5第三章 光学零部件的基本测量
光学零件及光学系统焦距测量

(b) 负透镜 图2-25 光学元件焦距测量原理
(二)测量仪器 放大率法测量焦距的专用仪器为焦距仪,此外也 可以在光具座上应用本方法测量焦距。 焦距仪主要由平行光管、透镜夹持器和测量显微 镜构成。 测量时将被测透镜装在透镜夹持器上,平行光管 的分划刻线经平行光管物镜和被测透镜成像在被测透 镜的焦面上,再经显微物镜成像在测微目镜的分划板 上,测出分划板上这个像的大小,即可求出被测透镜 的焦距。当显微镜看清被测透镜焦面上的刻线像时, 记下显微镜的位置读数,然后轴向移动显微镜使之调 焦在被测透镜的后表面上,再次记下显微镜的位置读 数,两次读数之差即为被测透镜的顶焦距。
3
3
2
3
根据上表,当选用分划板刻线为20mm, 成象大小为5mm时,可算得放大率法测量焦距 时的相对合成标准不确定度为。
uc = = u1 + u 2 + u 3 + u4
2 2 2 2
1%
2
0 .0 0 0 5 0 .0 0 0 5 + + + 1% 20 5
★放大率法测量焦距和顶焦距
这种方法主要用于测量望远镜物镜、照相物 镜和目镜的焦距和顶焦距,也可用于生产中检验 正、负透镜的焦距和顶焦距。
(一)测量原理
y y f f 0
f f 0 y y
本方法测量负透镜的焦距时,焦距计算公式:
f f 0 y y
(a) 正透镜
被测光学系统
像分析器
采集与数据处 理系统
光学靶标和电子靶标 积分球 光源与工作电源 调整台与转台控制器 像分析平台控制器 光源控制器
计算机
靶标发生器模块
主控制系统模块
图像采集处理模块
大学物理实验光学基本测量介绍课件

光学散射测量:利用光
02 的散射现象进行测量,
如激光散射仪
光学成像测量:利用光
03 的成像原理进行测量,
如显微镜、望远镜
光学光谱测量:利用光
04 的光谱特性进行测量,
如光谱仪
测量仪器介绍
光学显微镜:用于观察微观结构,如细胞、 细菌等 激光测距仪:用于测量距离,如建筑物高度、 地形等
光谱仪:用于分析物质成分,如化学物质、 生物样品等
光学测量在环境科 6 学中的应用:如大 气污染监测、水质 监测等
光学测量在工程实践中的应用
光学测量在机械 光学测量在光学 光学测量在生物
工程中的应用: 工程中的应用: 医学工程中的应
如测量零件尺寸、 如测量光学元件、 用:如测量生物
形状、位置等
光学系统、光学 组织、生物细胞、
性能等
生物分子等
01
03
光学测量在物理学 1 研究中的应用:如 光速测量、光波长 测量等
光学测量在化学研 2 究中的应用:如光 谱分析、分子结构 分析等
光学测量在生物学 3 研究中的应用:如 细胞成像、生物分 子结构分析等
光学测量在天文学 4 研究中的应用:如 恒星观测、星系观 测等
光学测量在材料科 5 学中的应用:如材 料结构分析、材料 性能测试等
05
02
04
06
光学测量在电子 工程中的应用: 如测量电路板、 芯片、电子元件 等
光学测量在材料 光学测量在航空
工程中的应用: 航天工程中的应
如测量材料性能、 用:如测量飞行
材料结构、材料 器、航天器、航
缺陷等
天系统等
光学测量在日常生活中的应用
01
视力检测:通过光学仪器测量视力,了
(整理)光学零件检验方法
光学零件加工技术实验讲义实验一 光学零件毛坯的成型一、实验目的:1、了解古典法加工块料毛坯粗磨成型的工艺过程;2、熟悉所用设备、材辅料等相关知识。
二、实验设备及用品切割机、粗磨机、滚圆机、K9玻璃、金刚砂 三、实验步骤1、 取块料玻璃,在切割机上按30x30x20mm 切割;2、 在平面粗磨机上,分别用100#,240#金刚砂磨平第一面;3、 将磨平的一面用胶粘在平的垫板上,排列均匀;4、 在粗磨机上,手持垫板,用100#,240#金刚砂整盘研磨第二面,要不断更换垫板位置,使之研磨均匀。
同时要用卡尺测量,保证厚度和平行度; 5、 将两面磨平的平行玻璃板粘成条,宽:长=1:8~1:10;6、 在滚圆机上,将玻璃条滚圆成棒,∆Φ+Φ=Φ0;7、 将玻璃棒在电热板上加热,使粘胶熔化并逐一拆开玻璃板; 8、 用酒精等有机溶剂清洗玻璃;9、 用粗磨盘开球面,手持比例移动,更换位置,开出具有一定曲率半径的球面零件; 10、检验,用铁样板或试擦贴度的方法。
四、讨论1、在粗磨平面时,为什么第一面磨平单块加工,而第二面磨平可成盘加工?2、检验时,铁样板或试擦贴度为何从边缘接触密切?实验二金刚石磨轮铣磨球面一、实验目的1、验证光学零件铣磨原理;2、了解粗磨铣磨工艺过程;3、熟悉铣磨机工作原理和调整方法;4、要求铣磨如图1所示的透镜。
二、实验设备与用具透镜铣磨机QM08A 、金刚石磨轮(M D =20mm ,r=2mm ,粒度#100,浓度100%)、千分尺、扳手、透镜毛胚 (mm 010.025-φ,d15mm )、擦镜盘等。
三、铣磨原理球面零件的铣磨原理如图2、图3所示。
磨轮轴轴线与工作轴轴线相交于0点,两轴线的交角为α,筒形磨轮1绕自身轴线作高速旋转,工件2绕工件轴转动。
磨轮断面在工件表图3-2凸球面铣磨原理 图3-3凹球面铣磨原理 按图2与图3,有以下关系式:)(2sin r R D M±=α (1)式中 α——磨轮轴与工作轴夹角;M D ——磨轮中径;R ——工件被加工面的曲率半径; r ——磨轮端面圆弧半径(凸面取“+”号,凹面取“-”号)上式也可以写成r D R Mαsin 2=(2)当磨轮选定后,M D 与r 均为,调节不同的α角,既可加不同曲率半径的球面零件。
光学元件制造中所用到的测试测量方法
远棱边处厚度相等,说明工件表面的纹路是凹下
去的,即在工件表面病的天真,我能说什么?我低头,任眼泪流
凹痕的深度为h ,由图(1c)可知 AD/AB=AE/AC, 而 AC 为相邻干涉条纹对应的空气厚度之差,即 为λ/2,而AE即使凹痕的深度h ,故a/b=
制造光学元件时,常常需要得到十分精确的 平面、球面等,为此我们必须检查元件表面的质
量,最简单的方法是用样板检验。我们通过观察
干涉条纹的形状来判断被检表面的缺陷,从而进
行相应的磨制,最终达到我们的标准要求。 在制造光学元件时,常常需要得到十分精确
的平面、球面等,为此我们必须检查元件表面的
质量,最简单的方法是用样板检验。下面笔者对
123 下一页>
2fb0f5c7a 光博会
面对你充满语病的天真,我能说什么?我低头,任眼泪流
此问题做以分析和探讨。 1.检查平面的平整度 1(a)所示,若被检查的表面 A 是不规则的平
面,则可在 A 上放一标准样板 B,使其一端 P 相 接触,另一端 Q 处垫一薄片,这样便在 A、B 两
表面间得到一个空气的劈形薄膜。若薄膜很薄,
光在薄膜表面的入射角又不大(通常我们采用单
△h/(λ/2),即△h=(a/b)(λ/2)。
同理,若观察到的等厚条纹有局部远离棱边方向 发生弯曲,1(d)所示,则表明工件表面有一垂直
于 棱 边 的 凸 痕 , 凸 起 的 高 度 应 为 ?
h=(a/b)(λ/2)。
面对你充满语病的天真,我能说什么?我低头,任眼泪流
面对你充满语病的天真,我能说什么?我低头,任眼泪流
色光垂直入射)的情况下,等厚条纹定域在膜的 表面,故眼睛注视薄膜表面就可看到等厚干涉条
光学零件检验方法

光学零件检验方法光学零件的检验方法是确保光学零件质量和性能的重要步骤。
以下是常见的光学零件检验方法:1.外观检验:外观检验是最简单和最常见的检验方法之一、它涉及对光学零件表面的检查,以确保没有明显的缺陷、瑕疵或污染。
常用的外观检查仪器有放大镜、显微镜和光谱仪等。
2.尺寸检验:尺寸检验是测量光学零件尺寸和形状的方法。
常用的尺寸测量仪器有投影仪、坐标测量机和光学分光计等。
这些仪器可以精确测量光学零件的长度、宽度、直径、圆度和平面度等。
3.表面粗糙度检验:表面粗糙度是表面微小不规则性的度量标准,对光学零件的性能具有重要影响。
常用的表面粗糙度检测仪器有光学轮廓仪、表面粗糙度仪和压电表面粗糙度仪等。
4.平整度检验:平整度是表面平坦性的度量标准,对光学零件的质量和性能有着重要影响。
常用的平整度测量仪器有检测平台和激光干涉仪等。
5.光学性能检验:光学性能检验涉及到对光学零件传输、透射、反射、折射、散射等光学性能的测量和评估。
常用的光学性能测量仪器有光谱仪、干涉仪、激光测距仪和分光光度计等。
6.工作环境检验:在一些特殊应用中,光学零件需要在特定的环境条件下工作,比如高温、低温、高湿度或低湿度等。
在这种情况下,光学零件的工作环境稳定性也需要进行检验。
7.强度检验:一些光学零件可能会经受较大的外力作用,因此需要进行强度检验。
常用的强度检验方法包括拉伸测试、弯曲测试、冲击测试和疲劳测试等。
总之,光学零件的检验方法是多样的,根据具体需要选择合适的检验方法进行检验,以确保光学器件的质量和性能符合要求。
第三章光学测量完美
§3.1 光学面形偏差的检测
3.1.1 3.1.2 3.1.3
玻璃样板法 斐索平面干涉仪检测面形偏差 斐索球面干涉仪检测面形偏差
一、基本概念:
1、面形偏差定义:光学面实际面形相对理想面形的 偏差。 2、面形偏差的分类(或表示方法): • 半径偏差—待检光学表面的曲率半径相对于参考 光学表面曲率半径的偏差,以光圈数N表示; • 象散差Δ1N—待检光学表面与参考光学表面在两个 相互垂直方向上的光圈数不等所对应的偏差; • 局部偏差Δ2N—待检光学表面与参考光学表面在任 一方向上产生的干涉条纹的局部不规则程度。
3、面形偏差引起的后果 • 引起波面变形 • 半径偏差N是光学系统的像面位臵、放大倍率等 产生微量的变化; • 象散差Δ1N和局部偏差Δ2N将直接影响成像质量。 • 因此,我们要对光学零件进行面形偏差检验。
二、面形误差的计量
• 面形检验常常与“λ”有关,故常用λ/2作为度 量单位。(如不特殊给出,一般λ取546.1nm) • 如果被检面相对于标准面的面形偏差Δh用λ/2 来计量,那么光圈数N=Δh/(λ/2)。 • 光圈:即干涉条纹的形状是由空气隙等厚层的轨 迹决定的,即同一级干涉条纹对应的空气隙厚度 是相等的。 • 局部偏差Δ2N:Δ2N=Δh/(λ/2),习惯上也称为 光圈不规则度 • 面形偏差的检验方法:玻璃样板法、干涉仪法、 阴影法
三、检测方法
1、局部偏差及带区误差的 检测 对于待检凹球面 如果边缘带的曲率半径小 于中心区的曲率半径,则 面形呈现边翘,中心凸的 情况。分别以O带代表实 际波面中间带曲率中心的 位臵,O边代表实际波面 边缘带曲率中心的位臵, O中代表实际波面中心区 域曲率中心的位臵。
实际 波面
理想 波面
光学测量的基础知识课件

光在不同物质中传播速度一般不同,在真空中最快。
光线直线传播的应用
可应用于光学测量、定位、光学仪器等。
光学成像原理
01
02
03
成像原理
基于透镜或反射面的折射 或反射原理,将物体成像 于视网膜或探测器上。
成像公式
1/f = 1/u + 1/v,其中f 为透镜焦距,u为物距,v 为像距。
成像质量
光学测量通常采用非接触式测量方式 ,具有高精度、高分辨率、非破坏性 等优点。
光学测量特点
高精度
实时性
光学测量利用光的干涉、衍射等效应,可 以实现高精度的测量,达到纳米级甚至更 高级别的测量精度。
光学测量可以实现实时在线测量,可以在 生产过程中快速获取测量数据,及时调整 生产工艺,提高产品质量。
非接触性
环境监测
光学测量可以用于环境监测,如空气质量、水质、噪声等 环境参数的测量。
医学诊断
光学测量在医学领域也有广泛应用,如医学影像、光学显 微镜、激光治疗等。
科研领域
光学测量在科研领域也有重要应用,如物理实验、化学分 析、生物研究等。
02
光学测量基本原理
光线传播定律
光线传播方向
光线在均匀介质中沿直线传播,当通过不同介质时,会发生折射 和反射现象。
利用光谱和偏振等光学技术实现对大气污染物的监测,如 二氧化硫、氮氧化物等。
水质监测
利用光学技术实现对水体中的污染物、悬浮物、叶绿素等 物质的监测。
气象观测
利用光学技术实现对云层、风向、风速等气象参数的观测 。
光学测量在安全防范中的应用
光学防盗系统
利用红外、微波等光学技术实现 防盗报警,具有高灵敏度和高分 辨率等优势。
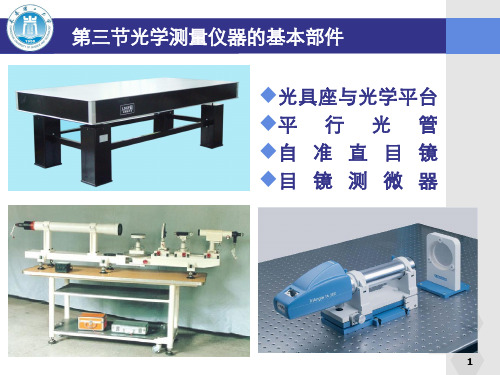
光学测量仪器的基本部件四自准直目镜
目
镜
平面镜
物镜 分划板
分束镜
光源
目镜
15
第三节光学测量仪器的基本部件
四 自 准 直 目 镜
16
第三节光学测量仪器的基本部件
阿贝目镜:平面镜垂直于视轴十子线与其象位于光轴 两侧,特点;射向平面镜光线不能延其法线入射。
优 点:光强度大,亮度损失只有10-15%
四
缺 点:它的视场被胶合棱镜遮挡了一半,又因光管出射 光和反射光的方向不同,当反射镜和物镜间的距离超过一
四
自 准 直 目 镜
平直度检查仪目镜视场 27
第三节光学测量仪器的基本部件
四
1--反射镜;
自
2--可动板;
准
3--压圈;
4--反射镜座;
直
5--球头螺钉; 6--调节螺钉
目
(共三个)
镜
体外反射镜结构
28
第三节光学测量仪器的基本部件
四 自 准 直 目 镜29Leabharlann 第三节光学测量仪器的基本部件
四 自 准 直 目 镜
5
第三节光学测量仪器的基本部件
平行光管的分划板的形式有许多种,主要区别在于玻璃板上刻度形 式的不同。
三
十字线分划板
十字刻度分划板
平
分辨率板
行
星点板----用在玻璃上镀膜或激光加工的方法制得,透光孔直径小
光
于0.05mm,最小的为6μm。小孔光阑一般用圆金属薄板或锡箔,
管
在中心钻孔而成。
玻罗板----上面刻有四对间距不同、线条宽度也不相同的刻线,专 门供测量透镜焦距用。
四 自 准 直 目 镜
24
第三节光学测量仪器的基本部件
四 自 准 直 目 镜
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
11
第一节 光学面形偏差的检测
影响干涉条纹对比度的因素
干涉条纹对比度可定义为 K Imax Imin
Imax Imin
干
涉
法 ➢ 式中,Imax、Imin 分别为静态干涉场中光强的最大值和最小值, 也可以理解为动态干涉场中某点的光强最大值和最小值。
中,斐索型干涉测量法与在光学车间广泛应用的 法
牛顿型干涉测量法(样板法或牛顿型干涉法)相
比,属于非接触测量。
5
第一节 光学面形偏差的检测
现代干涉技术是物理学理论和当代技术有机结合的产物。
激光、光电探测技术和信号处理技术对于干涉技术的发
展起着重要的作用。
历史进程:
干
17世纪后半叶,玻意耳(Boyle)和胡克(Hooke)独立地观 察了两块玻璃板接触时出现的彩色条纹(后被称作牛顿
8
第一节 光学面形偏差的检测
特点:
具有更高的测试灵敏度和准确度;
绝大部分的干涉测试都是非接触式的,不会 干
对被测件带来表面损伤和附加误差;
涉
法
较大的量程范围;
抗干扰能力强;
操作方便;
在精密测量、精密加工和实时测控的诸多领 域获得广泛应用。
9
第一节 光学面形偏差的检测
分类:
干涉测试技术
认为所有的运动粒子都具有相应的波长,为隧道显微镜、 原子力显微镜的诞生做了理论准备。
1960年,梅曼(Maiman)研制成功第一台红宝石激光器,
涉 法
以及微电子技术和计算机技术的飞速发展,使光学干涉
技术的发展进入了快速增长时期。
1982年,G.Binning和H.Rohrer研制成功扫描隧道显微 镜,1986年发明原子力显微镜,从此开始了干涉技术向 纳米、亚纳米分辨率和准确度前进的新时代。
图4-3
光阑干孔大涉小对图干样涉条的纹对照比度度的寸,影的响在措很施,大固程然度可上以取提决高条于纹光的源对比 的尺寸,而光源度的,尺但寸干涉大场小的图又4亮-会2 度等对也厚各干随涉类之仪中减干的弱扩涉展。光源
干 涉
图样对比度有不当同采的用影激光响作: 为光源时,因为光源上 法
由平行平板产生各的点等所倾发干出涉的,光无束论之多间么有宽固的定光的源相位
1818年,阿喇果和菲涅尔发现两个正交的偏振光不能
干涉,导致杨和菲涅尔得出光是横波的结论。
1860年,麦克斯韦(C.Maxwell)的电磁场理论为干涉技 干
术奠定了坚实的理论基础。
涉
1881年,迈克尔逊(A.Michelson)设计了著名的干涉实 法
验来测量“以太”漂移,导致“以太”说的破灭和相
合,而在此之前则是(m彼1此)分开m(的 。则)尚能分辨干 由涉此条得纹最的大限干度涉为级m=λ/Δλ ,与此相应的尚能产生干涉
条纹的两支相干光的最大光程差(或称光源的相干长度)为
2
LM
13
第一节 光学面形偏差的检测
r
S
S0
θ
影响干涉条纹对比度的因素
a) ②光源大b)小与空间在相干c)干涉性测量中,采取尽-f 量减小光源尺
尺寸,其干涉图关样系都,有形很成好的的干对涉比条度纹。也有固定的分
杨氏干涉实验只布在,限而制与狭光缝源宽的度尺的寸情无况关下。,激才光能光源 看清干涉图样。的大小不受限制,激光的空间相干性
由楔形板产生的比等普厚通干光涉源图好样得,多则。是介于以上两
种情况之间。
如取对比度为0.9,可得光源的许可半径
对论的诞生。他还首次用干涉仪以镉红谱线与国际米
原器作比对,导致后来用光波长定义“米”。
1900年,普朗克(Max Planck)提出辐射的量子理论, 成为近代物理学的起点。
7
第一节 光学面形偏差的检测
历史进程:
1905年,爱因斯坦(Albert Einstein)提出相对论原 理。
1924年,Louis de Broglie推导出de Broglie波方程, 干
rm
f' 2
12
K
第§一4-节1 激光光学干面涉形测偏试1 技差术的基检础测
在波动光学中,把光通过相干
1①.光2 源影的响单干色涉性条与纹时对间长间的比相度波,度I所列其干的需持实性因要续质素的时就时间是间,可称(以为其产对生相应干干产涉时
x
如图,干涉场中实际生见干涉到的的两条列纹波是的λ光程到差λ)+。Δλλ干
➢ 当 Imin = 0时K=1,对比度有最大值;而当 Imax= Imin时K=
0,条纹消失。在实际应用中,对比度一般都小于1。
➢ 对目视干涉仪可以认为:当K>0.75时,对比度就算是好的; 而当K>0.5时,可以算是满意的;当K=0.1时,条纹尚可辨
认,但是已经相当困难的了。 ➢ 对动态干涉测试系统,对条纹对比度的要求就比较低。
光学测量 第三章 光学零部件的基本测量
光学测量 第三章 光学零部件的基本测量
第三章 光学零部件的基本测量
第一节 光学面形偏差的检测
光学测量
第一节 光学面形偏差的检测
4
第一节 光学面形偏差的检测
概述:
光学干涉测试技术最初在光学零件和光学系统
的检验中获得广泛应用。
干
在光学零件面型、平行度、曲率半径等的测量 涉
涉 法
环),人类从此开始注意到了干涉现象。
1690年,惠更斯出版《论光》,提出“波动”说。
1704年,牛顿出版《光学》,提出了“微粒”说。
1801年,托马斯·杨(Thomas Young)完成了著名的杨氏双 缝实验,人们可以有计划、有目的地控制干涉现象。
6
第一节 光学面形偏差的检测
历史进程:
中间所有波长的光干因涉此,条激纹光叠光加源的的结时间果相。干性
当λ+Δ λ 的第m比光级普干亮通涉00 光仪源的11 好设2得计2 多和3 , 使3 用一4 4时般5不在5 用激6 6
λ+Δλ
涉 法m
纹与λ的第m+1级亮考纹虑重其时间图4相-1干各性种波。长干涉条纹的叠加 λ+Δ
合后,所有亮纹开始重
干
按光波 分光方式按相干光束 传播路径按用途涉法
分 振 幅 式
分 波 阵 面 式
共 程 干 涉
非 共 程 干 涉
静 态 干 涉
动 态 干 涉
10
第一节 光学面形偏差的检测
1、干涉的概念
1)相干光
(1)频率相同
(2)位相差恒定 (3)光矢量振动方向相同
干
(4)光程差小于波列长度
2
涉
2L
法
因此,必须用单色光源,使同一光源发出的光束分成两束,且