Mitutoyo三次元操作说明
31-三次元操作指导书
NG OK
OK 特采 K 特采 OK
文件编号 版 本
WI-QA-017 A 2015/5/5 2 OF 2
三次元操作指导书
生效日期 页 码
3
a 每隔3天用无尘布蘸取“凡士林”在三次元的大理石平台上均匀的擦拭,但不能在导轨上擦拭 b 每班下班之前用无尘布擦拭三次元的外壳保证其表面无灰尘 其他各保养项目参照《三次元保养点检表》 记录表格 《三次元保养点检表》 TXOM-QMS-05 Rev.A
文件编号
WI-QA-017 A 2015/5/5 1 OF 2
三次元操作指导书
1. 2 2.1 2.2 2.2.1 2.2.2
版
本
生效日期 页 码
2.2.3
2.2.4
2.2.5 2.2.6 2.2.6
2.2.7
2.3
NG
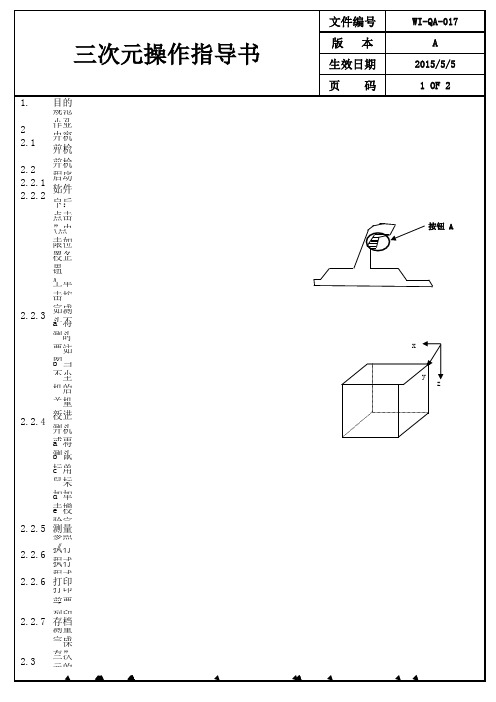
目的 规范小孔量规操作的正确性,防止错误的操作方法导致产品的不良 作业内容 开机前检查 开机前检查供给空气压力,检查压力是否在4.5KPa 开机程序 启动软件时先不开启气压及马达,待进入软件后再依次开启气压按钮、马达、摇杆控制按钮 如开启后发现测头自动移动,需立即关闭摇杆控制按钮,并关闭软件重新校正摇杆,校正步骤如 下:点击系统左下角的”开始"按钮,点击”设定“,点击”控制台“,进入游戏控制器对话框, 点击”内容“点击”设定值“,点击"校正”,点击“下一步" 按钮 A (点击如图示A按钮),将手柄顺时针,逆时针,并在极 限位置各旋转一圈,再连续单击按钮A两下,进入滑杆 校正界面,将滑杆上下移动到极限位置,然后单击按 钮A,进入Z轴校验将Z轴上下移动到极限位置,在摇杆 上单击按钮A,然后用鼠标点击"套用",最后用鼠标点 击"完成",则完成对摇杆的校验 如测头不自动移动则进行机器归零,机器归零步骤如下: a 将测头移动到x、y、z轴的中间部分,然后点击归零按钮即可,归零后测头处于零位时,移动 时要注意方向,错误的移动方向会导致机器撞击并导致系统终止, x 如图示,移动必须沿x、y、z方向移动 b 当不小心将测头移动到极限位置时候而导致系统停止且电脑 y 主机的红灯会亮,此时应先将指示灯旁边的按钮按一下,然 z 后关机重新开机,重新进入测量系统,即可排除故障,然后 重新进行机器归零 校正测头 开机或更换测头后都要重新进行测头的校正校正步骤如下: a 将测头移动到校验用的标准球的正上方约100mm处(目视即可) b 鼠标单击左上角上A右边的框,出现测头状态界面 c 用鼠标单击左边方框1#球,然后在长度及直径输入框中输入长度尺寸及测头直径尺寸,对于 未加加长杆长度尺寸输入58,有加长杆的输入88,测头直径尺寸即为所选择测头直径尺寸 d 单击增加,然后点击重新校正 e 校验完成后系统会自动将校验的结果补偿到系统中,点击ok即完成测头的校验 测量 参照《axiom too_cmm中文使用手册》 执行程式 执行程式的操作用于产品的批量测量,具体操作参照《axiom too_cmm中文使用手册》 打印 打印前要对测量的结果进行"重画"操作,否则部分测量结果可能打印不出来,然后点击“文件” →“列印”即出现打印界面,点击打印即可 存档 测量完成后部分复杂的测量要以日期的形式保存到文件夹中,以备以后调用,点击“文件”→ “保存”→输入文件名(以日期的形式命名) 三次元的保养
三次元的介绍及操作方法

三次元的介绍及操作方法一、三次元的介绍三次元一指三坐标测量机,它是指在一个六面体的空间范围内,能够表现几何形状、长度及圆周分度等测量能力的仪器,又称为三坐标测量仪或三坐标量床。
三坐标测量仪可定义为“一种具有可作三个方向移动的探测器,可在三个相互垂直的导轨上移动,此探测器以接触或非接触等方式传送讯号,三个轴的位移测量系统(如光学尺)经数据处理器或计算机等计算出工件的各点坐标(X、Y、Z)及各项功能测量的仪器”。
三坐标测量仪的测量功能应包括尺寸精度、定位精度、几何精度及轮廓精度等。
三次元示意图二、三次元的原理三次元坐标系统就像一个立体的地图,地图的上缘由左到右标示着 A B C D ….等区分,地图的左缘由上到下标示着由 1 2 3 4 ….等区分再加上海拔高度的标示,这字母/数字/高度的结合就称作三坐标,相对于此立体地图来说,此三坐标的结合就能清楚地在地图上显示出所代表的位置点。
其作业原理跟手指搜索地图坐标的原理很相似,由三个轴向形成量床的坐标系统,由探头来量测工件的位置点,每个量测点在工件的坐标上都是独一无二的位置。
所以三次元量床就是结合这些量测的点来形成工件的几何元素,且每一元素都代表着在工件上的每一个相关位置。
名称解析:几何元素:绝大部分的工件都是加工后,由几个简单的几何元素所组成的。
主要的元素(点,线,圆孔,平面,圆柱,圆锥球等等)都被称为几何元素。
可量测的几何元素:即可用接触探头直接碰触到这些几何元素的表面的为可量测的几何元素。
需建立的几何元素:即距离,对称线(点),交点,角度,投影面等这些几何元素就称之为需建立的几何元素。
三、三次元操作步骤1.建立三坐标(系统会默认一个三坐标)2.用标准件对坐标进行校验。
3.在量测工件上选取几何元素。
4.对几何元素进行量测。
5.收集数据信息。
四、操作注意事项1.以探针去碰触工件时应尽可能与工件的被测量面保持垂直的方向。
图1图2正确有效的使用探针来碰触量测工件,可以避免掉许多量测上不必要的误差的产生。
三次元操作指导书

(退出测量程式)
回车
关显示器及电脑主机
关感应键
关导轨气
阀 关主机开
关 关主机空气
阀 关压缩空气
稳压箱器
黑色电源箱
总电源
一、关机前的准备
关机完成
1.关机前清理工作台面,用布条擦拭工作台及治具;
2.用干净的布条擦净标准球涂上防锈膏;
3.将测量架移至右后方。
4
二、关机
三次元(CMM)操作指导书
细题
操作指令说明
#922——打开公差表 #991——结束编程 #999——退出测量程式 注:输入命令时先按
F12
第0次 7/10
8
三次元(CMM)操作指导书
细题
检测操作
管理编号 变更次 页码
QPI302 第0次
8/10
9
F12
#
(测标准球正上方一点,周围四点)
F12
(测标准球正上方一点,周围四点)
0
#
标定完成
Y P1 ·
21
中山东茗影音电子有限公司
版本 变更次 管理编号 页码
A版 0次 QPI303 1/8
22
TOMEI QA PQC 二次元 操作指导书
资料构成 1、封面 、开机顺序 、关机及注意事项 、检测操作 合计
页数 1 1 1 4 7
初版作成、日期
批准
品 质 保证 部 确认
作成
23
中山东茗影音电子有限公司
细题
关机及注意事项
管理编号 变更次 页码
QPI303 第0次
4/8
20
一、 关机
关掉主机电源 关掉 MPK5 电源
关机完成
二、 注意事项 1.保持平台清洁,每天须点检一次,点检有异常时立即上科文以上人员汇报; 2.放治具和产品时要轻拿轻放; 3.停机时应及时关掉电源; 4.治具用完后要清理干净保养; 5.室内温度、湿度不在控制范围内,须立即停止使用。
3次元测量仪详细使用方法
3次元测量仪详细使用方法3D测量仪是一种用于测量物体的三维形状和尺寸的设备。
它可以通过捕捉物体的表面信息,并将其转化为三维模型,从而提供精确的测量结果。
本文将详细介绍3D测量仪的使用方法。
一、准备工作在使用3D测量仪之前,需要进行一些准备工作。
首先,确保测量仪的电源正常连接,并且设备的各个部件完好无损。
其次,检查测量区域是否整洁,以确保不会对测量结果产生干扰。
最后,确保测量仪与计算机连接正常,并安装了相应的驱动程序和软件。
二、测量操作步骤1. 启动测量软件在计算机上启动测量软件,并确保与测量仪的连接正常。
根据软件界面的提示,选择相应的测量模式和参数设置。
2. 放置被测物体将被测物体放置在测量区域内。
确保物体表面光滑且无遮挡物,以获得准确的测量结果。
如果被测物体较大或重,可以使用支架或夹具固定物体,以避免移动或倾斜。
3. 选择测量方式根据被测物体的形状和尺寸,选择合适的测量方式。
常见的测量方式包括点云测量、激光测距和光栅测量。
根据实际情况,选择最适4. 开始测量根据软件界面的指引,开始进行测量操作。
通常情况下,需要在被测物体的不同位置进行测量,以获取全面的数据。
在每次测量时,保持手持测量仪的稳定,并保持一定的测量距离和角度。
5. 数据处理与分析完成测量后,测量仪会将采集到的数据传输到计算机上进行处理和分析。
根据需要,可以使用软件提供的功能对数据进行滤波、配准和拟合等处理操作,以获得更精确的测量结果。
6. 结果输出与记录测量软件通常会将处理后的结果以图形或数据的形式输出。
可以将结果保存到计算机中,并进行记录和备份。
在输出结果时,要注意选择合适的文件格式和参数设置,以满足后续的使用需求。
三、注意事项1. 在进行测量时,要避免强光照射到测量区域,以免干扰测量仪的工作。
2. 使用测量仪时要轻拿轻放,避免碰撞和摔落,以免损坏设备。
3. 在使用过程中,要时刻关注测量仪和计算机的工作状态,确保连接和传输的正常进行。
Mitutoyo Corporation 20-1, Sakado 1 三次元测量仪使用说明书

⑤ 连接区域⑥ 显示装置(LCD)⑦ 输出连接器⑫ 调节螺钉⑬ 电池盖■ 显示装置(LCD)⑭ [HOLD]键⑮ [ZERO/ABS]键⑯ [PRESET]键⑰ [in/mm]键(仅限in/mm产品)⑱ 符号显示⑲ 功能锁定显示⑳ 保持显示㉑ 低电压显示㉒ INC显示㉓ 预设显示㉔ 单位显示按键操作图标目录1. 部件名称 (1)2. 安装电池 ..............................................................第1页3. 使用注意事项 ..........................................................第2页4. 基准点设置 ............................................................第2页5. 测量方法 ..............................................................第2页6. 按键功能 ..............................................................第2页7. 功能锁定功能(防止意外操作) ............................................第2页8. 错误和故障排除 ........................................................第3页9. 测量头和接长杆的安装/拆卸方法 ........................................第3页10. 规格 ..................................................................第3页11. 输出功能 ..............................................................第3页12. 选件 ..................................................................第3页13. 非现场维修(收费) (3)■ 测力• 使用棘轮锁定装置确保测力一致。
三次元测量仪操作使用标准
三次元测量仪操作使用标准
编号
面测量。
二.试验前准备:
2-1
电源是否按规定电压联接妥当。
三.测试步骤:
3-1本系统由1.平台2.立轴3.空压进气系统4.电脑系统四部分组成
3-2首先将空压气管开关打开,待气压正常后,才能移动三轴(X、Y、Z轴)。
3-2首先将空压气管开关打开,待气压正常后,才能移动三轴(X、Y、Z轴)。
3-3电脑系统电源打开,进入WINDOWS′95之三次元测量程序。
3-4依操作顺序及相关测量方法进行测量。
三轴归零测头直径测量原点设定基准面设定
基准轴设定工件尺寸测量
3-5测量完毕,将三轴之立轴(Z轴)放置于操作者的左前方,并关闭电脑系统及空压气管开关。
4-6坐标尺可用酒精擦拭,保持干净。
4-7空压气体滤清器应经常清洁保养。
标准书名称
三次元测量仪操作使用标准
编号
页次
1/1
五.操作流程图:
所有工件尺寸及几何位置尺寸,曲面测量。
六.试验前准备:
2-1空压气管是否接好。
2-2电源是否按规定电压联接妥当。
七.测试步骤:
3-1本系统由1.平台2.立轴3.空压进气系统4.电脑系统四部分组成
4-2注意保护测头,每次测量后,首先将立轴(Z轴)抬高至工件碰不到处。
4-3大理石平台及立轴千万不能用水和油擦拭,否则会损坏仪器;必要时,只能用酒精擦拭。
4-4保养平台时可上少许专用蜡油,但导轨移动部位不能擦到蜡油。
4-5大理石平台上摆放工件应轻拿轻放,不可碰撞、划伤,平台、凹槽处经常用吸尘器清扫灰尘。
3-3电脑系统电源打开,进入WINDOWS′95之三次元测量程序。
3-4依操作顺序及相关测量方法进行测量。
三次元操作SOP
3.1.2影像校正选择探头之测头库命令
3.1.3选择Ved下的camera_1之mag_1
3.1.4选中mag_1设为目前的,点选教导,将CCD光源移到校正片英文字母位置,将视线调为到清晰,用新探头
工具框选一段英文字母,框选范围尽可能占满屏幕,这样可以提高校正的精度。然后按下一步。
第三点是要从暗处往亮处拉,箭头指向亮处。
3.2.3三段圆弧取点完成后按鼠标滚轮结束。点OK结束解析力校正。若是取点有误,按取消重新取点。
3.3探针校正
3.3.1取出标准球,将薄油塑料薄膜拆开,用保养纸轻轻擦拭后将标准球轻轻放在大理石平台上。使用后上一层薄油(油品:黄油。肉眼看没有流油的感觉,但手摸起来能够看一点油星),然后用塑料薄膜包好。放在储物柜固定的位置。
3.3.2 点选MIP选项中的,TEACH,此时会出现采点对话框,提示在标准球上采5点。手动采点是采点时注意先采标准球上表面一点,而后在四周大约90度的方位分别采四点。 完成后点自动命令,系统会再次采
点确认,之后点OK完成标准球校正。
注:校正前先清除原有控针,点Disqualify all.确认OK.
3.1.5调整CCD光源位置,使视野模糊,稍微有模糊感就行,不用太糊,然后按下一步,系统会自动对焦,
话框中显示结束时,表明校正完成。
3.2校解析力
3.2.1选择解析力选项,再选择教导,这时会弹出工件直径。在工件直径对话框中输入被测圆直径。圆直径选择时最好是能够尽量占满屏幕。
3.2.2用新探头工具测量圆直径,选择三段圆弧,圆弧跨度要超过180,最佳是三等分的位置取点。取点时注意
四.操作
4.1测量前动作………………………………………………………………………………9
三次元操作指导书
确保设备良好的工作状态,保证品质,防止设备损坏。
2、职责:
三次元操作人员必须严格按照本指导书作业。
3、作业程序:
3.1.1操作人员必须按照《三次元日常点检表》规定内容对设备进行点检确保设备正常运作。
3.1.2定期计量校正,保证测量的准确性,以确保品质。
4、作业注意事项
4.1检查导轨移动范围是否存在障碍物。
4.2测量物尺寸是否超出仪器测量范围。
4.3导轨快速档关闭时勿用力快速推动导轨。
5、作业流程
5.1打开空气过滤机及气阀
5.2打开三次元充气阀门
5.3打开稳压电源开关
5.4开关
5.5启动电脑主机
5.6启动
5.7三次测量程式
5.8开始测量
5.9在系统处理菜单内选择“结果”命令退出测量程式
5.10关闭电脑
5.11关闭稳压电源
5.12关闭三次元充气阀门
5.13关闭空气过滤机及气阀。
Miuoyo三次元操作说明精品PPT课件
型號 :Crysta-plus 504 結構 : 移動橋式量測機台 軟體設備 : COSMOS (目前使用版本:1.5)
3
CMM
測頭座:PH10T 傳感器:TP20 滑動方式 : X、Y、Z均為空氣軸承 測量範圍 :X=500mm Y=400mm Z=400mm 空間精度 :2.9+4.0L/1000um, 線性精度 : 最大載重量 : 180Kg 電源 : 220V ±10v,接地電阻小于4Ω,加配UPS 氣源及空氣控制系統 : 空氣壓力0.40MPa~0.60Mpa,空氣控制系統.
柱形探针:用来测薄壁件上的孔、螺纹、丝椎。(塑件量測時選用)
球形探针
星形探针 陶瓷类半球形探针 盘形探针
柱形探针
9
CMM
2.測針的校驗
1 啟動CMM進入主界面,選擇”程式””新建”; 建立一個新的程式,
2 選擇新建的程式進入”CMM單獨學習模式” 3 在”測頭資料管理“對話框中點擊“新增”按鈕
進入“新測頭輸入”對話框:”測頭號碼“欄內 一般默認無需修改,“直徑”欄內填寫使用的 測針直徑(如:使用的柱形測針的直徑為0.5 mm,即填寫”0.5“);段差欄無需填寫; 測頭角A(仰角)測頭角B(水平角)欄內輸入 需要的測針角度(如,A(90);B(90);點擊”OK” 即新建了一根測針.如需多根測針時重復上面 的操作步驟即可。
10
CMM
4 新建好的測針如圖所示,在此對話 框內可對測針進行編輯,復制,刪除, 儲存和校正.選中新建的測針點擊 校正按鈕,彈出”測頭校正”對話框, 在”測頭校正”對話框內,”原點球”為 校正測針所使用的標準球,把標準 球的直徑(標准球在出廠時有標準 直徑)輸進去如:20.0042.”點數”欄 為校正測針時在標準球上所測的點的個數 (最少5個),”迴轉長度”即測座”A”角的軸心 到測尖的長度.”安全距離”即逼近&回退距 離.”重複次數”就是本次校正所測試的次數 .設置好後點OK進行校正.
日本三丰MITUTOYO卡尺的使用方法.doc
新杉本贸易教您使用日本三丰游标卡尺的方法:游标卡尺是工业上常用的测量长度的仪器,它由尺身及能在尺身上滑动的游标组成,如图2.3-1所示。
若从背面看,游标是一个整体。
游标与尺身之间有一弹簧片(图中未能画出),利用弹簧片的弹力使游标与尺身靠紧。
游标上部有一紧固螺钉,可将游标固定在尺身上的任意位置。
尺身和游标都有量爪,利用内测量爪可以测量槽的宽度和管的内径,利用外测量爪可以测量零件的厚度和管的外径。
深度尺与游标尺连在一起,可以测槽和筒的深度。
尺身和游标尺上面都有刻度。
以准确到0.1毫米的游标卡尺为例,尺身上的最小分度是1毫米,游标尺上有10个小的等分刻度,总长9毫米,每一分度为0.9毫米,比主尺上的最小分度相差0.1毫米。
量爪并拢时尺身和游标的零刻度线对齐,它们的第一条刻度线相差0.1毫米,第二条刻度线相差0.2毫米,……,第10条刻度线相差1毫米,即游标的第10条刻度线恰好与主尺的9毫米刻度线对齐,如图2.3-2。
当量爪间所量物体的线度为0.1毫米时,游标尺向右应移动0.1毫米。
这时它的第一条刻度线恰好与尺身的1毫米刻度线对齐。
同样当游标的第五条刻度线跟尺身的5毫米刻度线对齐时,说明两量爪之间有0.5毫米的宽度,……,依此类推。
在测量大于1毫米的长度时,整的毫米数要从游标“0”线与尺身相对的刻度线读出。
游标卡尺的使用用软布将量爪擦干净,使其并拢,查看游标和主尺身的零刻度线是否对齐。
如果对齐就可以进行测量:如没有对齐则要记取零误差:游标的零刻度线在尺身零刻度线右侧的叫正零误差,在尺身零刻度线左侧的叫负零误差(这件规定方法与数轴的规定一致,原点以右为正,原点以左为负)。
测量时,右手拿住尺身,大拇指移动游标,左手拿待测外径(或内径)的物体,使待测物位于外测量爪之间,当与量爪紧紧相贴时,即可读数,如图2.3-3所示。
游标卡尺的读数读数时首先以游标零刻度线为准在尺身上读取毫米整数,即以毫米为单位的整数部分。
然后看游标上第几条刻度线与尺身的刻度线对齐,如第6条刻度线与尺身刻度线对齐,则小数部分即为0.6毫米(若没有正好对齐的线,则取最接近对齐的线进行读数)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CMM
六.特征的量測
1.點 測量點時點擊 彈出以下對話框
測量點時請選擇 補正點測量
要素構成類型指定:
測量(一般觸測時按下此按鈕) 點OK彈出如下對話框
13
CMM
触測到一個點後這個對話框會自動關閉,結果欄位會出現如下信息。 代表這個點測量成功
14
பைடு நூலகம்
CMM
連接要素(構造)
依次選擇點(1)和
單位:mm
10
CMM
此時軟件會提示 使用控制盒在標准球頂部采一點(如下圖),儀器會自動進行校正動作。
PS:校正采點前請使用無塵紙蘸無水乙醇清潔測尖 和標準球,以防止灰塵影響校正精度.
11
CMM
校正結束后如下圖所示
其中”最大誤差”的值應不大于0.005mm,若大于0.005mm請嘗試再次校正, 如果依舊請檢查設備:1.是否得到權威部門校正且在有效期內;2.測頭的安裝 是否正確;3.標準球是否損壞;4,設置參數是否正確;5.其他. 若問題依舊存在請聯系供應商.
7
CMM
陶瓷类半球形探针:可以只用一个球在X、Y、Z三个方向来测一些较深的 缸体,另外这样一个较大的球可以忽略一些表面上的粗糙度。
盘形探针:用来探测零件侧面的凹处、切口和沟槽作为大球上的一个截段, 它实际的接触面积很小且常使用X,Y方向,因此它对坐标系建立的精度和测 量位置的定位要求较高。 柱形探针:用来测薄壁件上的孔、螺纹、丝椎。(塑件量測時選用)
二.系统的启动与关闭
启动:打开控制柜电源 -----打开计算机进入WINDOWS系统----双击 软體快捷图标,进入COSMOS软體-----机器回零(按下控制盒上 START按鈕,此時系統自動歸機械原點,回到机器的左前脚)。 退出:單擊 即可退出軟體-----关闭控制柜电源(控制柜开关至O状态) -----关闭计算机。
球形探针
星形探针
陶瓷类半球形探针
盘形探针
柱形探针
8
CMM
2.測針的校驗
1 啟動CMM進入主界面,選擇”程式””新建”; 建立一個新的程式, 2 選擇新建的程式進入”CMM單獨學習模式” 3 在”測頭資料管理“對話框中點擊“新增”按鈕 進入“新測頭輸入”對話框:”測頭號碼“欄內 一般默認無需修改,“直徑”欄內填寫使用的 測針直徑(如:使用的柱形測針的直徑為0.5 mm,即填寫”0.5“);段差欄無需填寫; 測頭角A(仰角)測頭角B(水平角)欄內輸入 需要的測針角度(如,A(90);B(90);點擊”OK” 即新建了一根測針.如需多根測針時重復上面 的操作步驟即可。
2
CMM
測頭座:PH10T 傳感器:TP20 滑動方式 : X、Y、Z均為空氣軸承 測量範圍 :X=500mm Y=400mm Z=400mm 空間精度 :2.9+4.0L/1000um, 線性精度 : 最大載重量 : 180Kg 電源 : 220V ± 10v,接地電阻小于4Ω,加配UPS 氣源及空氣控制系統 : 空氣壓力0.40MPa~0.60Mpa,空氣控制系統.
3
CMM
三.COSMOS 1.5主界面簡介
1.主界面: 打開COSMOS 1.5時如右圖 所示.
程式窗口
本機所編寫的 所有的程式清單 被選中的程式
4
CMM
工具欄常用工具簡介 建立新程式 改變程式名稱 復制程式 程式搜尋 刪除程式 CMM重複模式 離開 程式編輯器 CMM單獨學習模式
離開: 關閉COSMOS 1.5軟體; 程式編輯器:對已存在的且被選中的程式進行編輯; CMM單獨學習模式:對新建的程序進行初次編程或對已存在的 程式繼續編程or覆蓋; CMM重複模式:運行選中的程式;
5
CMM
四.測頭系統介紹(以下所描述設備均為目前使用的型號)
測頭系統包括:測頭系統控制盒;測座;測頭;轉接器; 測針(需要時可在測針與轉接器之間連接最大為300mm的延長桿)。 測座 型號---PH10T,可旋轉角度為A (仰角)角0-105度, B角(水平角) 0+/-180度,可调整的角度最小刻度 为7.5度,当所需的角度小于7.5度,可以通过角度 微调关节,安装好测杆调整到所需要的角度。
9
CMM
4 新建好的測針如圖所示,在此對話 框內可對測針進行編輯,復制,刪除, 儲存和校正.選中新建的測針點擊 校正按鈕,彈出”測頭校正”對話框, 在”測頭校正”對話框內,”原點球”為 校正測針所使用的標準球,把標準 球的直徑(標准球在出廠時有標準 直徑)輸進去如:20.0042.”點數”欄 為校正測針時在標準球上所測的點的個數 (最少5個),”迴轉長度”即測座”A”角的軸心 到測尖的長度.”安全距離”即逼近&回退距 離.”重複次數”就是本次校正所測試的次數 .設置好後點OK進行校正.
B A
PH10T測座
角度微调关节
6
CMM
測頭 型號---TP20 測針 柱形測針
測尖直徑:0.5MM 總長度:15 MM 測頭 轉接器
測針 (球形)
五.測針的選用與校驗 1.測針的選用
球形探针:是用户使用最广泛的测杆种类,红宝石的高硬度可保持最小 磨损,它的低密度又尽可能的在运动时减少测头的误触发。 星形探针:用于检测零件内腔时用单一杆无法检测到的位置, 例如 缸径上的钻孔,沟槽等。
CMM
目錄:
一.儀器簡介 二.系统的启动与关闭 三.COSMOS 1.5主界面簡介 四.測頭系統介紹 五.測針的選用與校驗 六.特征的量測 七.基準建立 八.簡單距離和形位公差的呼出 九.程式的編寫與修改
1
CMM
一.儀器簡介
1.設備名稱 Mitutoyo 三次元 2.設備定義及組成 定義:三座標測量機它是指在一個六面體的空間範圍內,能夠表現幾何形狀、長度 及圓周分度等測量能力的儀器,一種具有可作三個方向移動的探測器,可在三個相 互垂直的導軌上移動,此探測器以接觸或非接觸等方式傳送訊號,三個軸的位移測 量系統 ( 如光學尺 ) 經資料處理器或電腦等計算出工件的各點座標(X、Y、Z)及 各項功能測量的儀器,又稱為三座標測量儀或三座標量床. 組成: 测量机机械主体、电器控制柜、计算机、测头与控制软件. 3.設備規格 廠牌 : Mitutoyo 型號 :Crysta-plus 504 結構 : 移動橋式量測機台 軟體設備 : COSMOS (目前使用版本:1.5)