机械加工工艺基础知识点总结修订稿
机械加工工艺基础资料

机械加工工艺基础资料1. 引言机械加工是现代制造业中的一项重要工艺,广泛应用于各个领域,如制造机械零件、零件修复和创新产品的制造等。
机械加工工艺是通过切削、磨削、锻造、冷镦、焊接和组装等一系列加工过程来将原材料转变为最终产品的过程。
本文档将介绍机械加工工艺的基础知识和技术要点。
2. 机械加工工艺的分类机械加工工艺按照不同的加工方式和原理可以分为以下几类:2.1 切削加工切削加工是一种通过切削刀具将工件表面上的材料去除的加工方式。
常见的切削加工包括铣削、车削、钻削和镗削等。
切削加工的目的是通过不同的切削工艺来得到所需形状和尺寸的工件。
2.2 磨削加工磨削加工是一种通过磨削工具将工件表面上的材料去除的加工方式。
磨削加工可以分为精益磨、超精磨和光洁磨等。
它能够在工件表面产生非常小的切削量,从而达到高精度和光洁度。
2.3 锻造加工锻造加工是一种通过压力将金属原料加工成所需形状的加工方式。
它可以分为自由锻和模锻两类。
锻造是一种具有高效率、节材节能的加工方式,广泛应用于制造轴类、齿轮、飞轮等各种工作台。
2.4 冷镦加工冷镦加工是一种通过冷镦机将金属丝材料经过一系列挤压和拉伸操作,加工成所需的形状和尺寸的加工方式。
冷镦加工常用于生产螺纹、钉子、螺栓等金属小零件。
2.5 焊接加工焊接是将金属材料通过加热或加压等方式,使其熔化并同时产生熔渣的过程。
焊接加工是通过将两个或多个金属工件加热到熔点,并使之相互衔接,从而得到一个整体的加工方式。
常见的焊接方法有电弧焊、气焊、激光焊等。
2.6 组装加工组装加工是将多个零件按照设计要求进行装配的加工方式。
组装加工是一个将零件组合成最终产品的工艺过程。
3. 机械加工工艺的基本流程机械加工工艺的基本流程如下:1.加工准备:确定所需加工零件的设计、确定加工方式和工艺路线、选择合适的工具和设备。
2.加工设备调整:按照工艺规程调整和装夹加工设备,如机床、刀具、磨具等。
3.加工工序执行:按照工艺要求进行零件加工,如切削、磨削、锻造等。
机械加工工艺基本知识.doc
、生产过程和工艺过程生产过程一般包括:•生产与技术的准备 如工艺设计和专用工艺装备的设计和制造、生产计划的编制、生产资料的准备等;在生产过程中改变生产对象的形状、尺寸、相对位置和性质等,使其成为成品或半成品的过程,称为工艺过程。
如毛坯的制造、机械加工、热处理、装配等均为工艺过程。
工艺过程中,若用机械加工的方法直接改变生产对象的形状、尺寸和表面质量,使之成为合格零件的工艺过程, 称为机械加工工艺过程。
同样,将加工好的零件装配成机器使之达到所要求的装配精度并获得预定技术性能的 工艺过程,称为装配工艺过程。
机械加工工艺过程和装配工艺过程是机械制造工艺学研究的两项主要内容。
二、机械加工工艺过程的组成 机械加工工艺过程是由一个或若干个顺序排列的工序组成的,而工序又可分为若干个安装、工位、工步和走刀。
(一)工序 工序是指一个或一组工人,在一个工作地对一个或同时对几个工件所连续完成的那一部分工艺内容。
区分工序的主要依据,是工作地(或设备)是否变动和完成的那部分工艺内容是否连续。
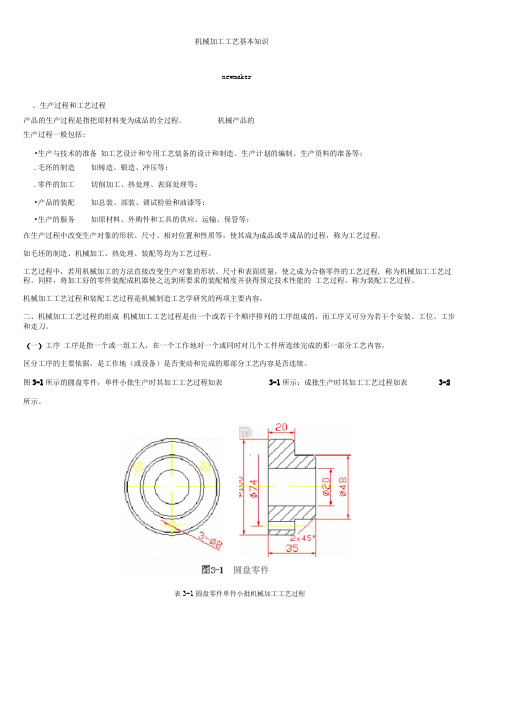
图3-1所示的圆盘零件,单件小批生产时其加工工艺过程如表 3-1所示;成批生产时其加工工艺过程如表3-2所示。
表3-1圆盘零件单件小批机械加工工艺过程机械加工工艺基本知识newmaker产品的生产过程是指把原材料变为成品的全过程。
机械产品的.毛坯的制造 如铸造、锻造、冲压等; .零件的加工 切削加工、热处理、表面处理等; •产品的装配 如总装、部装、调试检验和油漆等;•生产的服务如原材料、外购件和工具的供应、运输、保管等;圆盘零件! i 験设各'T〔用三爪自常毛坯小if 训@)tI:军尢渤區荃*> 1003钻申20汕14年床〔工件飓,聖三肛自定心卡a 来李懿丸舞外圄)操证尺寸 351UIIT&车外勵卜圈至4帕 保证尺中2Q MI虚7SIR'C 用咲具栽先工件,51 [ J:假试加工兰个舟爵L粘床2在英冥甲《古乱口的fe 边畏毛卿表 3-2圆盘零件成批机械加工工艺过程工S 畧称 J J I厂工裳j工步 工向毎1 1设客-I--■>«--■■■ —- r■ * 亠亠.二―亠 4 - -1--------- 1(用=爪自定心卡fi 竟第毛坯小瑞外S )1车大增端a1IS 牟:外®至申1003站申207L<1圃篇11(以犬3()^面及哉胎心粕〕1 车小疇瞩血.供iff 尺寸35M2车剤12车小瑞外0至中4备穩证尺寸20KI.年床3厠轴13钻削1 1 站?1 J 一中S41 11降礼口的犠边及毛剥1可知,该零件的机械加工分车削和钻削两道工序。
机械加工工艺过程的基本知识
机械加工工艺过程的基本知识1.加工方法机械加工方法主要包括切削加工、磨削加工、焊接加工、冲压加工、锻造加工和喷涂加工等。
其中,切削加工是最常见的加工方法,它通过切削刀具切削工件材料,形成所需的形状和尺寸。
磨削加工是利用磨料进行研磨和抛光,提高工件表面质量。
焊接加工是通过加热和冷却的方法将两个或多个工件连接在一起。
冲压加工是通过模具对薄板材料进行变形和切削。
锻造加工是利用冲击力将金属材料加工成所需形状。
喷涂加工是将涂料喷涂在工件表面。
2.加工工序机械加工过程中通常需要进行多个工序,每个工序都有特定的目标和要求。
常用的加工工序包括车削、铣削、钻削、磨削、镗削、拉伸、冲孔等。
车削是利用旋转的切削刀具将工件外表面去除材料,形成所需形状和尺寸。
铣削是将刀具在工件上旋转和移动,将工件表面去除材料,形成所需形状和尺寸。
钻削是通过切削刀具旋转和推进,在工件上形成孔洞。
磨削是利用磨料切削材料,提高工件表面质量。
镗削是通过切削刀具在孔内切削材料,形成所需形状和尺寸。
拉伸是将金属材料拉伸成所需形状和尺寸。
冲孔是利用模具对板料进行冲孔,形成所需孔洞形状和尺寸。
3.加工精度机械加工的一个重要指标是加工精度,它是描述工件形状和尺寸与设计要求的一致程度。
加工精度一般分为尺寸精度、形位精度和表面粗糙度。
尺寸精度是指工件尺寸与设计要求尺寸之间的偏差。
形位精度是描述工件形状和位置与设计要求的一致程度。
表面粗糙度是描述工件表面粗糙程度的一个指标。
4.表面质量机械加工工艺的最终目标是获得良好的表面质量,它直接影响着工件的外观和性能。
常见的表面质量要求包括粗糙度、平面度、圆度和直线度等。
粗糙度是描述工件表面粗糙程度的一个指标,它是指单位面积上起伏的平均高度差。
平面度是描述工件表面平整程度的一个指标。
圆度是描述工件表面圆度误差的一个指标。
直线度是描述工件表面直线度误差的一个指标。
总之,机械加工工艺的基本知识包括加工方法、加工工序、加工精度和表面质量等方面。
机械加工中的知识点总结

机械加工中的知识点总结1. 材料的选择在机械加工中,材料的选择至关重要。
常见的金属材料有铁、铜、铝、不锈钢等,而非金属材料有塑料、橡胶、木材等。
选择合适的材料可以有效提高加工效率和产品质量。
需要考虑材料的强度、硬度、耐磨性、耐腐蚀性、导热性等性能指标,同时还要考虑成本和加工性能等因素。
2. 切削理论切削是机械加工的一种常用方法,它包括车削、铣削、钻削、刨削等多种形式。
切削理论是指在切削过程中,刀具与工件之间的相互作用规律。
在切削理论中,有切削力、刀具磨损、热变形、表面质量等重要内容。
掌握切削理论可以有效提高加工效率和降低加工成本。
3. 机床的选择机床是机械加工的重要设备,它包括车床、铣床、钻床、磨床等。
不同的机床适用于不同的加工工艺,选择合适的机床可以提高加工效率和产品质量。
在选择机床时,需要考虑加工工件的形状、尺寸和材料,同时还要考虑加工精度和生产效率等因素。
4. 加工工艺机械加工的加工工艺包括粗加工和精加工两个阶段。
粗加工是指将工件的毛坯加工成近似形状的工艺过程,通常采用车削、铣削、钻削等方法。
精加工是指将粗加工后的工件进行精细加工,使其达到设计要求的工艺过程,通常采用磨削、拉削、滚削等方法。
5. 数控技术数控技术是机械加工中的一种先进技术,它通过计算机控制机床实现加工过程。
数控技术具有高精度、高效率、多样化加工等优点,广泛应用于航空、航天、汽车等高端制造领域。
掌握数控技术可以提高加工精度和生产效率。
6. 自动化生产自动化生产是指通过自动化设备和系统实现生产过程的自动化。
在机械加工中,自动化生产可以提高生产效率、降低劳动强度、保证产品质量等多方面的优势。
常见的自动化设备有自动送料机、自动上下料机、自动检测设备等。
7. 质量控制质量控制是机械加工中的重要环节,它包括工艺规程的制定、检验标准的确定、质量管理体系的建立等内容。
通过严格的质量控制可以保证产品的质量和稳定性,提高用户满意度和企业竞争力。
机械加工工艺基础知识讲解

机械加工工艺基础知识讲解目录一、内容概要 (2)1. 机械加工工艺的重要性 (3)2. 加工工艺的发展趋势 (4)3. 本课程讲解的主要内容 (6)二、机械加工工艺基础 (7)1. 机械加工基本概念 (8)2. 加工工艺的类型与特点 (9)3. 加工过程的基本原理 (10)三、机械加工工艺流程 (11)1. 工序安排原则 (12)2. 工艺流程图绘制 (14)3. 加工流程的优化方法 (14)四、机械加工设备 (15)1. 切削设备介绍 (17)2. 设备选型和布局 (18)3. 设备的使用和维护 (19)五、机械加工刀具与夹具 (20)1. 刀具的种类与选择 (21)2. 刀具的材质与性能 (22)3. 夹具的种类与使用 (23)六、机械加工工艺参数优化 (24)1. 切削参数的选择 (26)2. 加工表面质量优化 (27)3. 工艺参数对加工效率的影响 (28)七、机械加工过程中的质量控制 (30)1. 加工精度控制 (31)2. 加工过程中的质量检测 (32)3. 质量问题的解决方案 (33)八、机械加工安全与环保 (34)1. 安全生产的重要性 (35)2. 安全操作规程 (35)3. 环保与节能措施的实施 (36)九、实例分析与应用实践 (37)1. 实例一 (39)2. 实例二 (40)一、内容概要机械加工工艺的定义与重要性:首先,将介绍机械加工工艺的定义,即利用机械工具或设备对原材料进行加工,以制造出所需形状、尺寸和性能的工件的过程。
阐述机械加工工艺在现代工业生产中的重要性,包括提高生产效率、降低成本、提升产品质量等。
机械加工工艺的分类与特点:详细解释机械加工工艺的分类方式,如按加工方法、加工精度、加工表面等分类,并分析各类加工工艺的特点和应用场景。
这将有助于读者更好地理解不同加工工艺之间的差异和选择依据。
机械加工工艺流程制定:介绍机械加工工艺流程制定的基本原则和方法,包括确定加工顺序、选择合适的加工设备和工艺装备、规划工艺路线等。
机械加工组知识点总结

机械加工组知识点总结一、加工工艺1.常见的机械加工工艺包括车削、铣削、钻削、磨削、切割、车床加工、铣床加工等等。
2.车削是利用车床将工件放在旋转的主轴上,然后以一定速度,用刀具切削工件。
常见的车削有外圆车削、内孔车削、截面车削等。
3.铣削是利用铣床对工件进行切削加工,其切削刀具是旋转的,工件则在垂直于刀具旋转轴的方向上移动。
铣削可分为立式铣削、卧式铣削、立卧式通用铣床等。
4.钻削是利用钻床或其它设备进行孔加工。
常见的钻削方式有手动钻孔和自动钻孔两种。
5.磨削是利用磨床对工件表面进行抛光,可以提高工件的表面粗糙度和尺寸精度,增加工件的表面硬度等。
6.切割则是利用切割机床工具对工件进行切割,如锯床、切割机等等。
二、加工原理1.切削原理,是机械加工的基本原理之一。
通过切削来去除工件表面的材料,以实现工件尺寸和形状的准确加工。
2.热加工原理,通过热加工,使材料软化,并进行塑性加工,以达到改变工件的形状或尺寸的目的。
3.冷加工原理,是指在常温下对金属材料进行塑性变形的加工方法,如拉拔、挤压、冲压等。
三、机床设备1.车床是一种利用刀具进行切削的加工设备,主要用于车削加工。
根据其结构可分为平面车床、立式车床、数控车床等。
2.铣床是一种通过切削工具进行切削加工的设备,主要用于铣削加工。
根据其结构可分为立式铣床、卧式铣床、龙门铣床等。
3.磨床是利用磨削刀具对工件进行磨削的设备,可以分为平面磨床、圆柱磨床、内圆磨床等。
4.切割机床包括剪床、冲床等设备,用于对工件进行切割加工。
四、刀具选择1.车削刀具选择时需要考虑工件材料、工件形状和尺寸、切削中心的位置等因素。
通常选择硬质合金刀具用于对硬质工件的车削,而对于青铜、铝等硬度较低的工件,可选择用高速钢刀具。
2.铣削刀具主要包括立铣刀、面铣刀、T形槽铣刀、滚齿刀、球头刀、锥形铣刀等。
选择时需根据工件材料、工件形状和尺寸、切削深度等来进行选择。
3.钻削刀具根据工件材料、孔径精度和表面粗糙度的要求等进行选择。
机械加工知识点总结
机械加工知识点总结1. 机械加工的概念与发展机械加工是指利用机床以及切削工具对工件进行塑性变形,达到制造零件或产品的目的。
在人类历史发展的早期,机械加工工艺主要靠手工进行,后来随着机械化生产的逐步发展和机床的应用,机械加工工艺不断发展完善,成为现代工业生产中不可或缺的重要环节。
2. 机械加工的分类机械加工根据不同的加工方法可以分为切削加工、成形加工、焊接与连接、表面处理、热加工、化学加工等多种类型。
切削加工是机械加工的主要形式,包括车削、镗削、钻削、铣削、磨削、切割等常见的加工方法。
3. 机械加工的基本工艺(1)车削:车削是指用车床和刀具对工件进行旋转切削的加工方法。
工件在主轴上旋转,刀具在刀架上做直线或曲线运动,切除工件上的金属,以获得所需的形状和尺寸。
(2)铣削:铣削是利用铣床进行加工的方法,主要通过刀具旋转和工件运动实现金属的切削加工。
铣削操作可以进行平面加工、轮廓加工、开槽加工、螺纹加工等。
(3)钻削:钻削是利用钻床或者钻头进行加工的方法,主要通过钻头的旋转实现对工件的钻孔加工。
(4)磨削:磨削是利用磨削机进行的精密加工方法,通过磨料的高速旋转与工件表面的相互作用,将工件的表面切削下来,以改善工件的表面粗糙度和尺寸精度。
4. 机械加工的常见工艺技术(1)数控加工技术:数控加工技术是利用数控机床进行加工的方法,通过预先编程的程序控制机床的运动和加工过程。
(2)柔性化制造技术:柔性化制造技术是利用柔性化制造系统,通过改变加工参数,实现同一设备加工不同工件的目的。
(3)超精密加工技术:超精密加工技术是通过超精密加工设备和工艺方法,对工件进行高精度、微细加工的一种加工技术。
5. 机械加工的工艺精度(1)尺寸精度:尺寸精度是指工件尺寸与设计尺寸之间的偏差,通常用公差来表示尺寸精度。
(2)形位精度:形位精度是指工件的外形和位置与设计要求的偏差,包括圆度、直线度、平面度等。
6. 机械加工的工艺表面质量(1)粗糙度:粗糙度是表面不平整程度的量度,用于描述表面的平滑度和光洁度。
机械加工与制造知识点总结
机械加工与制造知识点总结一、机械制造基础知识1. 机械加工的定义机械加工是指利用机床对原材料进行工艺加工,制成各种零部件和构件的过程。
机械加工主要包括车削、铣削、钻削、磨削、锯割等工艺。
2. 机械加工的分类机械加工可以根据加工方式和加工形式进行分类。
根据加工方式可以分为常规加工和非常规加工,根据加工形式可以分为车削、铣削、钻削、磨削、锯割等。
3. 机械加工的优点机械加工具有精度高、加工质量好、生产效率高、工艺适应性广等优点,是制造业中不可或缺的一种加工方式。
4. 机械加工的缺点机械加工也存在加工周期长、加工成本高、加工环境污染等缺点,需要在实际生产中进行合理的控制和改进。
二、机械加工的基本工艺1. 车削车削是一种利用车床进行切削加工的工艺,主要用于加工回转体和直线面。
2. 铣削铣削是一种利用铣床进行切削加工的工艺,主要用于加工平面、曲面和槽面等。
3. 钻削钻削是一种利用钻床进行切削加工的工艺,主要用于加工孔类零件。
4. 磨削磨削是一种利用磨床进行切削加工的工艺,主要用于加工高精度、高表面质量的零部件。
5. 锯割锯割是一种利用锯床进行切削加工的工艺,主要用于加工各种截面的零部件。
三、机械加工的机械设备1. 车床车床是一种利用刀具对工件进行切削加工的机床,主要用于加工回转体零部件。
2. 铣床铣床是一种利用铣刀对工件进行切削加工的机床,主要用于加工平面、曲面和槽面等零部件。
3. 钻床钻床是一种利用钻头对工件进行切削加工的机床,主要用于加工孔类零部件。
4. 磨床磨床是一种利用磨轮对工件进行切削加工的机床,主要用于加工高精度、高表面质量的零部件。
5. 锯床锯床是一种利用锯条对工件进行切削加工的机床,主要用于加工各种截面的零部件。
四、机械加工的工艺参数1. 切削速度切削速度是指刀具在加工过程中与工件相对运动的速度,是决定切削质量和加工效率的重要参数。
2. 进给速度进给速度是指刀具在加工过程中每分钟对工件的进给量,是影响加工表面粗糙度和工艺效率的重要参数。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机械加工工艺基础知识
点总结
WEIHUA system office room 【WEIHUA 16H-WEIHUA WEIHUA8Q8-
机械加工工艺基础知识点总结
一、机械零件的精度
1.了解极限与配合的术语、定义和相关标准。
理解配合制、公差等级及配合种类。
掌握极限尺寸、偏差、公差的简单计算和配合性质的判断。
基本术语:尺寸、基本尺寸、实际尺寸、极限尺寸、尺寸偏差、上偏差、下偏差、(尺寸)公差、标准公差及等级(20个公差等级,IT01精度最高;IT18最低)、公差带位置(基本偏差,了解孔、轴各28个基本偏差代号)。
配合制:
(1)基孔制、基轴制;配合制选用;会区分孔、轴基本偏差代号。
(2)了解配合制的选用方法。
(3)配合类型:间隙、过渡、过盈配合
(4)会根据给定的孔、轴配合制或尺寸公差带,判断配合类型。
公差与配合的标注
(1)零件尺寸标注
(2)配合尺寸标注
2.了解形状、位置公差、表面粗糙度的基本概念。
理解形位公差及公差带。
几何公差概念:
1)形状公差:直线度、平面度、圆度、圆柱度、线轮廓度、面轮廓度。
2)位置公差:位置度、同心度、同轴度。
作用:控制形状、位置、方向误差。
3)方向公差:平行度、垂直度、倾斜度、线轮廓度、面轮廓度。
4)跳动公差:圆跳动、全跳动。
几何公差带:
1)几何公差带
2)几何公差形状
3)识读
3.正确选择和熟练使用常用通用量具(如钢直尺、游标卡尺、千分尺、量缸表、直角尺、刀口尺、万能角尺等)及专用量具(如螺纹规、平面样板等),并能对零件进行准确测量。
常用量具:
(1)种类:钢直尺、游标卡尺、千分尺、量缸表、直角尺、刀口尺、万能角尺。
(2)识读:刻度,示值大小判断。
(3)调整与使用及注意事项:校对零点,测量力控制。
专用量具:
(1)种类:螺纹规、平面角度样板。
(2)调整与使用及注意事项
量具的保养
(1)使用前擦拭干净
(2)精密量具不能量毛坯或运动着的工伯
(3)用力适度,不测高温工件
(4)摆放,不能当工具使用
(5)干量具清理
(6)量具使用后,擦洗干净涂清洁防锈油并放入专用的量具盒内。
二、金属材料及热处理
1.理解强度、塑性、硬度的概念。
2.了解工程用金属材料的分类,能正确识读常用金属材料的牌号。
金属材料分类及牌号的识读:
2.1.1黑色金属:
(1)定义:通常把以铁及以铁碳为主的合金(钢铁)称为黑色金属。
(2)铸铁:灰铸铁HT抗拉强度(σb)200(MPa)、可锻铸铁KT(H黑心、Z珠光体)抗拉强度(σb)300-伸长率06、球墨铸铁QT抗拉强度(σb)400-伸长率18。
(3)碳钢:
按含碳量分:低、中、高碳钢。
按质量分:普通、优质、高级优质。
按用途分:
普通:Q235A:一般工程用,屈服强度Q数值235等级A。
优质碳素结构钢:45钢:机械零件用,中碳钢,含碳量%);
碳素工具钢:T12:工具钢,用于刃具、量具、模具用钢,含碳量%。
铸造碳钢:铸钢ZG屈服强度不低于270-抗拉强度不低于500。
(4)合金钢:
按用途分:
合金结构钢:40Cr:合金结构钢,含碳量%,合金含量小于%不标。
合金工具钢:9SiCr:合金工具钢,含碳量%,Si、Cr含量小于%;
高速钢(锋钢)W18Cr4V:含碳量,钨含量18%,Cr含量4%,V含量小于%。
2.1.2有色金属
(1)有色的定义:除黑色金属以外的金属材料,统称为有色金属。
(2)了解铝及铝合金。
(2)了解铜及铜合金。
3、了解退火、正火、淬火、回火、调质、时效处理的目的、方法及应用。
重点放在应用上。
(1)退火:消除铸件、焊接件、冷作件毛坯的应力。
(2)时效处理:长时间退火,消除毛坯的应力。
(3)正火:消除锻件毛坯的锻造应力。
调整硬度,便于加工。
(4)调质:淬火回火,综合机械性能。
一般安排在粗加工后、精加工前。
(5)回火:消除淬火应力。
温度越高,钢的强度、硬度下降,而塑性、韧性提高。
4.了解金属表面处理的一般方法。
(1)表面淬火
(2)(表层)化学处理:电镀
物理处理:防锈漆因在金属表面外处理,不在此列。