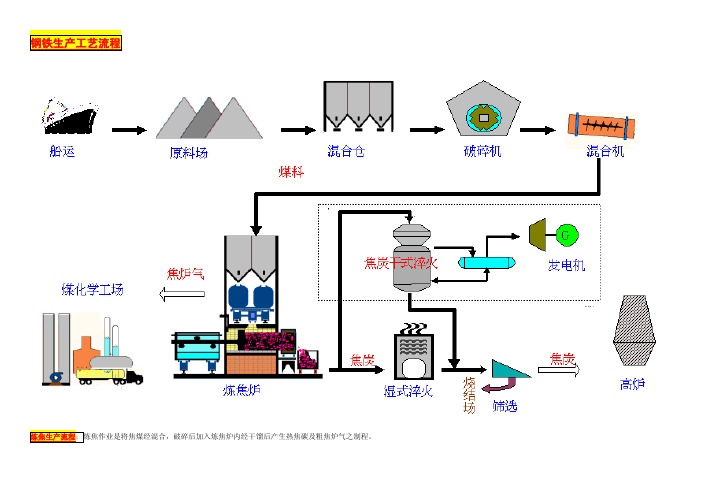
钢铁生产工艺流程炼焦生产流程:炼焦作业是将焦煤经混合,破碎后加入炼焦炉内经干馏后产生热焦碳及粗焦炉气之制程。
烧结生产流程:烧结作业系将粉铁矿,各类助熔剂及细焦炭经由混拌、造粒后,经由布料系统加入烧结机,由点火炉点燃细焦炭,经由抽气风车抽风完成烧结反应,高热之烧结矿经破碎冷却、筛选后,送往高炉作为冶炼铁水之主要原料。
高炉生产流程:高炉作业是将铁矿石、焦炭及助熔剂由高炉顶部加入炉内,再由炉下部鼓风嘴鼓入高温热风,产生还原气体,还原铁矿石,产生熔融铁水与熔渣之炼铁制程。
转炉生产流程:炼钢厂先将熔铣送前处理站作脱硫脱磷处理,经转炉吹炼后,再依订单钢种特性及品质需求,送二次精炼处理站(RH真空脱气处理站、Ladle Injection盛桶吹射处理站、VOD真空吹氧脱碳处理站、STN搅拌站等)进行各种处理,调整钢液成份,最后送大钢胚及扁钢胚连续铸造机,浇铸成红热钢胚半成品,经检验、研磨或烧除表面缺陷,或直接送下游轧制成条钢、线材、钢板、钢卷及钢片等成品。
连铸生产流程:连续铸造作业乃是将钢液转变成钢胚之过程。
上游处理完成之钢液,以盛钢桶运送到转台,经由钢液分配器分成数股,分别注入特定形状之铸模内,开始冷却凝固成形,生成外为凝固壳、内为钢液之铸胚,接着铸胚被引拔到弧状铸道中,经二次冷却继续凝固到完全凝固。
经矫直后再依订单长度切割成块,方块形即为大钢胚,板状形即为扁钢胚。
此半成品视需要经钢胚表面处理后,再送轧钢厂轧延。
热轧生产流程热轧生产流程热轧生产流程>第一热轧钢带生产流程:热轧钢带工场主要制程是将扁钢胚加热后,经粗轧机及精轧机轧延成钢带,并以层流冷却系统喷水冷却至适当温度,再由盘卷机卷成粗钢卷。
热轧生产流程>一号调质重卷线布置图:主要功能为将原料钢卷上线解卷、调质轧延、分切、重卷及包装为成品H.R COIL 或 H.R BAND〔HR BAND 未调质轧延〕。
热轧生产流程>二号调质重卷线布置图:主要功能为将原料钢卷上线解卷、调质轧延、分切、重卷及包装为成品H.R COIL 或 H.R BAND〔HR BAND 未调质轧延〕。
某钢铁集团生产工艺流程介绍(PPT 47页)
将配合好的原料运送至混合室,混合 最常用的是圆筒混合机。通过圆筒混合机 不停地转动,各种成份不同的原料逐渐混 匀变成一种化学成分均匀的烧结混合料 (混合料二),圆筒混合机的另一个作用 是通过添加适量的水,在转动作用下使烧 结混合料从粉状变成许多小粒粒状,从而 为下道工序烧结打下良好基础。由于混合 要起到混匀,造粒的作用,所以一般至少 采用二次混合作业,甚至三次、四次的。
烧结工序是整个生产环节中最重要,
最关键的一环,主要将烧结混合料通过燃 料燃烧产生的高温发生许多复杂的物理化 学反应,最终成为烧结矿。烧结过程是在 烧结机台车上进行的,但和烧结机密切配 合的是烧结主抽风机(主抽风机二),抽 风机从烧结机台车下面不间断地抽走燃烧 产生的废气,而使空气源源不断从台车表 层进入混合料,而保证台车上烧结混合料 中的燃料从上而下一直延续下去,才能像 上面说的最终生成烧结矿。烧结过程所用 的设备叫烧结机,主要是带式烧结机,还 有一种步进式平面烧结机。
第三章 球团
我厂建设有2座10平方米竖炉,设计年 产成品球团矿100万吨,于2006年1月份建 成投产,从几个生产实际来看,现已达到 年产120万吨的能力。在这里结合我厂情况, 介绍一下竖炉球团的生产工艺流程。
铁精矿
膨润土
配
料
干
燥
润
磨
高 炉 煤 气
电除尘
竖炉风机
造
球
筛
分
<8m m 烧 结 厂 或 返 回 配 料
焙烧过程通常可分为干燥、预热、焙烧、 均热、冷却(球团带冷机尾部图)5个阶段, 最后经由齿辊破碎机破碎可能粘结的大块 后排出。