孔内毛刺改善措施
毛刺、毛边改善专案报告

2、成品摆放不能超过160cm. 包装产品时产品之间用珍珠棉或纸皮隔开 ,避免在 周转过程中产品相互挤压、碰撞 在运输过程中,对产品的装卸不允许乱丢乱放,由主 管或其他人员随车监督实际作业状况。
D5-毛边改善对策:
因素
人
不良现象
品质意识不足,未将产品毛边 选出或去除 凹凸刃口有磨损,不锋利 调试模具时凹凸模间隙不均匀
机器/ 设备
钻头横刃太尖 钻尖与工作台距离定位 不合理 箱内产品过多产品相互 挤压 清洗、甩干过程中,产 品相互碰撞、挤压
在甩干、烘烤时,产品应摆放整齐,产品相互之间的 间隙以紧凑为准
1、来料检验对纸箱的耐破强度要求最低不 少于7.5kg,
方法
包装箱耐破强度不够, 纸箱易产品变形,不能 较好的防护产品 未用纸皮隔开包装 产品在装卸货、搬运过 程中,未做到轻拿、轻放
机器/ 设备
钻头主切屑刃不锋利
台面上的铝屑未及时清 理干净 方法
清洗未洗干净
产品表面附有铝屑,检 验员未将其去除 环境
光线不足
D6-对策执行效果确认
7.00% 9.00% 9.00% 10.00% 孔边 产品边周围 其它 挤压、碰撞 马虎点 周转过程 孔 齿 槽
14.00% 15.00% 5.00% 6.00% 25.00%
改善对策
对相关作业员品质意识进行培训、教导,让作业员了解产品品 质的重要性 胶框摆放与机床台面保持水平,降低产品跌落重力,减少产 品间相互碰撞 作业员在作业前对钻头横刃进行检查,有突尖现象必须进行 磨平,方可作业 调整钻尖与工作台的距离保持10mm左右,确保作业时作业 员能准确对准孔位 在周转过程中,产品应摆放整齐,不允许随乱摆放,装箱应 以八分满为准
机器/设备
孔内毛刺怎么处理【图解】
用化学去毛刺办法只要将工件完全浸泡在化学去毛刺药水中,不需要额外的能源就可以迅速去除各种金属材料上的毛刺。
这种办法适用于各种形状复杂,工件表面光洁度、尺寸要求高的工件。
去除速度快递。
效率高,几乎不需要人工。
德彦化工就有这种纯化学去毛刺的药水。
他们还有专门针对各种碳素体不锈钢、锌合金、铁素体不锈钢、奥氏体不锈钢的药水。
操作简单,效率高工件的外壁和内壁可以用砂纸砂布走一下,筒体内加槽的毛刺用刮刀和锉都不好弄,建议你用手钢锯的锯条,掰一个断头,在筒体内铲刮,象木工用刨子那样。
它的钢口还是不错的若是工件的壁很厚,阻尼孔径特别小,而这个孔的外缘一定要修成45度角的话、毛刺必须去除的话,建议你去找“牙科硬质合金旋转锉”里面的“小圆球”造型锉(十几元钱一支),或“牙科用小圆球型砂轮”。
把它探进阻尼孔后,用球型锉的下部靠近杆的地方,就可以磨到里孔的边缘了。
用同心度好一点的手电钻更快。
物理去毛刺,研磨介质为半流体软磨料,软磨料通过活塞压力流过内孔,从而达到内孔去毛刺的效果。
内孔毛刺去除后,需要用水冲洗工件一端用正负电极夹紧,通电后产生电解,去除内孔毛刺。
优点是速度够快,缺点是毛刺周围的区域也可能造成侵蚀,影响产品精度采用高硬度的精细固体抛光石,与工件一起放入缸体中,快速振动,达到去毛刺的效果。
目前这种方法只适用于有脆性毛刺的工件,适用范围有限利用高压水束瞬间冲击力去除孔内毛刺。
目前已经在汽车发动机领域得到应用,但由于高压水射流的强烈冲击,可能会对工件本身造成损伤,因此在应用前需要对工件进行评估。
一种环保的内孔去毛刺方案,利用氢气和氧气燃烧产生高热,瞬间氧化内孔毛刺,同时氧化后的毛刺也会附着在工件上,需要二次加工去除附着物。
在使用这种方法之前,需要知道工件是否能承受高温这种工艺叫斯曼克磨粒流去毛刺工艺,适用于各类内孔、交叉孔、微细孔以及齿面去毛刺,利用挤压研磨的原理,将半流体或液体磨料,挤压研磨工件内孔或端面,进行物理式研磨抛光,快速去除加工面毛刺。
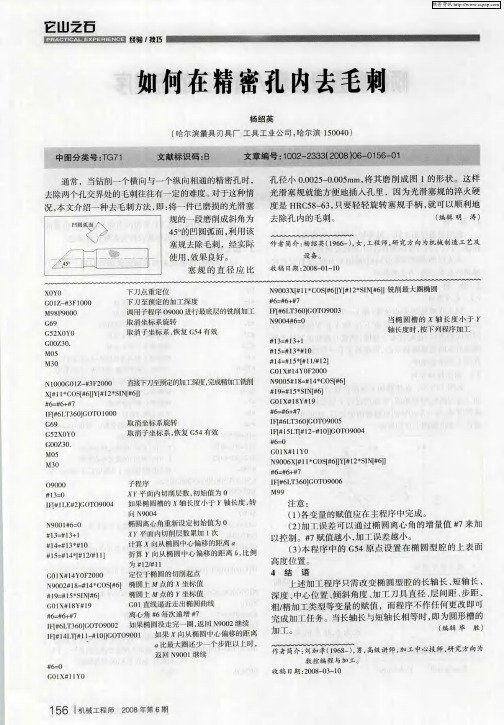
如何在精密孔内去毛刺
),女
工
,
程
师 ,研
究
方
向
为机
械
制
造
T_
-
艺及
设备 。
收 稿 日 期 :2 0 0 8 一 O l — 1 0
X OY O G Ol Z 一 # 3 F 10 0 0 M9 8P90 00 G69 G 5 2 X OY O G OOZ 3 0 . M0 5 M30
下 刀 点重 定位 下 刀 至 预定 的加工 深度 调 用子程 序 0 9 0 0 0 进 行最底层 的铣 削加工 取消坐 标系旋转 取消子坐标系 ,恢复 G5 4 有效
向 N9004
N 9 0 0 】# 6 = O
椭 圆离心 角重新 设 定 初 始值为 0
# 13= # 13 + l
X Y 平 面 内切 削层 数 累加 1 次
# 14 = # 1 3 ‘# 10
# l 5 : # 1 4 木I# 1 2 /# 1 1 】
计 算 爿 向从 椭 圆 中心 偏移 的距 离 n 折 算 y 向从 椭 圆 中心 偏 移 的 距 离 b , 比 例
N 10 0 0 G0 1Z一 # 3 F 20 0 0
直接下刀至 顶定的加工 深度,完成精加工 铣削
x [}} l 1 。 C O S I# 6 ¨Y [# 1 2 。 S 1N [# 6 ]]
样6 : # 6 + # 7
I F『# 6 L T 3 6 0 ]G O T O 1 0 0 0
G69 G 5 2 X OY 0
为 # 1 2 1# 1 l
G 0 1 X # 1 4 Y OF 2 0 0 0
定 位 于 椭 圆 的切 削起 点
N 9 0 0 2 # 1 8 = # 14 " C O S [# 6 1 # 】9 : # 1 5 " S I N [# 6 1
冲裁模单边毛刺产生的原因及防止措施

图 1
间隙变大 图 2
( 2 )固定板与模座件松 动 :定位销与销孔 的
配合选择不当或销孔的制造精度不够 ,都易使定位
参 露 冷 加 工 -
主 6 1
销 产 生 松 动而 失 去 定位 作 用 ,在侧 向力 的 作用 下 固 定板 与 模 座 问松 动以 致 凸、 凹模不 同心 。
这 为 受 侧 向 力作 用 的 凸 模 发 生 倾 斜 留 出 了 退 让 空 间 ,使 凸模倾 斜 容 易产 生 。
凹模 刃口端面上 ,使凹模 刃口端面上塌陷和磨损 ,
形 成 倒锥 ,使 此 处 间隙 变大 。
三 、防控措施
1 . 减小侧 向力
侧 向 力是 作 用在 凸 、 凹模 上 的 一种 横 向力 ,是 引起 凸、 凹模 发 生错 位 、倾斜 的外 在 因素 。而 引 起
变大 ,且难以去除 ,严重的影 响到工件的使用 ( 如
螺 纹 、内 外 圆 角样 、 电机 硅钢 片等 ) 。那 么是 什 么
( 4 )凸模的鼓胀 ( 横 向突起 )导致 凹模不均
匀 磨 损 :如 图4 所 示 , 凹模 刃 口在 鼓 胀 的 凸模 冲 击 下 会程 度 不 同地 产 生塌 陷和 磨 损 ,刃 口呈 现 倒锥 形
用 ,凸 、 凹模 与 固定 板 间 出现 横 向位移 致 间隙 变大 或变小。
3 . 发生凸模弯 曲磨损 的原 因
图3 的 凸模 越 细 长 则其 刚 性 越 差 ,在 冲 硬 而 厚 的 材料 时 凸模 很 容 易产 生 弯 曲 ,弯 曲后 凹 陷的 一边
( 4 )其他 :①如推 件块上的孔不垂直 或与 凸
凸模刀 口则变的单薄 ,强度降低 ,抵抗变形破坏的
pcb钻孔常见问题和改善措施

pcb钻孔常见问题和改善措施
PCB钻孔过程中常见的问题主要包括钻孔偏移、孔位不正、钻孔深度不合适、孔径不准确、孔内有毛刺、孔边有缺口等。
针对这些问题,可以采取以下改善措施:
1. 钻孔偏移:检查主轴是否偏转,减少叠板数量,增加钻头转速或降低进刀速率,重新检查钻头是否符合工艺要求,检查钻头顶尖是否具备良好同心度,检查钻头与弹簧夹头之间的固定状态是否紧固,重新检测和校正钻孔工作台的稳定和稳定性。
2. 孔位不正:检查钻头是否符合工艺要求,重新刃磨钻头,检查钻头是否合适,检查工作台是否水平,调整工作台的平行度,检查钻头与弹簧夹头之间的固定状态是否紧固。
3. 钻孔深度不合适:根据不同的板材厚度选择合适的钻咀长度和进刀量,适当调整钻孔的吸尘力。
4. 孔径不准确:检查钻咀的几何外形和磨损情况,选择合适的进刀量和转速,适当调整压力脚气管道是否有堵塞,调整压力脚与钻头之间的状态。
5. 孔内有毛刺:适当调整进刀速率,增加刀补值,选择合适的切削液,检查刀具是否锋利。
6. 孔边有缺口:检查刀具是否锋利,适当调整进刀速率和刀补值,增加压力脚气管道的压力,选择合适的切削液。
除了以上措施,还可以采取以下措施来提高钻孔质量和效率:
1. 选择合适的钻头材料和几何形状,根据不同的加工条件和材料选择合适的切削参数。
2. 定期检查和维护钻头和刀具,及时更换磨损和损坏的刀具。
3. 优化加工工艺流程,减少加工过程中的停顿和等待时间。
4. 提高操作人员的技能水平和工作责任心,加强对加工过程的监控和管理。
5. 采用先进的加工设备和控制系统,提高加工精度和效率。
关于深孔缺陷的原因与防治措施

选用合适钻头
根据加工需求选择合适类 型和规格的钻头,以减小 钻底应力。
控制钻深
合理控制钻孔深度,避免 因钻头过长或过短导致钻 底应力过大或过小。
调整机床参数
根据实际情况调整机床转 速、进给速度等参数,以 减小钻头在钻底时的振动 和冲击。
孔身缺陷的防治措施
保持钻头锋利
定期检查和修磨钻头,确保其锋利度 和切削性能良好。
关于深孔缺陷的原因与防治 措施
汇报人: 2024-01-01
目录
• 深孔缺陷的种类与特征 • 深孔缺陷产生的原因 • 深孔缺陷的防治措施 • 深孔缺陷的检测与评估 • 深孔缺陷的案例分析 • 未来研究方向与展望
01
深孔缺陷的种类与特征
孔口缺陷
总结词
孔口缺陷通常表现为孔口边缘不整齐 、出现缺口或毛刺,有时还伴有裂纹 。
新型防治措施的开发与推广
总结词
针对深孔缺陷的防治,新型防治措施的 开发和推广是未来的重要研究方向。这 些措施能够有效地减少或避免深孔缺陷 的产生,提高产品质量和可靠性。
VS
详细描述
目前,新型防治措施如改进加工工艺、优 化切削参数、使用新型刀具和材料等正在 被积极研究。这些措施能够显著减少深孔 缺陷的产生,提高深孔加工的质量和效率 。未来,这些措施将进一步得到开发和推 广,为深孔加工行业的发展提供有力支持 。
可能对飞机的性能和安全性造成潜在威胁。
06
未来研究方向与展望
新型检测技术的研究与应用
总结词
随着科技的发展,新型检测技术的研究和应用对于深孔缺陷的检测和预防具有重要意义。这些技术能 够更精确、快速地检测出深孔缺陷,提高产品质量和生产效率。
详细描述
目前,新型检测技术如超声波检测、射线检测、涡流检测等正在被深入研究。这些技术能够检测出微 小的缺陷,甚至在产品制造过程中实时监测,有效避免了产品的不合格率。未来,这些技术将进一步 应用于实际生产中,为深孔缺陷的防治提供有力支持。
打孔加工中的加工缺陷分析技术

打孔加工中的加工缺陷分析技术打孔加工是机械加工中常见的一种方法,可以用来加工各种材料,如金属、塑料、木材等。
但是在打孔加工中,常常会出现各种加工缺陷,如毛刺、尺寸误差等。
这些缺陷不仅影响了加工精度,还可能导致加工件的失效,因此,对打孔加工中的加工缺陷进行分析和改进是非常重要的。
一、毛刺的产生原因及去除措施毛刺是指在打孔加工过程中,孔底或孔口处留下的一些残余物质,这些残余物质会影响到孔的质量和加工精度。
毛刺的产生原因有很多,常见的包括刀具磨损、切削液不合适、进给速度过快等。
为了去除这些毛刺,可以采用多种方法,比如采用特别设计的镜面切削刀、降低进给速度、使用辅助工具进行去毛刺等。
二、孔径尺寸偏差的分析和改进在打孔加工中,由于刀具和工件的磨损、切削液的质量等原因,孔径尺寸偏差是常见的一种加工缺陷。
孔径尺寸偏差会影响到加工件的质量和功能,因此需要加以分析和改进。
针对孔径尺寸偏差,我们可以采用多种方法,比如提高设备的精度、优化刀具、加强切削液的过滤净化等。
三、孔壁不平整的分析和改进孔壁不平整是指在打孔加工过程中,由于加工切削力不均匀等原因,孔壁出现波浪状或凸凹不平的情况。
孔壁不平整会影响到孔壁的强度和美观度,因此也需要我们进行分析和改进。
针对孔壁不平整,可以采用优化刀具、提高刀具刚性、减小切削液的粘度等方法来进行改进。
四、孔内氧化或生锈的分析和改进在打孔加工中,由于材料的不同和切削液的不当使用,孔内有时会出现氧化或生锈等情况,这些情况会影响到加工件的精度和使用寿命。
针对这种情况,我们可以打磨孔壁、使用防氧化油、优化切削液的配方等方式进行改进。
综上所述,打孔加工中的加工缺陷问题是非常重要的。
加工缺陷可能会导致加工件的质量和使用寿命下降,甚至还会带来安全隐患。
因此,我们需要采用合适的分析技术和改进方法,不断提高打孔加工的精度和效率,从而为工业生产提供更高质量的产品。
钻孔孔内毛刺问题分析改善报告
and
珠海方正科技高密电子有限公司 Zhuhai Founder High Density Electronic Co.,Ltd
2012-9-7
一.近期孔内毛刺情況汇总
1、MH04N79438A0K 喷锡发现ໟ问题Լɿ
ໟ产ੜ处Ґဋ૧ಉେ૬ަҐ处ʢ红ડ头ॴࢦҐʣɼ༝ဋࠑ处钻ᄇ डྗෆۉ导க纤维ෆஅܗໟʀ(ࠑ൘൘ް3.0mm)
关于钻孔孔内毛刺问题改善报告
方正集团IT产业集信息技术之大成,提供IT服务、 软件、硬件和数据运营在内的综合解决方案。 Founder Group's IT sector is a leader in information technology, providing comprehensive solutions, including IT services, software, hardware,
Thanks
Байду номын сангаас
珠海方正科技高密电子有限公司 Zhuhai Founder High Density Electronic Co.,Ltd i
广东省珠海市斗门区乾务镇富山工业区方正PCB产业园 FounderPCB Industry Park, Fushan Industry Zone, Qianwu, Doumen, Zhuhai, 519173,P.R.China. Tel:+86 756 5658000 Fax:+86 756 5658621
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
孔内毛刺改善措施
针对近期生产上及客户处出现孔内毛刺不良问题,我司调查及相应改善措施如下:
生产板镀铜后出现毛刺主要原因有:(以下仅考虑到钻孔工序)1,钻咀磨损严重或钻咀有缺口;
2,压脚压力过小;
3,加工参数过快或过慢;
4,叠板太松或太厚;
5,特殊板材或特殊料号;
6,垫板等辅材因素。
针对生产中出现的毛刺不良,相应改善措施有:
1,对M04B38及外铜1OZ板材做成生产备忘录,生产中特别跟进。
2,对钻咀研磨品质加强管理,加大抽检力度,且钻咀寿命在原有基础上再降低500孔。
3,每日机器保养过程中加强对压脚压力的检查工作。
4,加强垫板的品质管理,中高密向高密垫板转换,达到完全符合生产品质的要求。