p2.5 显示屏技术规范及要求
P2.5全彩LED显示屏技术方案

P2.5全彩LED显示屏技术方案1综述凭借我公司多年的设计和施工经验、结合本项目显示屏所处的实际环境,包括建设规模和内容要求、功能技术指标要求、技术服务要求、框架装修要求、检验与验收方法等方面的科学论证,确保本显示屏完全能适应日常的气候环境、使用中有很高的可靠性。
LED大屏为P2.5户内全彩高清LED显示屏,显示尺寸24m×3.04m(长×宽)。
1.1硬件组成室内全彩色显示屏:1块LED控制计算机:3台专用视频拼接器:1套控制系统:1套LED装饰框:1套系统软件:1套配电柜及运行控制设备:1套空调:3套1.2适应环境(1)工作环境温度:-45℃—+75℃的环境下连续正常工作。
(2)工作环境湿度:10%-95%(3)屏幕具有、防潮、防盐雾、防腐蚀、防霉变、防高低温、防静电等防护功能。
(4)屏幕具有防尘、防工业干扰、抗震、阻燃等防护功能。
(5)具有防电磁干扰、等防护功能。
1.3总体设计原则显示屏体是显示系统中最重要的一个子系统,其质量的好坏至关重大。
因此显示屏遵循可靠性高、稳定性好、亮度高、防高温、并具备先进性的七项原则,分述如下。
(1)、先进性在满足用户的需求的同时根据有关信息播放的要求,有关显示技术发展的趋势和大型活动的要求,结合显示屏的最新技术进行设计,保证显示屏系统的先进性,采用国内外视频领域的先进终端系统方案提供者,致力于保证所提供的产品在技术方面的处于行业领先地位。
其系列品质做到行业内最先进。
先进性表现在:可实现逐点亮度调节,实现整屏亮度校准,使屏幕画面均匀一致。
采用16比特灰度处理能力,每基色颜色达到65536级。
支持DVI接口技术、HD-SDI(高清晰度数字视频信号)图像等信号的输入。
其中HD-SDI,满足未来高清图像显示需求。
可实现专业视频处理器输入模块和显示屏模块的安全热插拔。
显示模块优化了散热结构,降低了屏体整体功耗。
显示系统可实现远程控制和自我诊断,体现了人性化和智能化的特点。
P2.5LED显示屏

P2.5LED显示屏,P2.5/P3/P4室内全彩LED显示屏专业供应商盲点检测、电源检测设计手册及检测程序操作说明V1.0目录================第一章概述............................................ 错误!未定义书签。
第二章检测电路........................................ 错误!未定义书签。
§2.1 原理图.................................................... 错误!未定义书签。
§2.2 说明——接口.............................................. 错误!未定义书签。
§2.3 说明——检测电路的供电.................................... 错误!未定义书签。
§2.4 说明——移位检测原理...................................... 错误!未定义书签。
§2.5 说明——TLC5921的检测原理................................. 错误!未定义书签。
§2.6 说明——电源电压阈值检测.................................. 错误!未定义书签。
§2.7 说明——级联.............................................. 错误!未定义书签。
第一章概述SuperComm在静态驱动,三色64级灰度模式下支持盲点及电源电压检测。
盲点检测及电源电压检测要求显示驱动板使用TI公司的TLC5921恒流驱动芯片。
控制系统显示测试图形,利用74HC165芯片回读TLC5921的XDOWN信号,在控制系统的整个控制范围内施盲点检测。
【精品】LED显示屏洲明P2.5

L E D显示屏洲明P2.5洲明P2.5 LED室内全彩显示屏参数说明洲明LED显示屏体材料选择LED管芯我们经过比较,从发光亮度、色纯度、视角、光电转换率、价格、以及采用新技术等方面综合考虑,对本设备的LED管芯选择如下:设计所采用的发光像素,是我公司根据几年的设计经验以及长期合作的国内外LED灯供应商提供的最新技术资料,先后进行了多次配色实验,从性能与价格间的矛盾中寻找黄金分割最佳取向。
目前国际国内市场上LED灯品种繁多,以上品牌以其稳定的性能长寿命低衰减先进的技术在广大的显示屏幕生产厂家及最终用户中得到了一致好评,享有极高声誉。
不同的厂家、不同的材料其发光的强度、波长、半波谱带宽、温度稳定性等关键技术指标范围变化很大故选择以上品牌也可以说在针对本项目其特定的要求是相符的。
管芯参数 1光电曲线图①、视角参考此项目LED显示屏安装的位置和发光器件供应商提供的技术指标,我们严格保证屏幕系统的水平可视视角能够达到160º,上下视角大于120º;可以保证在一个较大的合理区域内分布的人群均具有较佳的观看效果。
②、波长正常情况,人的肉眼颜色分辨阀值为5nm,以红色LED为例:将两个发光波长分别为620nm和626nm的LED放在一起点亮,人的肉眼将感觉出这两个LED发出的光颜色有差异。
那么从理论上讲,一块显示屏若采用同一发光波长的LED的话问题就很好的解决了。
但是,从LED发光PN结制造来看,要批量性‘生长’(即半导体制造的一个术语)同一个波长的产品是不可能的,正常情况下一张‘生长’完成后的LED 芯片其发光波长在几十个nm范围内,这个是半导体发光芯片制造工艺本身的特点。
因此,若想是一块屏保证色彩尽量一致,就必须控制同一块屏的LED芯片波长的选择范围。
③、亮度通常情况下,人的亮度分辨阀值为1:1.3,以绿色发光LED为例,将两个发光亮度分别为1000CD和1300CD的LED同时点亮放在一起,人的视觉上就感觉有差别。
P2.5 LED屏 技术参数要求报价

P2.5技术参数要求
1、LED灯管技术参数
2、LED显示屏技术参数
1.2、系统功能
➢视频播放功能:可显示全彩色动态视频图像。
高保真播放录像机、影碟机的视频图像等功能。
➢播放计算机信息功能:可显示计算机中各种文字、图形、图片、动画视频节目等。
➢可灵活输入及播出多种信息。
有左右流动、上下流动、左右推动、上下推动、旋转、放大缩小等多种播出方式。
➢配有网络接口,可连接计算机网络共享网络资源;具有标准音频信号输出接口并做到声像同步。
➢同步映射计算机显示器中的指定区域,实时显示计算机中指定的文字及图像,全彩视频节目,摄像、影碟等视频信号即时播放。
➢播放VCR、VCD、DVD和各种自制视频节目,支持PAL、NTSC、VGA 等各种制式。
➢提供DVI、VIDEO、S-VIDEO等各种主流视频输入端口。
➢在同一显示屏上可多窗口同时显示不同类型的信息,如文字、图片、视频节目等,可任意编排。
➢有多种播出方式,如:换幅、展开、移动、空间转换、文字叠盖画面单/多行平移、单/多行上/下移、左/右拉、上/下拉、翻页、移动、旋转、
缩小、放大、闪烁、开窗和滚动等方式。
显示时间可任意调节,画面可
循环显示。
➢多种中文字体和字型可供选择,并可扩充支持多种语言系统。
➢在计算机显示器上可模拟预显显示屏内容。
➢大型庆典、文艺活动、背景图像显示、新闻发布、通知、标语、广告信息显示。
➢通过计算机控制软件可远程控制显示屏的色彩和亮度,使显示内容的色
彩柔和自然逼真、层次感和立体感强,具有良好的白平衡效果。
室内P2.5LED显示屏价格清单。
LED方案P2.5(深化设计版)

实验室LED显示系统方案设计成都九洲电子信息系统股份有限公司2016年04月目录一、需求分析 (3)二、方案设计 (3)三、技术参数 (6)一、需求分析:1.实验室现有计算机8台,需要一套大屏幕显示,同时可以作为会议、场景推演使用。
2.8路视频信号支持同时上墙,或部分上墙,具备多信号源窗口任意排列、开窗、漫游、画中画等功能。
3.具备音视频信号源一键切换功能。
图1-1 效果图二、方案设计实验室长15m,宽7米,面积约为105平方米。
拟配置P2.5LED拼接屏尺寸约为 4.8m*1.6m(长*高),满足2个标准的16:9显示面积P2.5拼接屏在2.5m处感觉不到颗粒感,最佳观测距离5m。
大屏显示系统由LED大屏,视频处理器,发送卡,接收卡,大屏控制软件(控制电脑),信号源等部分组成。
图1-大屏显示系统结构图LED高清屏幕自身具有节能高清晰度,高分辨率,高亮度等特性,特殊设计的供电线路及信号传输线路,具有高可靠性,高寿命等功能。
通过多媒体视频控制技术和VGA同步技术,可以方便地将多种形式的视频信息源引入计算机网络系统,如广播电视和卫星电视信号、摄像视频信号、计算机信息等,因而可以实现下列功能:1、信息控制功能系统能够自动、人工控制LED显示屏的显示。
正常情况下,系统自动实时提取信息播放数据库中的信息,自动发送到相应的显示屏上。
特殊情况下,由人工干预向指定的显示屏发送信息;可对显示屏实施单控、组控、群控等,自动和人工控制显示屏显示内容的更换;信息发送及时,指定的信息能够定时定序实时发送到显示屏上;2、视频显示功能显示屏的视频显示功能能够同时播出多路视频源,视频处理器扩展可以实现多通道显示功能,满足多通道叠加定序播放。
实时显示真彩色视频图像,实现现场传播,播放背景画面、广告宣传画等功能3、支持计算机模式显示各种计算机信息、图形、图像及2、3维计算机动画并叠加文字,播出系统配有多媒体软件,可以灵活输入及播出多种信息,有多种中文字体和字型可供选择,并可无级缩放,系统全自动播放。
室内高清P25led显示屏,P25LED显示屏技术全参数
4)相 对 湿度:10%~90%RH
2、供电参数
1)工 作 电压:AC220V±10%,50Hz(三相五线制)
2)屏体平均功耗:530W/m2
3)屏体最大功耗:980W/m2
3、控制系统
1)控 制 主机:联想开天主机或同档次计算机以上
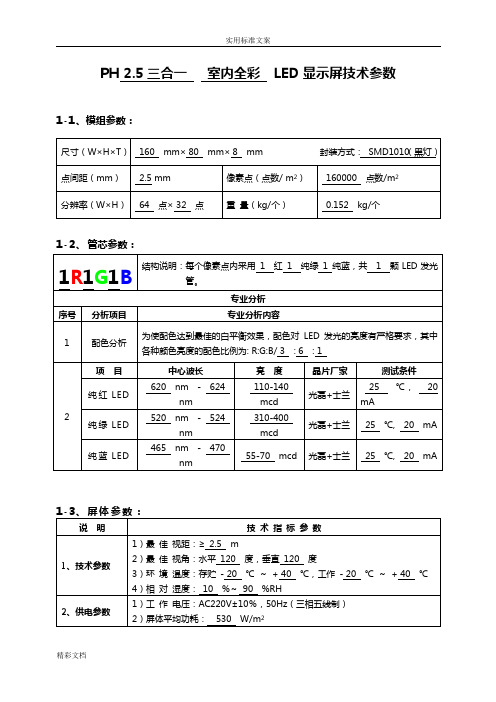
PH2.5三合一室内全彩LED显示屏技术参数
1-1、模组参数:
尺寸(W×H×T)
160mm×80mm×8mm封装方式:SMD1010(黑灯)
点间距(mm)
2.5mm
像素点(点数/m2)
160000点数/m2
分辨率(W×H)
64点×32点
重 量(kg/个)
0.152kg/个
1-2、管芯参数:
1R1G1B
2)操 作 系统:WIN 98/ 2000/ NT/XP
3)控 制 方式:同步控制
4)显 示 卡:DVI显卡
5)编 辑 卡:PCTV卡
4、主要技术参数
1)驱 动 器件:采用LED专用驱动器件
2)驱 动 方式:1/16扫,MBI5024驱动
3)换 帧 频率:≥140帧/秒
4)刷 新 频率:≥400帧/秒(保证画面在摄象机录像时候无抖动)
结构说明:每个像素点内采用1红1纯绿1纯蓝,共1颗LED发光管。
专业分析
序号
分析项目
专业分析内容
1
配色分析
为使配色达到最佳的白平衡效果,配色对LED 发光的亮度有严格要求,其中各种颜色亮度的配色比例为: R:G:B/3:6:1
2
项 目
中心波长
亮 度
晶片厂家
P2.5LED显示屏
P2.5LED显示屏云上光电LED大屏幕LED的根本布局是一个半导体的P—N结。
试验指出,当电流流过LED元件时,P—N结的温度将上涨,严厉含义上说,就把P—N结区的温度界说为LED的结温。
一般因为元件芯片均具有很小的尺度,因而咱们也可把LED芯片的温度视之为结温。
今日,华海就来分析一下LED电子显示屏的结温的关联常识。
一、降低LED电子显示屏结温的方法:1、杰出的二次散热组织。
2、削减器材与二次散热组织装置介面之间的热阻。
3、削减器材自身的热阻。
4、降低环境温度。
二、LED电子显示屏结温构成的缘由:1、因为P—N结不可能极点完满,元件的注人功率不会到达100%,也便是说,在LED作业时除P区向N区写入电荷(空穴)外,N区也会向P区注人电荷(电子),一般景况下,后一类的电荷注人不会树立光电效应,而以发热的方法耗费掉了。
2、元件不良的电极布局,视窗层衬底或结区的资料以及导电银胶等均存在必定的电阻值,这些电阻彼此垒加,构成LED元件的串联电阻。
3、显着,LED元件的热丢失才能是决定结温凹凸的又一个要点条件。
散热才能强时,结温降低,反之,散热才能差时结温将上涨。
因为环氧胶是低热导资料,因而P—N结处树立的热量很难经过通明环氧向上散发到环境中去,大多数热量经过衬底、银浆、管壳、环氧粘接层,PCB与热沉向下发散。
总结:将其白光封装资料用硅树脂替代以往的塑料或许有机玻璃。
替换封装资料不只可以处理LED芯片散热难题更可以进步白光LED寿数,真是两全其美啊。
简直一切像大功率LED白光这样的高功率白光LED产物都应该选用硅树脂作为封装的资料。
云上光电P2.5LED单元板特点:单元板拼接无缝化:拼接大屏幕技术在最大限度满足客户需求时一直无法避免物理边框的影响。
传统的LCD、DLP等存在的明显拼缝,一直满足不了客户的需求,云上光电一直致力于高清小间距LED无缝拼接大屏幕的开发与运用,用率先在业内达到了无缝拼接。
亮度调节智能化:HI高清小间距LED显示屏系列,为客户打造了一个环境亮度采集与显示终端亮度控制的互动系统,显示终端的亮度与环境亮度的变化智能适应。
室内P2.5LED显示屏技术参数
角度
水平 120,垂直 90 水平 120,垂直 90 水平 120,垂直 90
1500cd/㎡ 恒流驱动 1/32 扫
PH2.5LED 模组技术规格参数
序号 1 2 3 4 5 6 7 8 9 10
模组 像素构成
部件
项目
排列形式 像素管间距 像素构成 基色组成 物理密度 模组尺寸 模组分辨率 失控点 单元模组拼接缝 最佳距离 视角 表面平整度 屏体表面墨色 均匀性 电路板设布局 环境温度 相对湿度
室内 PH2.5LED 全彩显示屏技术指标 竖排 2.5mm 1R1G1B 红、绿、蓝三基色 160000 点/㎡ 160 宽×160 高(mm) 64 宽×64 高(点) ≤4/100000
单元板间隙拼接缝大小一致,且≤1 ㎜
2-100m 水平 120°,垂直 90°
最大误差≤1 ㎜ 墨度一致,无反光 模组亮度均匀,均匀性 1:1 布局合理,走线规范美观 —20°~50° 25°~95°
38
软件
通用 LED 视频播放软件
11 12 13 14 15 16 17
18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33
主要技术参数 控制系统 供电
输入电压(AC ) 对地漏电电流 输入频率 输入额定功率 输入最大功率 控制主机操作系统 控制方式 控制系统
220V,±10% < 3Ma 50/60HZ 800W/㎡ 1200W/㎡ XP 计算机+控制软件硬件+播放软件及硬件 与计算机 VGA 同步(显示器同步) DVI 显卡+全彩控制卡+光纤传输 计算机及其它外设,PAL/NTSC/SECAM, S-Video ;VGA;RGB ; Composite Video;SDI 等. 恒流驱动 1024×768 1000hz 8192 级 cd/㎡ 100000 小时以上 视频 DVD、VCD、TV,图像,文字,动画,及其它。 ≥10000 小时 标准 Ethemer 网络接口,通讯采用 RS-422
(完整版)P2.5室内超高清LED显示屏规格参数及安装条件
室内 P2.5 超高清LED全彩屏规格参数一、安装场合及应用范围跟着LED显示屏集成度愈来愈高,产品稳固性愈来愈强,性价比愈来愈高,价钱愈来愈亲民,室内超高清LED显示屏在市场上愈来愈普及,关于室内 P2.5 什么样的场所才合合用这里有几个重点:1.观看距离近,3到 10 内。
2.安装尺寸在 4个平方左右。
3.要求显示成效能知足一般视频及图片宣传成效只需基本上能知足大体以上三点就能够选择 P2.5 的规格。
比方宴会厅,酒吧,KTV,展现厅,酒楼大厅,企业前台大厅这类空间较小的地方。
以下为产品图片及有关规格参数,尽供参照一、单元模组参照图v单元板: 160mm*160mm深圳市超艺信科技有限企业 1(2)像素构造表示图构造说明:全彩三合一:采纳2121 三合一全彩 LED发光管组成一个像素点。
(3)发光二极管参数序号规格项目波长亮度芯片产地(品位范围)(品位范围)1. 红色管芯620-625nm 200mcd-240cd 台湾SMD2. 黑灯纯绿管芯523-526nm 700mcd-840mcd 台湾21213. 纯蓝管芯470-473nm 100mcd-120mcd 台湾二、硬件技术指标名称P2.5mm 三合一室内表贴全彩像素管间距:1、物理参数全彩部分基色:2121三色灯2单元板尺寸: 160mm×160mm或 320*160物理模组队列数:宽64 点×高 64 点或 128*642、模组参数物理分辨率: 4096 点 / 板或 8192屏体重量: 18kg/ 平方最正确视距离: 3-30 米最正确视角:水平160 度,垂直 160 度3、屏体参数环境温度:存贮-25℃ ~45℃ 工作温度: -25 ℃~+70 ℃屏体亮度:≥ 1500cd/ ㎡相对湿度:≤ 90~95%工作电压: 220V± 10%显示屏最大功率: 15KW4、供电供电最大线径:国标电缆线,三相五线全彩色均匀功耗:约200-300 W/m2全彩色最大功耗:≤1000 W/ m2控制主机:联想(扬天系列)或同品位计算机以上操作系统: WINXP/WIN75、控制系统控制方式:同步控制显卡: DVI 显卡1)驱动器件:恒流ICN2038S SM16016 MBI5124,5153 等2)驱动方式:恒流1/32 扫描驱动3)刷新频次: 1000Hz/s4)帧频: 60Hz/S5)灰度 / 颜色: 4096 级,可显示 16.7M 颜色7)亮度调理方式:软件调理255 级可调8)视频信号: PAL/NTSC9)控制系统采纳: PCTV非线性编写卡+ DVI 显卡+全彩控制6、主要技术参数卡+网线传输10)均匀无故障时间:≥ 10000 小时11)寿命:≥ 8 万小时12)平坦度:随意相邻像素间≤;模块拼接空隙 <0.5mm ;13)均匀性:像素光强、模块亮度均匀14)开关电源负荷: 5V/40A(友情电源)15)计算机显示模式: 800×600、1024×768 1920*108016)有效通信距离:≤ 80m(无中继)、超出100m光纤通信7、软件专业Led演播室以下为实质事例成效参照,大小为12 平方。
室内高清P2.5led显示屏,P2.5LED显示屏技术参数
25℃,20mA
纯绿LED
520nm -524nm
310-400mcd
光磊+士兰
25℃,20mA
纯蓝LED
465nm -470nm
55-70mcd
光磊+士兰
25℃,20mA
1-3、屏体参数:
说 明
技 术 指 标 参 数
1、技术参数
1)最 佳 视距:≥2.5m
2)最 佳 视角:水平120度,垂直120度
2)操 作 系统:WIN 98/ 2000/ NT/XP
3)控 制 方式:同步控制
4)显 示 卡:DVI显卡
5)编 辑 卡:PCTV卡
4、主要技术参数
1)驱 动 器件:采用LED专用驱动器件
2)驱 动 方式:1/16扫,MBI5024驱动
3)换 帧 频率:≥140帧/秒
4)刷 新 频率:≥400帧/秒(保证画面在摄象机录像时候无抖动)
结构说明:每个像素点内采用1红1纯绿1纯蓝,共1颗LED发光管。
专业分析
序号
分析项目
专业分析内容
1
配色分析
为使配色达到最佳的白平衡效果,配色对LED 发光的亮度有严格要求,其中各种颜色亮度的配色比例为: R:G:B/3:6:1
2
项 目
中心波长
亮 度晶片厂家源自测试条件纯红LED620nm-624nm
110-140mcd
≤300m(多模光纤传输),≤10公里(单模光纤传输),
5、软件
LED通用播放软件(MDK)
6、保护技术
1)防潮、防尘、防腐、防静电、防雷击,同时具有过流、短路、过压、欠压保护功能
2)防水等级:IP20
7、播放内容
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
技术规范及要求一、采购需求一览表
二、售后服务要求
显示屏售后服务
①保修内容
质量保修期自项目竣工日,屏体经72小时试运行之后验收合格算起。
我公司针对本项目提供壹年免费质保,对系统的应用软件实行终身免费维护升级服务,且提供“三包服务”,负责保养和维修合同规定的全部设备,对任何因产品设计、安装、工艺、材料、产品质量和部件造成的设备或部件损坏,进行无偿更换和维修。
②保修范围
对由于产品设计、工艺、材料、配套件的缺陷、制造、运输和安装调试等原因而造成的系统故障或部件损坏,我公司负责免费排除或维修;对任何因产品设计、安装工艺、材料、部件造成的设备产品质量问题或故障的,进行无偿维修或更换。
③服务时间
365天×24小时全天候。
④响应时间
我公司在全国各大中城市设立了分公司和办事处,并有充足的技术力量投入,做到快捷响应,在接到维修电话后立即派人,在最短的时间内到达现场解决故障。
⑤修复时间
我公司在分公司、办事处所在地设有本地化仓储,均设有备件仓库,能及时提供零配件、易损易耗件等备件支持,能确保修复时间快,一般故障1小时内,重大故障2小时内,严重故障12小时内给予修复,如12小时内无法修复的,保修期内自动更换新产品或免费提供代用产品.
⑥紧急情况应急方案
当设备出现故障,我方将在第一时间内作出维护响应,及时从分公司及办事处得到设备使用咨询或者解决简单问题的建议和指引,通过通信及网络技术支持无法排除故障恢复功能时,我方提供现场紧急技术支持。
市区在接到维护通知(响应时间4小时内)有售后服务工程师到场维护并对设备操作员或维护人员进行故障排除培训,一般故障1小时内、重大故障2小时内恢复该设备的正常运行。
二、商务评分(25分)
三、技术评分(45分)。