高炉喷煤量算法模型的优化改进
莱钢高炉喷煤系统存在问题分析及改进措施

菜钢 高炉 喷煤 系统存在 问题 分析及改进措施
亓 伟, 张敬献 , 邵 玲, 范瑛莉
( 莱芜钢铁股份有限公司 炼铁厂 , 山东 莱芜 2 10 ) 7 14
摘 要: 因原煤质量不稳定 、 喷吹参数不合理 、 硬件配置低 以及 制粉能力不足等影 响了莱钢高炉喷煤量 的进 一步提升。结
合生 产实践 , 通过改进原煤 混煤方案 、 化喷吹参数 、 优 改造 下料系统及管道敷 设路线 、 提高煤 粉产 能等措施 , 煤粉小 时产能 提高 5 %左右 , 最大喷吹量 由2 h 8 ,提高 到3 以上 , t 5 满足了高炉大煤比操作要求。 关键词 : 喷煤 系统 ; 吹参数 ; 喷 制粉能力 ; 喷煤量
量 、 压 及 补 气 流 量 等调 节 喷 吹 煤 量 参 数 操 作 不 罐 当 , 法实 现 4 gm浓 相输 送要 求 ; 无 0k/ 原喷 吹罐装 料
系 统 阀 门设 计 选 型不 当 , 粉仓 下 料 口设 计 不 合 煤 理 , 有 仓 流化 等 补 偿措 施 , 装料 速 度受 到较 大 虽 但 制 约 , 不 到 喷煤 量 的 1 ~ 倍 ; 达 . 3 另外 , 喷煤 工 程 5 因
降低 人炉 焦 比 、 升煤 比是 控 制生 铁制 造成 本 提
的有 效途径 。莱 钢炼 铁厂 20 、08 07 20 年高炉 利用 系 数 30t m ・ )煤 比基 本 实 现 全 年 10k/ 平 。 . / ’d , ( 9 gt 水
20 0 9年 , 定 了 高 炉 利 用 系 数 3 ( d , 比 制 .tm ・)煤 5/ 2 0k/的产 量成本 指标 , 0 g t 对喷煤 生产条 件提 出了更
第3卷 第4 2 期
2 1年 8 00 月
高炉喷煤量预计模型的改进

高炉喷煤量预计模型的改进尚巍;翟蔚;陈秀清;于成忠【摘要】针对喷煤量计算模型在每小时前1/4时段内有严重失真的缺陷,从喷煤量计算模型角度分析现有喷煤控制系统喷煤量计算方法的优点和不足,将原有的单流程计算变更为双流程,在各流程有效的时间区间内取值,得到准确的喷煤量.【期刊名称】《辽宁科技大学学报》【年(卷),期】2011(034)003【总页数】4页(P247-250)【关键词】高炉;预计喷煤量;计算模型;计算流程【作者】尚巍;翟蔚;陈秀清;于成忠【作者单位】安阳钢铁股份有限公司,河南安阳455004;安阳钢铁股份有限公司,河南安阳455004;安阳钢铁股份有限公司,河南安阳455004;鞍山钢铁集团公司炼铁厂,辽宁鞍山114000【正文语种】中文【中图分类】TF538.62高炉喷煤系统喷吹控制中一个重要参数是小时预计煤量,目前计算方法很多,但还没有一个合理的既能表反映实际煤量变化又能准确表达小时预计煤量的数学模型。
传统喷煤量计算模型有:(1)采用积分法得到每个时间点上基于已喷吹煤量计算出的小时总喷吹量结果[1],存在过整点数据失真问题; (2)在一定的区间内用拟合曲线,得到喷吹量与调节阀开度、载气流量、喷吹管道前后压力差和喷枪数目之间的关系,以此来进行喷吹量的计算[2],在设定区间外时不能得到有效结果;(3)对罐重量信息处理,微分得到喷吹流量[3];(4)根据喷吹罐重值对时间微分加权得到喷煤量[4],此种算法得到的结果波动较大,不能参与煤量调节自动控制,只能作为操作参考。
350 m3高炉喷煤量相对较小,原有小时预计喷煤量计算模型尚能满足生产需要,但仍存在一些问题:在通过整点时刻时,小时预计喷煤量有较大误差峰值。
随着高炉生产设备的大型化,计算系统不足造成的矛盾逐渐显现,在2 000 m3高炉喷煤的大煤量喷吹生产中误差尤为显著。
小时预计喷煤量产生的数据趋势图作为高炉调节的重要依据,对高炉风压、风温等的调整具有明显影响。
克莱德公司高炉喷煤工艺的技术改进
克莱德公司高炉喷煤工艺的技术改进刘毅;朱红萍【摘要】Coal injection technology is widely used in the blast furnace at home and abroad because it can save energy and reduce consumption as one of the main technical means. In order to pursue the maximum economic benefit and reduce the production cost, many iron and steel enterprises keep on raising the coal injection amount and the coal injection ratio to optimize the process by a large amount of coal injection and dense phase jet blows. Along with the increasing coal injection amount, the stability and stationarity of pulverized coal injection is becoming more and more important.% 喷煤技术作为高炉炼铁节能降耗的主要技术手段之一,在国内外高炉炼铁中得到了广泛运用。
许多钢铁企业通过不断增加喷煤量,提高喷煤比,并不断优化喷煤的相关工艺,利用大煤量喷吹及浓相喷吹来实现最大经济效益和降低生产成本。
随着喷煤量的不断提升,喷煤的稳定性及平稳性对高炉的生产稳定越发重要。
【期刊名称】《沙洲职业工学院学报》【年(卷),期】2013(000)001【总页数】6页(P17-22)【关键词】喷煤技术;喷煤量;技术改进【作者】刘毅;朱红萍【作者单位】沙洲职业工学院,江苏张家港 215600;沙洲职业工学院,江苏张家港 215600【正文语种】中文【中图分类】TF53英国克莱德公司的喷煤工艺是现阶段典型的高炉喷煤工艺,如图 1所示。
1880m 3高炉二期喷煤系统中的优化控制

3 技术改进
模 糊 逻 辑 是一 种 处 理 不确 定 性 、 线性 问题 的 非
77
子 技 术 专 业 。 助理 工程 师 , 事 冶 金 工 业 自动 化 技 术 的 研 究 与 应 用 从
繁琐 的阀 门调 节 控 制 由手 动 模 式 改 为 P D 自动 控 I 制 , 喷吹量 的数 值 累计 采用 流 量 检 测 与 重 量模 糊 对
用气支路 、 仪表用气支路、 煤粉仓用气 支路 、 仓顶除
尘用 气支 路 , 氮 气 合 理 分 配 , 效 的供 给 分 支 管 使 有 道, 方便 供给 现场设 备 , 减少 管路 氮气 损失 量 。操 作
2 现 状 分 析
1 )银 山型钢 二 期 喷 煤 系 统 的制 粉 气 体 循 环 回 路把 从 氮气 总管输 出的氮气 分成 四路 分别 供给 制粉
糊数 学 、 神经 自适 应有 效结 合 , 得 网络 中各个 结点 使 及所 有参 数均 有 明显 的物理 意义 。这 其 中就包 括对
在科 技 攻 关等各 个环 节 中的应 用 。
关键 词 : 8 0m 1 8 高炉
0 前 言
高炉 喷煤 不 仅 是 高 炉调 剂 的一项 重 要 手段 , 同
时还是 弥补 焦炭 不足 的 主要措施 。喷煤技 术 的发展
列 P C完成 全过 程 的数据 采 集 、 理及 顺 序 逻 辑控 L 处 制 和 回路控 制 ; 算 机 控 制 技术 在 自适 应 控 制 中 引 计 入模 糊 神经 网络 , 进 一 步 改 善神 经 网络 自适应 控 将
m 高炉 粒化 喷 煤 系统 是 目前 国 内唯 一 一 家 引 进 德 国破 碎机 工艺 与英 国克 莱 德 喷 吹工 艺 的系 统 , 自 对
长钢9#高炉喷煤系统的优化管理

1.4 喷吹系统放散管道的优化
原设计放散管道直接插入收粉器布袋下部,旧喷煤系统的经验表明,如果放散管距离布袋比较近,大量的煤粉在高压放散过程中容易使布袋底部磨穿,使该区域布袋的破损率提高。本次设计是在煤粉进入收粉器前加90度的弯头,使之与布袋下部形成20度左右的夹角,既避免制粉过程煤粉落入放散管道,又避免放散过程煤粉对布袋的吹损。
表3 喷吹参数统计
高炉煤量(t/h)长度(m)出口压力(kPa)罐压(kpa)喷吹用气量(m3/h)总管面积固气比(kg/m3)
通过以上新技术的综合应用,保障了9#高炉在点火送风36小时开始喷煤,小时喷煤量达20t以上的良好效果。
3 控制系统的优化
3.1控制系统的操作终端放置在操作室内,实现远程集中操作
1.3 收粉系统增加振动筛
收粉器采用防爆板加重力门方式,布袋盖板压合使用熟橡胶板代替密封粘条进行密封,布袋顶部面盖采用倾斜屋脊式防雨结构,采用长6000?,直径为130?的小布袋进行收粉,反吹系统采用氮气脉冲反吹进行,不设反吹风机。这样可以有效地降低系统的氧含量,同时避免了阴雨天反吹差的缺点。原设计采用每座收粉器下设有2台叶轮给料机及煤粉振动筛方案,由于煤粉中或多或少都会存在一些纤维状杂物,纤维状杂物的过多存在会影响喷吹的稳定性及风口周向的均匀性,频繁的堵枪增加了喷吹工及看枪工的负担。优化后的设计中选用四台振动筛,每个收粉器下设两台振动筛,筛网孔径4mm×4mm,每班利用交接班时间清理筛上杂物,从而确保了振动筛及收粉器的正常工作。
表1 9#高炉开炉期间技术指标一览表
日期利用系数入炉焦比煤粉系统的优化
长钢1080m3高炉喷煤系统既是新建9#高炉的配套系统,还需同时满足8#高炉喷吹煤粉的需要(原为间接喷吹),按全部喷吹100%烟煤设计,现阶段喷吹70%本地贫瘦煤+30%长焰煤(长钢喷吹用煤的成分分析见表2),喷煤设计能力为煤比200kg/t(高炉利用系数3.0)。长钢高炉喷吹煤粉设施主要由备煤系统、制粉系统和喷吹系统组成,工艺流程图见图1。
高炉喷煤系统中的优化控制

要求低 , 粉尘 污染小 , 操作 安全 性大 等特点 。 高炉粒化喷 煤系统的生 产运行, 不仪节 约大量 焦炭 , 降低 生产 成本 , 而且 强化 冶炼 , 剂炉 调 况, 提高生铁 质量 , 可以在 不增加 高炉容 积 的 条件下达 到增产1% 2 % 目 0 一 0 的 的。 高炉 喷煤 系统 分成喷 吹 系统 和制 粉系统 益 。 两部 分, 系统 设 置为三 电一 体化 ( C 控 其 EI ) 32喷 吹量精确 . 制, 主要 由PLC 成全过 程的数 据采集 、 完 处理 单独 采用 的流量检 测, 喷吹 量的数值 累计 及顺序逻辑 控制和 回路控 制; 计算机 控制技 术 可以根 据流量 数值大 小来进 行自动调 节, 但是 在 自 应控制 中引人模糊 神经 网络, 适 将进 一步 当检 测设 备出现 故障 而 无法显 示 流量 检测 数 改善 神经网络自适应控制的 鲁棒 性和实时性 , 值时, 动调节 就无法实现 。 自 特别适 用于具 有不 确定 性的 非线 性 系统跟 踪 单 独采 用喷 吹 量 的重 量检 测 , 过采 集 通 控制问题。 上千组 数据 , 发现喷 吹量 的大小 、 转给 料机 旋 2现状 分析 的转 速 、 频 器的 频 率三 者之 间 存在 着 一定 变 现有 高炉 喷 煤系统 要求 操 作人 员有 丰富 的数值 比例关 系, 即y K X B 其 中Y - + , 为实际 的操作经验及 对设备运 行状 况的充分掌握 , 这 喷吹 量 , 为变频 器的频率 , 为扰 动量 , X B 固定 种操作模 式严重的 影响操作的可控性 , 使操作 变频器的频率为8 、 0 、 5 、 0 、 H Z 1H Z IH Z 2 H Z 人员与设备紧紧的 捆绑在 一起 , 无法体 现 自 动 2 HZ、 O 5 3 HZ、 O 时, 4 HZ 分别计算K系数 , 然后 控制的精神, 与现有的生产 模式严重不符。 取 其平均值 , 得到 实际的喷 吹量与变频 器频 率 现 有高 炉喷煤 流 量监 测设 备 出现 故 障而 之 间的一定 的函数关 系, 同时 在采样 过程 中, 未 回复正常情 况下, 操作人 员已无法 读取 喷吹 以3 S 0 为采样 周期来计算 小时 的喷 煤量 , 数 此 流 量的实 际数值 , 不能 准确反映 工况 , 响高 据 作 为实际测 量 值, 在实际 调试过 程 中,由 影 但
高炉喷煤量预计模型的改进

辽 宁 科 技 大 学 学 报
第 3 卷 4
积分 法 喷煤 量 计 算模 型
1 1 计 算原 理 .
积分 法小 时预计 喷煤 量计算 根 据定 义 的生产罐 标 志开关 , 一个整 点 t 到 下一个 整 点 t 将 。 时段 罐 重
m 减少 量 等分 为 N 段 ,N 个罐 重 减少 差 值在 时 段 。到 t 区间 的和 就是 这 时段 的喷煤 量 ; 这 段时 间 在
内取 值 , 到 准确 的喷 煤 量 。 得
关键 词 : 高炉; 预计喷煤量 ; 计算模 型; 计算流程
中图分类 号 : F3.2 文 献标识 码 : 文章编 号 :64 0821)3 27 4 T 586 A 17— 4(010一 4— 1 D 0
高炉 喷煤 系统 喷吹控 制 中一个重 要参 数是 小时 预计 煤量 , 目前计 算方 法很 多 , 还没 有一 个合理 的 但 既 能表反 映实 际煤量 变化 又能准 确表 达小 时预 计 煤 量 的数 学模 型 。传 统 喷煤 量 计算 模 型 有 : 1 ( )采用 积分 法得 到每个 时 间点上基 于 已喷 吹 煤 量计 算 出 的小 时 总 喷 吹量 结 果[ , 在 过 整 点数 据 失 真 问题 ; 1存 ] ( )在一 定 的区间 内用 拟合 曲线 , 到喷 吹量 与 调节 阀开 度 、 2 得 载气 流 量 、 吹管 道前 后 压 力 差 和喷 枪数 喷 目之 间的关 系 , 以此来 进行 喷吹量 的计 算[ , 设定 区间 外 时不 能得 到 有效 结 果 ; 3 2在 ] ( )对 罐 重量 信 息处 理, 微分 得 到喷吹 流量 ( )根据 喷 吹罐 重 值 对 时 间微 分 加权 得 到喷 煤 量 , 。 4 ] 此种 算 法 得 到 的结 果波
高炉喷煤工艺优化及系统改进
高炉喷煤工艺优化及系统改进第一篇:高炉喷煤工艺优化及系统改进高炉喷煤工艺优化及系统改进经过几十年的发展,中国的高炉喷煤工艺和技术已发展到较高的水平。
中国的高炉喷煤在普及程度和平均煤比方面均取得很大进步。
不仅所有高炉都上了喷煤,平均煤比也不断增加,2007年已达到137kg/t。
以宝钢高炉为突出代表的越来越多的高炉已长期稳定在高煤比上运行。
然而,就喷煤工艺的优化和系统的完善而言,许多企业的高炉喷煤还存在着一些不足或缺陷。
进行有针对性地改进将是实现喷煤稳定和更高煤比的必要工作。
早期的制粉系统基本是使用球磨机制粉,采用旋风除尘器+小布袋组合进行正压收粉,存在的问题是制粉效率和能力低,系统阻损高,另外系统容易跑粉,污染严重。
烘干介质主要是烟气炉产生的热烟气兑空气,系统含氧量高。
加之安全检测和控制手段落后,在相当一段时期,只能对无烟煤进行制粉。
早期的喷吹系统多为串联罐系统。
喷吹管路有单管路加分配器,也有许多是多管路直接喷吹。
由于高炉容积小,布置分散,早期许多高炉采取的是间接喷吹方式,即炼铁厂内建一个公共制粉站,然后在每个高炉附近建设自己的喷吹站。
即使如此,因设计参数的不合理,以及设备和控制系统的落后,使得喷吹系统计量和控制误差大、粉气混合不好,喷吹固气比低,而且喷枪易烧损,并经常磨坏风口。
随着高炉对喷煤制粉能力和喷吹能力要求的提高,越来越多的中速磨被用来替代产量低、噪音大的球磨机。
收粉系统也都采取了负压操作,并使用一次布袋收粉替代旋风+布袋的组合,使环境大为改观。
充分利用热风炉废气并对系统的气氛进行严格控制,保证了即使在烟煤制粉时的系统安全。
在喷吹方面,并联罐系统逐渐替代了串联罐系统,单管路+分配器的结构也得到推广普及。
系统的计量和控制精度得到显著改善。
各厂根据高炉的容积、数量及位置,多采取制粉和喷吹在一起的直接喷吹布置。
良好的粉气混合及喷枪等设备性能的改进进一步保证了喷吹的高效稳定,促进了喷煤比的提高。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
算法中取样信号被放大到 3 600 倍产生的误差, 直 接反映了喷吹罐实际喷吹煤量, 小时喷煤量数据更 加准确可靠, 提高了喷吹的精准性。
夏江波
高炉喷煤量算法模型的优化改进
2016 年第 5 期
料罐重量/t
M2 M0
在算法模型中, 建立一组 60 位的寄存器 W, 采集二 次滤波值, 即从倒罐后 5 min 开始每 5 s 采集一次经 过二次滤波后的罐重值, 并在每 5 s 的触发时间将罐 重值放入寄存器 W [60] 中。在第 1 个 5 s 的时刻将
收稿日期: 2016-01-08 作者简介: 夏江波, 男, 1982 年生, 2006 年毕业于安徽工业大学自动 化专业。现为山钢股份济南分公司检修工程公司高炉部工程师, 从事高炉炼铁自动化方面工作。
10
������������������������������������������������������������
前 言
高炉喷煤是高炉生产的重要组成部分, 在高炉
完成喷吹。首先 A 罐先泄压, 依次打开下钟阀、 下料 阀, 煤粉进入 A 罐中, A 罐罐重到达上限, 依次关闭 下料阀和下钟阀, A 罐进入待喷吹状态。当 B 罐罐 重下降到达 C 罐流化极限时, C 罐开流化阀; 当B罐 罐重下限到达时, C 罐进入预倒罐状态, C 罐依次开 充压阀和补气阀, 向罐内充压, 到达罐内压力上限 停止充压; 当 B 罐罐重下下限到达时, C 罐进入倒罐 状态, 此时 C 罐依次开启送煤阀、 补气阀和下煤阀, C 罐进入喷吹状态。同时 B 罐依次关闭下煤阀、 补气 阀和送煤阀, 停止喷吹, 接着 B 罐开始泄压, 执行流 程与 A 罐泄压相同。这样, ABC 3 个喷吹罐依次交 替作业, 喷吹工艺连续、 稳定进行。
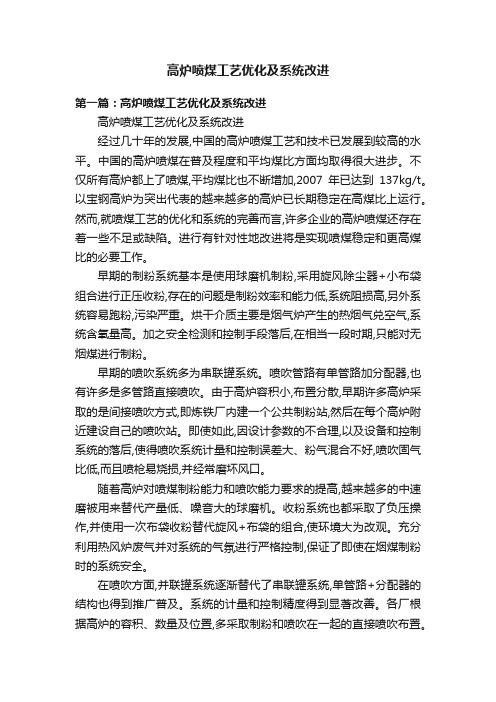
T0 T1 T2
时间/s
M1 M3 T3
W [60] 放入寄存器 W [59] 中, 依次循环。在第 60 个 5
s 的时刻将 W [1] 放入寄存器 W [0] 中。这样, 倒罐后 前5 min 之外的瞬时喷吹量 I= (W [0] -W [60] ) ×12。 4.2 程序设计 程序采用 Rockwell 公司 Rslogix 5000 软件开发, 在程序设计中, 依靠喷吹罐喷吹状态信号触发 5 s 方 波信号, 利用 5 s 方波信号采集料罐罐重值, 并实现 在 60 个寄存器中数据传递, 实现滤波和微分效果。 瞬时喷吹量算法模型消除了瞬时喷吹量数据 失真的问题, 算法模型计算出来的瞬时喷吹量没有 出现数据突然上升或下降的现象, 比较真实的反映 了瞬时喷吹量数据, 提高了瞬时喷吹量的准确性, 有助于高炉调剂。 4.3 应用效果 喷煤操作人员根据高炉生产的需要和设备的 工况条件随时操作设备, 对瞬时喷吹量进行调节, 使瞬时喷吹量与高炉要求的瞬时喷吹量相一致, 调 节的重要依据就是依照算法模型计算出来的瞬时 喷吹量数据曲线, 较之以前的瞬时喷吹量算法模 型。改进后的瞬时喷吹量算法模型计算出来的数 据更加接近真实情况, 曲线波动较小, 解决了原算 法的数据波动弊端, 实现稳定、 精准喷吹。 以 3 200 m3 高炉喷煤生产班组统计为例, 高炉 需求瞬时喷吹量为 45 t/h。按照高炉需求瞬时喷吹 量和实际瞬时喷吹量的差值在 45 t/h 且持续时间> 1 min 的喷吹偏差为统计依据, 原瞬时喷吹量算法模 型计算出来的数据曲线指导生产, 平均每小时产生 的喷吹偏差达到 5 次, 采用改进后的瞬时喷吹量算 法模型后, 平均每小时产生的喷吹偏差达到 1 次, 同 时瞬时喷吹量偏差的幅度也在减小。
第 38 卷 第 5 期 2016 年 10 月
������������ ������������������������������������������������������������
山
东
冶
金
Shandong Metallurgy
Vol.38 No.5 October 2016
1
喷煤系统中, 喷煤量是重要的工作参数, 喷煤量分 为小时喷煤量和瞬时喷吹量, 两者主要用作高炉热 量计算和燃料比分析, 是高炉操作的重要参考依 据, 也是喷吹设备操作的重要参考依据, 使喷吹过 程接近目标值。这两个参数算法模型的准确可靠 与否直接关系到高炉喷煤的精准性 , 关系到高炉炉 况的稳定顺行。 原采用的小时喷煤量和瞬时喷吹量控制算法 存在的弊端主要有: 小时喷煤量控制算法采样时间 较短, 经过放大计算后, 波动较大, 存在数据失真, 失去真实意义; 同时, 瞬时喷吹量控制算法在喷吹 倒罐时罐重信号数据波动幅度较大, 经过计算获取 的瞬时喷吹量表现为数据突然上升或下降, 也存在 数据失真问题, 不能直接指导生产, 影响高炉喷煤 喷吹的精准性。为此, 需对这两种算法模型进行重 新构建 。
[1]
2
吹系统, 采用 3 罐并列、 相同输煤主管加分配器方 式。喷吹系统由上球阀、 下球阀、 充压阀、 放散阀、 补气阀、 流化阀、 给煤阀、 出煤阀组成, 分为 ABC 3 个 喷吹罐。 整个喷吹过程按照泄压、 装煤、 等待、 预倒罐、 倒罐和喷煤 6 个状态顺序循环执行, 其中, 3 个喷吹 罐, 2 个在待喷吹, 1 个在喷吹, 依次交替执行。假设 B 罐处于喷吹状态, C 罐处于待喷吹状态, A 罐刚刚
3
3.1
小时喷煤量算法模型优化
小时喷煤量算法模型 小时喷煤量算法模型采用与喷煤工艺同步记
录的方式, 系统采集喷吹罐开始喷吹信号和喷吹结 束信号, 严格按照 1 h 时间段内喷煤量累积的方式, 实现小时喷煤量准确可靠计量。如图 1 所示, 系统 以 T0 时刻为 1 h 的开始时刻, 记录下喷吹罐的重量
生产技术
������������
高炉喷煤量算法模型的优化改进
夏 江 波
(山钢股份济南分公司 检修工程公司, 山东 济南 250101) 摘 要: 针对高炉喷吹小时喷煤量算法模型和瞬时喷吹量பைடு நூலகம்法模型存在数据失真、 精准性差等问题, 重新构建了高炉喷吹
的小时喷煤量算法模型和瞬时喷吹量算法模型, 小时喷煤量算法模型按照 1 h 时间段内喷煤量累积的方式计算, 瞬时喷吹 量算法模型以倒罐后 5 min 之内和倒罐后 5 min 之外分别采用不同的算法。该算法模型应用后, 提高了小时喷煤量和瞬时 喷吹量的精准性。 关键词: 高炉喷煤; 精准性; 小时喷煤量; 瞬时喷吹量 中图分类号: TF538.6+3 文献标识码: B 文章编号: 1004-4620 (2016) 05-0010-02
高炉喷吹工艺流程
山钢股份济南分公司 3 200 m 高炉配备 1 套喷
3
M0。1 h 后, 1 个喷吹罐内喷吹结束, 记录下喷吹结
束时喷吹罐的重量 M1, 则 1 h 内喷吹煤量 W1=M0-
M1。同时, 下一个喷吹罐开始喷吹, 记录后 1 个喷吹
罐开始喷吹时的重量 M2, 喷吹结束时记录喷吹罐重 量 M3 , 下一个喷吹罐喷煤量 W2=M3-M2。以此类推, 计算出最后 1 个喷吹罐的喷煤量 Wn, 由此可以计算 出小时喷煤量为: W=W1 + W2 +…+ Wn。高炉喷煤正 常生产中 1 个喷吹罐喷吹时间为 25 min 左右, 所以 一般情况下 nɤ3。 采用此小时喷煤量算法模型, 避免了改造之前