上板机作业指导书
SMT自动上板机操作指导书

SMT自动上板机操作指导书
(ISO9001-2015)
一、开机前准备:
1.1接通电源.气源。
打开电源开关。
1.2调节导轨宽度,直至与待产PCB 板宽度一致。
二、送板步距数及出板点位置设定(需在手动状态下并且升降台处于下限位置):
2.1步距设定:按键选择Pitch 1 2 3 4
2.2 出板调整:
2.2.1 手动调整推杆在待产PCB的中间。
2.2.2 确认机器能顺畅送板(第一片出板点位置)
2.2.3 按自动键(切换成自动)
2.2.4 按复归键(升降台自动下降至下限点后回升到第一片出板点位置),
三、上料
3.1将防静电料架调至与待产PCB 板的宽度一致,装入PCB板并放入上板机上的承载台.3.2按上板机操作面板内的自动键即可
四、安全操作要求:
4.1开机时请注意工作电压、气压是否正确。
4.2自动运转时,除非紧急状态下按下紧急按钮,其余按键建议都不要使用。
4.3禁止工作人员靠或依在机器上。
4.4升降小车时,切勿将手放于料框四周
4.5注意调整上料架的放板间距,宽了容易导致掉板,紧了容易导致卡板。
4.6注意调整输送带宽度,宽了容易导致掉板,紧了容易导致卡板。
自动上板机作业指导书
自动上板机作业指导书
1.目的:确保自动上板机运行正常,保证生产的持续稳定。
2.范围:上海秦脉LD-300自动上板机。
3.职责:使用者负责自动上板机的日常使用、维护保养以及异常反馈。
4. 操作流程:
4.1准备:
4.1.1接通电源.气源。
打开电源开关。
4.1.2调节导轨宽度,直至与待产PCB 板宽度一致。
4.2 送板步距数及出板点位置设定(需在手动状态下并且升降台处于下限位置):
4.2.1步距设定:按键选择Pitch 1 2 3 4
4.2.2 出板调整:
4.2.2.1 手动调整推杆在待产PCB的中间。
4.2.2.2 确认机器能顺畅送板(第一片出板点位置)
4.2.2.6 按自动键(切换成自动)
4.2.2.7 按复归键(升降台自动下降至下限点后回升到第一片出板点位置)
4.2.2.8 自动状态
4.3 上料
4.3将防静电料架调至与待产PCB 板的宽度一致,装入PCB板并放入上板机上
的承载台
4.4按上板机操作面板内的自动键即可
5.安全操作要求:
5.1开机时请注意工作电压、气压是否正确。
5.2自动运转时,除非紧急状态下按下紧急按钮,其余按键建议都不要使用。
5.3禁止工作人员靠或依在机器上。
5.4升降小车时,切勿将手放于料框四周
5.5注意调整上料架的放板间距,宽了容易导致掉板,紧了容易导致卡板。
5.6注意调整输送带宽度,宽了容易导致掉板,紧了容易导致卡板。
编制:标准化:审批:日期:日期:日期:。
中空上片岗位作业指导书
中空工序作业指导书版本/版次:Ver2.0文件编号:WPMB**生效日期:2016年1月15日区分编写审核批准文件控制章签名注:若该控制章为蓝色,则本文件为受控文件;若不是蓝色,则本文件不是受控文件。
文件编号WPMB**版次Ver2.0制定部门中空上片作业指导书发行日期2016年1月6日生产部修订记录修订日期修订内容摘要版本/版次修改人批准人2015-12-21 可视化初版做成Ver2.0司加伟卢小刚生产部发行日期:2016年1月6日生产前准备工具数量单位1.检查机械手、除膜机和清洗机设备状况、保养情况;2.调试检查并确认机械手、除膜机性能;3.了解当前要生产的订单基本信息;4. 开始作业前佩戴口罩进入作业;叉车 1 台安全带 1 根皮手套 2 双钢卷尺 1 个辅助物品物料名称编号数量单位6#活动扳手 1 1 个强光手电筒 2 1 个安全帽 3 1 个口罩 4 1 个除膜轮 5 1 个操作步骤安全/质量控制要点1、核对流程卡2、根据流程卡核对玻璃数量1.核对流程卡时要注意产品结构、胶深、各边留边量等信息。
2.玻璃数量一定要核对,避免欠片生产生产部发行日期:2016年1月6日3、根据流程卡核对玻璃宽、高和对角线尺寸4、用叉车和安全带转运玻璃到机械手上片位置5、机械手设置参数,膜玻白玻自动上片6、按照流程卡信息输入除膜机参数3.对角线长L≤2500mm时,对角线偏差允许2mm;L>2500mm时,对角线偏差允许3mm 4.安全带打包时务必将锁扣完全扣住,超过1.4m高度玻璃必须佩带安全帽5.一般情况除膜宽度为胶深+5mm,特殊要求订单按客户要求。
除膜宽度偏差为+2/-1mm。
生产部发行日期:2016年1月6日7、检查除膜宽度和除膜质量8、检查合格后放行玻璃6.不允许有明显除膜波浪,除膜不净,除伤等缺陷,除膜单边平直度偏差≤1mm,600mm处观察无除膜不净。
7. 中空2#线先放行膜玻后放行白玻,其余各线均为白玻在前,膜玻在后。
SLD-880A上板机操作说明

SLD-880A上板机操作说明1 控制面板功能按键说明AUTO:自动状态。
调整完装板间距和入板点,并在板箱准备好以后,打到AUTO 状态,等待进板。
在该状态下,其它按钮不起作用。
MANUAL:手动状态。
在该状态下,可以操作其它按钮,进行设定装板间距、第一入板点、最后入板点、按PUSHER键确认推板位置、将板箱送出或送入等操作。
SELECT:选定装板间距。
可分别设为1、2、3、4。
PITCH:为装板间距的指示灯。
SETUP:设定键。
与RESET键配合使用,设定第一入板点和最后入板点。
RESET:复位键。
可将上板箱进行复位和与SETUP键配合使用设定第一入板点和最后入板点。
UP:上升键。
在MANUAL状态下,按此键将板箱升降装置上升。
DOWN:下降键。
在MANUAL状态下,按此键将板箱升降装置下降。
IN:在MANUAL状态下,按此键将进箱轨道上的板箱推入板箱升降装置。
OUT:在MANUAL状态下,按此键将板箱升降装置中的板箱送出到出箱轨道。
PUSHER:推板键。
在MANUAL状态下,按此键可控制推杆前进推板。
2 上板机操作步骤2.1 打开电源开关。
2.2 上板机一般工作过程:AUTO状态→板箱自动从进箱轨道送入板箱升降装置→板箱升降装置将板箱升到第一入板点位置→等待丝印机的要板信号→丝印机开始工作→向上板机发出要板信号→推板气缸将第一块板推入丝印机→推杆复位→板箱升降装置上升一格→等待下一要板信号→当板箱内PCB全部生产完后→出箱轨道将板箱输送到轨道前端→完成一个工作循环。
2.3 设定步距:将板箱调到下极限位置→按操作面板SELECT键→选择相应的PITCH(要求元件高度大于10MM时,PITCH=2)→设回AUTO状态→结束。
2.4 送板位置的设定:按MANUAL键,切换成手动状态→按下降键→板箱下降到下极限位置→同时按住SETUP+RESET键→设定灯慢慢闪烁→按上升键→板箱升到第一入板点位置→按一下SETUP键→设定灯快速闪烁→按上升键→板箱升到最后入板点位置→按一下SETUP键→设定灯灭→按AUTO键,切换成自动状态→再按一下RESET键→板箱装置复位,先下降到下极限位置,然后再上升到第一入板点位置→结束。
自动上板机操作规范
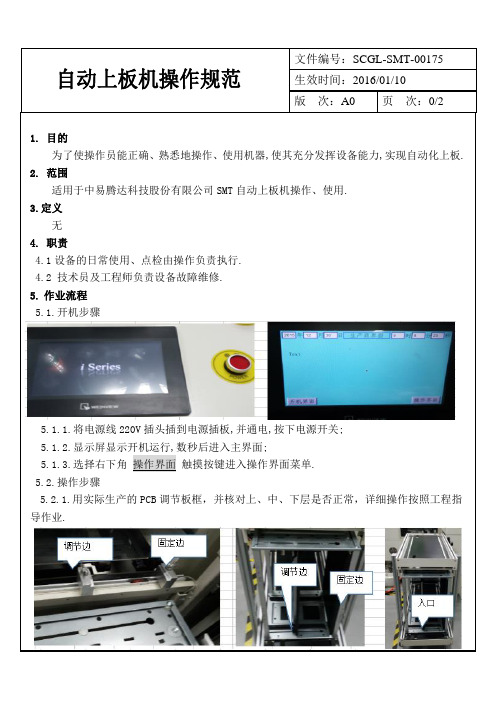
生效时间:2016/01/10版次:A0 页次:0/21. 目的为了使操作员能正确、熟悉地操作、使用机器,使其充分发挥设备能力,实现自动化上板.2. 范围适用于中易腾达科技股份有限公司SMT自动上板机操作、使用.3.定义无4. 职责4.1设备的日常使用、点检由操作负责执行.4.2 技术员及工程师负责设备故障维修.5.作业流程5.1.开机步骤5.1.1.将电源线220V插头插到电源插板,并通电,按下电源开关;5.1.2.显示屏显示开机运行,数秒后进入主界面;5.1.3.选择右下角操作界面触摸按键进入操作界面菜单.5.2.操作步骤5.2.1.用实际生产的PCB调节板框,并核对上、中、下层是否正常,详细操作按照工程指导作业.生效时间:2016/01/10版次:A0 页次:1/25.2.2.根据实际生产的PCB板调节导轨调节边,详细操作按照工程指导作业.5.2.3.将待生产的PCB装入上板框,并放置到自动上板机入口.5.2.4.在开机界面选择自动.5.3关机步骤5.3.1.按电源开关,关闭系统,关闭插座电源.5.4机器保养程序5.4.1.操作员、技术员按照自动上板机保养记录表点检及保养.5.4.2.操作员、技术员将点检及保养结果登入自动上板机保养记录表.5.5注意事项5.5.1.当板框、上板机导轨调节宽度不适当会导致夹板或推坏板.5.5.2.当出现夹板现象应该立即停止并及时纠正问题,如依然无法解决需要及时通知SMT技术人员处理.5.5.3.如遇紧急情况请按紧急停止按钮.6.相关文件无7.相关表格无8.相关附件无。
全自动上板机作业指导书
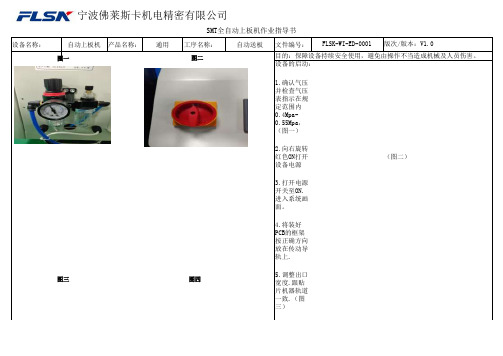
2.向右旋转 红色ON打开 关至ON. 进入系统画 面。
4.将装好 PCB的框架 按正确方向 放在传动导 轨上.
5.调整出口
图三
图四
宽度.跟贴
片机器轨道
一致.(图
三)
注意事项:
1. 设备发生超 出操作员范围故 障时,立刻按下 紧急按钮键.让 设备处于停止状 态 通知技术人员来 处理.
设备名称:
宁波佛莱斯卡机电精密有限公司
SMT全自动上板机作业指导书
自动上板机 产品名称:
图一
通用
工序名称:
图二
自动送板
文件编号: FLSK-WI-ED-0001 版次/版本:V1.0
目的:保障设备持续安全使用,避免由操作不当造成机械及人员伤害。 设备的启动:
1.确认气压 并检查气压 表指示在规 定范围内 0.4Mpa0.55Mpa, (图一)
制定: 彭伍 阳 日期:
6.点击.自 动操作 自动运行. 开始自动送 板(图四) 设备的停止: 1.将电源开 关至OFF状 态。
治/工具 名称
框架
参数
备注
通用
Long Star全自动上板机操作规范
2、 在放置PCB板时,PCB板方向应与印刷方向一致,并放置整齐。
3、 调节出板轨道的宽度时,宽度应比PC颗固定螺丝位置应保持一致。
序 号
物料编码
1
使用辅料
物料名称
规格型号
单位 用量
PCS
2
PCS
使用工具/设备
名称
规格/参数
工程变更记录:(此栏位可手写)
4、
确认无误后依次打开紧急停止按钮(图三),设备电源开关(图 四)(开关箭头由“OFF"打向"ON")。
5、 操作上板间距按键(图五),调节上板间距,一般间距为"1"。
6、
调节出板轨道的宽度,将推杆固定螺丝松开并移至出板轨道的中间位 置并锁死。
7、 完成后,在操作板(图六)上将模式设置为自动模式。
8、 按下操作板(图六)上“开始”按钮,开始进行生产作业。
作业指导书
制定
生产确认 品管确认
审核
批准
文件编号 WI-EG-884-A0
机型名称 ALL
工艺
工 序
印刷
1
作业步骤:
1、
打开PCB板放置框夹板宽度调节扣(图一),调节好夹板宽度后扣死 。
2、 将装满PDB板的放置框,放到自动上板机的下层履带上。
图示
3、 检查设备的气压表(图二),确认气压值达到0.45Pa左右。
用量
序 号
修订内容
日期 签名
表单编号:QR-EG-026-A0
9、
按下操作板(图六)上“停止”按钮,按下紧急停止按钮(图三), 关闭设备电源开关(图四)(开关箭头由“ON"打向"OFF")。
工序名称 Long Star全自动上板机操作规范
QC工程图(SMT生产流程)
每批次
1.向上司报告 作业员
17
IPQC检 查
巡检
预防生产中造成的不良
换线/新 机种
1.《SMT首件检查
作业指导书》 2.《IPQC巡查作
5倍放大镜
业指导书》
品质主管 1H/次 1.IPQC巡线记录表 1.向上司报告
IPQC
核对零件规格、
位置、极性、偏
1.《PCBA外观检
移
基板外观检查标准
验标准》 2.抽样方案(正
物料品名、规格 、版本、位置、 极性
1.用LCR表及外观图逐 一核对是否缺件 , 极反 ,错件,偏移,側立等不良
每次上线 之第一片 PCBA
问题并签名确认
1.BOM 2.位置图 3.SMT首件检查 作业指导书
1.LCR 2.镊子
QC主管
每日
1.SMT首件检查记 录表
反馈组长 技术人员
工程人员 操作员 IPQC
锡膏回温/搅拌时 间
1. 回温4小时以上 2. 搅拌时间参照锡膏品 牌(不同品牌)
每瓶
1《锡膏储存及使 用作业指导书》 2.《冰箱操作使 用作业指导书》 3.《搅伴机操作 作业指导书》
冰箱 温度计 搅拌机
钢网的管理 钢网领取
4
钢网使用次数:6万次 钢网使用寿命测 以下
试
钢网使用
每次使用 之 《钢网使用管理
18 OQC抽检
外观检验
每批次
常/加严) 3.《OQC出货检查
5倍放大镜
作业指导书》
4.《抽样检查作
包装数量/机型
不可少装、多装、混装 挤压
业指导书》
组长 技术员
每日
1.SMT OQC抽检记 1.向上司报告
机械加工车间机器作业指导书
第版
版次
第次修改
页码
共页,第页
编号
车间
机械加工
班组
加工
监督部门
生产部
10、作业程序
(1)进行砂光作业时,零部件要拿稳放平,并使工件慢慢旳靠近砂带,注意工件在靠近工件旳过程中,应逐渐加大握工件旳力度。
(2)有台面旳砂光机作业或进行90°角旳砂光时,应注意工件须紧靠档板。手拿工件作业时用力要均匀,压力大小要根据产品实际状况而定。
编制/日期
审核/日期
同意/日期
修改/日期
机械加工车间机器作业指导书
标
题
十一、平刨作业指导书
版本
第版
版次
第次修改
页码
共页,第页
编号
车间
机械加工
班组
加工
监督部门
生产部
1、目旳
2、通过规范作业程序,使加工工件符合质量规定,防止因不规范操作而导致意外。
3、合用范围
平刨
4、作业准备
(1)将机台及作业场所清理洁净。
(2)检查安全防护装置看与否牢固。
(3)检查疱刀与否锋利,三块刨刀旳位置、高度与否一致,安装方向与否对旳。
(4)根据图纸确认加工尺寸,调整好导尺与台面旳角度以及刨削量。
(5)通过试机,检查平刨运转与否正常。
(6)准备好木料和辅料(垫板等)。
5、作业程序
(1)将木料放在工作台上。送料时,左手在前,右手在后,左手按住木料以防止震动,右手推进木料。
(2)用模具夹紧工件,然后紧靠刀轴均匀送料。
(3)送料速度要根据材质软硬而定,软材送料速度要快,硬材送料速度要慢。
6、每加工好一种工件, 必须做首件自检。
7、作业结束, 切断电源, 将现场清理洁净。
上板机怎么操作?
上板机怎么操作?
上板机是PCB制作流程中很重要的一步操作,下面将介绍具体的操作步骤。
准备
在进行上板机操作之前,需要准备好以下材料:
•PCB板
•印刷图
•特种油墨和清漆
•上板机设备
同时也需要查询上板机使用说明,了解设备的操作方法。
操作步骤
1.将PCB板插入上板机中,调整好夹具的位置和大小,确保PCB板放置平稳。
2.准备好印刷图,将印刷图放置在PCB板上部,并把印刷图上的图案对准PCB板。
3.调整设备参数,包括温度、速度、薄膜张力等,具体参数根据上板机使用说明进行设置。
4.在调整好设备参数之后,开启上板机设备,让设备进行加热预热,预热时间需要根据设备和材料的差异进行调整。
5.开始上板操作,选择好特种油墨和清漆,并在上板机上按照设备操作说明进行操作。
6.上完特种油墨和清漆之后,将上板机中的PCB板取出,进行干燥处理,干燥时间也需要根据设备和材料特性进行调整。
注意事项
在使用上板机进行上板操作时,需要注意以下几点:
1.在进行上板操作前,需要保证PCB板表面干净,避免在操作过程中油墨和清漆无法附着在PCB板上。
2.在调整设备参数时,一定要仔细阅读上板机使用说明,以免设置参数错误导致操作失败。
3.在上板机设备加热预热时,需要注意安全,避免烫伤等问题。
4.在使用特种油墨和清漆时,要注意有毒害,需要戴好防护设备。
5.在操作结束后,需要将上板机设备进行清洁和保养,避免设备老化和
损坏。
总结
通过上述步骤和注意事项的介绍,相信大家已经对上板机的操作有了更加详细的了解,希望能够帮助大家更好地进行PCB制作工作。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
设备名上板机版号执行日期页码上板机作业指称1ZL——30 设备型12010.12.7
号导书使用工具:
图示 1. 手套.
2.静电框架
1
2 注意事项:1:装板时,要戴好干净的手操作步骤:套,避免污染P找到电源的开关、打开总电源:打开上板机的电源箱 1 CB板。
2:上板机运行时避免手去碰可动部。
以免手,蓝色的电源开关向上表示电源已开。
被夹伤。
、启动机器按钮2 按钮顺时针旋转为开,
所示)进入主界面(如图2装板时要按对PCB板按要求的方向放入框架,并送入上板机。
3、检查是否同一层上到下的顺序,每块板的位置要求更靠近人的一侧,装两块板。
所示)选择手动操作(如调框时、机、根据主界面的选项(如图42)或自动操作(对机台较熟悉时、生产的器出故障时使用手动操作。
时候使用自动操作)。
批准审核确认王文华编辑者
设备名上板机版号执行日期页码上板机作业指称 2
2010.12.7
ZL——30
设备型1号导书使用工具:
图示 1. 手套
2.静电框架
4 3 操作步骤:找到电源的开光关1、打开总电源:打开上板机的电源箱进行所需的操作。
2、选择手动操作进入另一界面(如图3所示)注意事项:
1:装板时,要3、对框架进行夹框的操作使框架固定子在上板机上。
戴好干净的手套,避免污染P
CB板。
4、对PCB板进行阻挡使PCB板停留在上板机的轨道2:上板机运行上,以免使过多的板进入下一道工序。
时避免手去碰
可动部。
以免手PCB板进入框架内。
5、对于炉后进行收板的操作使被夹伤。
板进PCB6、对接驳传动是使上板机的轨道转到,让入下一道工序。
7、使用,可以让上板机的平台上下运动。
,可以使框架自动进退。
8、使用
,让框架进出平台。
9、使用
10、使用,可以使框架在上板机的底层或上层进行进出。
11、选择进入直动操作就会显示界(如图4所示),根据提示进行所需的操作。
批准审核确认编辑者王文华。