Nd_YAGCW激光热传导焊__温度场三维解析计算
激光加热辅助切削中的关键技术与科学问题
激光加热辅助切削中的关键技术与科学问题柏占伟【摘要】激光辅助切削技术以其独特的加工优势,已成为切削加工领域的前沿技术之一.首先介绍了激光辅助切削技术的工程背景,综述了激光加热软化、激光打孔、激光材料改性以及激光微区融化等代表性的激光辅助切削技术的材料去除原理,然后重点以激光加热软化法为重点分析对象,从技术(激光光源、切削加工工艺)和科学(传热学、力学)两个层面分别阐述了其研究现状及存在的难点.最后,指出了该技术今后在系统集成、切削过程仿真和刀具磨损机理等领域需要重点关注的问题.【期刊名称】《科学技术与工程》【年(卷),期】2016(016)021【总页数】10页(P140-149)【关键词】激光辅助切削;热应力;温度场;切削力【作者】柏占伟【作者单位】重庆工程职业技术学院,重庆402260【正文语种】中文【中图分类】TG665矿冶工程随着材料科学的快速发展,越来越多的高性能、难加工材料不断问世。
这些材料高强度、高硬度、耐高温,在航空航天、石油化工、仪器仪表、机械制造及核工业等领域有很大的潜在利用价值[1]。
但这些材料加工时效率低、费用高、表面质量差、精度难以保证[2]。
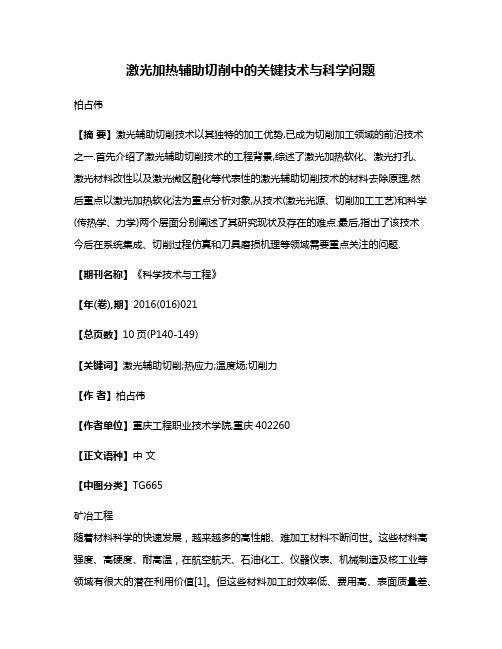
由于材料的强度一般会随温度的升高而降低[3](图1给出了部分难加工材料抗拉强度随温度变化的趋势),故加热辅助切削是一种加工难加工材料的有效成型方法[4,5]。
现已用于航天宇航、兵器、车辆、化工、微电子及医疗工业等领域[6]。
目前常用的热源有等离子体[7—11]、氧乙炔焰[12—14]、感应电流[15]和激光[16—23]等,与其他热源相比,激光光斑尺寸小、能量密度高、能量分布和时间特性可控性好,具有重要的实用价值[24]。
基于上述原因,本文以激光辅助切削技术为对象,阐述其应用背景,综述了四类代表性的激光辅助切削技术,并从光学、切削加工工艺、传热学、力学等方面对研究较为广泛的激光加热软化法辅助切削技术进行详细的介绍,阐述了其研究现状,并指出了今后应该重点解决的关键问题。
激光焊接传热过程的数值计算讲解

第 29卷增刊1999年 11月东南大学学报 JOURNA L OF S OUTHE AST UNI VERSITY Vol 129Sup. Nov. 1999激光焊接传热过程的数值计算 3徐九华罗玉梅 (, 摘要 , 建立了运动 , 提出采用位置预置、液相交界面位置进行准确捕捉 , 并对这一小孔焊接 , 揭示了材料热物理性能、小孔直径、焊接速度等因素对焊接热过程的影响 .关键词传热 ; 温度场 ; 数值模拟 ; 激光焊接分类号 O551. 3;O241. 8Ξ国家自然科学基金资助项目 (59575069 .收稿日期 :1999-06-14. 第一作者 :男 ,1964年生 , 博士 , 副教授 .当功率密度超过 109W/m 2的激光束流照射到金属材料表面时 , 材料将瞬时汽化并在束流压力和蒸汽压力的共同作用下形成一个细长的柱形小孔 , 小孔中的汽化金属被电离并将射入的能量完全吸收 , 然后将热量传递给周围材料使其熔化 , 在小孔周围形成熔池 . 这种现象常出现在激光束焊过程中 . 这类焊接能获得极小的熔化区和热影响区并能净化焊缝 , 从而减少焊缝中存在的诸如内应力、裂纹、气孔等缺陷 . 因此 , 激光焊接在高精度、高质量焊接领域中引起了人们的广泛关注 .大量的实验研究表明 , 在激光焊接中 , 所形成的小孔深度大于其直径一个数量级 , 并且熔化金属液主要沿小孔周向流动 . 因此 , 在早期的理论研究中 , 这类问题被模化为具有移动热源的二维导热问题 , 仅考虑了热扩散作用 [1, 2]; 随后相变和流动效应被引入到一系列研究之中 [3~5]. 本文是在已有的研究基础上 , 借助于曲线坐标系 , 运用有限控制容积积分法对激光小孔焊接热过程进行数值计算 , 并对这一热过程进行全面的参数化分析 , 深入剖析了材料热物理性能、焊接主要过程参数对焊接热过程的综合影响 , 揭示了以往研究中未曾涉及到的激光小孔焊接模式的一些新特征 .1数学模型的建立图 1给出了激光小孔焊接过程的物理模型 , 采用随热源移动的运动坐标系 . 考虑到对称性 , 仅取一半区域进行计算 . 为使问题简化 , 特作如下假设 :1 高能束流以恒速 (u w 移动 , 在运动坐标系下 , 传热过程视为稳态 ;2 小孔的形状可视为圆形 (半径为 r a , 小孔表面的温度为材料沸点温度 ;3 熔化金属为牛顿型流体 , 不可压缩 ; 固相区域和液相区域物性均匀 , 各向同性 , 且热物1性为温度的函数 ;4 在计及焊件与周围环境换热损失中 , 忽略辐射换热损失 , 仅考虑自然对流情况 , 且假定对流换热系数为常量 .采用随热源移动的运动坐标系 , 可将传热过程视为稳态 . 图中 r a 为小孔半径 , r m 为固液交界面半径, δL S分别表示固相层和液相层厚度 . 可模化为运动坐标系下的稳态、 , 用控制方程如下 :(v < Γ+y Γ+S (x , y (1 式中 , u y ; 和 S (x , y 为变量 <所对应的扩散系数和源项 . 对于固相区 , T S , u =u w , v =0, 式 (1 转化为扩散型导热方程 .相应的边界条件为y =0: y =0, v =0; y =0, y =0(2 r =r a : u r =0, r u r=0, T =T b (T b 为材料沸点温度 (3 r → r ∞ : T ∞ =T a (T a 为环境温度(4 r =r m : u =u w ; v =0; T L =T S =T m (T m 为材料熔点温度(5 在固、液交界面上 , 还存在一反映局部能量平衡的关系式 :-λs n =-λL n+ρu w h sl cos θn (6 式中 , h sl 为材料熔化潜热; θn 为 x 轴正向和固液交界面法线之间的夹角 .2计算过程由于焊接熔池中固、液相交界面位置的不确定性 , 计算过程分为两部分 :首先是在假定的相界面位置上 , 对固、液两相区域内的变量各自进行独立求解 ; 其次是确定满足包括界面能量平衡式在内的所有控制方程和边界条件的固、液相界面位置 .2. 1坐标变换考虑到计算域的不规则性 , 采用坐标变换法将计算过程转化到规则的计算平面上进行 . 引入曲线坐标系x =x (ζ, η, y =y (ζ, η , 通用控制方程式 (1 可以变换为 J(ρU < +J (ρV < =J +J J -J J +J +S (ζ, η (7 式中, U =uy η-vx η; V =vx ζ-uy ζ; α=x 2η+y 2η; β=x ζx η+y ζy η; γ=x 2ζ+y 2ζ;J =x ζy η-y ζx η.网格生成采用代数法 . 取r ∞ =Cr m , C 为定值 , 其取值范围为 200~500. 坐标变换采用如36增刊徐九华等 :激光焊接传热过程的数值计算下的变换关系式 :r =r a +δL ζ0≤ ζ≤ 1r a +δL +δS (ζ-1 1≤ ζ≤ 2(8θ=0≤ η≤ π式中, δL 和δS 分别表示固相层和液相层厚度 .2. 2固、液交界面位置捕捉固、液界面位置捕捉采用位置预置在曲线坐标系下 , =-(9 、能量守恒条件 , 有^=^F S , ^E L =^E S (10 其中 , 上标“ ^” 表示交界面的参数 , h 为热焓 .对于任一假定的固、液交界面位置 , 式 (10 一般难以满足 , 故需对固、液交界面位置进行修正 . 记固、液交界面位置修正系数为ωm , 则有 r N m =r m (1+ωm , r N ∞ =r ∞ (1+ω∞ , ω∞ =ωm .上标“ N ” 表示对应于修正后的变量 .将上述表达式代入式 (10 并对固、液交界面的有限控制体进行积分 , 经推导可得到位置修正式如下 :ωm =^E -^E P m , P m =r δL (^E -^F ^h L [6](11在计算中 , 为保证ωm 的绝对值小于 1, 提高计算稳定性 , 对式 (11 加以改造 ,令P m =|^E L |+|^E S |固、液交界面位置修正 , 应能满足:|ωm |≤ 0. 001.3计算结果与分析利用本文所建立的模型分别对不锈钢 (AISI304 (算例 1 和铝基复合材料(20%SiCp +Al6061 (算例 2 的激光小孔焊接热过程进行数值计算 . 对于不锈钢 , 密度ρ=7200kg/m 3, 熔点 T m =1427℃ , 沸点 T b =2807℃ , 粘度μ=6142×10-3kg/(m ・s , 潜热 h sl =26512kJ/kg . 对于铝基复合材料 , 密度ρ=2858kg/m 3, 熔点 T m =627℃ , 沸点 T b=2457℃ , 熔化潜热 h sl =395kJ/kg , 分子粘度μ=110×10-3kg/(m ・ s . 2个算例的导热系数和比热都是温度的函数 , 在每一个计算步骤上都要根据当时的温度分布重新确定其取值 . 这些参数随温度变化的函数关系及其它计算参数取值见文献 [6].图 2和图 3为在不同焊接速度下计算出的不锈钢板小孔焊接的温度分布 . 显然 , 对于本算例 , 温度分布的等值线具有椭圆形特征 , 并且在热源前端的等温线要比后端的密集 , 这与具有移动热源导热的理论分析是一致的 . 图示结果还表明 :随着焊接速度的提高 , 熔池形状和焊接温度场的等温线的椭圆形特征越显著 .图 4和图 5为本文模型对算例 2的计算结果 (铝基复合材料 , r a =0105mm , u w =21046东南大学学报第 29卷21(u w =0. 5mm/s图 3算例 1的焊接温度场 (u w =2. 5mm/smm/s . 图 4为理论计算所得到的焊接熔池表面形状 . 图 5为理论计算所得到的焊接温度场 . 图 4中熔池宽度的理论计算值约为 0155mm , 与实验值 0153mm 十分接近 , 如图 6所示 .图 4和图 5表明 :在本算例所给定的材料物性和焊接工艺参数下 , 所获得的熔池和等温线形状不同于算例 1, 它们的椭圆形特征并不明显 , 而更接近于圆形 .图 4本文模型对算例 2计算出的熔池边界由上述算例可以得出 :焊接熔池的几何形状和接温度场分布特征是受材料热物理性能、主要焊接过程参数 (在本文中主要分析了焊接速度和小孔直径两个参数综合作用的 . 对于同样的焊接材料 , 焊接熔池和热影响区的大小将随着小孔直径的减小而减小 , 随焊接速度的增大而减小 . 对不同的焊接材料 , 它们的热扩散率不同 , 扩散传热的能力也不同 , 所获得的焊接熔池的形状也不同 . 因此 , 可以考虑引入一个能全面反映焊接速度、小孔直径、材料热扩散率三者对焊接热过程的综合作用的无量纲化参数 Pe 数作为一个基本变量 , 并定义 Pe =u r a L, a L 为材料热扩散率 (m 2/s . 对于算例 1, Pe =015237(当 u w =115mm/s , r a =2mm 时 , 而对于算例 2, Pe =010025(当 u w=210mm/s , r a =0105mm . 对照 2个算例所获得的熔池和等温线形状 , 可以说明当 P e 数越大 , 熔池和等温线越接近于椭圆形并更为扁平 ; P e 数越小 , 熔池和等温线的椭圆形特征越不明显 , 更接近于圆形 . 关于这一现象 , 可以由 Pe 数的定义来解释 :其分母是材料的热扩56增刊徐九华等 :激光焊接传热过程的数值计算2计算出的焊接温度场图 6焊接速度对熔池宽度的影响散率 a ; 其分子是焊接速度和, . 分子越大 ,这种流动的能力越强 , 对流传热所占的比例越大 , 熔池和等温线的流线形特征越明显 , 此为大 Pe 数的情形 . 相反地 , 分母越大 , 焊接熔池中液态金属的扩散传热的能量就越强 , 导热所占的比例就大 , 对流则不太明显 , 故熔池和等温线接近于圆形 , 此为小 Pe 数的情况 . 当 Pe 数降至 0, 则对应于固定热源作用下的焊接热过程 , 此时 , 熔池应呈标准的圆形 .4结论1 建立了运动热源作用下二维激光小孔焊接熔池中流体流动及传热过程的数值分析模型 , 并在曲线坐标系下 , 采用位置预置—修正的方法成功地实现了焊接熔池界面位置的精确捕捉 .2 利用本文所建立的数值分析模型对两种不同材料、不同焊接过程参数的焊接热过程进行了数值计算 . 计算结果表明 , 本文的计算方法是合理可行的 .3 对激光小孔焊接热过程进行了较为全面的参数化分析 , 探讨了焊接材料热物理性能、主要焊接过程参数等对焊接熔池形状、焊接温度分布趋势的综合影响 . 并提出了一个可以综合反映各参数之间关系的无量纲参数 P e 数 .参考文献1 S wift 2H ook D T. Penetration welding with lasers. Welding Journal , 1973,52:492~4992 Mazumder J , S teen W M. Heat trans fer m odel for CW laser material processing. Journal of Applied Physics , 1980, 51:941~9473 Davis M , K apadia P , D owden. M odelling the fluid flow in laser beam welding. Welding Journal (Research Supple 2ment , 1986, 167~1744 Hsu Y F , Rubinsky B. T w o 2dimensional heat trans fer study on the keyhole plasma arc welding process. Int Journal of Heat and Mass T rans fer , 1988,31:1409~142166东南大学学报第 29卷增刊徐九华等 : 激光焊接传热过程的数值计算 67 tion is employed to accurately identify the solid2liquid interface location during laser welding. A paramet2 ric analysis of the existing keyhole model is performed , and the influence of parameters such as material cess. Key words : heat transfer ;temperature distribution ;numerical simulation ;taser welding properties , welding speed , keyhole radius on the heat transfer is analyzed during keyhole welding pro2 5 Charn2Jung K im. Parametric study oftwo2dimensional keyhole model for high power density welding processes. Journal of Heat Transfer , 1994 , 116 :209~214 6罗玉梅 . 激光焊接传热过程数值研究 : [ 学位论文 ] . 南京 : 南京航空航天大学图书馆 ,1999 Numerical Simulation and Parametric Study for the Heat Transfer in Keyhole High Power Density Welding Process Xu Jiuhua Luo Yumei Zhang Jingzhou (Nanjing University of Aeronautics and Astronautics , Nanjing 210016 the heat transfer in keyhole laser welding processes. A recently developed method of the position2correc2 Abstract : two2dimensional ,quasi2stationary numerical model is presented to study the fluid flow and A。
端面抽运Nd∶YAG圆棒热容激光晶体热分析

端面抽运Nd∶YAG圆棒热容激光晶体热分析史彭;白冰;李隆;张琳丽;辛宇【摘要】为了准确研究LD端面抽运圆棒热容激光晶体Nd∶ YAG时产生的热效应,采用以半解析热分析理论为基础、结合弹性力学理论的研究方法,得出了圆棒热容激光晶体抽运阶段和冷却阶段的温度场、热应力场和端面形变量半解析计算方法.结果表明,当抽运总功率为200W,4阶超高斯LD对Nd∶ YAG抽运2s时,Nd∶ YAG圆棒热容激光晶体的端面最大应力为52.9MPa,低于晶体断裂阈值下线的50%;此时激光晶体端面形变为3.05μm.所得结果为优化热容激光器提供了理论支持.【期刊名称】《激光技术》【年(卷),期】2013(037)003【总页数】5页(P321-325)【关键词】激光物理;热容;温度场;热应力;形变【作者】史彭;白冰;李隆;张琳丽;辛宇【作者单位】西安建筑科技大学理学院,西安710055;西安建筑科技大学理学院,西安710055;西安建筑科技大学理学院,西安710055;西安建筑科技大学理学院,西安710055;西安建筑科技大学理学院,西安710055【正文语种】中文【中图分类】TN248.1热容固体激光器(solid-state heat capacity laser,SSHCL)早在20世纪70年代开始研制,以其输出功率大、光束质量好等特点一直延续发展至今,逐步在工业、军事和医疗等各个领域中得到广泛的应用。
但是由于抽运光分布不均匀性和激光晶体对抽运光吸收不均匀性,都会在激光晶体内部产生非均匀温度场、热应力场和热形变场,从而影响SSHCL输出光束的质量[1-2]。
随着激光技术的发展和应用的需要,SSHCL输出功率已经达到数千瓦、数万瓦,SSHCL热效应的影响越来越明显。
定量研究分析SSHCL热效应是提高SSHCL品质的重要基础工作之一。
SSHCL热效应和全固态激光器的稳态热效应明显不同[3-4],LD抽运SSHCL时在激光晶体内部产生的温度场是随时间变化的[1-2]。
复合Nd∶YAG晶体大功率1064 nm固体激光器研究

复合Nd∶YAG晶体大功率1064 nm固体激光器研究郝旺;李祎;高兰兰【摘要】报道了采用Comsol多物理场仿真软件模拟计算三种结构Nd∶YAG晶体的温度场分布,并通过实验,对比分析复合晶体与均匀掺杂Nd∶YAG晶体的输出功率和转化效率.模拟结果表明,当泵浦功率为18W时,尺寸为3 mm×3 mm×10 mm、3 mm×3 mm×16 mm、3 mm×3 mm×20 mm的三种晶体的最高温度分别为97.12℃、89.08℃和88.01℃,复合晶体在降低晶体工作温度,减小热效应方面优势明显.采用相同的工作条件,当泵浦功率为18 W时,均匀掺杂Nd∶YAG晶体1064 nm激光最大输出功率为6W,16 mm长的复合晶体的输出功率为9.3W,且未出现饱和现象,光斑质量优于均匀掺杂晶体情况.理论和实验结果表明,复合晶体在降低热效应,提高光斑质量方面具有更高的实用性.%The temperature field distributions of three Nd ∶ YAG cr ystal structures were calculated by using the Comsol multiphysical field simulation software,and the output power and conversion efficiency of the composite crystal and the uniform doped Nd ∶ YAG crystal were compared through the experiments.The simulation results show that the maximum temperatures of three crystals whose size are 3 mm ×3 mm × 10 mm、3 mm ×3 mm × 16 mm and 3 mm ×3 mm × 20 mm are 97.12 ℃,89.08 ℃ and 88.01 ℃ respectively when pumping power is 18 W.The composite crystal has an obvious advantage in reducing the temperature of the crystal and reducing the thermal effect.When pumping power is 18 W,the maximum output power of uniform dopedNd ∶ YAG crystals is 6 W,while the output power at 1064 nm with the 16 mm composite crystal is 9.3 W.Meanwhile,there is no saturationphenomenon for the composite crystal,and the beam quality is better than that of the uniform doped crystal.The theoretical and experimental results show that the composite crystal has a higher practicability in reducing the thermal effect.【期刊名称】《激光与红外》【年(卷),期】2018(048)001【总页数】5页(P47-51)【关键词】Nd∶YAG;热透镜;复合晶体【作者】郝旺;李祎;高兰兰【作者单位】长春理工大学,吉林长春130022;长春理工大学,吉林长春130022;长春理工大学,吉林长春130022【正文语种】中文【中图分类】TN248.11 引言在固体激光器激光晶体的工作过程中,由于量子亏损、下激光能级与基态之间能差转化为热量、激光猝灭等原因会产生大量的热量,进而导致激光晶体内部温度分布不均匀,产生热透镜、端面热变形等效应。
基于计算机三维模型的激光-电弧复合焊接过程中热现象分析

基于计算机三维模型的激光-电弧复合焊接过程中热现象分析胡治宇;利莉【摘要】对激光-电弧复合焊接过程中的热现象建立了计算机数学模型,并进行相应分析,该模型可有效评估熔池的温度场和熔融金属的速度场.计算模型综合考虑了电孤热源和激光热源、熔化潜热和蒸发潜热以及熔融金属从多孔介质中的流动潜热等因素.实验验证,计算机模型对激光-电弧复合焊接的模拟结果与实验结果相吻合.【期刊名称】《电焊机》【年(卷),期】2015(045)010【总页数】7页(P164-170)【关键词】激光-电弧复合焊接;热现象;计算机模拟;温度场【作者】胡治宇;利莉【作者单位】景德镇学院,江西景德镇333000;景德镇学院,江西景德镇333000【正文语种】中文【中图分类】TG402激光-电弧复合焊接是一种现代连接技术,激光束和电弧相组合有助于提高焊缝质量和焊接速度,在工业生产领域应用广泛[1]。
焊接过程中熔池温度场和熔融金属速度场对焊缝质量有重要影响,复合焊接的温度场取决于电弧和激光束两个耦合热源产生的热量。
以往研究表明[2],双椭球热源模型(CIN)适用于电弧热源,Goldak热源模型适用于激光束热源。
为了了解激光-电弧复合焊接过程中的热现象,本研究构建了激光-电弧复合焊接过程中温度场的三维模型,并对焊接熔池温度场和速度场进行相关分析。
研究工艺参数对焊缝形状和大小以及熔融金属运动的影响,并进行了实验验证,研究中涉及到的参数定义如表1所示。
激光-电弧复合焊接示意如图1所示。
在熔融区液态金属流动由浮力驱动,在糊状区液态金属的运动假定为多孔介质中的流动。
同时在熔融区还要考虑蒸发潜热的影响,在糊状区要考虑固液相变潜热的影响。
2.1 方程建立用于激光-电弧复合焊接热现象分析的方程主要包括质量方程、动量方程和能量守恒方程。
连续性方程为根据多孔介质中流体流通的Boussinesq模型[3]和对流运动的Darcy模型[4],可以得到熔池熔融金属的速度场。
Nd_YAG激光_脉冲GMAW复合热源焊接参数对焊缝熔宽的影响

第27卷第9期2006年9月焊 接 学 报TRANSACTIONS OF THE CHINA WELDING INSTI TUTIONVol.27 No.9Septe mber 2006收稿日期:2005-10-31Nd:YAG 激光+脉冲GMAW 复合热源焊接参数对焊缝熔宽的影响秦国梁1,2, 李小宇1, 王旭友1, 林尚扬1(1 机械科学研究院哈尔滨焊接研究所,哈尔滨 150080;2 哈尔滨工业大学材料科学与工程学院,哈尔滨 150001)摘 要:通过试验研究了Nd:YAG 激光+脉冲GMAW 复合热源焊接过程中焊接工艺参数对焊缝熔宽的影响。
结果表明,复合热源焊缝熔宽随电弧功率和激光功率的增大而增大,随焊接速度的提高而减小,而光丝间距和离焦量对复合热源焊缝熔宽影响相对较小。
复合热源焊缝熔宽远大于激光焊缝熔宽而仅稍大于脉冲GMAW 焊缝熔宽,说明在复合热源焊接过程中脉冲GMAW 决定焊缝熔宽,这主要是由于激光束加热区域远小于电弧加热区域造成的。
试验结果的分析比较还表明,在激光+电弧复合热源焊接过程中激光功率的增大还极大地提高了焊接速度。
关键词:复合热源焊接;激光焊;脉冲熔化极气体保护焊;焊缝熔宽;焊接参数中图分类号:TG456.7 文献标识码:A 文章编号:0253-360X(2006)09-073-04秦国梁0 序 言激光焊接和GMAW(熔化极气体保护焊)是两种截然不同的焊接工艺。
作为一种高能束焊接方法,激光焊接以高能密度、高速、高效、高精度等良好的材料加工性能在工业中得到了较多应用。
但由于激光束焦点直径很小(一般为0.2~0.6m m),激光加热区域也很小,焊缝桥联能力差,对工件的装配具有很高的要求[1],因而在实际生产中的应用受到了较多的限制。
而GMAW 采用焊丝作电极,能够提供适量熔化金属在接头间隙中搭桥或填充坡口,使焊缝具有很强的搭桥能力,增强了对装配误差变化的适应性,降低了焊接过程中对工件装配误差的要求,具有应用范围广、投资小、成本低等优点。
Nd:YAG方形薄片激光器3维温度及热应力的数值模拟

变得 较 为明显 和复 杂 , 为得 到较 为准确 的结 果 , 必须 提 高 网格 划 分 的总节 点 数 N =N N 其 中 NzN 和 。 t N , ,
N 分 别是 方形 薄 片在 X, Y和 z方 向所 分 的节 点 数 。如果 采 用 常规 的有 限元 法 需 要 求 解 N 。 t×N 。的超 大 t 稀疏 矩 阵 , 得 占用 系统 的 内存数 和计 算 时 间 大 大增 加 , 文 采 用有 限元 差 分 迭代 计 算 的方 法 , 过 迭代 求解 使 本 通 逼 近稳 定 值 的方 法 而 避免 了这 个 问题 , 同时 提 高 了计 算 精度 并 加快 了计 算 速 度 。 拟计 算得 到 的介 质 温 度 分 模
文 章 编 号 : 1 0—3 2 2 0 )40 5— 6 0 14 2 (0 8 0—5 70
N Y d: AG 方 形 薄 片 激 光 器 3维 温 度及 热 应 力 的数 值 模 拟
李 刚 , 冯 国英 , 李 玮 杨火木 , 黄 宇 , 周寿桓 , 。
激光 晶体 时 只有 一部 分泵 浦 光被 其 吸收 , 了提高 它 的泵浦 效 率 , 为 在接 触 热沉 的端 面 一般会 镀 对泵 浦 光和 振荡
激光 的 高反 膜 , 泵 浦光 在介 质 中来 回反 射多 次 。 由于很难 做 到全 口径 均匀 泵浦 , 且薄 片各 个面 的 冷却 条件 使 并 不 同 , 片 激光介 质 中也 会产 生 非对 称 的 温度 梯度 分 布 , 高功 率 工作 时也 会 引 起 严 重 的热 效 应 。 目前 , 薄 在 多家 国 内外 的研究 单 位对 高 功率 激光 器 的热 效 应进 行 了研 究 [ ] 常 用 的研 究 激 光介 质热 效 应 的方法 有 解 析 法 、 5, 半 解析 法 、 限元法 , 用 的软 件有 ANS 有 可 YS和 L C AS AD等 。L C AS AD是德 国 L - AD G H 公 司 开发 的针 AS C mb 对 D S L设计 的专业 软 件 , 可 以分 析 固体 激 光 器 中热 效 应 。但 L C PS 它 AS AD 只 能 计 算 介 质 中 的稳 态 温 度 分 布, 不能 直 接计算 热 退偏 效应 , 不 能对 重 复 脉 冲泵 浦过程 的 动态 热效 应 进行 计算 模 拟 。国 内如裴 正 平 等[ 研 也 7 ]
3种吸收率模型的金属激光加热数值研究比较

3种吸收率模型的金属激光加热数值研究比较陈彦北;陆建;倪晓武;徐立君;张喜和【摘要】为了比较单一常数吸收率模型、固态和液态吸收率分别为常数的组合吸收率模型以及温度相关吸收率模型对于数值结果的影响,分别采用这3种吸收率模型建立了空间轴对称有限元计算模型,模拟了激光加热铝板的过程,对比了不同吸收率模型下的计算结果,讨论了这几种吸收率模型的优劣和适用范围.结果表明,对于固态和液态均明显存在的加热过程,固态和液态阶段分别为不同常数的组合吸收率模型能得到与使用吸收率温度相关模型很相似的结果,而使用单一的常数吸收率模型与之相比则差别较大;对于加热区域为单一物态的加热过程,使用单一常数吸收率模型与使用吸收率温度相关模型的计算结果有一定的差别,但差别不大.【期刊名称】《激光技术》【年(卷),期】2009(033)006【总页数】4页(P622-625)【关键词】激光技术;激光加热;吸收率;有限元;金属【作者】陈彦北;陆建;倪晓武;徐立君;张喜和【作者单位】南京理工大学,理学院,南京,210094;南京理工大学,理学院,南京,210094;南京理工大学,理学院,南京,210094;长春理工大学,理学院,长春,130022;长春理工大学,理学院,长春,130022【正文语种】中文【中图分类】O532+.25引言在金属材料激光加热的研究中,数值计算是一种重要的理论分析手段[1-2] 。
而在进行数值分析时,金属对激光的吸收率大小将决定激光能量的沉积速率,会对计算结果有较大的影响,因此是一个非常重要的计算参量。
影响吸收率的因素非常多,除了激光波长具有显著的影响外,与被作用金属材料的温度、入射角度、表面情况(粗糙度、氧化情况和有无涂层等)、表面物态(熔化和汽化)及金属成分等因素均有着密切的关系[3],甚至对于同一试样进行重复加热时各次的吸收率也有较大差别[4],因而,不同文献中给出的试验结果也往往有比较大的差别。
目前确定材料吸收率主要有3类方法:第1类是测量反射率,一般装置复杂精密且有局限性;第2类是通过测量热作用区域的几何尺寸进行间接评定,仅适合于定性评价;第3类是从量热角度,通过测量材料的温度变化并进行相应的传热学计算而得到吸收率。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
t
∃ T ( x , y , z , t ) = AQ 2!c a 0 2
1
3
e-
[ x + v ( t- )] 2+ y 2 2 2+ 4a( t- )
e-
( z - 2nh) 2
4a( t- ) d
+
T 0。
t- + 2a( t- ) 2
( 9)
式( 9) 就是所求的温 度场, 其中 是光 斑半径 的函数, 而光斑半径又是随着离焦量的变化而不同。 因此, 的大小是由离焦量 %Z 来决定的, 文中由曲 线拟合得出 与 %Z 的关系 式为 = 1 [ 0. 01156
热传导的方式进行。一 旦材料表面温 度达到熔点
T m, 材料表面融化, 只要材料表面温度不超过沸点,
熔化波向材料内部稳定传播, 其传播速度与激光功
率 和 材 料 的 液 相 和 固 相 热 力 学 参 数 有 关 。图1 为 激
14 光热传导焊中热传导的示意图[ 1] 。
焊接学报
第 23 卷
图 1 激光热导焊中的热传导 Fig.1 Heat conduction during laser heat conduction welding
6 ( %Z ) 2+ 0. 3] ( 透镜焦距为 f = 200 mm, 焦点半径为 R0= 0. 3 mm) 。
4 激光热导焊温度场解析模型的试验 验证
激光热导焊温度场解析模型可以通过测量热影 响区中点的温度来直接验证。这种方法虽然直接、 简单, 但是由于激光热导焊的焊接热影响区非常小, 而其温度梯度又非常大, 测温点的稍微偏离和监测
成是无数个瞬时激光束的连续作用, 对时间积分可
h 的无限大平板中点( X p, Yp, Zp) 的温度为
# ∃ + ∀
T ( X p, Yp, Zp, t) =
AQ
t
1
n= - ∀ 2!c a 0 t -
1 2+ 2a( t-
( X - X ) 2+ ( Y - Y ) 2
( Z - 2nh) 2
e)
第 23 卷 第 6 期 200 2年 12 月
焊接学报
TRANSACT IONS OF THE CHINA WELDING INST ITUTION
Vol. 23
No. 6
December 2 0 0 2
Nd: YAG CW 激光热传导焊
. 温度场三维解析计算
秦国梁1, 杨永波2, 林 泳2, 齐秀滨2, 王旭友2, 林尚扬1, 2
Nd: YAG CW( 掺钕钇石榴石固体激光输出连续波的 光束) 激光热导焊的温度场进行了研究, 建立了激光 热导焊温度场三维解析计算模型, 为激光热导焊的 临界功率的求解奠定基础。
1 激光热导焊焊接机理
激光焊接从焊接机理上可分为激光热导焊和激 光深熔焊。二者都是将高强的激光束直接辐射至材料 表面, 通过激光与材料的相互作用, 使材料局部熔化 实现焊接。激光与材料的相互作用过程中, 同样会 出现光的反射、吸收、热传导及物质的传递。只是在激 光热导焊中, 辐射至材料表面的功率密度较低, 光能 量只能被表层吸收, 不产生非线性效应或小孔效应。
2 Nd: YAG 激光光束能量分布及其传播
图 2 Nd: YAG 激光光板半径与离焦量的关系 Fig. 2 Relationship between radius of laser beam and distance from focal point to top surface of workpiece
Nd: YAG 是一种多模激光, 光束质量没有 基模
激光那么好。因此, 光束中的能量分布也不象基模
激光束那样严格 地符合 Gauss 分布, 但对于 在焦点
附近( 焦深范围内) 的光束比较接近于 Gauss 光束。
而对于激光焊接来说, 所用的激光光斑一般都在焦
点附近( 焦深范围内) 高能束焊接方法。目前, 激光 焊接以其高速高效、变形小、非接触加工、易于实现 自动化等特点在诸多的生产加工过程中得到应用。 其中 Nd: YAG 激光以其波长短、吸收率高以及可通 过光纤传输而易于实现加工过程的自动化和柔性化 等优点而广泛应用于焊接生产中。
根据焊接机理, 激光焊接分为激光热导焊和激 光深熔焊。以往人们认为: 两种焊接模式之间存在 一个临界点, 亦即在给定离焦量、焊接速度和保护气 流量情况下激光功率在临界点时, 焊接模式将在热 导焊和深熔焊二者之间来回跳变, 出现焊接模式不 稳定的现象。但是在实际的焊接过程中, 焊接模式 跳变现象是出现在一个焊接参数范围之内, 而不是 一个点上。这一点在 CO2 激光和 Nd: YAG 激光焊接 都得到了证明。但是这个范围到目前为止在理论上 还没有一个很完善的计算方法。
光线形成的一个点而是一束光线形成的能量分布接 近Gauss分布的 光斑。利用叠加原 理可以求得在 光
用累积原理[ 4] 将光斑中不同的点( ∀, #) 对所求得点 ( X p, Yp, Z p) 的影响叠加起来, 即对热分布范围内各
斑作用下工件中任意一点的温度。以激光光斑中心 点积分。这样, 在 t = 时刻, 在 Gauss 光束的作用
接过程中全部的传热方式, 无论是数值解还是解析 解都很难得到一个精确的解, 因此, 在求解焊接热过 程时都要有一定的假设。
在激光热导焊中, 热传导在热的传播过程中占 主导地位, 辐射和对流因在热传播过程中只占很小 的份额可以忽略不计。另外, 激光热导焊的熔池很 小, 因此可以忽略熔池中相变潜热的释放以及热物 理参数随温度和状态的变化对焊接热过程的影响。
激光热导焊是以热传导为主要传热方式的焊接 模式, 在焊接过程中, 不出现材料的大量蒸发, 熔池 中的最高温度也不超过材料的沸点。根据这一点, 可以通过建立熔池中温度和焊接参数的关系, 来求 解出激光热导焊的临界功率, 而温度场是建立熔池 中温度和焊接参数关系最好的桥梁。因此在文中对
收稿日期: 2002- 04- 22 基金项目: 国家科技攻关计划资助项目( 96- A22 04 01)
过程中传感器地稍微抖动都将给试验结果带来很大 的误差。因此, 这种验证方法可靠性不高。
计算是基于有限厚度无限大平板来进行的。所 应用的假设条件对计算结果的影响在电弧焊中表明 其造成的 误差在可接受范围之内[ 2, 3] , 同电弧焊相 比, 激光焊具有更小的熔池, 因此文中的假设条件对 计算结果造成的误差可能会更小。 3. 2 激光热导焊温度场解析计算
在 t = 时刻, 在半无限大的焊接工件表面( x 0, y 0, 0) 点作用一条能量密度为 q 的瞬时光线, 工件对 光的吸收率为 A 。以 t = 0 时刻为坐标原点, 以焊接 速度 v 的方向为 x 轴的正方向, 建立直角静坐标系 ( X S, Y S, ZS ) , 则在 工件中某 一点( X p, Yp, Zp ) 在 t 时刻的温度升高为
T ( X p, Yp, Zp, t ) - T 0=
2Aq !c[ 4 a ( t -
e , 3
-
( X p - x 0) 2+ ( Yp - y 0) 2+ 4a( t- )
ZP2
( 4)
)] 2
式中: A 为材料对激光的吸收率; c 为比热; a 为热 扩散率; !为激光功率密度; T 0 为工件初始温度。
( X D, YD, 0) 为原点, x 轴和静坐标系中 X S 轴重合, 建立随激光 束以速度 v 移动 的动坐标 系( X D , YD ,
下, 厚度为 h 无限大平板中某一点( X p, Yp, Z p) 在 t 时刻的温度升高为
T ( X p, Y p, Zp, t ) - T 0=
+∀
#
n= - ∀
e-
3
p0
p0
P
4a( t- )
,
( 5)
n= - ∀ !c [ 4 a( t - ) ] 2
第6 期
秦国梁, 等: Nd: YAG CW 激光热传导焊
15
式中: n 值可以根据所允许的误差计算确定。
ZD) 。在实际的焊接过程中, 功率为 Q 激光束照射
在实际上作用在工件表面上的激光束不是一条 在工件表面上的是一个半径为 R 的光斑, 因此可以
+∀ +∀
∃∃ -∀ -∀
2AQ 22
e-
∃2+ #2 22
3
e-
[X - ( X +
p
D
∃) ] 2+ [ Y - ( Y +
p
D
4a( t- )
#) ] 2+ ( Z - 2nh) 2
P
d∃d # 。
!c[ 4 a( t - ) ] 2
( 6)
将公式右边进行积分、整理得到:
+∀
# T ( X p, Yp, Zp, t ) - T 0=
AQ
1
n= - ∀ !c [ 4 a( t - ) ] 2
1 2+ 2a( t -
)
e-
( Z P- 2nh) 2 4a( t - )
e-
(
X p- X D) 2+ ( Yp - YD) 2 2 2+ 4a( t - )
。
(
7)
激光束在工件上以 v 的速度连续作用, 可以看 得到静坐标系下运动的激光束作用下的有限厚度为
( 1. 哈尔滨工业大学 现代焊接技术国家重点实验室 , 哈尔滨 150001; 2. 哈尔滨焊接研究所, 哈尔滨 150080)
摘 要: 激光热导焊是 激光 焊接 中一 种重 要的 焊接 模式, 广 泛应 用于 薄件 的焊 接中。 焊接 温度场以其为焊接过程最直接的外在表征而成为焊接过程研究的 一种常用的 研究 手段 。通过连 续波激光热导焊温度场解 析计算 对激光 热导焊进 行了研 究, 建立了 激光 热导焊温度场的三维解析模型, 并 讨论了 利用模 型对焊缝 熔合线 进行计 算。最后 基于 焊缝熔合线尺 寸试验值和计算值的比较 对温度 场解析 模型进行 了验证, 验 证试验 结果 表明 所建立的激光热导焊温度场三维解析模型能够较为准确地计算出 焊缝熔合线 的尺 寸。 关键词: Nd: YAG CW 激光; 热传导焊; 温度场; 解析计算; 熔合线 中图分类号: TG456. 7 文献标识码: A 文章编号: 0253- 360X( 2002) 06- 13- 04